اللحام المحمي بغاز ثاني أكسيد الكربون: التحكم المثالي في التيار والجهد
كيف تحصل على اللحام المثالي؟ إن فهم تعقيدات ضبط تيار ماكينة اللحام والجهد أمر بالغ الأهمية. تستكشف هذه المقالة العوامل الرئيسية التي تؤثر على الإعدادات المثالية للحام المحمي بغاز ثاني أكسيد الكربون بما في ذلك العلاقة بين تيار اللحام والجهد وسرعة تغذية الأسلاك. من خلال إتقان هذه العناصر، يمكنك تحقيق طول قوس ثابت وجودة لحام فائقة. تعمق في معرفة كيفية تحسين إعدادات ماكينة اللحام للحصول على أفضل النتائج.
يستخدم اللحام المحمي بغاز ثاني أكسيد الكربون المحمي بغاز ثاني أكسيد الكربون، وهو نوع من اللحام بالقوس المعدني الغازي (GMAW)، قوسًا كهربائيًا لتوليد الحرارة، مما يؤدي إلى صهر كل من سلك اللحام (القطب) والمعدن الأساسي. يعمل جهد اللحام، الذي يتراوح عادةً من 15 إلى 35 فولت، كمصدر أساسي للطاقة، ويتحكم في طول القوس ويؤثر على شكل حبة اللحام.
مع زيادة جهد اللحام، يمتد طول القوس، مما يؤدي إلى ارتفاع مدخلات الحرارة وبالتالي معدل انصهار أسرع للسلك. هذه العلاقة غير خطية، حيث يزداد معدل الانصهار بسرعة أكبر عند الفولتية الأعلى بسبب زيادة التسخين المقاوم في امتداد السلك.
إن تيار اللحام، الذي يتراوح عادةً بين 50 إلى 600 أمبير اعتمادًا على التطبيق، يتم تنظيمه ذاتيًا في أنظمة الجهد الثابت. يتم تحديده من خلال التوازن الديناميكي بين سرعة تغذية السلك ومعدل الانصهار. تقوم وحدة تغذية الأسلاك بتزويد السلك باستمرار بسرعة محددة مسبقًا، بينما يقوم مصدر الطاقة بضبط التيار للحفاظ على طول قوس ثابت. يضمن هذا التوازن جودة اللحام وعمق الاختراق بشكل ثابت.
1. تيار اللحام
يعد اختيار تيار اللحام معلمة حاسمة في تحقيق اللحامات عالية الجودة ويعتمد على عوامل متعددة بما في ذلك سمك المعدن الأساسي وموضع اللحام وسرعة الحركة وتكوين المواد وتكوين الوصلة.
بالنسبة للحام القوس المعدني الغازي (GMAW) باستخدام غاز التدريع CO2، من الضروري الحفاظ على علاقة تآزرية بين تيار اللحام وجهد القوس وسرعة تغذية السلك. هذا التوازن أمر بالغ الأهمية لتحسين معدل انصهار سلك القطب الكهربائي وضمان ثبات طول القوس الكهربائي طوال عملية اللحام.
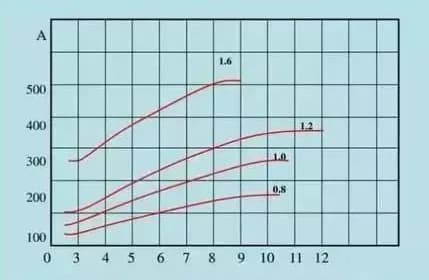
العلاقة بين تيار اللحام وسرعة تغذية الأسلاك
بالنسبة لسلك لحام معين، تؤدي زيادة حجم الكابل إلى زيادة سرعة تغذية السلك.
وبالمثل، عندما يظل التيار ثابتًا، فإن استخدام سلك لحام أرق سيؤدي إلى سرعة تغذية أسرع للسلك.
2. جهد اللحام
يعتبر جهد اللحام، المعروف أيضًا باسم جهد القوس، معلمة حاسمة تتحكم في مدخلات الطاقة في عملية اللحام. وهو يلعب دورًا حاسمًا في تحديد خصائص حبة اللحام وجودة اللحام بشكل عام.
