Ever wondered how welders achieve perfect joints in challenging positions? 6GR welding is a specialized technique for welding pipelines with an obstacle ring at a 45° angle, crucial for ensuring structural integrity in various industries. This article unpacks the complexities and precise steps of 6GR welding, from pipe assembly to overcoming technical difficulties in backing welds. Dive in to discover how mastering these techniques can elevate the quality and reliability of your welding projects.
The 6GR welding technique for pipelines is a specialized and challenging welding position that simulates real-world conditions often encountered in field operations. This method involves positioning the pipe at a 45° incline angle, with an obstacle ring incorporated to replicate confined space welding scenarios.
The pipe’s longitudinal axis is set at a 45° angle relative to the horizontal plane, and this orientation remains fixed throughout the welding process. This angled position tests the welder’s ability to maintain consistent quality across various welding positions (flat, vertical, and overhead) within a single joint.
A key feature of the 6GR setup is the obstacle ring, which is positioned on the outer edge of the thick-walled pipe. The ring’s outer diameter typically exceeds that of the pipe by approximately 300mm, creating a restricted access situation that challenges the welder’s dexterity and spatial awareness.
The welding joint is precisely located, with the distance between the junction of the two pipes and the end face of the thick-walled pipe not exceeding 13mm. This tight tolerance emphasizes the importance of accurate fit-up and root pass execution.
The nomenclature “6GR” is derived from industry-standard welding position codes:
“6” denotes the 45° fixed inclined position
“G” represents “groove,” indicating a full penetration weld joint
“R” signifies the presence of the restricting obstacle ring
This welding configuration is particularly relevant for pipeline welders seeking to demonstrate proficiency in complex field conditions, often required for high-integrity applications in the oil and gas, petrochemical, and power generation industries.
The assembly and positioning of the welded pipes are crucial in ensuring the quality of the 6GR welding and the proper shape of the back side of the pipe joint.
If the groove type, assembly gap, and the size of the blunt edge are not suitable, it can easily lead to defects such as collapse, overlap, and incomplete penetration.
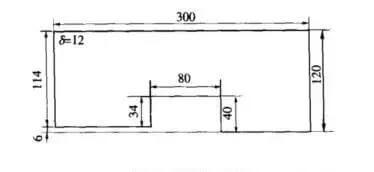
The shape of the pipe to be welded is depicted in Figure 1.
Figure 1 Pipe fitting form
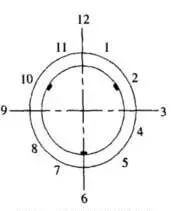
To ensure proper pipe alignment, the pipe butt joint should be performed on a specialized pipe aligner, and the positioning should be secured with rib plates (fixed at 2 points, 10 points, and 6 points).
The rib plate is made of 20 steel, and its shape is depicted in Figure 2.
The location of the rib plate positioning is shown in Figure 3.
6GR Operation Features and Difficulties
The 6GR pipe incorporates a distinctive obstacle ring, with a 6mm thickness differential between the inner walls of the two connecting pipes. This design feature presents unique welding challenges.
According to the technical specifications, the back side of the pipe joint should be flush with the inner wall of the thick-walled pipe. However, to ensure optimal structural integrity and performance, the back side should be formed as a full penetration fillet weld.
Achieving proper backing welding in this configuration can be particularly challenging due to the obstacle ring and thickness variation. These factors can impede access to the weld root and complicate heat distribution during the welding process.
After extensive research, testing, and practical application, we have developed an effective method that successfully meets both the technical requirements and the need for a full penetration fillet weld. Our approach combines precise pre-weld preparation, specialized welding techniques, and rigorous quality control measures:
Precise joint preparation: Carefully machine the pipe ends to ensure perfect alignment and optimal gap for full penetration.
Custom backing system: Utilize a removable ceramic backing strip designed to fit the contoured inner surface.
Controlled heat input: Implement pulsed GTAW (Gas Tungsten Arc Welding) with precise parameter control to manage heat distribution and minimize distortion.
Multi-pass technique: Apply a specific sequence of root, hot, fill, and cap passes to achieve full penetration while maintaining flush inner surface.
In-process monitoring: Use real-time radiographic or ultrasonic testing to verify full penetration and detect any potential defects during welding.
This method not only satisfies the flush inner wall requirement but also ensures a high-quality, full penetration fillet weld that enhances the overall structural integrity of the 6GR pipe assembly.
Backing weld
The primary challenge in backing welding for pipes is the oblique welding position, which leads to uneven heating and gravitational effects on molten droplets. To address these issues, it’s crucial to optimize the welding machine settings before starting. Set the arc starting current to position 5 and the arc force current to position 7. These adjustments facilitate easier arc initiation, enhance arc stiffness, and utilize the arc force to effectively transfer molten metal to the root of the thick-walled pipe, ensuring proper double-sided formation in single-sided welding.
