الدليل الكامل لماكينات التحكم الرقمي باستخدام الحاسوب: كل ما تحتاج إلى معرفته
في عالم التصنيع الديناميكي، غيّرت ماكينات بنظام التحكم الرقمي طريقة عملنا في إنشاء تصميمات معقدة من المواد الخام. تتعمق هذه المدونة في عالم الماكينات بنظام التحكم الرقمي الرائع، وتسلط الضوء على دورها المحوري في الصناعة الحديثة. تعرّف على الدقة والأتمتة وتعدد الاستخدامات التي تجعل ماكينات بنظام التحكم الرقمي ضرورية للإنتاج عالي الجودة. من أساسيات كيفية عملها إلى مزاياها مقارنةً بالأدوات التقليدية، اكتشف لماذا تُعد تكنولوجيا الماكينات بنظام التحكم الرقمي العمود الفقري لعمليات التصنيع اليوم. استعد لاستكشاف الابتكارات المتطورة التي تقود مستقبل الإنتاج الصناعي.
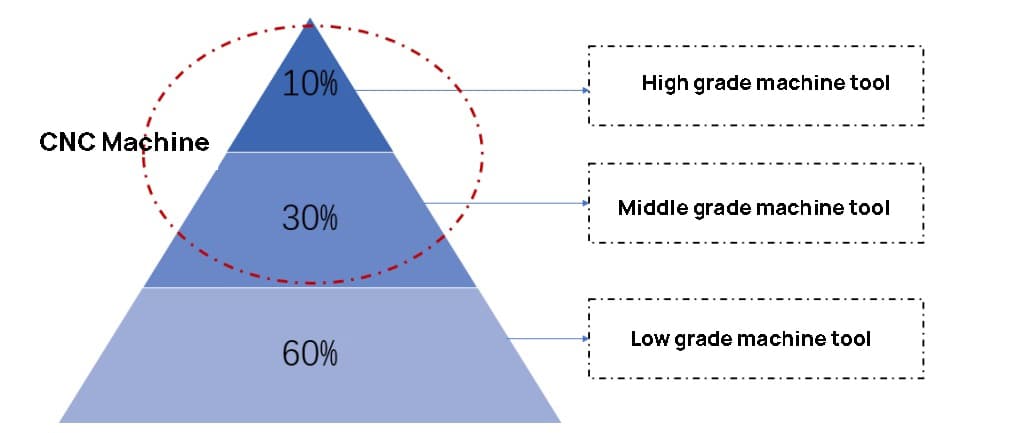
تعتبر تلك التي تحتوي على أقل من ثلاثة محاور أدوات ماكينات منخفضة الدرجة، وتلك التي تحتوي على ثلاثة إلى خمسة محاور تعتبر أدوات ماكينات متوسطة إلى عالية الدرجة، وتلك التي تحتوي على أكثر من خمسة محاور تعتبر أدوات ماكينات عالية الدرجة.
في الصناعة، يُنظر عادةً إلى التمييز بين معدات الإنتاج التقليدية ومعدات الإنتاج الحديثة على أنه بين أدوات الماكينات التقليدية و أدوات ماكينات CNC.
توفر أدوات الماكينات معدات الإنتاج للصناعة التحويلية.
أي أجزاء تتطلب دقة تصنيع آلي عالية ودقة دقيقة خشونة السطح يجب أن تتم معالجتها بواسطة الأدوات الآلية، مما يجعلها عاملاً حاسماً في نمو الصناعة التحويلية والاقتصاد الوطني.
إن عقلنة وأتمتة أدوات الماكينات الفردية، وتحديدًا أدوات ماكينات التحكم الرقمي باستخدام الحاسوب (CNC)، هو اتجاه صناعة الأدوات الآلية. تمثل دقتها العالية وبراعتها وسرعتها وتعدد استخداماتها وذكائها رموز الصناعة الحديثة.
تتجه صناعة المعدات الحديثة نحو التصنيع المتطرف، الذي يتميز بـ
زيادة الحجم,
تناقص الحجم، و
التعقيد المتزايد مع عمليات الإنتاج المتكاملة للغاية.
مع تقدم تكنولوجيا المعلومات الإلكترونية، دخلت صناعة ماكينات التصنيع الآلي عصر التكامل الكهروميكانيكي، حيث تمثل أدوات ماكينات التحكم الرقمي CNC منتجاتها التمثيلية.