يؤثر جهد القوس بشكل مباشر على طول القوس وعرضه، مما يؤثر على توزيع الحرارة عبر حوض اللحام. يؤدي ارتفاع جهد القوس إلى:
زيادة مدخلات طاقة اللحام المتزايدة
معدل انصهار أسرع لسلك اللحام
تيار اللحام المرتفع
شكل حبة اللحام الأعرض والأكثر تسطحًا
يمكن حساب جهد القوس الفعال بطرح انخفاض الجهد في دائرة اللحام من جهد الخرج لمصدر الطاقة. يتم التعبير عن هذه العلاقة بالمعادلة التالية:
Uالقوس = Uالإخراج - Uالخسارة
أين: Uالقوس = جهد القوس الكهربائي (فولت) Uالإخراج = جهد خرج مصدر الطاقة (فولت) Uالخسارة = فقدان الجهد في دائرة اللحام (V)
في إعداد اللحام الذي يتم تركيبه بشكل صحيح ويلتزم بمتطلبات التركيب القياسية، يعزى المصدر الرئيسي لفقدان الجهد عادةً إلى تمديد الكابلات. ويرجع هذا الفقد إلى المقاومة الكهربائية للكابلات الممتدة.
عند الحاجة إلى تمديد كابلات اللحام للوصول إلى قطع العمل البعيدة، من الضروري تعويض انخفاض الجهد. يجب ضبط جهد خرج ماكينة اللحام وفقًا للإرشادات التالية:
طول كابل اللحام الحالي
100A
200A
300A
400A
500A
10m
حول 1 فولت
حوالي 1.5 فولت
حول 1 فولت
حوالي 1.5 فولت
حول 2 فولت
15m
حول 1 فولت
حوالي 2.5 فولت
حول 2 فولت
حوالي 2.5 فولت
حول 3 فولت
20m
حوالي 1.5 فولت
حول 3 فولت
حوالي 2.5 فولت
حول 3 فولت
حول 4 فولت
25m
حول 2 فولت
حول 4 فولت
حول 3 فولت
حول 4 فولت
حوالي 5 فولت
من المهم ملاحظة أن الطول الزائد للكابل يمكن أن يؤدي إلى انخفاض كبير في الجهد، مما قد يضر بجودة اللحام. ولذلك، يوصى باستخدام أقصر طول عملي للكابل وزيادة مساحة المقطع العرضي للكابل للتطبيقات ذات المسافات الطويلة لتقليل فقدان الجهد.
3. ضبط جهد اللحام
يعد اختيار جهد اللحام المناسب أمرًا بالغ الأهمية لتحقيق جودة اللحام وكفاءته المثلى. يتم تحديد الجهد بناءً على تيار اللحام، والذي يعتمد بدوره على عوامل مثل سُمك اللوحة وتكوين الوصلة وموضع اللحام. استخدم المعادلات التالية لحساب نطاق جهد اللحام الموصى به:
مثال 2: تيار لحام 400 أمبير (≥ 300 أمبير) جهد اللحام = (0.05 × 400 + 14 ± 3) فولت = (20 + 14 ± 3) V = 34 ± 3 V نطاق الجهد الموصى به: 31 - 37 V
ملاحظة: توفر هذه الحسابات نقطة بداية لإعدادات الجهد. قد يكون الضبط الدقيق ضروريًا بناءً على ظروف اللحام المحددة وخصائص المواد وخصائص اللحام المطلوبة. استشر دائمًا مواصفات إجراء اللحام (WPS) وقم بإجراء اختبارات اللحام لضمان الحصول على أفضل النتائج.
4. تأثير جهد اللحام على تأثير اللحام
يؤثر جهد اللحام بشكل كبير على خصائص القوس الكهربائي وهندسة حبة اللحام، مما يؤثر بشكل مباشر على جودة اللحام بشكل عام. الاختيار الأمثل للجهد أمر بالغ الأهمية لتحقيق خصائص اللحام المطلوبة وتقليل العيوب.