Initiate the arc approximately 5mm past the 6 o’clock position. After ignition, employ a slight up-and-down motion of the welding rod within the groove. Once the root melts and forms a keyhole, quickly manipulate the arc height. Maintain the welding rod at an angle inclined towards the thick-walled pipe side. Utilize small, oblique, oscillating movements of the electrode, ensuring they are rapid, uniform, and stable.
Welders must employ a multisensory approach, focusing on visual cues, auditory feedback, and tactile control:
Visual monitoring: Observe the molten pool temperature and keyhole shape, maintaining consistency. Ensure the arc length is sufficient to melt the root of the thick-walled pipe. Aim for a molten pool distribution of 1/2 inside and 1/2 outside the groove.
Auditory awareness: Listen for the characteristic “plop” sound at the groove edge, indicating proper arc breakdown.
Tactile control: Adjust arc length, electrode angle, welding speed, and manipulation technique to precisely deliver molten metal to the groove root. Coordinate these elements to achieve optimal reverse-side formation.
Time each arc follow-up based on the molten pool’s solidification state. Excessive speed can cause liquid metal flow and beading, while insufficient speed may lead to inward compression and back weld depression. Generally, control liquid metal feeding to 1-1.5 seconds per cycle.
For arc extinguishment, create a keyhole above the molten pool, then gradually retract the molten metal 10-15mm. Terminate the arc at the groove side to decelerate solidification and prevent cold shrinkage voids. Form a sloped joint to facilitate subsequent passes. Avoid terminating the arc at the weld pool center or directly on the pool surface, as this can generate difficult-to-repair cold shrinkage cavities.
When restarting, initiate the arc on the slope 10-15mm below the still-hot weld pool and progress to the previous crater. As the crater temperature increases, guide the electrode along the prepared keyhole to the groove root. Upon hearing the “plop” sound, pause briefly, move the welding rod laterally, then resume normal welding. Key factors include precise electrode positioning, swift replacement, accurate keyhole observation, and maintaining stable movement. Prioritize hot connections between passes to ensure a smooth, aesthetically pleasing weld bead appearance.
Filler welding
After completing the backing weld, use an angle grinder to smooth out any uneven joints, ensuring a uniform surface for subsequent passes. Adjust the arc force (also known as dig or arc control) to setting 5 on your welding machine. This optimized arc force helps to effectively remove slag on both sides of the weld, significantly reducing the risk of slag inclusions in the final weld.
Employ a controlled weaving technique, moving the electrode in a deliberate zigzag pattern. Pause momentarily at each side of the groove to ensure proper fusion and penetration. Maintain a consistent travel speed and electrode angle to keep the molten pool horizontal throughout the welding process. This technique promotes uniform heat distribution and reduces the likelihood of defects such as lack of fusion or incomplete penetration.
To enhance weld integrity and minimize the risk of cracking, stagger the start and stop points of adjacent layers by 10 to 15mm. This practice helps to distribute stress more evenly across the weld and reduces the concentration of potential weak points.
Upon completion of the filler passes, ensure that the weld surface sits approximately 1 to 2mm below the level of the base metal. This slight underfill creates an ideal foundation for the final covering layer, allowing for proper fusion and a smooth transition between the weld and base material.
Throughout the filler welding process, maintain strict control over key welding parameters such as amperage, voltage, and travel speed to achieve optimal results. Regular visual inspection between passes can help identify and address any potential issues early in the welding sequence.
Cover welding
Prior to initiating the cover welding process, adjust the arc force (thrust) to position 2. This reduction in arc force enhances arc flexibility, mitigating the risk of undercut defects and promoting a smoother, more aesthetically pleasing weld bead.
For the overhead welding position, establish a triangular formation using the first half of the welding electrode. Transition to a horizontal welding direction, employing a crescent-shaped electrode manipulation technique to maintain optimal control and penetration.
Upon reaching the groove edge, momentarily pause while maintaining a level molten pool. This brief dwell allows for proper fusion and helps prevent edge defects.
For the second half of the welding rod, initiate the arc at an oblique overhead position. Gradually draw the triangular weld area horizontally towards the lower groove edge, ensuring overlap with the previous weld bead. Utilize a transverse weaving motion with the electrode to achieve uniform coverage and fusion.
As you approach the closing position, progressively reduce the weld pool size to facilitate proper tie-in. Fill the remaining triangular area completely before terminating the arc to ensure full coverage and minimize the risk of end crater defects.
The cover layer should exhibit a flat profile at both the arc initiation and termination points. Prior to extinguishing the arc, ensure complete crater filling to prevent shrinkage voids and improve overall weld integrity.
