
تحديد جهد اللحام والتيار: نصائح
يتطلب تحقيق لحام لا تشوبه شائبة أكثر من مجرد مهارة؛ فهو يتوقف على إتقان التفاعل بين الجهد والتيار. هذان البارامتران هما شريان الحياة في اللحام، حيث يتحكمان في كل شيء بدءًا من...
هل تساءلت يومًا عن العلم وراء ربط المعادن دون صهرها؟ إن عملية اللحام بالنحاس هي عملية رائعة تربط المعادن باستخدام مادة حشو يتم تسخينها إلى نطاق درجة حرارة محددة. في هذا المقال، سنتعمق في عالم اللحام بالنحاس، ونستكشف خصائصه ومزاياه وأنواعه المختلفة. انضم إلينا ونحن نكشف أسرار هذه التقنية الأساسية في تشغيل المعادن واكتشف كيف تشكل المنتجات التي نستخدمها كل يوم.

اللحام بالنحاس هو عملية ربط بدرجة حرارة عالية حيث يتم تسخين معدن الحشو إلى درجة حرارة تتجاوز عادةً 450 درجة مئوية (842 درجة فهرنهايت). يتم اختيار درجة الحرارة هذه بعناية بحيث تكون أعلى من درجة حرارة السائل لمعدن الحشو ولكن أقل من درجة حرارة التصلب للمواد الأساسية التي يتم ربطها.
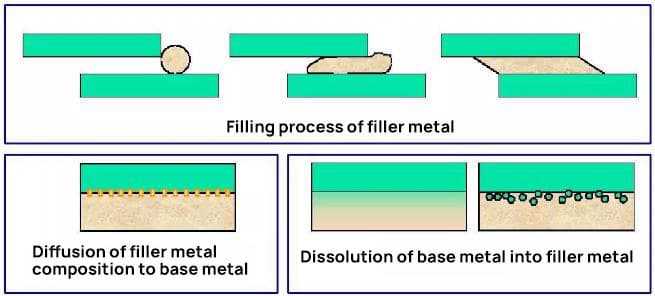
أثناء عملية اللحام بالنحاس، يبلل معدن الحشو المنصهر سطح المعادن الأساسية، ويسهل ذلك من خلال استخدام التدفق المناسب أو الجو المتحكم فيه. ثم تقوم الحركة الشعرية بسحب مادة الحشو السائلة إلى خلوص المفصل الضيق. وعندما يبرد التجميع، يتصلب معدن الحشو، مما يخلق رابطة معدنية قوية بين المواد الأساسية.
تسمح هذه التقنية متعددة الاستخدامات بالربط بين المعادن المتشابهة أو غير المتشابهة، مما ينتج وصلات عالية القوة مع توصيل حراري وكهربائي ممتاز. تُستخدم عملية اللحام بالنحاس على نطاق واسع في صناعات مثل صناعة الطيران والسيارات والتكييف والتبريد والتكييف لقدرتها على إنشاء وصلات مانعة للتسرب وربط التجميعات المعقدة بأقل قدر من التشويه.

