خلوص محمل المحرك: ما هو وكيف تختار؟
ما أهمية خلوص محمل المحرك؟ يؤثر الخلوص على أداء المحامل، مما يؤثر على كل شيء بدءًا من الكفاءة التشغيلية إلى العمر الافتراضي. تشرح هذه المقالة أهمية خلوص محمل المحرك، وأنواع الخلوص، والخلوص، والخلوص...
هل تساءلت من قبل كيف يمكن لأصغر فجوة في الماكينة أن تؤثر على أدائها أو تعطله؟ تتعمق هذه المقالة في خلوص المحامل، وهي مساحة صغيرة ولكنها حاسمة تؤثر على عمر الماكينة ودرجة حرارتها وضوضائها واهتزازها. تعلم كيف يمكن أن يؤدي فهم الخلوص الشعاعي والمحوري إلى تحسين كفاءة الماكينة ومتانتها.
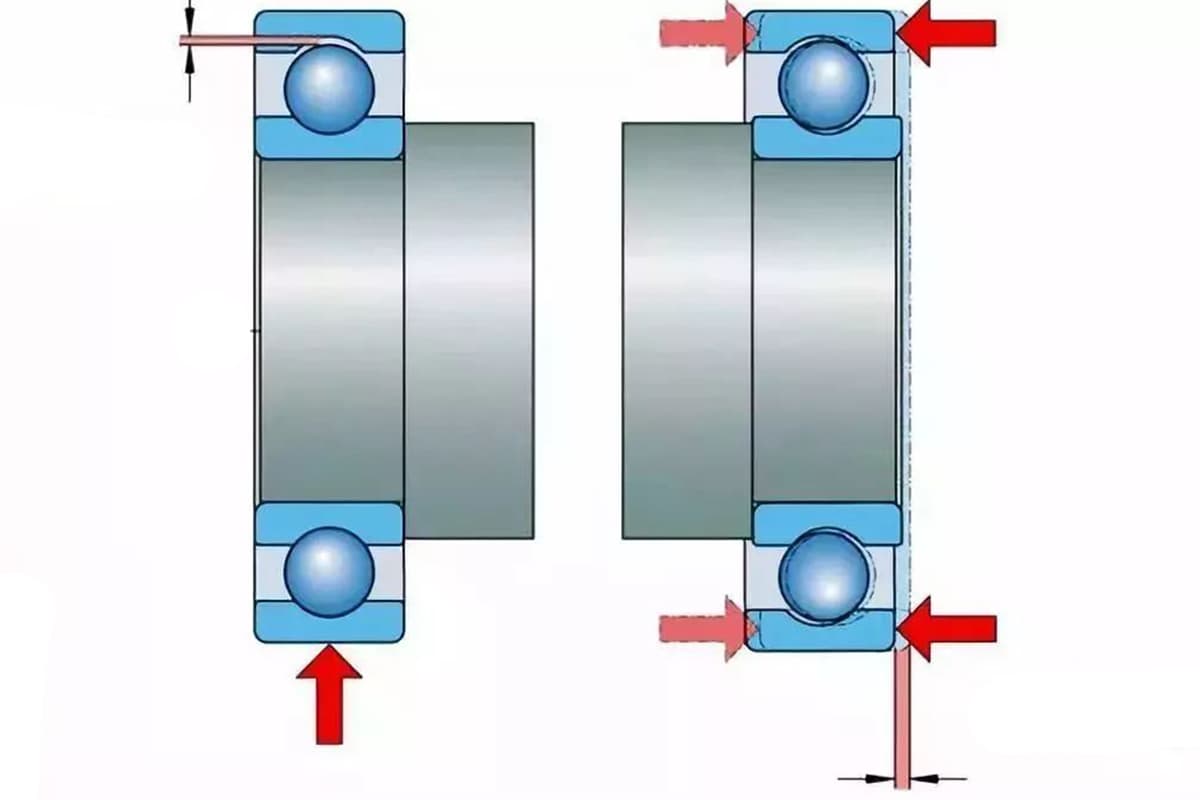
يشير خلوص المحمل، المعروف أيضًا باسم لعب المحمل، إلى الحركة الشعاعية أو المحورية للمحمل قبل تثبيته على عمود أو في مبيت المحمل. يتم تثبيت حلقة واحدة من المحمل، ويمكن أن يتحرك المحمل نحو الجانب غير المثبت.