أداة ماكينة التحكم الرقمي بنظام التحكم الرقمي هي ماكينة أوتوماتيكية مزودة بنظام تحكم في البرامج، قادرة على حل مشاكل المعالجة للقطع المعقدة والدقيقة وصغيرة الحجم ومتعددة الأنواع.
إنها ماكينة أوتوماتيكية مرنة وفعالة، تجسد اتجاه تطوير تكنولوجيا التحكم في أدوات الماكينات الحديثة.
ما هي ماكينة CNC؟
يُشار إلى الأداة الآلية المزودة بنظام تحكم في البرنامج باسم ماكينة التحكم العددي الحاسوبي (CNC).
يعالج نظام التحكم البرامج ذات الصلة برموز التحكم أو التعليمات الرمزية الأخرى، ويحولها إلى أرقام مشفرة من خلال فك التشفير، ويدخلها إلى جهاز التحكم العددي باستخدام ناقل معلومات.
يقوم جهاز التحكم العددي بعد ذلك بإجراء العمليات الحسابية والمعالجة، ويرسل إشارات تحكم مختلفة للتحكم في إجراءات أداة الماكينة، مما يسمح لها بمعالجة الأجزاء تلقائيًا وفقًا للشكل والحجم المطلوبين المحددين في الرسم.
تدمج أدوات ماكينات التحكم الرقمي بنظام التحكم الرقمي بين الماكينات والأتمتة والكمبيوتر والإلكترونيات الدقيقة وغيرها من التقنيات لحل مشاكل المعالجة للأجزاء المعقدة والدقيقة وصغيرة الحجم، مما يجعلها أداة ماكينة آلية مرنة وفعالة.
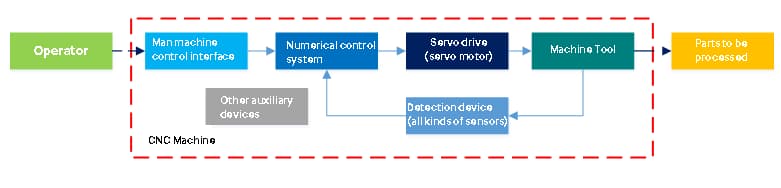
تشمل الحساسات المستخدمة في أدوات ماكينات التحكم الرقمي باستخدام الحاسب الآلي المشفرات الكهروضوئية، والمشبكات الخطية، ومفاتيح القرب، وحساسات درجة الحرارة، وحساسات القاعة، وحساسات التيار، وحساسات الجهد، وحساسات الضغط، وحساسات مستوى السائل، والمحللات، والمحاثات، وحساسات السرعة، إلخ. تُستخدم هذه الحساسات بشكل أساسي للكشف عن الموضع، والإزاحة الخطية والزاوية، والسرعة، والضغط، ودرجة الحرارة، إلخ.
تتمتع ماكينات التحكم الرقمي باستخدام الحاسب الآلي بقدرة قوية على التكيف مع أجسام المعالجة، ودقة معالجة عالية، وجودة معالجة مستقرة، وإنتاجية عالية، وموثوقية عالية، ويمكنها تحسين ظروف العمل.
الميزات الرئيسية لأدوات الماكينات بنظام التحكم الرقمي CNC
وحدة الماكينات بنظام التحكم الرقمي CNC مسؤولة عن تشغيل ومراقبة أدوات الماكينات بنظام التحكم الرقمي وتعمل بمثابة العقل المدبر لها.
تتميز أدوات الماكينات بنظام التحكم الرقمي بنظام التحكم الرقمي بالعديد من المزايا مقارنةً بأدوات الماكينات التقليدية، بما في ذلك:
قابلية قوية للتكيف مع أجسام المعالجة، مثالية لإنتاج القوالب والمنتجات الأخرى من قطعة واحدة
القدرة على تغيير أجزاء الماكينات بمجرد تغيير برنامج NC، مما يوفر وقت إعداد الإنتاج
دقة عالية، وصلابة، واستهلاك معالجة مناسب، وإنتاجية عالية (بشكل عام 3-5 أضعاف أدوات الماكينات التقليدية)
درجة عالية من الأتمتة، مما يقلل من كثافة العمالة
تيسير إدارة الإنتاج الحديثة من خلال استخدام المعلومات الرقمية والرموز القياسية وأساليب التحكم في الكمبيوتر
متطلبات جودة أعلى للمشغلين ومتطلبات تقنية أعلى لموظفي الصيانة
موثوقية عالية.