(1) تكون درجة انصهار معدن الحشو أقل بكثير من درجة انصهار المعدن الأساسي، وعادةً ما تكون 50 درجة مئوية (90 درجة فهرنهايت) على الأقل. يضمن فارق درجة الحرارة هذا بقاء المعدن الأساسي في حالة صلبة أثناء عملية اللحام بالنحاس، مما يحافظ على سلامته الهيكلية وخصائصه الميكانيكية.
(2) تختلف تركيبة معدن الحشو اختلافًا واضحًا عن تركيبة المعدن الأساسي. ويتم تصميم هذا التباين التركيبي لتحقيق خواص معدنية محددة، مثل تحسين قابلية الترطيب وتحسين خصائص التدفق والتوافق مع المعدن الأساسي لتحقيق القوة المثلى للمفصل.
(3) يتم سحب معدن الحشو المنصهر إلى فجوة الوصلة بين المكونات المعدنية الأساسية والاحتفاظ به داخلها من خلال مزيج من حركة الترطيب والقوة الشعرية. وتحكم هذه الظاهرة، المعروفة باسم الفعل الشعري أو التدفق الشعري، عوامل تشمل التوتر السطحي واللزوجة وخلوص الفجوة، والتي تتراوح عادةً من 0.025 إلى 0.125 مم (0.001 إلى 0.005 بوصة) للحصول على أفضل النتائج.
(4) تنشأ الرابطة الفلزية من خلال الانتشار المتبادل للذرات عند السطح البيني بين معدن الحشو السائل والمعدن الأساسي الصلب. تُنشئ عملية الانتشار هذه طبقة بين معدنية، والتي تعتبر حاسمة لتشكيل رابطة معدنية قوية ومستمرة. ويؤثر مدى وطبيعة منطقة الانتشار هذه بشكل كبير على الخواص الميكانيكية للمفصل ومقاومة التآكل.
تحلل عملية اللحام بالنحاس الأصفر
مزايا اللحام بالنحاس النحاسي:
عيوب اللحام بالنحاس النحاسي:
1) التصنيف حسب درجة انصهار اللحام
2) التصنيف حسب درجة حرارة اللحام بالنحاس النحاسي
3) التصنيف حسب مصدر الحرارة
4) التصنيف حسب الغلاف الجوي
5) التصنيف حسب استخدام معدن الحشو
6) التصنيف حسب التصميم المشترك
سائل: أدنى درجة حرارة يكون عندها معدن الحشو النحاسي سائلًا تمامًا.
الصلابة: أعلى درجة حرارة يكون عندها معدن الحشو النحاسي صلبًا تمامًا.
الترطيب:
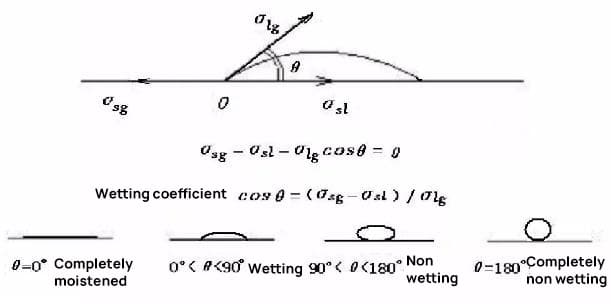
الترطيب هو قدرة السائل على الحفاظ على التلامس مع سطح صلب، وينتج عن التفاعلات بين الجزيئية عندما يتم الجمع بين الاثنين معًا. وهي ظاهرة حاسمة في عملية اللحام بالنحاس، وتشمل:
يميل السائل في حالته الحرة إلى تشكيل شكل كروي بسبب التوتر السطحي. عندما يلامس السائل مادة صلبة
يتم تحديد درجة الترطيب من خلال زاوية التلامس (θ) المتكونة بين المرحلتين السائلة والصلبة عند واجهتهما البينية. للحصول على لحام نحاسي فعال، يجب أن تكون زاوية ترطيب معدن الحشو عادةً أقل من 20 درجة.
عمل شعري:
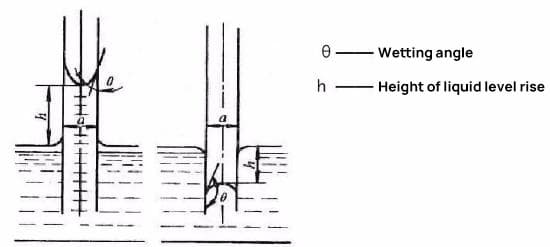
من المفترض أنه عندما يتم إدخال لوحين معدنيين متوازيين مع بعضهما البعض عموديًا في كمية لا نهائية من اللحام السائل، فإن اللوحين غير محدودين وكمية اللحام غير محدودة.
اعتمادًا على خواص ترطيب اللحام على الألواح المعدنية، سينتج عن التأثير الشعري إما الحالة الموضحة في الشكل (أ) أو الحالة الموضحة في الشكل (ب). إذا كان اللحام قادرًا على ترطيب الألواح المعدنية، فستحدث النتيجة الموضحة في الشكل (أ)؛ وإذا لم يكن كذلك، فستحدث النتيجة الموضحة في الشكل (ب).
الجنود اللينة القائمة على Sn وPb القائمة على Pb:
يُظهر هؤلاء الجنود قدرات ترطيب وانتشار ممتازة على النحاس والمعادن الأخرى المختلفة، مما يجعلهم الخيار السائد في صناعة الإلكترونيات. ويكتسب الجنود الذين يعتمدون على Sn، على وجه الخصوص، أهمية كبيرة بسبب المخاوف البيئية والمتطلبات التنظيمية.
اللحام القائم على Cd:
وتتكون هذه السبائك في المقام الأول من سبائك الكادميوم والفضة، وتوفر هذه السبائك مقاومة فائقة للحرارة والتآكل. ومع ذلك، فإن استخدامها مقيد بشكل متزايد بسبب سمية الكادميوم، مما أدى إلى تطوير بدائل أكثر أمانًا.
لحام أساسه الزنك:
يوفر الجنود المعتمدون على الزنك خيارًا فعالاً من حيث التكلفة مع خصائص ميكانيكية جيدة ومقاومة للتآكل. وهي مفيدة بشكل خاص في التطبيقات التي تتطلب نقاط انصهار أعلى من لحام Sn-Pb التقليدي.
اللحام اللين القائم على الذهب الأصفر:
يوفر اللحام المصنوع من الذهب مقاومة استثنائية للتآكل وغالبًا ما يستخدم في التطبيقات الإلكترونية والفضائية عالية الموثوقية. وتحد تكلفتها العالية من استخدامها على نطاق واسع في القطاعات المتخصصة.
البطانات اللينة الأخرى ذات درجة الذوبان المنخفضة:
لحام خالي من الرصاص:
واستجابةً للمخاوف البيئية والصحية، تم تطوير لحام خالي من الرصاص، ويتم اعتماده الآن على نطاق واسع في صناعة الإلكترونيات. تشمل التركيبات الشائعة الخالية من الرصاص سبائك SAC (القصدير والفضة والنحاس)، والتي توفر توازنًا بين الأداء والموثوقية والفعالية من حيث التكلفة. تتطلب هذه السبائك عادةً درجات حرارة معالجة أعلى قليلاً وقد تتميز بخصائص ترطيب مختلفة مقارنةً بالجنود التقليديين من Pb-Sn.

