إنتاج الصب: تدفق العملية، والمعدات، والمبدأ والخصائص
يغوص هذا المقال في عالم إنتاج المسبوكات الرائع، ويكشف عن العملية التدريجية التي تحول المواد الخام إلى مكونات أساسية. تعرّف على التقنيات والمواد وفحوصات الجودة التي ينطوي عليها الأمر، واكتشف الأسرار الكامنة وراء إنشاء الأشكال المعقدة بدقة.
إنتاج الصب هو عملية متطورة متعددة الخطوات تشمل المراحل الحرجة التالية:
1. تخطيط العملية وتوثيقها: تتضمن هذه المرحلة الأولية وضع خطة شاملة لعملية الإنتاج والوثائق الفنية المرتبطة بها. يضع المهندسون رسومات عملية الصب التفصيلية بناءً على مواصفات القِطع ومتطلبات حجم الإنتاج وتواريخ التسليم المستهدفة. هذه المرحلة ضرورية لتحسين كفاءة سير العمل وضمان نتائج الجودة.
2. تحضير المواد: تتضمن هذه المرحلة الاختيار الدقيق للمواد وإعدادها لمختلف العمليات الفرعية:
الصهر: يتم تحضير كميات محسوبة بعناية من المعادن الأساسية وعناصر السبائك والمواد المعاد تدويرها.
القوالب: يتم تركيب خلائط رمل ذات أحجام حبيبات ومواد رابطة ومواد مضافة محددة لتحقيق خصائص القالب المطلوبة.
صنع اللب: يتم إعداد الخلائط الرملية المتخصصة والمواد الرابطة لللب.
جاهزية المعدات: يتم فحص الصناديق الأساسية وصناديق الرمل والنماذج والأدوات الأخرى وتنظيفها وتجهيزها للاستخدام.
3. التشكيل وصنع القوالب واللب:
يتم إنشاء القوالب باستخدام تقنيات متقدمة مثل الصب بالرمل الأخضر أو الصب بدون خبز أو الصب الاستثماري، اعتمادًا على مدى تعقيد الجزء وحجم الإنتاج.
يتم تصنيع القوالب، عند الحاجة، باستخدام عمليات مثل صناعة القوالب على البارد أو القوالب الساخنة لإنشاء تجاويف داخلية أو أشكال هندسية معقدة في الصب.
4. الصهر والسكب:
يتم صهر المعادن في أفران (على سبيل المثال، الحث أو القبة أو القوس الكهربائي) تحت درجات حرارة وتركيبات يتم التحكم فيها بدقة.
يخضع المعدن المنصهر لمعالجات مثل إزالة الغازات أو التعديل أو التلقيح لتعزيز خصائصه.
يتم سكب المصهور المحضر في قوالب باستخدام طرق مثل الصب بالجاذبية أو الصب بالضغط المنخفض أو الصب بالطرد المركزي، اعتمادًا على السبائك ومتطلبات الجزء.
5. عمليات ما بعد الصب:
التخلص من الرمال واستصلاحها: يتم تبريد الرمال المستعملة وغربلتها وإعادة تهيئتها لإعادة استخدامها، مما يقلل من النفايات والأثر البيئي.
فحص الصب: يتم تنفيذ تدابير صارمة لمراقبة الجودة، بما في ذلك الفحص البصري، والتحقق من الأبعاد، والاختبارات غير المدمرة (مثل الأشعة السينية والموجات فوق الصوتية) لضمان استيفاء المسبوكات للمعايير المحددة.
عملية الصب هي تقنية أساسية لتشغيل المعادن تتضمن صهر المعدن أو السبيكة وصبها في قالب للتبريد والتصلب. وتتيح هذه الطريقة متعددة الاستخدامات إنتاج أشكال هندسية معقدة وتستخدم على نطاق واسع في مختلف الصناعات، من صناعة السيارات إلى صناعة الطيران.
إن إنتاج المسبوكات عالية الجودة هي عملية متعددة الأوجه تشمل عدة خطوات حاسمة:
إعداد المواد واختيارها
تصنيع القوالب واللب
الصهر والإشابة
الصب والتصلب
عمليات ما بعد الصب
تتطلب كل مرحلة من هذه المراحل رقابة دقيقة وخبرة لضمان أن المنتج النهائي يلبي معايير الجودة الصارمة. لنتناول هذه الخطوات بالتفصيل:
تحضير الصب والرمل الأساسي
تُعد جودة رمل الصب أمرًا بالغ الأهمية، حيث إنها تؤثر بشكل مباشر على تشطيب سطح المسبك ودقة الأبعاد والسلامة العامة. تستخدم المسابك الحديثة أنظمة متطورة لإعداد الرمل تتحكم بدقة في محتوى الرطوبة وتوزيع حجم الحبيبات والمواد المضافة. على سبيل المثال، يستخدم صب الرمل الأخضر عادةً خليطًا من رمل السيليكا وطين البنتونيت والماء، بينما تستخدم أنظمة الرمل المترابط كيميائيًا الراتنجات الاصطناعية لتعزيز القوة والاستقرار الحراري.
النمذجة وصنع القوالب
يُعد إنشاء القالب خطوة حاسمة تحدد الشكل النهائي للقالب وجودة السطح. وقد أحدثت التقنيات المتقدمة مثل الطباعة ثلاثية الأبعاد للقوالب الرملية والصب بالرغوة المفقودة ثورة في هذه العملية، مما أتاح حرية أكبر في التصميم وتقليل المهل الزمنية. بالنسبة للأشكال الهندسية الداخلية المعقدة، فإن صناعة النواة أمر ضروري. تُصنع القوالب عادةً من رمال مصممة خصيصًا يمكنها تحمل حرارة المعدن المنصهر مع الحفاظ على ثبات الأبعاد.
