
ثني الصفائح المعدنية: شرح كل ما يجب أن تعرفه
هل تساءلت يومًا عن الفن والعلم وراء تشكيل الصفائح المعدنية في أشكال معقدة؟ في هذه التدوينة الآسرة، نتعمق في عالم الصفائح المعدنية الرائع...
هل تساءلت يومًا كيف تشكل تكنولوجيا الثني العالم من حولنا؟ تتعمق هذه المقالة في طرق الثني المختلفة المستخدمة في التصنيع الحديث، من ثني القوالب إلى مكابس الضغط باستخدام الحاسب الآلي، وتستكشف تطبيقاتها في صناعة كل شيء بدءًا من أبواب المصاعد إلى خزانات التحكم الكهربائية. تعرّف على كيفية تحسين هذه التقنيات للكفاءة والدقة في الإنتاج، واكتشف الابتكارات التي تقود مستقبل التصنيع الذكي.
تؤكد كل من الصناعة الألمانية 4.0 والإنترنت الصناعي الأمريكي وتنفيذ "صنع في الصين 2025" أن جوهر الثورة الصناعية الرابعة في الصناعة التحويلية العالمية هو التصنيع الذكي. ويتجلى ذلك بشكل خاص في صناعة تصنيع الصفائح المعدنية في الصين، والتي تتكون من عمليات مختلفة مثل القطع بالليزر ولحام الصفائح المعدنية والقطع والثني.
سيركز هذا المنشور في المقام الأول على تقنية الانحناء.
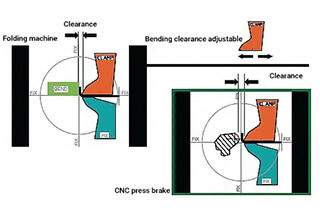
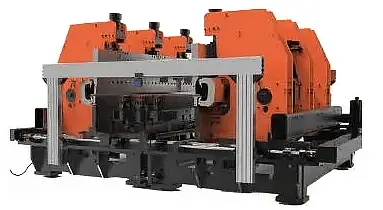
يتم إجراء عملية ثني القوالب عادةً باستخدام ماكينة مكابح الضغط (انظر الشكل 1)، والتي تتطلب مساعدة إما عمال أو روبوتات لإتمام عملية الثني.
تعتمد دقة الثني إلى حد كبير على مهارة الفنيين أو جودة الروبوت. تُستخدم طريقة الثني هذه بشكل شائع في إنتاج الأجزاء الصغيرة بنوع منتج واحد وعملية تصنيع بسيطة.
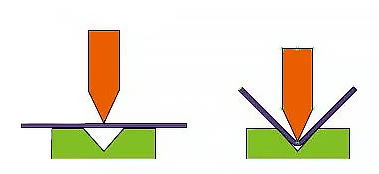
الشكل 1 ثني القالب
A ماكينة الطي (راجع الشكل 2) يمكن استخدامها لثني الأجزاء الكبيرة ذات الهياكل المعقدة والأشكال المختلفة.
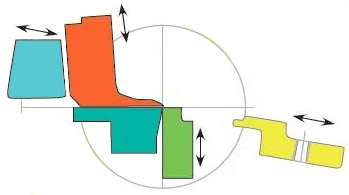
يوضّح الشكل 3 أشكال الانحناء التي يمكن تحقيقها باستخدام سكين أوتوماتيكي أحادي السكين ماكينة الطي أو ماكينة الطي الأوتوماتيكية ذات السكين المزدوج.
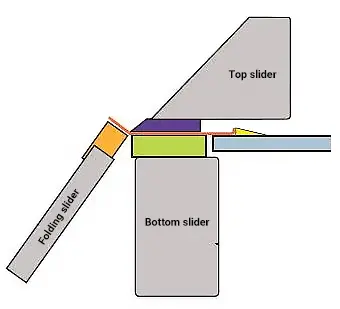
الشكل 2 مبدأ عمل ماكينة الطي
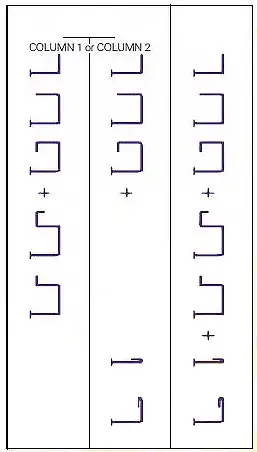
الشكل 3 شكل قابل للطي
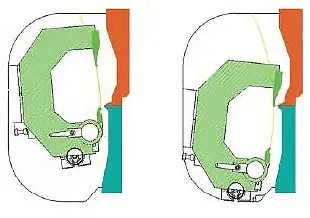
ماكينة الثني ذات السكين المزدوج هي نوع من ماكينات الطي (راجع الشكل 4) التي تعمل على نفس المبدأ. وهي قادرة على ثني مجموعة واسعة من الأشكال والأنواع، تماماً مثل ماكينة الطي.