تلعب معادن الحشو بالنحاس دورًا حاسمًا في ربط المكونات بقوة وموثوقية عالية. ويعد اختيارها أمرًا بالغ الأهمية لتحقيق الأداء الأمثل للوصلات في مختلف التطبيقات الصناعية.
تشمل الفئات الرئيسية لمعادن الحشو النحاسية ما يلي:
معادن حشو أساسها الألومنيوم:
مصممة خصيصًا لنحاس الألومنيوم وسبائكه. توفر خصائص ترطيب وتدفق ممتازة، مما يضمن وجود روابط قوية مع الحفاظ على مقاومة المواد الأساسية للتآكل. يشيع استخدامها في صناعات الطيران والسيارات والتكييف والتبريد والتكييف.
معادن الحشو النحاسية ذات الأساس الفضي:
معروفة بتعدد استخداماتها وأدائها الاستثنائي عبر مجموعة واسعة من المعادن. وتوفر هذه السبائك نقاط انصهار منخفضة وخصائص تدفق ممتازة وقوة عالية للمفاصل. وهي تُستخدم على نطاق واسع في التطبيقات الكهربائية والطبية والفضائية بسبب توصيلها الفائق ومقاومتها للتآكل.
معادن الحشو النحاسية:
معادن حشو أساسها النيكل:
على الرغم من عدم ذكرها في النص الأصلي، إلا أنها مهمة للتطبيقات ذات درجات الحرارة العالية. فهي توفر قوة ممتازة ومقاومة ممتازة للتآكل في درجات الحرارة المرتفعة، مما يجعلها مناسبة للصناعات الفضائية والنووية وصناعات المعالجة الكيميائية.
معادن الحشو القائمة على المعادن الثمينة (بما في ذلك الذهب والبلاديوم):
توفر معادن الحشو المتخصصة هذه خصائص فريدة مثل المقاومة العالية للتآكل والتوافق الحيوي والأداء في البيئات القاسية. وتُستخدم في التطبيقات الحرجة في الصناعات الطبية والفضائية والإلكترونية.
انظر أيضًا:
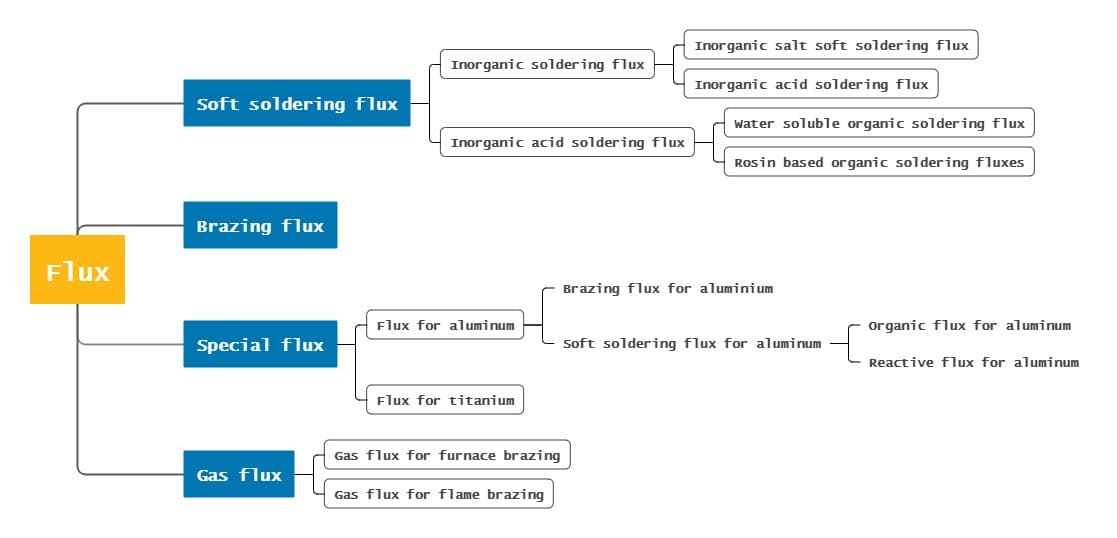
وظيفة ومتطلبات أداء تدفق اللحام بالنحاس النحاسي:
1) التخلص من أغشية الأكسيد على الأسطح المعدنية، مما يخلق ظروفًا مثالية لترطيب معدن الحشو وانتشاره.
2) تشكيل حاجز سائل واقي فوق كل من المعدن الأساسي وأسطح معدن الحشو أثناء عملية اللحام بالنحاس.
3) العمل كعامل بيني لتعزيز خصائص الترطيب وتعزيز انتشار معدن الحشو.
ضرورة إزالة غشاء الأكسيد أثناء عملية اللحام بالنحاس