الصهر والإشابة
تبدأ عملية الصهر حيث يبدأ التحكم في المعادن. وتستخدم المسابك الحديثة أنواعًا مختلفة من الأفران، بما في ذلك أفران الحث للتحكم الدقيق في درجة الحرارة والصهر السريع للدفعات الأصغر، وأفران القبة لإنتاج كميات كبيرة من الحديد الزهر. يضمن التحليل الطيفي المتقدم تلبية المعدن المنصهر لمتطلبات التركيب الدقيق. بالنسبة لمنصات الحديد الزهر ومسبوكات أدوات الماكينات، تظل أفران القبة شائعة بسبب كفاءتها في التعامل مع الكميات الكبيرة وقدرتها على الحفاظ على كيمياء الحديد المتناسقة.
تحضير القالب وصب القالب
بالنسبة للمسبوكات الكبيرة أو عالية الدقة مثل أسرة أدوات الماكينات أو مناضد العمل، غالبًا ما يتم استخدام الصب بالرمل الجاف. وتتضمن هذه الطريقة تجفيف القالب لإزالة الرطوبة، مما يعزز ثبات الأبعاد وتشطيب السطح. تُعد عملية الصب أمرًا بالغ الأهمية وغالبًا ما تكون مؤتمتة في المسابك الحديثة لضمان معدلات تعبئة متسقة وتقليل الاضطرابات. وقد حسنت الابتكارات مثل مغارف الصب السفلي وأنظمة الصب التي يتم التحكم فيها بالكمبيوتر من جودة الصب بشكل كبير وقللت من العيوب.
التبريد والتصلب
التبريد المتحكم فيه ضروري لتحقيق البنى المجهرية المرغوبة وتقليل الضغوط الداخلية. يمكن لتقنيات مثل التصلب الاتجاهي واستخدام التبريد أن تعزز الخواص الميكانيكية في المناطق الحرجة من الصب.
التنظيف والتشطيب
تشمل عمليات ما بعد الصب إزالة الرمال، وقطع الروافع والبوابات، والتشطيب السطحي. وقد أدت التقنيات المتقدمة مثل النفث المائي عالي الضغط والطحن الآلي إلى تحسين الكفاءة والاتساق في هذه المرحلة. بالنسبة لمسبوكات الأدوات الآلية، غالبًا ما يكون الطحن السطحي الدقيق مطلوبًا لتحقيق التسطيح والتوازي اللازمين.
المعالجة الحرارية
تعتبر المعالجة الحرارية ضرورية لتحسين الخواص الميكانيكية للمسبوكات واستقرار الأبعاد. بالنسبة لمنصات الحديد الزهر ومكونات أدوات الماكينات، عادةً ما يتم إجراء التلدين لتخفيف الضغط لتقليل التشويه أثناء عمليات التشغيل الآلي اللاحقة. ويمكن تطبيق معالجات حرارية أكثر تعقيدًا، مثل عمليات التطبيع أو التبريد والتلطيف لتحقيق متطلبات محددة من القوة والمتانة.
تستمر عملية تصنيع المسبوكات في التطور مع التقدم في برامج المحاكاة، مما يسمح بالتحسين الافتراضي لأنظمة البوابات والارتفاع، والتنبؤ بسلوك التصلب، وتحديد العيوب المحتملة قبل بدء الإنتاج المادي. هذا التكامل بين الأدوات الرقمية وممارسات المسابك التقليدية هو المفتاح لإنتاج مسبوكات عالية الجودة وفعالة من حيث التكلفة للتطبيقات الصعبة في صناعة الأدوات الآلية وغيرها.
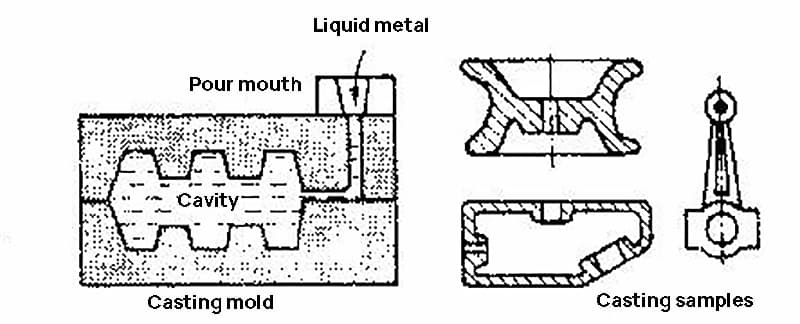
مبدأ التشكيل
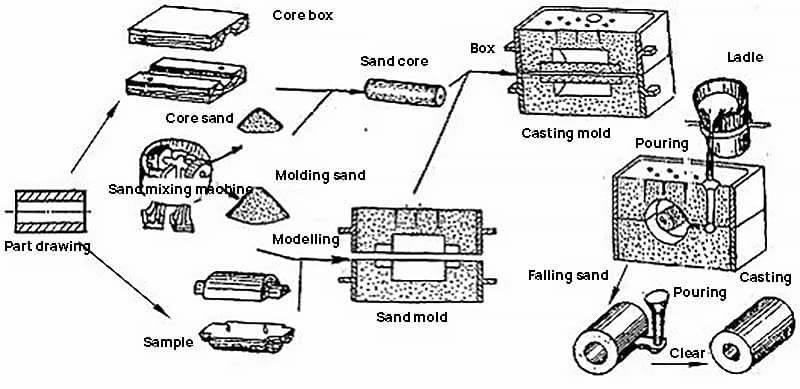
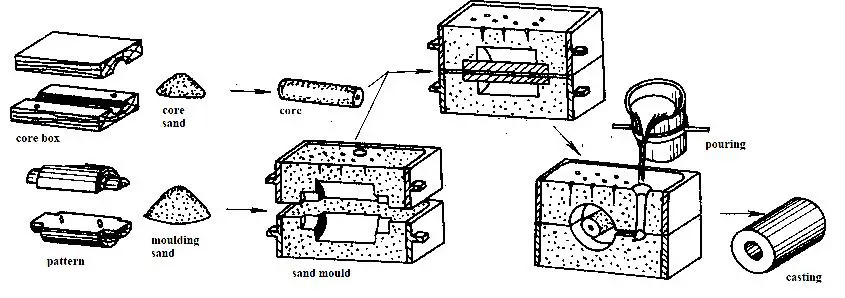
إنتاج الصب هو تشكيل المعادن تقنية تنطوي على تسخين المعدن لجعله في حالة سائلة وصبه في قالب بالشكل المطلوب. يملأ المعدن تجويف القالب تحت تأثير الجاذبية أو قوى خارجية مثل الضغط أو قوة الطرد المركزي أو القوة الكهرومغناطيسية، ثم يبرد ويتصلب في قالب أو جزء.
