Laser welding is one of the earliest and most significant applications in industrial laser material processing. In early applications, laser-generated welds were of higher quality, leading to improved productivity.
Over time, advancements in laser technology have led to higher-powered lasers, a wider range of wavelengths, and improved pulse capabilities. Additionally, advancements in beam propagation, machine control hardware and software, and process sensors have all contributed to the continued development of laser welding processes.
Laser welding offers several unique advantages, including low heat input, a narrow fusion zone and heat-affected zone, and excellent mechanical properties for materials that were previously difficult to use with processes that produce large heat input to parts. These properties make laser welding an attractive option for producing strong, visually appealing welds.
Furthermore, the setup time required for laser welding is much less, and when combined with laser tracking sensors, automation can be achieved, resulting in lower production costs.
All of these new technologies have expanded the range of applications for laser welding. In many industries, fiber laser welding has successfully been used with different metals, component shapes, sizes, and volumes.
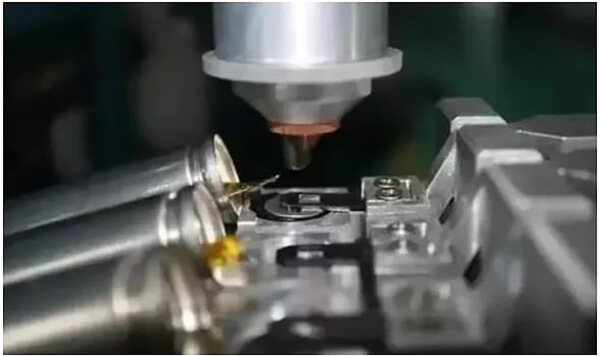
1. Battery welding
The increased usage of lithium batteries in electric vehicles and electronic devices has led engineers to incorporate fiber laser welding in product design.
Optical fiber laser welding is used to connect the current-carrying components, made of copper or aluminum alloy, to the series of batteries in the device.
Electrical contacts with the positive and negative electrodes of the battery are formed by laser welding aluminum alloy, typically the 3000 series, and pure copper.
All materials and combinations used in the battery are suitable for the new fiber laser welding process.
Various connections inside the battery are created using overlapping, butt, and fillet welded joints.
Laser welding of the lug material to the negative and positive terminals produces packaged electrical contact.
The final step in the battery pack assembly and welding process involves joint sealing of the aluminum tank, which creates a barrier for the internal electrolyte.
As the battery is expected to function reliably for a period of 10 years or more, the selection of laser welding ensures high quality and consistency.
By utilizing the appropriate optical fiber laser welding equipment and process, high-quality welds of 3000 series aluminum alloy can consistently be produced.
2. Precision machining welding
Seals used in ships, chemical refineries, and the pharmaceutical industry were originally TIG welded. Due to their use in sensitive environments, these components are precision-machined and ground using nickel-based alloy materials with high-temperature and chemical corrosion resistance. Typically, the batch size is small, and the number of configurations is large.
Currently, the assembly of these components has been enhanced through optical fiber laser welding. The reasons for using fiber laser welding to replace the early robotic arc welding process are as follows:
- Laser welding produces consistent quality.
- It is easy to switch from one component configuration to another, thereby reducing setup time and improving output.
- Assembling the laser tracking sensor to automate the laser welding process reduces costs.
3. Gas-tight welding
Fiber laser welding has become the preferred process for medical devices such as pacemakers and other electronics due to the high reliability provided by hermetically sealed electronics.
The latest gas-tight welding process development has addressed the issues associated with laser welding and weld end point, which is critical for achieving gas-tight sealing.
In previous laser welding technologies, the laser beam would create depressions at the end point, even when the power was reduced and the beam turned off.
However, with advanced laser beam control, these depressions can be eliminated, resulting in consistent weld quality, improved appearance, and more reliable sealing. This is particularly important for thin and deep welds where porosity at the end point can be a significant problem.
4. Aerospace welding
Controlling the weld geometry and microstructure, minimizing porosity, and controlling grain size are essential in fiber laser welding of nickel and titanium-based aviation alloys. In many aerospace applications, the key design criterion for welds is their fatigue performance.
To enhance the welding strength, design engineers almost always specify a convex or slightly convex welding surface. To achieve this, an automated process uses a filling line with a diameter of 1.2 mm. Adding filler wire to the butt joint ensures consistent weld crowns on the top and bottom passes.
In addition to ensuring a good microstructure of the weld, the selection of welding wire alloy also contributes to the mechanical properties of the weld.
The ability to manufacture products using different metals and alloys greatly improves design and production flexibility.
Optimizing finished product properties, such as corrosion, wear, and heat resistance, while controlling costs, is a common motivation for dissimilar metal welding. Connecting stainless steel and galvanized steel is a prime example.
304 stainless steel and galvanized carbon steel are widely used in various applications, such as kitchen appliances and aviation components, owing to their excellent corrosion resistance.
However, dissimilar metal welding poses some unique challenges, especially due to the potential for zinc coating to cause severe weld porosity problems.
When welding, the energy used to melt steel and stainless steel will evaporate zinc at around 900 ℃, which is much lower than the melting point of stainless steel. The low boiling point of zinc leads to the formation of steam during keyhole welding.
As zinc vapor attempts to escape molten metal, it may remain in the solidified weld, resulting in excessive porosity. Additionally, zinc vapor may escape during metal solidification, leading to surface pores or roughness.
Appropriate joint design and selection of laser process parameters can simplify finishing and mechanical welding.
For instance, lap welds of 0.6mm 304 stainless steel and 0.5mm galvanized steel do not display any cracks or pores on the upper and lower surfaces.