يعيق وجود أغشية الأكسيد على الأسطح المعدنية بشكل كبير سلوك الترطيب والانتشار لمعادن الحشو النحاسية، مما يستلزم إزالتها لنجاح تشكيل الوصلة. تتناسب التحديات المرتبطة بإزالة غشاء الأكسيد طرديًا مع:
يمكن تحقيق الإزالة الفعالة لأغشية الأكسيد من خلال تقنيات مختلفة:
يخدم تدفق اللحام بالنحاس وظائف متعددة مهمة تتجاوز إزالة الأكسيد:
الجدول 1 معدل تكوين غشاء الأكسيد في الهواء الجاف
| معدن | 1 دقيقة | 1 ساعة | 1 يوم واحد |
| الفولاذ المقاوم للصدأ | 10 | 10 | 10 |
| حديد | 20 | 24 | 33 |
| ألومنيوم | 20 | 80 | 100 |
| النحاس | 33 | 50 | 50 |
في عمليات اللحام بالنحاس، يكون الغاز المحايد الأساسي المستخدم هو الأرجون، مع استخدام النيتروجين كبديل في تطبيقات محددة.
يعمل الأرجون، وهو غاز خامل نبيل خامل، في المقام الأول كغلاف جوي وقائي لقطعة العمل. وفي حين أنه يحمي منطقة اللحام بالنحاس بفعالية من الملوثات الجوية، فإنه يفتقر إلى القدرة على إزالة أغشية الأكسيد مباشرةً من الأسطح المعدنية.
تحدث إزالة بعض أغشية الأكسيد أثناء اللحام بالنحاس الأصفر من خلال مجموعة من الآليات:
وكما هو موضح في جداول بيانات المعادن، فإن درجات حرارة التحلل لمعظم أكاسيد الفلزات تتجاوز بشكل كبير كلاً من درجات الانصهار ودرجات الغليان للمعادن الأساسية الخاصة بها. وتؤدي هذه العلاقة الحرارية إلى استنتاج أن تحلل الأكسيد لا يمكن تحقيقه فقط من خلال عملية التسخين الملازمة لعمليات اللحام بالنحاس.
لإدارة أغشية الأكسيد بفعالية أثناء اللحام بالنحاس، غالبًا ما يتم استخدام استراتيجيات إضافية:
| الأكسيد | درجة حرارة التحلل (℃) | الأكسيد | درجة حرارة التحلل (℃) |
| Au2O | 250 | PbO | 2348 |
| أغ2O | 300 | نيوكسيد النيتروز | 2751 |
| نقطة2O | 300 | FeO | 3000 |
| CdO | 900 | MnO | 3500 |
| النحاس2O | 1835 | ZnO | 3817 |
1. لحام الحديد
الميزات: درجة حرارة منخفضة
نطاق التطبيق:
1. ينطبق على اللحام (باستخدام رصاص القصدير أو معدن الحشو القائم على الرصاص) مع درجة حرارة لحام أقل من 300 درجة مئوية;
2. تدفق اللحام مطلوب للحام الأجزاء الرقيقة والصغيرة.