ماكينة CNC مقابل أدوات الماكينات التقليدية
مرونة عالية
تعتمد معالجة القِطع على أدوات الماكينات بنظام التحكم الرقمي بشكل أساسي على برنامج المعالجة، وهو ما يميزها عن أدوات الماكينات العادية. باستخدام ماكينات التحكم الرقمي باستخدام الحاسب الآلي، ليست هناك حاجة لتصنيع أو استبدال العديد من القوالب والتركيبات أو تعديل أدوات الماكينة بشكل متكرر. ونتيجة لذلك، تُعد أدوات الماكينات بنظام التحكم الرقمي مثالية لإنتاج القطع المفردة أو الدفعات الصغيرة ولتطوير منتجات جديدة، مما يساعد على تقصير دورة إعداد الإنتاج وتقليل تكاليف معدات المعالجة.
دقة تشغيل آلي عالية
يمكن أن تصل دقة التشغيل الآلي لأداة الماكينة NC بشكل عام إلى 0.05-0.1 مم. يتم التحكم فيها بواسطة إشارات رقمية. تقوم كل إشارة نبضية يتم إخراجها بواسطة جهاز NC بتحريك الأجزاء المتحركة لأداة الماكينة بواسطة مكافئ نبضي، والذي يبلغ بشكل عام 0.001 مم. يمكن لجهاز NC تعويض متوسط الخطأ في الخلوص العكسي لسلسلة نقل تغذية أداة الماكينة ودرجة اللولب اللولبية، وبالتالي توفير دقة تحديد المواقع العالية نسبيًا.
جودة معالجة مستقرة وموثوقة
عند معالجة نفس الدفعة من القِطع على نفس أداة الماكينة في نفس ظروف المعالجة باستخدام نفس الأدوات والإجراءات، سيكون مسار الأداة متسقًا، مما يؤدي إلى اتساق جيد للقطع وجودة مستقرة.
إنتاجية عالية
يمكن لأدوات الماكينات بنظام التحكم الرقمي أن تقلل بشكل فعال من وقت المعالجة والوقت الإضافي للأجزاء. لديها نطاق واسع من سرعة المغزل ومعدل التغذية، مما يتيح قطعًا قويًا مع حجم قطع مرتفع. أصبحت أدوات الماكينات بنظام التحكم الرقمي الآن في عصر التصنيع الآلي عالي السرعة، مع حركة سريعة وتموضع سريع للأجزاء المتحركة مما يؤدي إلى تحسين الإنتاجية. عند استخدامها مع مخزن الأدوات في مركز الماكينات، يمكنها تمكين المعالجة المستمرة لعمليات متعددة على ماكينة واحدة، مما يقلل من وقت الدوران بين عمليات المنتجات شبه النهائية، وبالتالي زيادة الإنتاجية.
تحسين ظروف العمل
بعد إعدادها، يمكن لأداة ماكينة التحكم الرقمي باستخدام الحاسب الآلي المعالجة بشكل مستمر حتى اكتمالها عن طريق إدخال البرنامج وبدء تشغيله. يحتاج المشغلون فقط إلى إدخال البرنامج، وتحريره، وتحميل وتفريغ الأجزاء، وتجهيز الأدوات، ومراقبة حالة المعالجة، وفحص الأجزاء، وما إلى ذلك. وهذا يقلل إلى حد كبير من كثافة العمالة ويحول عمل مشغل أداة الماكينة نحو المزيد من الإدراك. بالإضافة إلى ذلك، عادةً ما تكون أدوات الماكينة متكاملة، مما يوفر بيئة نظيفة وآمنة.
الاستفادة من تحديث إدارة الإنتاج
تسمح معالجة أدوات الماكينات بنظام التحكم الرقمي بتقدير دقيق لوقت المعالجة، وتوحيد الأدوات والتركيبات المستخدمة. بالإضافة إلى ذلك، فهي تندمج بسهولة مع التصميم والتصنيع بمساعدة الحاسوب (CAD/CAM)، مما يشكل أساس تكنولوجيا التصنيع المتكاملة الحديثة.