Throughout the process, maintain consistent travel speed, electrode angle, and arc length to achieve uniform weld bead appearance and properties. Regular visual inspection during welding is crucial to detect and address any potential issues promptly.
The 6GR Welding Position
What is the 6GR Welding Position?
The 6GR welding position is a specialized and advanced welding test position used to qualify welders for complex and restrictive welding tasks. This position is an extension of the 6G position, which involves welding a pipe at a 45-degree angle, requiring welders to perform welds in various orientations, including vertical, horizontal, and overhead. The “R” in 6GR stands for “Restricted,” indicating additional challenges that simulate real-world welding scenarios where access is limited.
Challenges and Applications
How the Restriction Ring Affects the Welding Process
In the 6GR welding position, the test setup typically involves two pipes of different thicknesses. The thicker pipe, typically 4-6mm thick, is not beveled, while the thinner pipe is prepared with a single bevel. This configuration creates a challenging joint that tests the welder’s ability to achieve a sound weld under less-than-ideal conditions.
A restriction ring or steel plate is placed below the weld site, mimicking obstacles such as brackets, walls, or other structural impediments. This setup restricts the welder’s movement, making it more difficult to achieve proper angles and positions for the weld. The presence of the restriction ring emphasizes the importance of precision and control, as welders must navigate around these obstacles to ensure a high-quality weld.
Real-World Example in Offshore Platform Construction
The 6GR welding position is particularly relevant in the welding of offshore platform structures. For instance, in the construction of jackets, beams, and decks, welders often encounter complex T-K-Y (tee, knee, and yee) joints. These joints are critical for the structural integrity of offshore platforms, which must withstand harsh marine environments and heavy loads.
By qualifying in the 6GR position, welders demonstrate their ability to perform Complete Joint Penetration (CJP) welds from one side without backing. This capability is essential for ensuring that the welded joints are strong and reliable, crucial for the safety and longevity of offshore platforms.
Importance for Structural Integrity
The 6GR test is designed to evaluate a welder’s skills in performing high-quality welds under restrictive conditions. This position is essential for industries that require precise and reliable welding, such as offshore construction. The ability to perform CJP welds in restrictive environments ensures that the structural components are robust and capable of withstanding significant stress.
Maintaining a high standard of welding in these critical applications is paramount, as any failure in the welded joints can lead to catastrophic consequences. Therefore, the 6GR welding position serves as a benchmark for assessing the proficiency and reliability of welders in demanding and restrictive scenarios.
The 6GR welding position is a rigorous and comprehensive test that challenges welders to demonstrate their proficiency in performing high-quality welds under restrictive conditions. It is essential for industries that require precise and reliable welding, ensuring the integrity and strength of critical infrastructure components.
The Importance of the 6GR Welding Position
Ensuring Structural Integrity
The 6GR welding position is integral to maintaining the structural integrity of critical components, especially in industries such as offshore platform construction, chemical plants, and oil and gas facilities. For example, in offshore drilling rigs, the structural joints must withstand extreme environmental conditions, including high pressure, corrosive saltwater, and strong currents. High-quality welds in the 6GR position ensure these joints remain robust and defect-free, preventing catastrophic failures that could endanger lives and result in significant economic losses.
High Skill Benchmark
The 6GR welding position serves as a benchmark for evaluating a welder’s proficiency due to its complexity. This position involves welding around obstacles and in various orientations without rotating the pipes, which demands a high level of dexterity, precision, and experience. Welders who qualify in the 6GR position demonstrate exceptional skills and are often sought after for challenging and high-stakes projects. For instance, in the nuclear power industry, where safety and precision are paramount, 6GR certified welders are preferred for critical welding tasks.
Industry Standards and Compliance
Many industries adhere to strict standards and regulations to ensure safety and reliability. The 6GR welding position is often a requirement for meeting these standards, particularly in sectors where the quality of welds directly impacts operational safety. For example, the American Petroleum Institute (API) and the American Society of Mechanical Engineers (ASME) have stringent welding standards that include the 6GR position. Compliance with these standards is essential to avoid costly failures and ensure the protection of personnel and equipment.
Enhancing Employability and Career Advancement
Welders who achieve 6GR certification gain a significant advantage in the job market. This qualification is highly valued and can open doors to better job opportunities, higher salaries, and career advancement. For example, a welder with 6GR certification might be eligible for positions in high-demand sectors such as shipbuilding or aerospace, where advanced welding skills are crucial. Employers recognize the difficulty of the 6GR test and view certified welders as capable of handling the most demanding welding tasks.