2. اللحام بالنحاس النحاسي بالشعلة، واللحام بالشعلة
الميزات: بسيطة ومرنة ومستخدمة على نطاق واسع
نطاق التطبيق: عمومًا، يجب استخدام اللهب المحايد أو لهب الكربنة الطفيف/شعلة الغاز العامة أو شعلة اللحام بالنحاس الخاصة (يمكن أيضًا استخدام الشعلة للحام الناعم) لتسخين قطعة العمل أولاً:
1. وهو قابل للتطبيق على لحام بعض اللحامات بالنحاس الأصفر التي تكون محدودة الشكل والحجم والمعدات ولا يمكن لحامها بطرق أخرى
2. يمكن استخدام اللحام بالنحاس الأوتوماتيكي باللهب
3. فولاذ قابل للحام، الفولاذ المقاوم للصدأ، والسبائك الصلبة، والحديد الصلب، والنحاس، والفضة، والألومنيوم، وما إلى ذلك وسبائكها
4. تشمل معادن الحشو الشائعة الزنك النحاسي والفوسفور النحاسي والفضة القاعدية والألومنيوم القاعدية والزنك الألومنيوم

3. اللحام بالنحاس، اللحام بالنحاس الغاطس، اللحام بالغمس
(حمام الملح والحمام المعدني، مناسب للإنتاج بكميات كبيرة)

4. اللحام بالتدفق، واللحام الموجي، واللحام بالرذاذ
(مجموعة متنوعة من لحام الحمام المعدني بالنحاس، تستخدم بشكل أساسي في لحام لوحات الدوائر المطبوعة بالنحاس)

5. اللحام بالنحاس النحاسي المقاوم
تسخين سريع للغاية وإنتاجية عالية.
6. اللحام بالنحاس النحاسي بالحث
تسخين سريع، أكسدة أقل وأكسدة أقل ولحام نحاسي صغير.

تشتمل عملية إنتاج اللحام بالنحاس على عدة خطوات بما في ذلك إعداد سطح قطعة العمل قبل اللحام بالنحاس، والتجميع، ووضع معدن الحشو، واللحام بالنحاس، والمعالجة بعد اللحام بالنحاس، والعمليات الأخرى ذات الصلة.
1. تصميم الوصلة النحاسية
عند تصميم الوصلة الملحومة، يجب أن يكون الاعتبار الأساسي عند تصميم الوصلة الملحومة بالنحاس هو قوتها، تليها اعتبارات العملية مثل ضمان دقة أبعاد التجميع، والتجميع السليم ووضع الأجزاء في مكانها، ووضع اللحام، وخلوص الوصلة الملحومة بالنحاس.
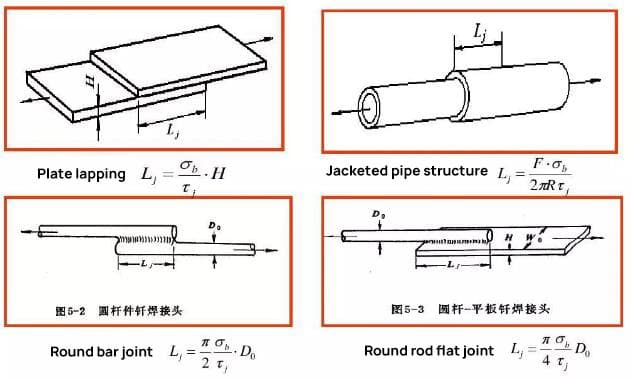
تُستخدم وصلة اللفة بشكل شائع في وصلات اللحام بالنحاس.
في الإنتاج العملي، بالنسبة لوصلات اللحام بالنحاس المصنوعة من معادن الحشو عالية القوة القائمة على الفضة أو النحاس أو النيكل، عادةً ما يكون طول اللفة 2-3 أضعاف سمك القطعة الرقيقة.
بالنسبة للوصلات الملحومة المصنوعة من اللحام الناعم مثل رصاص القصدير، يمكن أن يكون طول اللفة 4-5 أضعاف سمك القطعة الرقيقة، ولكن يجب ألا يتجاوز 15 مم.
أنواع الوصلات الملحومة بالنحاس
أ) الشكل المشترك للوحة اللحام بالنحاس النحاسي