الشكل 1 عملية الصب
تتضمن عملية الصب عادةً تحويل الفراغ إلى جزء فارغ.
ومع ذلك، تلبي بعض المسبوكات دقة التصميم اللازمة و خشونة السطح المتطلبات دون الحاجة إلى مزيد من القطع ويمكن استخدامها كأجزاء مباشرة.
خصائص رمل التشكيل وتكوينه
1. خواص رمل الصب
تشمل معايير الأداء الرئيسية لرمل الصب (بما في ذلك الرمل الأساسي) القوة والنفاذية ومقاومة الحريق والمرونة والسيولة والاكتناز والقدرة على مقاومة الانهيار.
2. تركيبة رمل الصب
يتكون رمل القوالب من رمل خام، ومواد رابطة وإضافات.
يجب أن يكون الرمل الخام المستخدم في الصب من رمال البحر أو رمال الأنهار أو الرمال الجبلية ذات المحتوى الطيني المنخفض، وحجم الجسيمات المنتظم، ومزيج من الأشكال المستديرة والمضلعة.
تشتمل المواد اللاصقة المستخدمة في الصب على الطين (مثل الطين العادي والبنتونيت) والرمل الزجاجي المائي والراتنج والزيت الصناعي والزيت النباتي، والتي يشار إليها بالرمل الطيني والرمل الزجاجي المائي والرمل الراتنجي والرمل الزيتي الصناعي والرمل الزيتي النباتي على التوالي.
لتعزيز خصائص محددة لرمل القالب (اللب)، يتم أحيانًا إضافة إضافات مثل الفحم ونشارة الخشب واللب إلى رمل القالب (اللب).
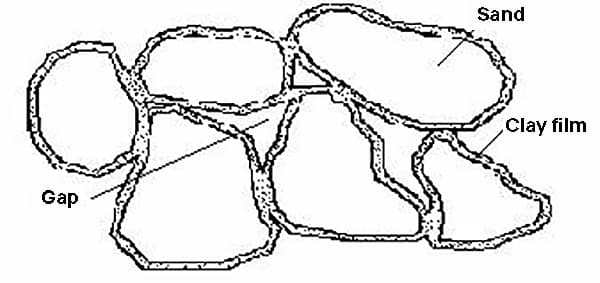
يوضح الشكل 2 هيكل رمل الصب في الشكل 2.
الشكل 2 رسم تخطيطي لهيكل رمل التشكيل
خصائص عملية الصب
لا يزال الصب طريقة أساسية لإنتاج فراغات المكونات، خاصةً بالنسبة للأجزاء المصنوعة من المعادن أو السبائك الهشة (مثل مختلف أنواع الحديد الزهر والسبائك غير الحديدية) حيث تمثل في كثير من الأحيان عملية التصنيع الوحيدة القابلة للتطبيق.
بالمقارنة مع طرق التصنيع البديلة، يوفر الصب العديد من الخصائص المميزة:
تنوع في المواد والحجم والوزن:
تستوعب عملية الصب مجموعة متنوعة من المواد، بما في ذلك المعادن الحديدية (الحديد الزهر والصلب المصبوب) والسبائك غير الحديدية (الألومنيوم والنحاس والمغنيسيوم والتيتانيوم والزنك ومختلف السبائك المتخصصة).
يمكن أن تمتد المصبوبات من مكونات مصغرة تزن بضعة جرامات فقط إلى هياكل ضخمة تتجاوز مئات الأطنان.
يمكن أن يتراوح سمك الجدار في المسبوكات من 0.5 مم إلى متر واحد تقريبًا، مما يسمح بتفاصيل معقدة وهياكل قوية.
يمكن أن تتفاوت أطوال الصب من مجرد مليمترات إلى ما يزيد عن عشرة أمتار، مما يلبي مجموعة واسعة من التطبيقات.
القدرة على إنتاج أشكال هندسية معقدة:
يتفوق الصب في إنشاء الأجزاء ذات الأشكال المعقدة والتجاويف الداخلية، مثل كتل المحركات، وأغطية المضخات، وشفرات التوربينات، والمضخات المعقدة، والتي قد يكون من الصعب أو المستحيل تصنيعها بطرق أخرى.
إمكانيات الشكل القريب من الشبكة:
يمكن لتقنيات الصب الحديثة إنتاج أجزاء قريبة جدًا من أبعادها النهائية وهندستها، مما يقلل بشكل كبير من هدر المواد وعمليات التشغيل الآلي اللاحقة. هذه القدرة على الشكل شبه الصافي مفيدة بشكل خاص للمكونات المعقدة أو الكبيرة.
إمكانية الوصول إلى المواد الخام وفعالية التكلفة:
ويستخدم الصب المواد الخام المتاحة بسهولة، بما في ذلك المعادن المعاد تدويرها في كثير من الأحيان، مما يساهم في فعالية تكلفتها. وتعزز تكاليف الأدوات المنخفضة نسبياً للعديد من عمليات الصب من جدواها الاقتصادية، خاصةً بالنسبة لأحجام الإنتاج المنخفضة إلى المتوسطة.
المرونة والإنتاجية العالية:
يمكن تكييف عمليات الصب وفقًا لمقاييس الإنتاج المختلفة، بدءًا من الطرق اليدوية للدفعات الصغيرة أو النماذج الأولية إلى خطوط الإنتاج المؤتمتة بالكامل ذات الحجم الكبير.
تتيح تقنيات الصب المتقدمة، مثل خطوط الصب الآلية وأنظمة الصب الآلية، معدلات إنتاجية عالية، مما يجعل الصب مناسبًا لإنتاج الأجزاء المعقدة بكميات كبيرة.
وعلاوة على ذلك، يسمح الصب بدمج مكونات متعددة في جزء مصبوب واحد، مما يقلل من وقت التجميع ويحسن السلامة الهيكلية. يمكن أن يؤدي هذا الدمج للأجزاء إلى توفير كبير في التكاليف وتحسين الأداء في المنتج النهائي.