تصنف هذه الحركة عادةً إلى خلوص شعاعي وخلوص محوري. يؤثر الخلوص التشغيلي للمحمل أثناء استخدامه بشكل كبير على عمره الافتراضي وارتفاع درجة الحرارة والضوضاء وخصائص الاهتزاز.
عندما لا يكون المحمل الذي يتحمل حمولة شعاعية غير محمّل مسبقًا، يُعرّف الخلوص الشعاعي G بأنه متوسط المسافة الشعاعية الناتجة عندما تتحرك الحلقة الخارجية، تحت أي ظروف تحميل خارجي، من موضع الحد الأقصى لأحد الجانبين إلى الموضع الأقصى المعاكس.
بالنسبة لمحمل قادر على تحمل الحمل المحوري ثنائي الاتجاه وغير محمّل مسبقًا، يُعرّف الخلوص المحوري الداخلي G بأنه متوسط المسافة المحورية الناتجة عندما تتحرك حلقة واحدة، تحت أي ظروف تحميل خارجي، من الموضع المحوري الأقصى لأحد الجانبين إلى الموضع الأقصى المقابل.
التفاوت المسموح به لعنق العمود الاستدارة
| عمود مشكّل آلياً حديثاً | عمود قديم غير معالج | ||||
| قطر المحمل (مم) | سرعة عالية أعلى من 1000 دورة في الدقيقة | سرعة منخفضة أقل من 1000 دورة في الدقيقة | قطر المحمل (مم) | سرعة عالية أعلى من 1000 دورة في الدقيقة | سرعة منخفضة أقل من 1000 دورة في الدقيقة |
| 50~70 | 0.01 | 0.03 | 50~70 | 0.03 | 0.05 |
| 70~150 | 0.02 | 0.04 | 70~150 | 0.04 | 0.06 |
قيمة التآكل القصوى المسموح بها للمحامل الدوارة
| قطر المحمل (مم) | الخلوص الشعاعي (مم) | الخلوص المحوري (مم) |
| أقل من 30 عاماً | 4D/1000 | 0.2 |
| من 35 إلى 70 | 3.5D/1000 | 0.3 |
| 75 إلى 100 | 3D/1000 | 0.3 |
| فوق 100 | لا تتجاوز 0.3 | 0.3 |
ملحوظة: D - القطر الداخلي للمحمل أو قطر عنق العمود
معيار الخلوص الشعاعي الأصلي للمحامل الجديدة
| القطر الاسمي للمحمل (مم) | محمل أسطواني كروي أحادي الصف (خيوط) | محمل أسطواني قصير أسطواني ذو صف واحد (خيوط) | محمل أسطواني كروي مزدوج الصف (خيوط) | تطبيق الحمل الشعاعي (بوحدة MPa) أثناء القياس. | قيمة التآكل المسموح بها بعد الاستخدام هي (بالخيوط). | ||||
| تجاوز | إلى | الحد الأدنى | الحد الأقصى | الحد الأدنى | الحد الأقصى | الحد الأدنى | الحد الأقصى | ||
| 18 | 24 | 1.0 | 2.4 | 0.5 | 10 | ||||
| 24 | 30 | 1.0 | 2.4 | 0.5 | |||||
| 30 | 40 | 1.2 | 2.6 | 1.0 | 20 | ||||
| 40 | 50 | 1.2 | 2.9 | 2.0 | 5.5 | 1.0 | |||
| 50 | 65 | 1.3 | 3.3 | 2.5 | 6.5 | 1.0 | 20 | ||
| 65 | 80 | 1.4 | 3.4 | 3.0 | 7.0 | 5.0 | 8.0 | 1.0 | |
| 80 | 100 | 1.6 | 4.0 | 3.5 | 8.0 | 6.0 | 10.0 | 1.0 | |
| 100 | 120 | 2.0 | 4.6 | 4.0 | 9.0 | 1.5 | |||
| 120 | 140 | 2.3 | 5.3 | 4.5 | 10.0 | 1.5 | 30 | ||
أقصى حركة لحلقة واحدة من المحمل المتداول ثابتة، والحلقة الأخرى القادرة على الحركة في الاتجاه الشعاعي أو المحوري هي خلوص المحمل المتداول. في معظم الحالات، كلما كان الخلوص الشعاعي للمحمل أكبر، كلما كان الخلوص المحوري أكبر.