الشكل 4 مبدأ ماكينة ثني السكين المزدوج
مكابح الضغط CNC هي آلة الثني الأكثر استخدامًا في مركز الثني (الشكل 5). يمكن لمصنعي آلات الثني الشهيرة ارجع إلى هذا الترتيب.
الشكل 5 مبدأ CNC مكابح الضغط
إن مرونة ماكينة الثني ذات السكين المزدوج وماكينة الثني باستخدام الحاسب الآلي عالية جدًا، مما يجعلها مناسبة "للطي الشامل" وتستخدم على نطاق واسع في الإنتاج الأوتوماتيكي. حتى عام 2018، كانت كلتا الماكينتين تعملان بالطاقة الهيدروليكية. ومع ذلك، منذ ذلك الحين الثني باستخدام الحاسب الآلي الرقمي بدأت الماكينات في استخدام المحرك المؤازر واستخدام المحرك الهيدروليكي فقط لتشبيك الأدوات.
هناك العديد من الاختلافات الرئيسية بين هذه الآلات:
(1) سرعة الانحناء.
وفي ظل نفس الظروف، فإن ماكينة الثني باستخدام الحاسب الآلي CNC ستكون سرعة ثنيها أسرع قليلاً.
بالنسبة لهيكل الشغل بزاوية 90 درجة، تستغرق ماكينة الثني بنظام التحكم الرقمي من 1.8 إلى ثانيتين لثنيها، بينما تستغرق ماكينة الثني ذات السكين المزدوج من ثانيتين إلى 3 ثوانٍ (حسب حجم المظهر الجانبي).
(2) خلوص الانحناء.
يختلف شكل القطع لماكينة الثني بالسكين المزدوج عن شكل القطع لماكينة الثني باستخدام الحاسب الآلي (انظر الشكل 6).
في الحالات التي يكون فيها التثبيت الجهاز قابل للتعديل، فإن منطقة القوة لماكينة الثني باستخدام الحاسب الآلي صغيرة نسبيًا، مما قد يؤدي إلى تلف أو خدش سطح قطعة العمل (انظر الشكل 7).
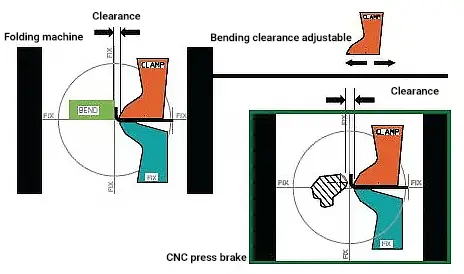
الشكل 6 خلوص الانحناء
الشكل 7 خدش السطح
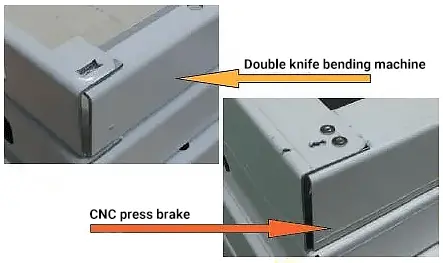
(3) شكل الانحناء.
يوضح الشكل 8 شكل الثني لماكينة الثني بالسكين المزدوج وماكينة الثني باستخدام الحاسب الآلي.

الشكل 8 شكل الانحناء
في الوقت الحاضر، أصبحت تكنولوجيا التثقيب أكثر نضجًا، خاصة مع شعبية وحدات التثقيب مثل ترومبف وأمادا. ونتيجة لذلك، فإن الليزر الحفر وتقنيات القطع أصبحت شائعة أيضًا بشكل متزايد.
على الرغم من التقدم في مختلف الصفائح المعدنية عمليات الإنتاج، يظل الانحناء عنق الزجاجة الرئيسي الذي يؤثر بشكل كبير على توازن سير العمل بشكل عام ويحد من تحسينات سعة الورشة.
تتميز لوحة باب قاعة المصعد بهيكل بسيط نسبيًا مع عدد قليل من الثقوب المثقوبة.
تستخدم معظم الشركات المصنعة عادةً مراكز التثقيب ومراكز الثني لإكمال الإنتاج. ومع ذلك، يكمن عنق الزجاجة في عملية الإنتاج في الثني.
أثناء عملية الثني، تحتاج قطعة العمل إلى الدوران ثلاث مرات، ويجب تعديل الأداة المقابلة لإكمال عملية الانحناء. يستغرق ذلك حوالي 35 إلى 45 ثانية لكل قطعة.
لزيادة سرعة الإنتاج وكفاءته، يمكن للمصنعين إضافة مركز ثني إلى خط الإنتاج. على الرغم من أن هذا يمكن أن يقلل من وقت الإنتاج إلى 20 ثانية لكل قطعة، إلا أنه يزيد أيضًا من تكلفة الإنتاج.