كيف تعمل ماكينة CNC؟
في صناعة معالجة المعادن التقليدية، ينطوي إنتاج الأجزاء على عمليات الصب والطرق واللحام مع تطاير الشرر، بالإضافة إلى الخراطة والطحن والتخطيط والطحن. وأي قطعة معدنية ذات شكل بسيط نراه في الحياة اليومية تكون قد خضعت لجولات متعددة من التسخين والتبريد في المصنع قبل أن نراها.
بما أن الأجزاء المعدنية تُصنع بواسطة الماكينات، فكيف تُصنع الماكينات؟ في الأصل، يتم إكمالها بواسطة أداة الماكينة.
(1) من أدوات الماكينات إلى أدوات ماكينات التحكم الرقمي باستخدام الحاسب الآلي، لم تعد الماكينات بلا عقل
الأدوات الآلية هي "الآلات الأم" للآلات الأخرى. إن الصلب الذي تنتجه مصانع الصلب ليس بالأشكال المتنوعة التي نراها في الحياة اليومية، بل على شكل ألواح وأنابيب وسبائك وأشكال أخرى منتظمة. ويجب تشكيل هذه المواد في أشكال مختلفة باستخدام أدوات الماكينات. كما تتطلب بعض الأجزاء أيضًا دقة عالية وخشونة سطح دقيقة، ويجب قطعها أو طحنها على الأدوات الآلية باستخدام طرق معقدة ودقيقة.
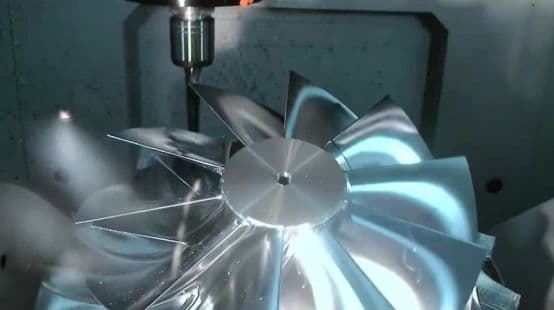
مروحة التوربينات الغازية
مثل الماكينات الأخرى، تتكون أداة الماكينة التقليدية من مصدر طاقة وآلية نقل وجهاز تنفيذ. يتم توفير الطاقة عن طريق دوران المحرك ويتم تحريك قطعة العمل أو الأداة التي تتم معالجتها بالنسبة لآلية النقل. يتم التحكم في معلمات القطع مثل مكان القطع، ومقدار القطع، وسرعة القطع، مباشرةً بواسطة المشغل أثناء عملية المعالجة. ونظرًا لسرعة الدوران الثابتة للمحرك المستخدم في أدوات الماكينات التقليدية أثناء التشغيل، تم تصميم أنظمة نقل معقدة لتحقيق سرعات قطع مختلفة. ومع ذلك، لا تُشاهد مثل هذه الآلات المعقدة بشكل متكرر في التصميمات الحديثة.
هيكل ناقل الحركة لأدوات الماكينات التقليدية، مثل ماكينة التفريز العمودية X5032، معقد للغاية. ومع ذلك، مع تطور تكنولوجيا المحركات المؤازرة ودمجها في أدوات الماكينات بنظام التحكم الرقمي CNC، أصبح التحكم المباشر في سرعة المحرك مريحًا وسريعًا وفعالاً. مع تغيير السرعة بخطوات أقل، فإن نظام الإرسال تم تبسيطه إلى حد كبير، حتى أنه تم حذف العديد من الوصلات. أصبح المحرك الآن متصلاً مباشرةً بالمشغل، وأصبح وضع المحرك المباشر اتجاهاً رئيسياً في التصميم الميكانيكي.
لقد تم تبسيط هيكل نقل ماكينات التفريز العمودية باستخدام الحاسب الآلي إلى حد كبير من خلال المحرك المباشر لمحرك مؤازر. ومع ذلك، لتحقيق معالجة الأجزاء ذات الأشكال المختلفة، من الضروري أيضًا أن تتحكم أداة الماكينة بكفاءة ودقة في المحركات المتعددة من خلال نظام التحكم العددي. ويحدد مستوى نظام التحكم العددي مستوى تعقيد ودقة أداة ماكينة التحكم الرقمي باستخدام الحاسوب، وكذلك قيمتها وخبرة مشغلها.