عندما يكون الجهد مرتفعاً بشكل مفرط:
زيادة طول القوس، مما يؤدي إلى تقليل تركيز الحرارة المدخلة
يتم إنتاج جسيمات ترشيش أكبر، مما يزيد من خطر حدوث مسامية في اللحام
تصبح حبة اللحام أعرض ولكن أقل عمقًا، مع انخفاض عمق الاختراق
ينخفض ارتفاع التعزيز (ارتفاع الفائض)، مما قد يضر بقوة المفصل
قد ينخفض ثبات القوس، مما ينتج عنه صوت "طقطقة! طقطقة!" مميز
وعلى العكس، عندما يكون الجهد منخفضًا جدًا:
يصبح القوس غير مستقر، مما يؤدي إلى زيادة الترشيش حيث أن سلك اللحام كثيرًا ما يحدث به قصور في الدائرة مع المعدن الأساسي
تضيق حبة اللحام، مما قد يؤدي إلى نقص الاندماج عند حواف الوصلة
يزداد كل من عمق الاختراق وارتفاع التعزيز، مما قد يتسبب في زيادة التعزيز المفرط وتركيز الإجهاد المحتمل
يظهر عدم استقرار القوس على شكل صوت "فرقعة! فرقعة! فرقعة! فرقعة!" مميز، مما يشير إلى حدوث قصر متكرر في الدائرة الكهربائية
تعتمد إعدادات الجهد المثلى على عوامل مثل عملية اللحام (على سبيل المثال، GMAW، FCAW)، وسرعة تغذية الأسلاك، وسُمك المادة، وتكوين الوصلة. غالبًا ما تتميز مصادر طاقة اللحام الحديثة بالتحكم التآزري، حيث يتم ضبط الجهد تلقائيًا بناءً على معلمات أخرى للحفاظ على خصائص القوس المثلى.
يعد الاختيار الصحيح للجهد، بالاقتران مع معلمات اللحام الأخرى، أمرًا ضروريًا لتحقيق لحامات عالية الجودة بأقل قدر من العيوب والاندماج الأمثل والخصائص الميكانيكية المطلوبة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
لماذا غالبًا ما يؤدي اللحام المحمي بغاز ثاني أكسيد الكربون إلى حدوث مسامية، وكيف يمكن منعها؟ تتعمق هذه المقالة في الأسباب الجذرية لعيوب اللحام المزعجة هذه، وتوضح كيف يمكن أن يؤدي اللحام غير السليم...
ما هي تقنية اللحام التي تصمد حقًا أمام اختبار الزمن: اللحام بالقوس اليدوي أو اللحام المحمي بغاز ثاني أكسيد الكربون؟ تستكشف هذه المقالة الاختلافات والمزايا والعيوب الرئيسية لهاتين التقنيتين الشائعتين...
هل تساءلت يومًا عن كيفية عمل اللحام بالغاز وسبب أهميته في الهندسة الميكانيكية؟ تشرح هذه المقالة مبادئ وأنواع لهب الغاز والمواد المستخدمة في اللحام بالغاز...
تخيل اللحام بدون غاز - فوضوي وضعيف. إن غاز اللحام هو البطل الصامت، وهو ضروري لحماية اللحامات من الملوثات، وتثبيت القوس، وضمان وجود وصلات قوية. تستكشف هذه المقالة...
هل تعاني ماكينة اللحام لديك من انسداد تدفق الغاز؟ هذه المشكلة الشائعة يمكن أن تؤثر بشدة على جودة اللحام، مما يسبب عيوبًا مثل المسامية والشقوق. في هذه المقالة، سوف نستكشف الأسباب الرئيسية...
لماذا يعد اختيار الغاز المختلط المناسب أمرًا بالغ الأهمية لنجاح اللحام؟ تستكشف هذه المقالة كيف يمكن أن يؤدي اختيار خليط الغاز المناسب إلى تحسين جودة اللحام بشكل كبير من خلال تنقية القطرات وتقليل التناثر، وتقليل الترشيش،...
هل تساءلت يومًا ما الذي يجعل غازات اللحام ضرورية ومعقدة في نفس الوقت؟ تستكشف هذه المقالة الأنواع المتنوعة من غازات اللحام وأدوارها في حماية اللحامات وتثبيتها، بالإضافة إلى أنواع غازات اللحام المختلفة...
ماذا لو كان بإمكانك تحسين دقة اللحام من خلال بعض التعديلات فقط؟ تتعمق هذه المقالة في العلاقة الحاسمة بين تيار اللحام وقطر السلك وسُمك اللوحة في ثاني أكسيد الكربون...
لماذا يُعد لحام الفولاذ الكربوني فنًا وعلمًا في آن واحد؟ يُعد فهم قابلية اللحام لمختلف أنواع الفولاذ الكربوني - من منخفض الكربون إلى عالي الكربون - أمرًا بالغ الأهمية لضمان وجود وصلات قوية ومتينة. هذا...