وبدلاً من ذلك، يمكن للمصنعين اعتماد ماكينة ثني السكين المزدوج (كما هو موضح في الشكل 9) التي تسمح بثني جانبي قطعة العمل في وقت واحد. وهذا يقلل من دوران قطعة العمل إلى مرة واحدة فقط، مع إيقاع إنتاج يتراوح بين 12-15 ثانية لكل قطعة.
كمثال، انظر إلى قطعة عمل بشكل المقطع الموضح في الشكل 10 وطول 2 متر. ترد نبضات الإنتاج المحسوبة في الجدول 1.
الشكل 9 ماكينة ثني السكين المزدوج

الشكل 10 مقطع عرضي لباب القاعة
الجدول 1 إيقاع الإنتاج
| الإجراء | الوقت/الأوقات | ملاحظة |
|---|---|---|
| ناقل الحركة | 2 | السرعة 1 م/ثانية |
| المحاذاة | 1.8 | |
| الانحناء | 7.2 | 4×1.8s (مكابح الضغط CNC) |
| +/التغييرات | 1 | 1s |
| وقت الدورة | 12 |
يوفر خط ثني باب القاعة الأوتوماتيكي المجهز بماكينة ثني بسكين مزدوج درجة عالية من إنتاج مرن مع ضمان الدقة وقابلية التكرار. يمكن لخط الإنتاج هذا إكمال عملية ثني أبواب القاعات بشكل مستمر وثابت بأعلى معدل إنتاج.
يُعد إنتاج خزانات التحكم الكهربائية عملية معقدة للغاية، ويختلف هيكلها وموادها اختلافًا كبيرًا. تختار العديد من الشركات المصنعة الجمع بين مستودع المواد، وماكينات التثقيب والقص، ووحدات الثني الآلي لإكمال الإنتاج.
وتتمثل الميزة الرئيسية لهذه الطريقة في أنه مع زيادة الطاقة الإنتاجية، يمكن للمصنعين إضافة المزيد من وحدات الثني الآلية لتحسين كفاءة الإنتاج. وعلاوة على ذلك، إذا تعرضت مجموعة من وحدات الثني للتلف، فلن يؤثر ذلك على إنتاج الوحدات الأخرى، مما يضمن عدم انقطاع الإنتاج.
ومع ذلك، هناك أيضًا بعض المصنعين الذين يستخدمون برج التثقيب و ثني الألواح لإنتاج خزانات التحكم الكهربائية. ينتج هذا النهج كفاءة إنتاج أعلى من ثني الروبوتات ولكنه يأتي بتكاليف معدات عالية نسبيًا.
في صناعة الخزانات، يجب مراعاة الأجزاء الصندوقية الموضحة في الشكل 11.

الشكل 11 شكل الصندوق
تم تصميم الشكل الصندوقي لتعزيز قوة هياكل الصفائح المعدنية. ومع ذلك، عند استخدام أ CNC ماكينة الثني، لا يمكن ضبط ارتفاع الصندوق تلقائيًا، ومن الضروري الضبط اليدوي.
لتمكين الضبط الأوتوماتيكي لارتفاع الصندوق، يمكن استخدام ماكينة ثني بسكين مزدوج، ولكن يلزم تركيب وحدة إضافية.
في العديد من الخزانات، غالبًا ما يتم استخدام الحاشية، التي تشير إلى المواد ذات الطبقتين.
في حالة طي مادة مقاس 1.8-2.5 مم باستخدام مركز ثني باستخدام الحاسب الآلي، قد يحدث الوضع الموضح في الشكل 12. ومع ذلك، إذا كان الروبوت والمكبس ماكينة الفرامل يتم استخدامها، يمكن تجنب هذا الوضع.
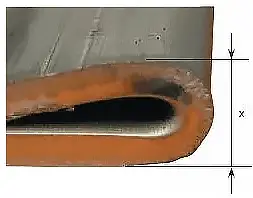
الشكل 12 شكل قطرة الماء
علاوة على ذلك، يقتصر حجم طاولة العمل لماكينات مكابح الضغط المتوفرة في السوق على 4 أمتار. ولذلك، إذا كان طول قطعة العمل أكثر من 4 أمتار، فإن متطلبات الدقة لتسطيح الثني تصبح عالية للغاية.
الثني هو فن، واختيار ماكينة الثني المناسبة هو قرار مستقل للعميل.
يمكن أن يؤدي توقيع العقد على عجل إلى مواقف مؤسفة ويتسبب في خسائر لا تُحصى للمؤسسة.
وأخيرًا، نطمح إلى مساعدة كل عميل في بناء خط إنتاج مُرضٍ من خلال تقديم مكونات قوية بطريقة معيارية.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