(2) ما الذي يمكن لنظام CNC القيام به؟ معالجة المعلومات والتحكم في الطاقة.
نظام التحكم العددي هو العقل المدبر لأدوات ماكينات التحكم العددي.
تكوين أدوات الماكينات بنظام التحكم الرقمي CNC العامة
بالنسبة لأداة الماكينة بنظام التحكم الرقمي CNC العامة، فإنها تتضمن عادةً مكونات مثل واجهة التحكم بين الإنسان والآلة، ونظام التحكم الرقمي CNC، وجهاز محرك مؤازر، وأداة الماكينة نفسها، وجهاز كشف.
يستخدم المشغلون برمجيات التصنيع بمساعدة الكمبيوتر للتعبير عن العمليات المطلوبة في عملية المعالجة، مثل التغييرات في سرعة المغزل وشكل وحجم قطعة العمل، باستخدام أكواد برنامج الجزء. ثم يتم إدخال هذه الأكواد في أداة الماكينة NC من خلال واجهة الإنسان والآلة.
يقوم نظام NC بمعالجة هذه المعلومات وحسابها، ويتحكم في المحرك المؤازر لتنفيذ الحركة النسبية بين الأداة وقطعة العمل بناءً على متطلبات برنامج الجزء، وبالتالي إكمال معالجة الأجزاء.
عملية التصنيع الآلي لماكينة التحكم الرقمي باستخدام الحاسوب
يخزّن نظام التحكم العددي المعلومات المختلفة ويعالجها وينقل المعلومات المعالجة كإشارات تحكم إلى المحرك المؤازر اللاحق. تعتمد فعالية إشارات التحكم هذه على تقنيتين أساسيتين: عمليات الاستيفاء المنحني والسطحي، والتحكم في الحركة متعددة المحاور لأدوات الماكينات.
(3) شكل الجزء "حر" للغاية؟ يتم ذلك عن طريق الاستيفاء.
يعالج نظام التحكم العددي المعلومات وينقلها في شكل إشارات تحكم إلى المحرك المؤازر اللاحق. يعتمد أداء إشارات التحكم هذه على تقنيتين رئيسيتين: استيفاء المنحنيات والأسطح، والتحكم في الحركة متعددة المحاور لأداة الماكينة.
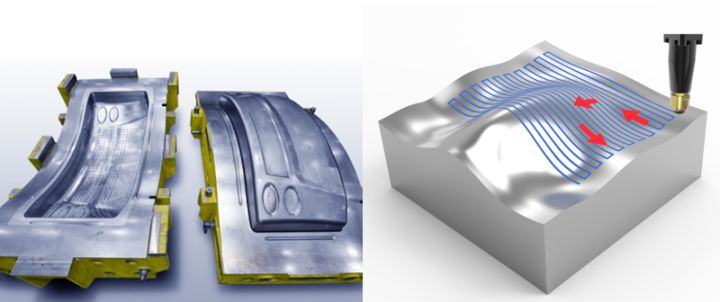
إذا أمكن وصف مسار الحركة تحليليًا، يمكن تحليل الحركة بأكملها إلى حركة مركبة من حركات مستقلة ذات إحداثيات متعددة، ويمكن التحكم في المحرك مباشرةً. ومع ذلك، فإن العديد من الأجزاء في عملية التصنيع لها شكل "حر" للغاية ليس دائريًا ولا مربعًا، وشكلها غير معروف. على سبيل المثال، غالبًا ما يكون للمنتجات مثل السيارات والسفن والطائرات والقوالب والقطع الفنية منحنيات وأسطح لا يمكن وصفها تحليليًا، ويُشار إليها بالمنحنيات ذات الشكل الحر أو الأسطح الحرة.
الأجزاء التي تحتوي على أسطح حرة الشكل
إن الحركة النسبية بين الأداة وقطعة العمل لقطع هذه الأشكال "الحرة" معقدة بالمقابل. أثناء التشغيل، من الضروري التحكم في طاولة الشُّغْلَة والأداة للتحرك وفقًا لمنحنى الموضع والوقت المصمم والوصول إلى الموضع المحدد بالوضع المحدد في الوقت المحدد. يمكن لأداة الماكينة التعامل بفعالية مع الحركة النسبية للقطاعات الخطية أو الأقواس أو غيرها من المنحنيات التحليلية بين الشُّغْلَة والأداة. ومع ذلك، كيف يمكن التعامل مع هذه الحركة "الحرة" المعقدة؟ تكمن الإجابة في الاستيفاء.