Versatility in Welding Applications
The ability to perform 6GR welding equips welders with the versatility to tackle a wide range of welding challenges. This includes working on complex joints in confined spaces and under restrictive conditions, which are common in various industrial settings. For instance, in the construction of pressure vessels, welders often encounter tight spaces and awkward angles that require the precision and adaptability of 6GR welding techniques. This versatility is particularly beneficial in industries that require adaptable and skilled welders to address diverse and unpredictable welding scenarios.
Contribution to Project Success
In large-scale industrial projects, the quality of welding can significantly impact the overall success and efficiency of the project. Welders qualified in the 6GR position contribute to the project’s success by ensuring that all welds meet the highest standards of quality and reliability. This reduces the likelihood of rework, delays, and potential safety hazards, ultimately contributing to the timely and cost-effective completion of projects. For example, in pipeline construction, high-quality 6GR welds ensure the integrity of the pipeline, reducing the risk of leaks and environmental contamination.
Typical Challenges and Overcoming Them
Welders face several challenges when performing in the 6GR position, such as limited access to the weld joint, awkward body positioning, and the need for consistent weld quality. To overcome these challenges, welders can use specialized tools and techniques, such as using mirror welding for hard-to-see areas or practicing specific body positions to improve comfort and control. Continuous training and practice are essential to mastering these techniques and achieving the high standards required for 6GR welding.
Certification Process Overview
The certification process for the 6GR welding position involves rigorous testing to ensure the welder’s proficiency. The process typically includes a written exam covering welding theory and a practical test where the welder must complete a weld in the 6GR position under supervision. The weld is then inspected for quality and adherence to industry standards. This certification process ensures that only highly skilled welders are qualified to perform in this demanding position.
Comparative Analysis with Other Welding Positions
Compared to other welding positions, the 6GR position is uniquely challenging due to its restrictive nature and the need for high precision. For example, while the 1G position involves welding a pipe in a horizontal position, allowing for easier access and movement, the 6GR position requires welding in fixed positions with obstacles, making it significantly more difficult. This comparative analysis highlights the unique importance and difficulty of the 6GR position.
Insights from Industry Experts
Industry experts emphasize the importance of the 6GR welding position. According to John Smith, a senior welding engineer, “The 6GR position is the gold standard in welding certification. It tests a welder’s skill, precision, and ability to perform under restrictive conditions. Welders who pass this certification are among the best in the field.” Such insights underscore the critical role of 6GR welding in ensuring safety and quality in various industries.
By understanding the importance and challenges of the 6GR welding position, welders and industry stakeholders can better appreciate the skills required and the impact of high-quality welds on structural integrity and project success.
Qualifying for the 6GR Welding Position
The 6GR welding position is one of the most challenging certifications for welders, involving welding a pipe at a 45-degree angle with a restriction ring in place. This setup replicates the restrictive conditions commonly encountered in real-world applications, such as offshore platform construction and pipeline welding.
Understanding the 6GR Position
The 6GR position requires welders to perform welds around a restriction ring, which limits access and visibility. This simulates the obstacles and confined spaces typically found in industrial environments. The restriction ring is crucial as it forces the welder to adapt their technique to achieve high-quality welds despite limited maneuverability.
Theoretical Knowledge
Welders must possess a thorough understanding of welding principles, including:
Metallurgy: Knowledge of how different metals react to heat and the welding process.
Welding Techniques: Familiarity with techniques such as Shielded Metal Arc Welding (SMAW), Gas Tungsten Arc Welding (GTAW), and Gas Metal Arc Welding (GMAW).
Safety Practices: Awareness of safety protocols to prevent accidents and ensure a safe working environment.
Industry Standards: Adherence to standards set by the American Welding Society (AWS) and other relevant bodies, which provide guidelines for welding processes, joint configurations, and testing procedures.
Practical Skills
Welders must demonstrate proficiency in various welding techniques and be able to produce high-quality welds under restrictive conditions. Key skills include:
Welding Techniques: Mastery of SMAW, GTAW, and GMAW. For example, SMAW is often used for its versatility and reliability in different positions and environments.
Weld Quality: Ability to produce defect-free welds, ensuring no cracks, porosity, or other imperfections that could compromise the joint’s integrity.
Positional Welding: Expertise in welding in vertical, horizontal, and overhead positions. The restricted nature of the 6GR position requires precise control and maneuverability.
Test Setup and Execution
The qualification test involves several critical components:
Pipe Specifications: Typically, the test involves welding a pipe with a nominal diameter of either 4 inches or 6 inches. A 6-inch pipe test qualifies the welder for unlimited diameters.
Restriction Ring: Positioned around the pipe to create a realistic welding scenario, the restriction ring must meet specific dimensions and be correctly placed.
Joint Configuration: Often includes a “hi-lo” setup to simulate T, K, or Y joints. The welder must navigate around the restriction ring and ensure complete joint penetration (CJP) without backing.