وفقًا لحالة المحمل، يمكن تقسيم الخلوص إلى: الخلوص الأصلي، وخلوص التركيب، وخلوص العمل.
يؤثر خلوص التركيب بشكل مباشر على التشغيل العادي للمحامل الدوارة.
قد يؤدي الخلوص الصغير جدًا إلى ارتفاع درجة حرارة المحامل الدوارة إلى ارتفاع درجة حرارة المحامل الدوارة أو حتى يتسبب في تعطل جسم الدوارة؛ وإذا كان الخلوص كبيرًا جدًا، فقد يتسبب في حدوث اهتزاز كبير في المعدات ويولد الكثير من الضوضاء.
التخليص الأصلي:
وهو الخلوص عندما يكون المحمل في حالة حرة قبل التركيب، ويتم تحديده بشكل عام أثناء المعالجة والتجميع.
خلوص التركيب:
يُعرف أيضًا باسم الخلوص المطابق، وهو الخلوص عندما يتم تجميع المحمل مع العمود أو مقعد المحمل، ولكنه لم يبدأ العمل بعد. عادةً ما يكون خلوص التركيب أصغر من الخلوص الأصلي، ويرجع ذلك أساسًا إلى أن الحلقة الداخلية للمحمل تتمدد أو تقل الحلقة الخارجية بعد التركيب.
تصريح العمل:
هذا هو الخلوص عندما يكون المحمل قيد التشغيل. أثناء التشغيل، سوف يقلل المحمل من الخلوص بسبب ارتفاع درجة الحرارة والتمدد الحراري للحلقة الداخلية، ويزيد الخلوص بسبب التشوه المرن لموضع التلامس بين جسم الدرفلة والمسار تحت الحمل.
المعايير المرجعية لتجميع محمل المحرك
| نوع المحمل | القطر الداخلي للمحمل وطريقة ملاءمة العمود مع التفاوت المسموح به | |||||
| القطر الداخلي للمحمل الاسمي (مم) | التفاوت المسموح به للقطر الداخلي المسموح به للمحمل (بالملليمتر) | التفاوت المسموح به للعمود (مليمتر) | طريقة الملاءمة | قيمة التداخل بين عنق العمود وملاءمة الحلقة الداخلية للمحمل (الفرق بين قطر العمود والقطر الداخلي الفعلي للمحمل) (بالمليمترات) | ||
| تجاوز | إلى | |||||
| محمل كروي شعاعي أحادي الصف | <18 | 0-1.00 | 0.2 | ج ب | +1~+2 | |
| 18 | 30 | 0-1.00 | 0.2 | ج ب | +1~+2 | |
| 30 | 50 | 0-1.20 | 1 | ج ب | +2~+3 | |
| 50 | 80 | 0-1.50 | 1.2 | ج ب | +2~+3 | |
| 80 | 120 | 0-2.00 | 1.3 | ج ب | +3~+5 | |
| 120 | 180 | 0-2.5 | +1.9(+2.8)+0.3(+1.2) | ج ب | +4~+7 | |
| محمل أسطواني أسطواني أحادي الصف | 30 | 50 | 0-1.20 | 2.9 | ج ب | +1~+3 |
| 50 | 80 | 0-1.50 | 3.4 | ج ب | +2~+4 | |
| 80 | 120 | 0-2.00 | +2.8(+3.5)+1.2(+1.2) | ج ب | +4~+6 | |
| 120 | 180 | 0-2.5 | 9.2 | ج ب | +4~+7 | |
| محمل أسطواني كروي مزدوج الصف | ج ب | |||||
| طريقة ملاءمة القطر الخارجي للمحمل وطريقة ملاءمة غطاء طرف المحمل مع التفاوت المسموح به | |||||