تحليل العيوب الشائعة في الصب
عملية الصب معقدة ويمكن أن تتأثر جودة المسبوكات بالعديد من العوامل.
تكرار حدوث عيوب الصب ناتجة عن ضعف الرقابة على المواد الخام، وعدم كفاية تخطيط العمليات، وعمليات الإنتاج غير السليمة، وعدم كفاية أنظمة الإدارة.
فيما يلي قائمة بعيوب الصب الشائعة، إلى جانب أسمائها وخصائصها وأسبابها.
اسم العيب
الميزات
الأسباب الرئيسية
الفغرة
توجد ثقوب ملساء بأحجام مختلفة داخل أو على سطح الصب.
① شحنة الفرن ليست جافة أو تحتوي على العديد من الأكاسيد والشوائب; ② لا يتم تجفيف أدوات الصب أو المواد المضافة أمام الفرن; ③ احتواء الكثير من الماء في رمل التشكيل أو فرش الكثير من الماء أثناء رفع القالب وتشذيبه; ④ عدم كفاية تجفيف القلب أو انسداد فتحة التهوية الداخلية; ⑤ رمل الزنبرك ضيق للغاية ونفاذية الهواء لرمل التشكيل ضعيفة; ⑥ درجة حرارة الصب منخفضة جدًا أو سرعة الصب سريعة جدًا.
تجويف الانكماش والمسامية
تتوزع ثقوب الانكماش في الغالب في القسم السميك من الصب، مع شكل غير منتظم وخشونة من الداخل.
① التصميم الهيكلي للصب غير معقول، على سبيل المثال، فرق سمك الجدار كبير جدًا، ولا يتم وضع أي حديد ناهض أو حديد بارد عند الجدار السميك; ② موضع نظام الصب والناهض خاطئ; ③ درجة حرارة الصب مرتفعة للغاية; ④ التركيب الكيميائي للسبيكة غير مؤهل، ومعدل الانكماش كبير جدًا، والرافعة صغيرة جدًا أو قليلة جدًا.
ثقوب الرمال
توجد ثقوب مملوءة برمل الصب داخل أو على سطح الصب.
① قوة رمل الصب منخفضة جدًا أو أن انضغاط قالب الرمل واللب ليس كافيًا، لذلك يتم دفع رمل الصب في تجويف القالب بواسطة المعدن المنصهر; ② تلف قالب الرمل جزئيًا عند إغلاق الصندوق; ③ نظام الصب غير معقول، واتجاه السكب خاطئ، والقالب الرملي تالف بسبب المعدن المنصهر; ④ لا يتم تنظيف الرمال السائبة في تجويف القالب أو البوابة عند إغلاق الصندوق.
رمال لزجة
سطح الصب خشن بطبقة من الرمل.
① مقاومة الرمال الخام للحريق منخفضة أو حجم الجسيمات كبير جدًا; ② تقل مقاومة رمل الصب للحريق عندما يكون محتوى الطين مرتفعًا جدًا; ③ درجة حرارة الصب مرتفعة للغاية; ④ محتوى الفحم المسحوق في رمل الصب صغير جدًا في عملية الصب الأخضر; ⑤ النوع الجاف غير مطلي بشكل غير مباشر أو أن الطلاء رقيق للغاية.
تضمين الرمال
يتم وضع طبقة من رمل القوالب بين صفيحة معدنية النتوء وجزء التوصيل.
① تكون قوة الشد الرطبة الساخنة لرمل التشكيل منخفضة، ويتم تسخين سطح تجويف القالب وخبزه ليتمدد ويتشقق; ② الانضغاط الموضعي للقالب الرملي مرتفع جدًا، والماء كثير جدًا، وسطح تجويف القالب متشقق بعد تجفيف الماء عشر مرات; ③ يؤدي الاختيار غير الصحيح لوضعية الصب إلى تمدد سطح التجويف وتشققه بسبب ارتفاع درجة حرارة الحديد المنصهر الذي يخبز لفترة طويلة; ④ درجة حرارة الصب مرتفعة للغاية وسرعة الصب بطيئة للغاية.
نوع خاطئ
الصب له إزاحة نسبية على طول السطح الفاصل.
① نصف القالب العلوي ونصف القالب السفلي للنمط غير متحاذيين; ② عند إغلاق الصندوق، يكون صندوق الرمل العلوي والسفلي غير متحاذيين; ③ صناديق الرمل العلوية والسفلية غير مثبتة أو الصندوق العلوي غير مضغوط بشكل كافٍ، ويتم إنشاء صندوق خاطئ أثناء الصب.
الحاجز البارد
توجد فجوات أو حفر على الصب حيث يتم دمج البطاقات بالكامل، وتكون الوصلات ملساء.
① درجة حرارة الصب منخفضة للغاية وسيولة السبيكة ضعيفة; ② سرعة الصب بطيئة للغاية أو انقطاع التدفق أثناء الصب; ③ موضع نظام الصب غير مناسب أو أن مساحة المقطع العرضي للقطعة المستعرضة من القالب صغيرة جدًا; ④ جدار الصب رقيق للغاية; ⑤ ارتفاع الذرب (بما في ذلك كوب الذرب) غير كافٍ; ⑥ عند الصب، تكون كمية المعدن غير كافية والتجويف غير ممتلئ.
سكب غير كافٍ
لم يتم ملء القالب بالكامل.
الخشخشة
الصب متشقق وتوجد طبقة أكسيد على سطح المعدن عند الشق.
① تصميم هيكل الصب غير معقول، وفرق سمك الجدار كبير جدًا، والتبريد غير متساوٍ; ② تراجع قالب الرمل واللب رديء، أو أن رمل الزنبرك ضيق للغاية; ③ سقوط الرمال قبل الأوان; ④ يؤدي وضع البوابة غير الصحيح إلى انكماش غير متساوٍ في جميع أجزاء الصب.