Qualification Scope and Limitations
Successfully passing the 6GR test qualifies welders for all positions but includes specific limitations. According to AWS D1.1, a 6GR-qualified welder is not qualified to weld production butt joints from one side without backing or from both sides without backgouging. This is due to the test not simulating an open-root butt joint where both edges need to be fused at the root.
Certification Process
Written Exam: Covers welding theory, safety practices, and industry standards, ensuring that welders have the necessary foundational knowledge.
Practical Test: Involves performing a weld in the 6GR position under supervision. The weld is then inspected for quality through visual inspection and non-destructive testing (NDT) methods such as radiographic or ultrasonic testing.
Continuous Improvement: Welders are encouraged to engage in ongoing training and practice to maintain and enhance their skills. Regular recertification may be required to ensure proficiency and adherence to the latest industry standards.
By meeting these qualification requirements, welders demonstrate their ability to perform complex welds under challenging conditions, ensuring the structural integrity and reliability of critical infrastructure components.
Test Configuration and Setup for 6GR Welding
The 6GR welding test is a rigorous evaluation designed to simulate real-world welding conditions, particularly those encountered in restricted spaces and complex joint configurations. This test is essential for qualifying welders to perform Complete Joint Penetration (CJP) welds in T-K-Y (tee, knee, and yee) joints without backing.
In industrial applications, welders often face challenging scenarios where they must weld in confined spaces, such as inside pressure vessels or piping systems. The 6GR position is specifically designed to test a welder’s ability to handle these complex situations, ensuring they can produce high-quality welds even under restrictive conditions.
Pipe and Restriction Ring Specifications
The 6GR test involves welding a pipe set at a 45-degree angle, referred to as the “Arkansas Bellhole” position. This angle simulates the challenging access conditions found in field welding environments. The pipe used in the test can vary in diameter, with common options being 4 inches or a minimum of 6 inches nominal diameter. The choice of pipe diameter impacts the qualification range:
A 4-inch pipe limits the welder’s qualification to pipes up to 4 inches in diameter.
A 6-inch or larger pipe qualifies the welder for an unlimited range of pipe diameters.
A restriction ring or plate is placed below the weld site, creating a gap that simulates restricted access conditions. This ring must be at least 150 mm (5.9 inches) in width and length and positioned 12 mm (0.47 inches) away from the joint. Typically, the restriction ring is placed on the thicker side of the pipe, which does not have a bevel. This setup challenges the welder to navigate around the restriction ring, demonstrating their ability to weld in tight spaces.
Bevel and Root Opening
The pipe preparation involves a single bevel on one side and no bevel on the other. This differs from an open-root butt joint that requires fusing two beveled edges at the root. The bevel and root opening are critical for ensuring proper alignment and fusion during the welding process. The root opening for the test should be at least 3 mm (0.12 inches), ensuring the correct gap and alignment for the weld.
Welding Process
The welder must perform the weld in the fixed 45-degree position, navigating around the restriction ring and maintaining precise control to achieve a high-quality weld. This position tests the welder’s ability to perform welds in vertical, horizontal, and overhead orientations, mimicking the complex conditions of T-K-Y joints in restricted access areas.
Certification Implications
Passing the 6GR test is part of a broader certification process that includes multiple variables such as base metal, filler metal, and welding process. The test contributes to the overall qualification of the welder. It is important to note that the 6GR test does not qualify welders for joints welded from one side without backing or from two sides without backgouging, highlighting its specific limitations.
By successfully navigating the 6GR test setup, welders demonstrate their proficiency in handling complex welding tasks under restrictive conditions, a crucial skill set for high-stakes industrial applications.
Challenges and Limitations of the 6GR Welding Position
The 6GR welding position presents several significant challenges and limitations that welders must overcome to achieve certification and perform effectively in industrial applications.
Restricted Mobility and Access
One of the primary challenges in the 6GR welding position is restricted mobility and access to the weld area. The “R” in 6GR stands for “Restricted,” indicating that the welder must navigate around impediments such as brackets, walls, and other structural components. This restriction requires welders to perform welds in confined spaces, often with limited visibility and awkward body positioning, which can significantly impact the quality and consistency of the weld.
Technical Challenges
Welders face numerous technical challenges when performing the 6GR test. The position involves welding a pipe at a 45-degree angle with a restriction ring, creating a complex joint configuration. Achieving proper fusion and penetration in this setup is difficult, especially with the required 1/8″ gap and 3/16″ high-low around the inside of the pipe. This setup demands precise technique and control to avoid defects such as lack of fusion, porosity, and incomplete penetration, which can compromise the weld’s integrity.