| القطر الخارجي الاسمي للمحمل الاسمي | التفاوت المسموح به للقطر الخارجي المسموح به للمحمل (بالملليمتر) | التفاوت المسموح به للغطاء الطرفي للمبيت (ملليمتر) | طريقة الملاءمة | الخلوص بين الحلقة الخارجية للمحمل وثقب غطاء طرف المبيت (مليمتر) | |
| تجاوز | إلى | ||||
| 18 | 30 | 0-0.90 | 0.9 | جي دي | 0~3 |
| 30 | 50 | 0-1.10 | 1 | جي دي | 0~3 |
| 50 | 80 | 0-1.30 | 1 | جي دي | 0~3 |
| 80 | 120 | 0-1.50 | 1.1 | جي دي | 0~3 |
| 120 | 160 | 0-2.50 | 1.3 | جي دي | 0~3 |
| 180 | 260 | 0-3.50 | 1.2 | جي دي | 0~3 |
| 260 | 315 | 0-3.50 | 1.7 | جي دي | 0~3 |
| 80 | 120 | 0-1.5 | 1.1 | جي دي | 0~3 |
| 120 | 180 | 0-2.5 | 1.3 | جي دي | 0~3 |
| 180 | 260 | 0-3.5 | 1.4 | جي دي | 0~3 |
| 260 | 315 | 0-3.5 | 1.7 | جي دي | 0~3 |
| 120 | 180 | 0-2.5 | +2.7(+2.7)-1.4(0) | جي دي | 0~3 |
اختيار الخلوص الشعاعي:
يجب اختيار الخلوص الشعاعي للمحمل بناءً على الظروف المحددة؛ فالأصغر ليس بالضرورة أفضل. ينقسم الخلوص الشعاعي للمحامل الدوارة إلى خمس مجموعات. المجموعة 0 هي مجموعة الخلوص الشعاعي الأساسية القياسية.
يتم تطبيق المحامل في المجموعة 0 بشكل شائع في ظروف التشغيل العامة، ودرجات الحرارة التقليدية، والتركيبات المتداخلة المستخدمة بشكل متكرر. المحامل ذات الخلوص الشعاعي الأكبر مناسبة لظروف التشغيل الخاصة مثل درجات الحرارة العالية والسرعات العالية والضوضاء المنخفضة والاحتكاك المنخفض. المحامل ذات الخلوص الشعاعي الأكبر مناسبة لمحامل المغزل الدقيقة والاستخدامات المماثلة.
| الخلوص المحوري للمحمل الكروي ذي الأخدود العميق | ||||||
| Ga=0.4 واط=0.4 واط جراندو | (C3) | |||||
| القطر الداخلي الاسمي (د) | 0.4 | غرام | دو | (الجذر التربيعي) | جا | النطاق |
| ≤30 | 0.4 | 8 | 3.5 | 0.08 | 0.032 | 0.02-0.05 |
| >30~50 | 0.4 | 27 | 4 | 0.1 | 0.04 | 0.03-0.06 |
| >50~80 | 0.4 | 38 | 5 | 0.14 | 0.056 | 0.05-0.08 |
| >80~100 | 0.4 | 51 | 7 | 0.19 | 0.076 | 0.07-0.10 |
| >100~120 | 0.4 | 61 | 8.5 | 0.23 | 0.092 | 0.09-0.12 |
| >120~140 | 0.4 | 68.5 | 9 | 0.25 | 0.1 | 0.10-0.14 |
اختيار الخلوص المحوري:
بالنسبة للمحامل الكروية ذات الأخدود العميق والمحامل الأسطوانية المخروطية المخروطية، عندما يتم تركيبها وجهًا لوجه أو من الخلف إلى الخلف، يتطلب عادةً تحديد الخلوص الداخلي أو التحميل المسبق للخلوص الداخلي أو التحميل المسبق تحديد الموضع المحوري للكمة، ويجب مراعاة أداء تكوين المحمل ومتطلبات التشغيل.