عيوب الصب الشائعة والتدابير الوقائية منها
الطلب
عنوان العيب
خصائص العيب
التدبير الوقائي
1
الفغرة
في الداخل أو السطح أو بالقرب من سطح الصب، توجد ثقوب ملساء بأحجام مختلفة. تكون الأشكال مستديرة أو طويلة وغير منتظمة، مفردة أو مجمّعة، ويكون لونها أبيض أو بلون داكن، وأحياناً مغطاة بطبقة من الأكسيد.
تقليل كمية المعدن أثناء الصهر.تقليل انبعاث الغاز من القالب الرملي أثناء عملية الصب، وتحسين هيكل الصب، وتحسين نفاذية القالب الرملي واللب، وتمكين تفريغ الغاز في القالب بسلاسة.
2
تجاويف الانكماش
داخل القسم السميك من الصب، وداخل الواجهتين وداخل أو سطح تقاطع القسم السميك والقسم الرقيق، يكون الشكل غير منتظم، والثقب خشن وغير متساوٍ، والحبيبات خشنة.
يجب أن يتم تصلب المسبوكات ذات سمك الجدار الصغير والموحد في نفس الوقت. يجب أن يتم تصلب المسبوكات ذات سمك الجدار الكبير وغير المتساوي من الرقيق إلى السميك، ويجب وضع الحديد البارد للناهض بشكل معقول.
3
مسامية الانكماش
تتجمع ثقوب الانكماش الصغيرة والمتقطعة في الصب في مكان واحد أو أكثر، وتكون الجسيمات خشنة. وتوجد ثقوب صغيرة بين كل جسيم من الجسيمات، ويحدث تسرب للماء أثناء الاختبار الهيدروستاتيكي.
يجب تقليل الفواصل الساخنة عند الفواصل بين الجدران، كما يجب تقليل درجة حرارة الصب وسرعة الصب إلى الحد الأدنى.
4
فتحة نفخ الخبث
الثقوب ذات الشكل غير المنتظم داخل أو على سطح الصب.الثقوب غير ملساء ومملوءة بالخبث كلياً أو جزئياً.
زيادة درجة حرارة الحديد المنصهر.تقليل لزوجة الخبث.تحسين قدرة نظام البوابات على الاحتفاظ بالخبث.زيادة الشرائح الداخلية للصب.
5
ثقوب الرمال
توجد ثقوب مملوءة برمل الصب داخل أو على سطح الصب.
تحكم بدقة في أداء رمل الصب وعملية التشكيل، وانتبه إلى تنظيف تجويف القالب قبل إغلاق القالب.
6
التشقق الحراري
هناك شقوق مخترقة أو غير مخترقة على الصب (ملاحظة: إذا كان منحنيًا)، والجلد المعدني عند الشق مؤكسد.
التحكم الصارم في محتوى S و P في الحديد المصهور، يجب أن يكون سمك جدار الصب موحدًا قدر الإمكان، تحسين إنتاجية رمل الصب واللب، يجب ألا يعيق رافع الصب انكماش الصب، تجنب التغيرات المفاجئة في سمك الجدار، لا يمكن أن يكون الفتح مبكرًا جدًا، لا يمكن إخماد المسبوكات.
7
صدع بارد
توجد تشققات مخترقة أو غير مخترقة (مستقيمة بشكل أساسي) على الصب، ويتأكسد الجلد المعدني عند التشقق.
8
حرق الرمال
يتم تغطية سطح الصب كليًا أو جزئيًا بطبقة من المعدن (أو أكسيد المعدن) ممزوجة بالرمل (أو طلاء) أو طبقة من رمل الصب الملبد، مما يؤدي إلى سطح خشن للصب.
تقليل الفجوة الرملية، يجب تقليل درجة حرارة صب المعدن بشكل مناسب، وتحسين مقاومة الرمل الصب والرمل الأساسي للحريق.
9
إدراج الرمال
يوجد على سطح الصب طبقة من الورم المعدني أو الصفيحة المعدنية، وطبقة من رمل الصب محصورة بين الورم المعدني والقالب.
التحكم بصرامة في خصائص رمل الصب والرمل الأساسي. تحسين نظام الصب لجعل المعدن المنصهر يتدفق بسلاسة، يجب صب المسبوكات المستوية الكبيرة بشكل غير مباشر.
10
الحاجز البارد
هناك نوع من فجوة أو حفرة اندماج غير مكتملة في الصب، وحافتها الحدودية ملساء.
تحسين درجة حرارة الصب وسرعة الصب.تحسين نظام البوابات.يجب ألا ينقطع التدفق أثناء الصب.
11
غير قادر على الصب
نقص اللحم في الصب بسبب عدم اكتمال ملء التجويف بالمعدن المنصهر.
تحسين درجة حرارة الصب وسرعة الصب.لا تقطع التدفق وتمنع الحريق.
الصب - صب المعدن المنصهر
في الصب الإنتاجي، يعد الالتزام بمبدأ الصب في درجة حرارة عالية والصب في درجة حرارة منخفضة أمرًا بالغ الأهمية لتحقيق أفضل النتائج.
يسهّل رفع درجة حرارة صهر المعدن المنصهر الذوبان الكامل للشوائب ويعزز تعويم الخبث، مما يعزز فعالية عمليات التنظيف وإزالة الغازات. يقلل هذا النهج بشكل كبير من احتمال وجود شوائب الخبث وعيوب المسامية في المسبوكات النهائية.
وعلى العكس من ذلك، فإن الحفاظ على درجة حرارة صب أقل يوفر العديد من المزايا:
انخفاض قابلية ذوبان الغاز في الذوبان
تقليل انكماش السائل
تقليل التفاعلات السطحية بين المعدن المنصهر بدرجة حرارة عالية وتجويف القالب
تساعد هذه المزايا على منع العيوب مثل المسامية والتصاق الرمال وتجاويف الانكماش.
ولذلك، فإن الاستراتيجية المثلى هي الحفاظ على أقل درجة حرارة صب ممكنة تضمن ملء تجويف القالب بالكامل.
تتضمن عملية الصب نقل المعدن المنصهر من المغرفة إلى القالب. يمكن أن يؤدي التنفيذ غير السليم إلى عيوب صب مختلفة، بما في ذلك:
ملء غير مكتمل
الإغلاق البارد
مسامية الغاز
تجاويف الانكماش
شوائب الخبث
وعلاوة على ذلك، يمكن أن يؤدي عدم كفاية تدابير السلامة أثناء الصب إلى مخاطر كبيرة للإصابة الشخصية.