Limited Qualification Scope
Passing the 6GR test does not fully qualify welders for all types of pipe welding. Specifically, it does not qualify welders to perform full penetration joints without a backing ring or backgouging. This limitation is crucial because the 6GR test does not simulate an open-root butt joint, where the welder must fuse two beveled members at the root. Consequently, welders who pass the 6GR test may still need to undertake additional qualifications to demonstrate their capability in welding pipes from one side without backing or from two sides without backgouging.
Simulated T-K-Y Connections
The 6GR test is designed to simulate T-K-Y (tee, knee, and yard) connections rather than open-root butt joints. This involves welding a single bevel joint and achieving the required fusion and penetration under restricted access conditions. While this setup is essential for qualifying welders in specific industrial applications, it does not encompass all joint types and configurations encountered in the field, limiting the scope of the certification.
Increased Physical Strain
The physical demands of the 6GR welding position can be significant. Welders must often adopt uncomfortable and sustained positions to complete the weld, which can lead to fatigue and strain. This physical challenge can affect concentration and precision, increasing the likelihood of errors and defects in the weld.
Equipment and Setup Constraints
The specific equipment and setup required for the 6GR test, including the restriction ring and the fixed 45-degree angle, can be challenging to manage. Ensuring the correct placement and alignment of these components is crucial for achieving a high-quality weld. Any deviations or inaccuracies in the setup can exacerbate the difficulty of the welding process and impact the overall result.
Practical Implications
In practical terms, the 6GR test prepares welders for scenarios involving obstacles and confined spaces, which are common in many industries, including piping and structural welding. However, it does not fully prepare them for all pipe welding tasks, particularly those requiring full penetration without backing or backgouging. For comprehensive qualification, welders may need to pass additional tests, such as the 6G pipe test, to demonstrate their proficiency across a broader range of welding scenarios.
Applications of the 6GR Welding Position
The 6GR welding position is highly specialized and crucial for welding under restricted conditions. This position ensures the structural integrity and reliability of critical components in several key industries.
Shipbuilding
In the shipbuilding industry, the 6GR welding position is essential for constructing and repairing ship structures. For example, welders use this position to navigate and weld around bulkheads and stiffeners in the confined spaces of a ship’s hull. This ensures that the ship’s structural components are securely joined, maintaining the vessel’s seaworthiness and safety.
Offshore Platform Construction
Offshore platforms, such as oil rigs, require the 6GR welding position for constructing and maintaining their complex structures. Welders often work on T-K-Y joints in jackets, beams, and decks, which are critical for the platform’s stability. This welding position is vital for creating robust connections that can withstand the harsh marine environment, ensuring the platform’s durability and safety.
Piping Systems
The 6GR welding position is frequently used in industries like oil and gas, chemical processing, and power generation for welding piping systems. These systems often involve intricate T-K-Y joints in confined spaces. For instance, welders might work on pipelines that transport hazardous materials, where precision and reliability are crucial to prevent leaks and ensure operational safety.
Pressure Vessels and Boilers
In the construction and maintenance of pressure vessels and boilers, the 6GR welding position is indispensable. These components operate under high pressure and temperature conditions, necessitating welds that are both precise and strong. Welders use the 6GR position to ensure the integrity of joints in these critical systems, preventing potential failures that could lead to catastrophic consequences.
Aerospace
The aerospace industry utilizes the 6GR welding position for assembling and repairing aircraft components. Welders often perform welds in confined and complex areas, such as the joints of aircraft frames and structural components. This position is crucial for maintaining the high standards of precision and strength required in aerospace welding, ensuring the safety and performance of aircraft.
Nuclear Power
In the nuclear power industry, the 6GR welding position is essential for constructing and maintaining nuclear reactors. Welders must ensure that all joints meet stringent safety and quality standards to prevent radiation leaks and ensure the reactor’s safe operation. This position allows for precise and reliable welds in the restricted and complex environments typical of nuclear facilities.
Industrial Maintenance and Repair
Industrial maintenance and repair often involve welding in hard-to-reach areas. The 6GR welding position is critical for performing high-quality repairs on pipelines, structural components, and machinery. Qualified welders can address a variety of maintenance challenges, ensuring the continued safety and functionality of industrial equipment.
The 6GR welding position is integral to various industries requiring high-quality welds in restricted conditions. Its applications span shipbuilding, offshore platforms, piping systems, pressure vessels, aerospace, nuclear power, and industrial maintenance, highlighting its importance in ensuring the safety, reliability, and longevity of critical infrastructure.
Tips for Passing the 6GR Welding Test
Passing the 6GR welding test requires meticulous preparation, practice, and adherence to specific techniques. Here are some key tips to help you succeed:
Thorough Preparation
Understand the test requirements by familiarizing yourself with the setup, including pipe specifications, restriction ring placement, and joint configurations. Review the relevant welding standards, such as AWS D1.1, to ensure compliance with all requirements.