الخلوص المحوري والخلوص الشعاعي لهذه أنواع المحامل عادةً ما تحتاج فقط إلى استيفاء إحدى هذه القيم.
يعد اختيار الخلوص الشعاعي للمحامل الدوارة أمرًا بالغ الأهمية لأنه أحد العوامل الحاسمة التي تحدد ما إذا كانت المحامل يمكن أن تعمل بشكل صحيح.
يمكن أن يضمن الاختيار الصحيح للخلوص الشعاعي التوزيع المعقول للأحمال بين عناصر الدرفلة في المحمل. يمكن أن يحد من الإزاحة المحورية والشعاعية للعمود (أو المبيت)، ويضمن دقة دوران العمود، ويمكّن المحمل من العمل تحت درجات حرارة معينة مع تقليل الاهتزاز والضوضاء. وهذا مفيد في تحسين عمر خدمة المحامل.
يُشار إلى الفرق بين الخلوص النظري والخلوص الناتج عن تداخل المبيت أو العمود مع المحمل بعد تركيب الطوق بعد التمدد أو الانكماش بـ "خلوص التركيب".
عند إضافة أو طرح تغيرات الأبعاد المتراكمة بسبب التغيرات الحرارية داخل المحمل، يشار إليها باسم "الخلوص التشغيلي".
يشير الخلوص التشغيلي إلى الخلوص الموجود عند تركيب المحمل على الماكينة وخضوعه للتحميل والدوران. يُعرف الخلوص الفعال بالإضافة إلى التشوه المرن الناتج عن أحمال المحمل باسم "الخلوص التشغيلي".
كما هو موضح في الشكل 2، يتمتع المحمل بأطول عمر إجهاد عندما يكون الخلوص التشغيلي سالبًا بشكل هامشي. ومع ذلك، مع زيادة الخلوص السالب، ينخفض عمر إجهاد المحمل بشكل ملحوظ.
ولذلك، عند اختيار الخلوص للمحامل، من المناسب عمومًا أن تكون قيمة الخلوص التشغيلي موجبة قليلاً أو صفرية.
عند اختيار الخلوص الشعاعي للمحامل، يجب أخذ العوامل التالية في الاعتبار:
استنادًا إلى الخبرة، فإن الخلوص التشغيلي الأمثل للمحامل الكروية يقترب من الصفر، بينما يجب أن تحافظ المحامل الأسطوانية على قدر ضئيل من الخلوص التشغيلي.
في المكونات التي تتطلب صلابة دعم جيدة، يمكن للمحامل أن تسمح بقدر معين من التحميل المسبق.
في ظل ظروف العمل العادية، يوصى باختيار المكون الأساسي أولاً لتحقيق خلوص تشغيلي مناسب للمحمل. إذا كان المكون الأساسي لا يفي بالمتطلبات، فيجب اختيار مكون مساعد.
المكوّن الإضافي ذو الخلوص الشعاعي الكبير مناسب للمحامل ذات التداخل بين المحمل والعمود أو المبيت. المكوِّن الإضافي ذو الخلوص الشعاعي الصغير مناسب للتطبيقات التي تتطلب دقة دوران عالية، والتحكم الصارم في الإزاحة المحورية للمبيت وتقليل الضوضاء والاهتزاز.
علاوةً على ذلك، لتحسين صلابة المحمل أو لتقليل الضوضاء، يجب تقليل الخلوص التشغيلي بشكل أكبر، بينما لمراعاة الزيادة الشديدة في درجة حرارة المحمل، يجب زيادة الخلوص التشغيلي بشكل أكبر. يجب إجراء تحليل محدد بناءً على ظروف الاستخدام.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.