لضمان الحصول على مصبوبات عالية الجودة وتعزيز الإنتاجية والحفاظ على سلامة العمليات، يجب الالتزام الصارم بالإرشادات التالية أثناء عملية الصب
1. تجفف جميع المعدات جيداً قبل الاستخدام، بما في ذلك:
مغارف
أدوات الصب
الملقحات
العوامل الكروية المستخدمة في المعالجة المسبقة للأفران
2. فرض استخدام معدات الوقاية الشخصية المناسبة للعاملين في الصب:
ملابس العمل المناسبة
نظارات واقية تأكد من خلو منطقة العمل من العوائق.
3. تجنب الإفراط في ملء مغرفة الصب لمنع الانسكاب والإصابات المحتملة أثناء عمليات النقل والصب.
4. تحسين سرعة الصب باستخدام مبدأ "بطيء-سريع-بطيء":
ابدأ ببطء لمحاذاة البوابة وتقليل تأثير المعدن المنصهر على القالب الرملي
زيادة السرعة لمنع الإغلاق البارد
قلل السرعة مرة أخرى قرب نهاية الصب يسهل هذا النهج التفريغ السليم للغاز ويضمن تعبئة متسقة.
5. بالنسبة للمكونات المعرضة للانكماش العالي للسوائل والتصلب (مثل الأجزاء الفولاذية المتوسطة والكبيرة)، يتم تنفيذ تغذية ثانوية من خلال البوابة أو الناهض بعد اكتمال الصب الأولي.
6. تُشعل أي غازات منبعثة من قالب الصب أثناء الصب من أجل:
منع عيوب مسامية الغازات
الحد من المخاطر الصحية وتلوث الهواء الناجم عن الاحتراق غير الكامل للغازات
8 خطوات أساسية للصب بالرمل
تقنية الصب بالرمل هي طريقة صب تستخدم الرمل كمادة أساسية لإعداد القالب.
الصب بالرمل هو طريقة صب مجربة وحقيقية تم استخدامها منذ قرون.
على الرغم من قدمها، لا تزال طريقة الصب بالرمل هي الأكثر استخدامًا على نطاق واسع، خاصةً للقطع المفردة أو الدفعات الصغيرة، نظرًا لتعدد استخداماتها في استيعاب مجموعة واسعة من الأشكال والأحجام والتعقيدات والسبائك، بالإضافة إلى دورة الإنتاج القصيرة والتكلفة المنخفضة.
تتألف عملية الصب بالرمل التقليدية من الخطوات التالية: تحضير الرمل، وصنع القالب، وصنع القالب، وصنع اللب، والصبّ، والصب، وإزالة الرمل، والطحن، والفحص.
1. مرحلة خلط الرمل
يتم تحضير رمل التشكيل والرمل الأساسي لعملية التشكيل.
عادةً ما يتم استخدام خلاط الرمل لخلط الرمل المستخدم مع الكمية المناسبة من الطين.
ماكينة خلط الرمل
2. مرحلة صنع القالب
يتم إنشاء القوالب والصناديق الأساسية بناءً على رسومات القِطع. تُصنع القطع المفردة عادةً باستخدام قوالب خشبية، في حين أن الإنتاج الضخم قد يستخدم قوالب بلاستيكية أو معدنية، والمعروفة أيضًا بالقوالب الحديدية أو الفولاذية.
بالنسبة للإنتاج بكميات كبيرة، يمكن صنع القوالب باستخدام القوالب.
ومع استخدام آلات الحفر، أصبحت عملية صناعة القوالب أسرع بكثير، مما قلل من دورة الإنتاج إلى يومين إلى 10 أيام.
قالب خشب الصب
القالب
3. مرحلة التشكيل (صنع اللب)
تتضمن عملية التشكيل تشكيل تجويف القالب باستخدام رمل الصب. يتضمن صنع اللب تشكيل الشكل الداخلي للقالب من الداخل، وتتضمن مطابقة القالب وضع اللب في تجويف القالب وإغلاقه بصناديق الرمل العلوية والسفلية.
يُعد التشكيل خطوة حاسمة في عملية الصب.
صنع النواة الأساسية
النمذجة
4. مرحلة الذوبان
لإنتاج التركيب المعدنييتم إعداد التركيب الكيميائي بعناية. يتم اختيار فرن صهر مناسب لصهر مواد السبيكة وإنتاج معدن سائل مؤهل بالتركيب ودرجة الحرارة الصحيحين.
تقليدياً، كان الصهر يتم باستخدام أفران القبة ولكن بسبب المخاوف البيئية، تم استبدال هذه الطريقة إلى حد كبير باستخدام الأفران الكهربائية.
صهر الحديد المصهور بلهب الفرن الكهربائي
5. مرحلة الصب
يتم نقل المعدن المنصهر الناتج في الفرن الكهربائي إلى القالب باستخدام مغرفة.
من المهم التحكم في سرعة الصب لضمان ملء تجويف القالب بالكامل بالمعدن المنصهر.
يرجى ملاحظة أن صب المعدن المنصهر يمكن أن يكون خطيراً، ويجب دائماً اتخاذ احتياطات السلامة المناسبة.
صب الحديد المصهور
6. مرحلة التنظيف
بمجرد أن يتصلب المعدن المنصهر بعد الصب، تتم إزالة البوابة باستخدام مطرقة ويتم نفض الرمال من الصب. ثم يتم بعد ذلك صقل الصب بالرمل باستخدام تفجير الرمال آلة للحصول على سطح نظيف.
يمكن عادةً تسليم فراغات الصب ذات المتطلبات الأقل صرامة بعد الفحص.
معالجة المسبوكات بواسطة مزيل البوابة
7. معالجة الصب
قد تتطلب بعض المسبوكات ذات المتطلبات الخاصة أو تلك التي لا تفي بالمواصفات المطلوبة معالجة إضافية.