Proper Test Setup
Accurate fixture setup is essential. Use a jig or fixture to correctly position the test pieces and ensure the restriction ring is properly installed and meets the specified dimensions. Maintain a clean work environment and remove any contaminants from the welding area to prevent defects.
Master Welding Techniques
Consistent cleaning is crucial. Clean the joint thoroughly after each pass to avoid contamination. Use a grinder to smooth out the root pass and any high spots. Control your starts and stops carefully. When stopping, grind the stop point into a contoured shape and restart ahead of this point to fill it seamlessly.
Choose the correct welding rods for each stage of the test. For example, use 1/8″ 6010 rods for the root and hot passes and 1/8″ 7018 rods for the cap pass. In specific scenarios, 6010 rods are effective for deep penetration in the root pass, while 7018 rods provide a smooth finish for the final cap.
Practice in Confined Spaces
Simulate test conditions by practicing welding in confined spaces similar to the 6GR test setup. This helps in developing the necessary skills to handle restricted access and mobility. Mastering welding techniques is crucial for performing well in these confined spaces. Learn to weld in various body positions, including vertical, horizontal, and overhead, to improve comfort and precision.
Beveling Techniques
Practice beveling, as it is vital to be prepared for both single-beveled and double-beveled joints. The specific beveling can vary, so practice both types to be fully prepared. Understand that beveling the edges of the joint properly ensures better penetration and fusion of the weld.
Consistent Practice
Dedicate time to consistent practice. It typically takes 8-12 months of regular welding to achieve the skills needed for the 6GR certification. Set up practice tests that mimic the actual test conditions, including the use of restriction rings and proper joint configurations. Create a sample practice schedule, such as welding for a few hours daily, to build muscle memory and improve technique.
Adherence to Specifications
Follow test specifications strictly, including the correct use of equipment and welding techniques. Understand the inspection criteria and ensure your welds meet the required standards for quality and appearance. For example, ensure the weld bead is uniform, free from cracks, and has the correct reinforcement.
Practical Tips and Real-World Advice
Handle common challenges by maintaining a steady hand and consistent speed. If you encounter issues like incomplete fusion, adjust your technique or equipment settings. Overcome mistakes by reviewing and correcting them during practice sessions. Seek feedback from experienced welders to refine your skills.
By following these tips and dedicating time to practice and preparation, you can significantly enhance your chances of passing the 6GR welding test and achieving certification.
Frequently Asked Questions
Below are answers to some frequently asked questions:
What does the “R” in 6GR welding position stand for?
The “R” in the 6GR welding position stands for “Restricted.” This designation indicates that the welding process is performed in a confined or restricted space, often referred to as “ring mode.” In this position, welders face additional challenges due to the limited access and mobility caused by nearby impediments such as structural elements, brackets, or walls. The 6GR position is particularly demanding because it requires precise welding in tight spaces, making it essential for tasks like welding T-K-Y (tee, knee, yee) joints commonly found in offshore platform structures. The restrictive nature of the 6GR position simulates real-world conditions where welders must work around obstacles, ensuring they are highly skilled and capable of performing under such constraints.
What are the limitations of a 6GR qualified welder?
A 6GR qualified welder faces several limitations despite their high level of skill in welding pipe at a 45-degree angle in restricted environments. Firstly, the “R” in 6GR stands for “restricted,” indicating that the welding is performed in constrained spaces, often around impediments such as brackets or structural elements. This requires the welder to navigate limited access areas, which can be challenging and restrict mobility.
Moreover, while a 6GR certification qualifies a welder for all positions according to AWS D1.1 standards, it does not include the qualification for welding production butt joints from one side without backing or from both sides without backing, known as single-side welding without backing. This specific exclusion means that a 6GR qualified welder is not certified to perform these types of welds under standard conditions.
Additionally, the 6GR certification is focused on a particular welding position and scenario, and does not cover all possible welding variables. Therefore, welders must also obtain certifications for other variables such as different types of base metals, filler metals, and welding processes. As a result, while a 6GR qualified welder is adept at handling complex pipe welding in restricted environments, they may need additional certifications to qualify for other specific welding tasks and conditions.
Why is the 6GR welding position considered challenging?
The 6GR welding position is considered challenging for several reasons. First, it involves welding a pipe at a 45-degree angle, which requires the welder to manage the weld pool in multiple orientations, combining elements of flat, horizontal, vertical, and overhead welding. This constant adaptation of technique to the varying angles is complex and demands a high level of skill.
Second, the “R” in 6GR stands for “restriction,” indicating that welders must work with limited access and mobility. They often have to weld near obstacles like brackets, walls, or other structures, which severely restricts their angle and movement, making the task more difficult.