ب) شكل الوصلة على شكل حرف T وشكلها المائل بالنحاس المشطوف

ج) شكل مشترك من الأنبوب أو القضيب واللوح
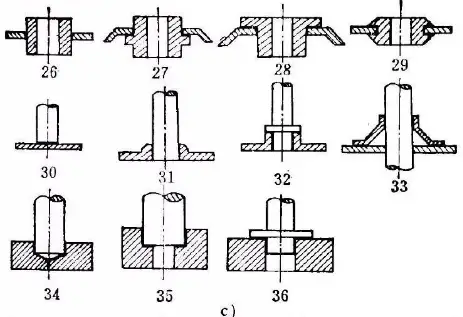
د) شكل مشترك من اللحام النحاسي الملامس للسلك

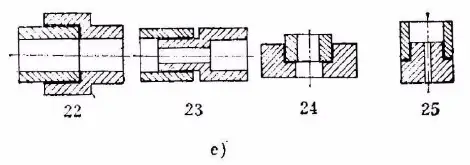
هـ) شكل وصلة لحام الأنابيب بالنحاس
طريقة تحديد موضع الوصلة الملحومة بالنحاس

أ) وضع الجاذبية ب) التثبيت المحكم ج) التخريش د) التخفيف
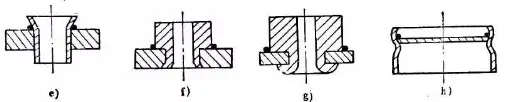
هـ) الحرق و) الدوران ز) تشكيل القوالب ح) النقر

ط) القطع السفلي (ي) الشق والثني (ك) التثبيت (ل) تثبيت دبوس التثبيت
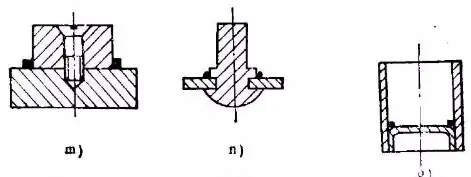
م) برغي (ن) برشام o) اللحام الموضعي
2. إعداد سطح اللحام
قبل عملية اللحام بالنحاس، من الضروري إزالة أي أكسيد، وشحوم، وأوساخ، وأوساخ، وطلاء من سطح قطعة العمل.
في بعض الحالات، قد يكون من الضروري في بعض الحالات طلاء الأجزاء مسبقًا بطبقة معدنية معينة قبل اللحام بالنحاس.
(1) إزالة البقعة الزيتية
يمكن إزالة البقع الزيتية باستخدام المذيبات العضوية.
تشمل المذيبات العضوية الشائعة الكحول ورابع كلوريد الكربون والبنزين وثلاثي كلورو الإيثيلين وثنائي كلورو الإيثان وثلاثي كلورو الإيثان.
(2) إزالة الأكسيد
قبل اللحام بالنحاس، يمكن معالجة أغشية الأكسيد الموجودة على سطح الجزء باستخدام طرق ميكانيكية وطرق الحفر الكيميائي وطرق الحفر الكهروكيميائي.
3. التجميع والتثبيت
تُستخدم معادن اللحام في مختلف طرق اللحام بالنحاس، باستثناء اللحام بالنحاس باللهب واللحام بالحديد، ومعظمها يوضع مسبقًا على الوصلة. يجب الاستفادة من الجاذبية والجاذبية الشعرية للفجوة قدر الإمكان لتشجيع معدن الحشو على ملء الفجوة عند وضعها.
يجب وضع معجون الحشو المعدني مباشرةً على الوصلة الملحومة بالنحاس، ويمكن خلط مسحوق اللحام بمادة لاصقة قبل وضعه على الوصلة.
4. طريقة وضع معدن الحشو
أ) وضع اللحام الحلقي

ب) وضع لحام الرقائق المعدنية
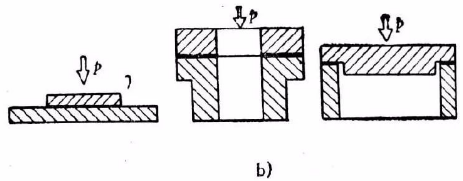
ف - الضغط المطبق

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