يتم إجراء ذلك عادةً باستخدام عجلة طحن أو مطحنة لإزالة أي نتوءات والحصول على سطح أكثر سلاسة على الصب.
الطحن البسيط للمسبوكات
8. فحص الصب
يتم إجراء عمليات الفحص عادةً أثناء مرحلة التنظيف أو المعالجة ويتم تحديد أي مسبوكات غير مؤهلة في هذا الوقت.
ومع ذلك، قد يكون لبعض المسبوكات متطلبات محددة وتتطلب فحصًا إضافيًا. على سبيل المثال، قد يحتاج الصب إلى اختباره عن طريق إدخال عمود طوله 5 سم في الفتحة المركزية للتأكد من استيفائه للمواصفات المطلوبة.
فحص الصب
الخلاصة:
بعد الانتهاء من الخطوات الثمانية المذكورة أعلاه، تكتمل عملية الصب بشكل أساسي. ومع ذلك، بالنسبة للمسبوكات التي تتطلب دقة عالية، قد يكون من الضروري إجراء عمليات تصنيع إضافية.
لاحظ أن التصنيع الآلي خارج نطاق هذا الوصف.
مع استمرار تقدم تكنولوجيا الصب في التقدم، يتم تحسين الصب بالرمل التقليدي أو استبداله بطرق أخرى.
الابتكار هو موضوع أبدي وخاصية أساسية يجب أن يتحلى بها المسبك لكي ينجح.
ما هي المعدات اللازمة للصب بالرمل؟
الصب بالرمل هو طريقة الصب الأكثر شيوعًا وتقليدية المستخدمة في صناعة المسابك، وغالبًا ما يكون الخيار المفضل لصغار صانعي المسابك عند البدء.
ما هي المعدات والأدوات الأساسية المطلوبة لعملية الصب بالرمل؟
تتطلب عملية الصب بالرمل المعدات والأدوات التالية، وفقًا لتسلسل عملية الإنتاج: معدات خلط الرمل، ومعدات صنع القوالب، ومعدات صنع القوالب، ومعدات الصب، ومعدات الصهر، ومعدات الصب، ومعدات التنظيف، ومعدات معالجة الصب.
1. معدات خلط الرمل
المعدات المطلوبة لهذه الخطوة هي خلاط الرمل، والأدوات المطلوبة هي مجرفة ومنخل.
يعتمد الصب بالقالب الرملي على الرمل الذي يعمل كمادة صب خاصة.
يمكن إعادة تدوير رمال القوالب، ولكن يجب نخلها قبل إعادة استخدامها.
يجب أن يكون الرمل ناعماً ومخلوطاً بالتساوي باستخدام خلاط الرمل.
يمكن أن تصل تكلفة خلاط الرمل الصغير إلى 2,000 وحدة.
يجب إنشاء القالب بناءً على العينات أو الرسومات المقدمة من العميل.
تؤثر جودة القالب بشكل مباشر على دقة شكل القالب.
في السابق، كانت القوالب الخشبية تُصنع عادةً بواسطة النجارين. ولكن مع تقدم آلات الحفر، أصبحت تُستخدم الآن لصناعة القوالب الخشبية والبلاستيكية والمعدنية.
يمكن شراء ماكينة نقش أساسية يمكنها نقش كل من القوالب الخشبية والبلاستيكية مقابل بضعة آلاف يوان. ومع ذلك، بالنسبة للنقش على المعادن، قد تحتاج إلى ماكينة نقش تكلف عشرات الآلاف إلى مئات الآلاف من اليوانات.
يتم تحديد سعر ماكينة النقش في المقام الأول حسب قدراتها المادية ودقتها ومستوى التشغيل الآلي.
3. معدات صنع اللب
المعدات المطلوبة: فرن. المواد المطلوبة: رمل مطلي وقفازات سميكة.
غالبًا ما تتضمن عملية إنشاء تجاويف داخلية في المسبوكات صنع قلب، وهناك عدة طرق للقيام بذلك.
الطريقتان الأكثر شيوعاً هما:
أولاً، يتم صنع القالب (عادةً مع القالب الأساسي في الخطوة الأولى) ثم يتم ملؤه يدوياً بمزيج من تربة القالب والرمل (يشار إليه بالضرب الأساسي).
ثانيًا، يتم ملء صندوق قلب الألومنيوم بالرمل المطلي وحرقه في فرن. يمكن أن يكون الفرن إما فرن مخصص للصب أو فرن مصنوع ذاتيًا، والذي يمكن صنعه عن طريق لحام صفيحة حديدية وخبزها في فرن.
لاحظ أن صندوق القلب يصبح ساخناً جداً أثناء عملية الحرق، لذا من المهم ارتداء القفازات للحماية.
أوصي بالطريقة الثانية، حيث أن اللب المخبوز بالرمل المطلي لا يتطلب الحرق أثناء الصب وينتج عنه سطح داخلي نظيف نسبيًا للصب.
4. معدات النمذجة
المعدات المطلوبة: أدوات ماكينة التشكيل المطلوبة: صندوق رمل، لوح سفلي، مكشطة، مكشطة، مجرفة، قلم غمس، لوح حديدي على شكل حرف V لفتح البوابة، فرشاة، إبرة ثقب الهواء، إلخ.
التشكيل هو الخطوة الأكثر تطلبًا والأكثر أهمية في عملية الصب بالرمل، حيث يمتلك أكثر الخصائص الصناعية تميزًا. في الماضي، كانت عملية التشكيل تتم يدويًا بالكامل، ولكن اليوم، يستخدم معظم عمال التشكيل آلات التشكيل، مما يقلل بشكل كبير من كثافة العمالة.
هناك العديد من الأدوات المستخدمة في التشكيل، بما في ذلك صندوق رمل للتوسيع، وصفيحة سفلية، ومكشطة، ومجرفة، ومجرفة، وقلم غمس، وصفيحة حديدية على شكل حرف V لفتح البوابة، وفرشاة، وإبرة ثقب الهواء، وغيرها. وتكون هذه الأدوات في الغالب صغيرة الحجم ويتم تخصيصها من قبل عمال التشكيل لتناسب تفضيلاتهم الشخصية.