Additionally, technical challenges such as controlling the weld pool are significant. The varied angles and restricted access affect how gravity influences the molten metal, requiring precise adjustments in heat, travel speed, and technique to prevent defects like sagging, undercutting, or lack of fusion. The joints involved in 6GR welding, typically T, K, or Y joints, are more complex than simple butt joints, adding to the difficulty.
Achieving 6GR certification is a rigorous process, requiring welders to pass a challenging test that only a small percentage can accomplish. This certification demonstrates their ability to work under highly restrictive conditions and is highly regarded in industries like oil and gas, where high-pressure pipelines and complex joints are common.
In summary, the 6GR welding position is challenging due to its complex angles, restricted access, technical demands, and the rigorous certification process, making it a significant achievement in the welding profession.
How is the 6GR welding test set up?
The 6GR welding test, often known as the “Arkansas Bellhole” test, is a stringent and physically demanding assessment for welders, particularly those engaged in structural pipe welding. The setup involves several critical components and steps:
The test requires the welding of a pipe positioned at a 45-degree angle. The pipe can be either 4 inches or 6 inches in nominal diameter, with corresponding wall thicknesses. For the 4-inch pipe test, passing qualifies the welder for pipes up to 4 inches in diameter, while the 6-inch pipe test qualifies the welder for an unlimited diameter range. The pipe is typically prepared with a single bevel on one side, though practicing with both single and double bevels is advisable for thorough preparation.
A restriction ring is used to simulate real-world conditions where space is limited, thus restricting access to the weld joint. This ring must be installed with a maximum gap of 1/2 inch from the square edge to the underside of the ring, and its outer diameter should be at least 12 inches greater than the pipe’s outer diameter. For a 6-inch pipe, the ring’s outer diameter is around 168 mm, with a minimum length and width of 150 mm, fixed at a 45-degree angle with a 3 mm gap between the ring and the pipe.
The 45-degree angle positioning of the pipe is a defining feature of the 6GR welding position, making the process more challenging due to restricted access and the need to manage heat input and weld pool control effectively. The test usually involves specific welding processes and electrodes, such as 6010 electrodes for the downhand portion and 7018 electrodes for the uphill portion. The welder must weld around the pipe, ensuring the weld adheres to specified standards and codes, like AWS D1.1.
Additional constraints, such as jigs and fixtures, may be used to further limit access to the joint, closely simulating real-world piping work conditions. This setup ensures the test is physically demanding, evaluating the welder’s skill, endurance, and ability to perform in challenging positions. Understanding these setup details helps welders prepare effectively for the 6GR welding test, demonstrating their competence in structural pipe welding.
What industries commonly require 6GR welding qualifications?
Industries that commonly require 6GR welding qualifications include the oil and gas industry, industrial plants and construction, the shipbuilding and marine industry, power plants, and any sector involving confined space welding. The oil and gas industry relies heavily on 6GR qualified welders for high-pressure pipelines and complex piping systems that must endure extreme conditions. Industrial plants and construction projects benefit from 6GR certification due to the need for precise welds in confined or restricted spaces. The shipbuilding and marine industry values 6GR welders for fabricating critical components in restricted environments. Power plants require skilled welders for complex welds that often undergo rigorous inspection. Lastly, any industry that involves welding in restricted or confined spaces, such as certain manufacturing and engineering projects, finds 6GR qualifications indispensable.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Achieving a flawless weld requires more than just skill; it hinges on mastering the interplay between voltage and current. These two parameters are the lifeblood of welding, dictating everything from…
Have you ever wondered why welded structures sometimes fail despite their robust appearance? This article dives into the hidden challenges of welding, exploring how uneven heating and cooling can lead…
Ever wondered how skyscrapers stand tall or cars stay welded together? This blog uncovers the magic behind electric welding machines. Learn about top manufacturers like Lincoln Electric and Miller Welds,…
Have you ever wondered which welding equipment brands are leading the industry today? This article explores the top ten welding machine manufacturers, highlighting their innovations, global presence, and unique strengths.…
Have you ever wondered about the hidden dangers behind the bright sparks of welding? In this article, we explore the harmful effects of argon arc welding on the human body.…
Ever wondered what those numbers and letters on welding rods mean? This article demystifies the coding system for carbon and stainless steel welding rods, helping you understand their tensile strength,…
Have you ever wondered how to calculate the consumption of welding rods accurately? In this blog post, we'll explore the methods and formulas used by industry experts to estimate welding…
Welding deformation in stainless steel can lead to significant issues in metal fabrication. The article explores various methods to control and correct these deformations, such as using copper plates, water…
Have you ever wondered how professionals create precise cuts in thick metal without resorting to traditional methods? Carbon arc gouging might be the answer you're looking for. This process, using…