وفي الختام، فإن إنتاج قالب عالي الجودة هو مفتاح النجاح في هذه العملية.
5. معدات الصهر
المعدات المطلوبة: فرن كهربائي ومحول المواد المطلوبة: الحديد، والألومنيوم، والنحاس، والمواد الخام الأخرى، والقصدير، والحديد (الخلط).
الهدف الأساسي من هذه الخطوة هو صهر الحديد إلى حديد منصهر. ويكمن التحدي في الخلط والتحكم في درجة حرارة الحديد المنصهر.
نظرًا للحظر المفروض على القباب، تستخدم معظم المصانع الكبيرة والصغيرة الآن الأفران الكهربائية كمعدات صهر. تأتي الأفران الكهربائية بأحجام مختلفة ولها نطاق سعري واسع. فالأصغر حجمًا، التي تبلغ سعتها 200 كجم، تتراوح تكلفتها ما بين 10,000 إلى 20,000، بينما يمكن أن تصل تكلفة الأفران الأكبر حجمًا إلى مئات الآلاف إلى الملايين.
بالإضافة إلى الفرن الكهربائي، يلزم أيضًا وجود محول خاص ويجب شراؤه بشكل منفصل. يجب أن تتم الموافقة على استخدام المحول من قبل مكتب الطاقة المحلي، وتختلف تكاليف الاستخدام.
يمكن أن يكلف إنشاء مسبك صغير عدة مئات الآلاف كحد أدنى، ويُعزى نصف التكلفة إلى رسوم الطلب.
6. معدات الصب
المعدات المطلوبة: مغرفة الحديد المنصهر ورافعة هوائية
يمكن تقسيم الحديد المنصهر المنتج في الفرن الكهربائي إلى كميات كبيرة وصغيرة. يتم سكبها أولاً في حاوية كبيرة ثم يتم نقلها إلى حاويات أصغر لسهولة التعامل معها.
يحمل العمال الحاويات الصغيرة ويصبون الحديد المنصهر في القالب المكتمل. تنطوي هذه الخطوة على مخاطر عالية، ويجب على العمال اتخاذ التدابير الوقائية اللازمة.
في المصانع الكبيرة، يتم صب المسبوكات الكبيرة باستخدام معدات كبيرة مثل الرافعات الهوائية. وهذا يساعد على ضمان السلامة والكفاءة في عملية الصب.
تندرج معالجة الصب تحت فئة التصنيع الآلي. يمكن استخدام معظم معدات التشغيل الآلي العامة، ولكنها تتجاوز نطاق الصب.
عادةً ما تمتلك المسابك الأدوات الأساسية مثل عجلات الطحن، وماكينات الصقل، وماكينات القطع، ومن المفيد أن يكون لديها مخرطة أيضًا. هذه الأدوات كافية لمعالجة الصب الأساسية.
الملخص
يجب تنسيق جميع الأعمال مع بعضها البعض. قد لا يكون لدى المسابك الصغيرة التي بدأت للتو جميع عمليات السبك وقد لا تكون لديها القدرة على إنتاج ومعالجة القوالب الخاصة بها.
وللتعويض عن ذلك، يمكنهم التعاون مع صانعي القوالب والميكانيكيين المتخصصين ويكونوا مسؤولين فقط عن صب الفراغات.
يعتبر السبك صناعة تقليدية ومثيرة للإعجاب. وعلى الرغم من مواجهة الحظر بسبب حماية البيئة، إلا أن العديد من المسابك التقليدية الصغيرة تعمل في مجال الصب طوال حياتها وهي إما عاطلة عن العمل أو تواصل عملها كمحترفة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
تخيل فتح دقة الأدوات الآلية باستخدام سطح زجاجي بسيط. الموازين الشبكية الخطية تفعل ذلك بالضبط، حيث تقوم بتحويل الخطوط الدقيقة إلى قياسات عالية الدقة. تستكشف هذه المقالة كيف يمكن...
هل تساءلت يومًا كيف يتم تنعيم الحواف الحادة على الأجزاء المعدنية؟ هذه العملية، المعروفة باسم الشطب، تحوّل الزوايا الخطرة والمتعرجة إلى أسطح أكثر أماناً وذات زوايا حادة. في هذه المقالة، سوف تتعرف...
هل تساءلت يومًا ما هي أفضل العلامات التجارية للمحمل في العالم؟ في منشور المدونة هذا، سنستكشف أفضل الشركات المصنعة للمحامل المعروفة بجودتها الاستثنائية وابتكاراتها و...
هل تساءلت يومًا من الذي يمد العالم بالطاقة من وراء الكواليس؟ في منشور المدونة هذا، سوف نتعمق في هذه المدونة في أفضل الشركات المصنعة للمولدات التي تبقي الأضواء مضاءة...
هل أنت مهندس ميكانيكي طموح تتطلع إلى التفوق في مجال عملك؟ في منشور المدونة هذا، سنستكشف أفضل 10 برامج تصميم هندسة ميكانيكية يجب أن تعرفها والتي يمكن أن ترتقي بك في مجال الهندسة الميكانيكية...
هل تساءلت يوماً كيف يتم ضمان سلامة الصواميل والبراغي الملحومة في سيارتك؟ تكشف لك هذه المقالة عن العملية الدقيقة لفحوصات الجودة والفحوصات التي تحافظ على سيارتك...
هل تساءلت يومًا ما الذي يحافظ على تشغيل المحرك الكهربائي بسلاسة دون ارتفاع درجة حرارته؟ إن فهم درجات حرارة التشغيل الآمنة للمحركات أمر بالغ الأهمية لطول عمرها وأدائها. في هذا المقال، سوف نتناول...
هل تساءلت يوماً عن عالم الصب الرائع؟ تشكل عملية التصنيع القديمة والمتطورة باستمرار حياتنا اليومية بطرق لا حصر لها. في هذه المدونة، سوف نستكشف في هذه المدونة...
هل تساءلت يوماً كيف تعمل التروس في سيارتك أو طائرتك بسلاسة؟ يكشف هذا المقال النقاب عن أفضل مصنعي التروس الذين يشكلون مستقبل الهندسة الميكانيكية. سوف تتعلم...