أداة ماكينة NC للتشغيل الآلي للقطع السطحي المعقد
تُعرَف عملية تحديد مسار حركة الأداة على ماكينة ماكينة بنظام التحكم الرقمي باسم الاستيفاء. وهي تتضمن إضافة نقاط وسيطة بين نقاط معروفة للمسار، استنادًا إلى سرعة ومسار محددين، والتحكم في طاولة الشُّغْلَة والأداة للمرور عبر هذه النقاط. يتم توصيل النقاط الوسيطة عن طريق مقاطع خطية أو أقواس أو خطوط، باستخدام مقاطع وأقواس صغيرة بشكل فعال لتقريب المنحنيات والأسطح المطلوبة. تتضمن خوارزميات الاستيفاء الشائعة طريقة المقارنة نقطة بنقطة وطريقة الزيادة الرقمية، في حين أن استيفاء شريحة NURBS splin يُفضل في أدوات الماكينات بنظام التحكم الرقمي المتطورة لدقتها وكفاءتها.
(4) وضع السكين خاطئ ولا يمكن معالجته؟ سيتم الانتهاء من الروابط الإحداثية الخمسة في دقائق.
لا يتطلب تصنيع الأسطح المعقدة ليس فقط الجدوى النظرية فحسب، بل يتطلب أيضًا مراعاة الموضع النسبي بين الأداة والسطح المُشغَّل آليًا. يمكن أن تؤدي الوضعية غير الصحيحة للأداة إلى انخفاض جودة السطح وتداخل الأداة مع هيكل الجزء المعالج، مما يتطلب المزيد من درجات حرية الحركة لأدوات ماكينات التحكم الرقمي باستخدام الحاسوب لتعزيز براعتها.
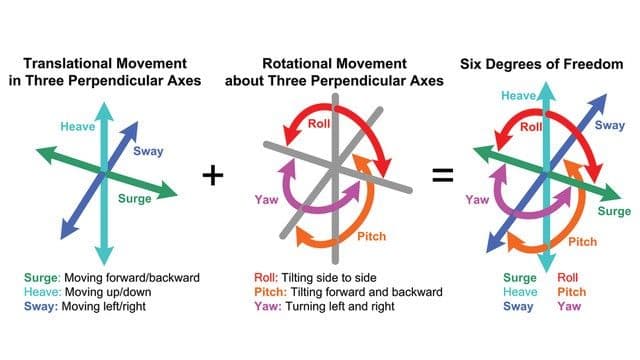
ست درجات من الحرية في الفضاء
للحركة النسبية في الفضاء الثلاثي الأبعاد ست درجات من الحرية، بما في ذلك ثلاث درجات حرية انتقالية وثلاث درجات حرية دورانية. بإضافة درجتي حرية دورانية بالإضافة إلى درجات الحرية الانتقالية في الاتجاهات X وY وZ، ودرجة الحرية الدورانية لقطع الأداة نفسها، توفر الوصلة ذات الإحداثيات الخمسة جميع درجات الحرية الست للحركة النسبية بين الأداة وقطعة العمل، مما يسمح للأداة وقطعة العمل بأن تكون في أي موضع واتجاه نسبي.
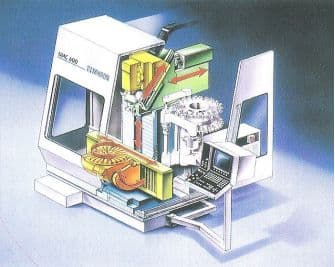
أداة ماكينة ربط خماسية الإحداثيات
كما هو موضح في الشكل، على الرغم من أن الشكل يحتوي على أربع درجات حرية انتقالية، إلا أنه في جوهره لا يحقق الحركة إلا في الاتجاهات X وY وZ. هناك درجة واحدة من الحرية زائدة عن الحاجة، وهي في الأساس أداة ماكينة ذات خمس إحداثيات للربط.
تصنيع الأسطح المنحنية المعقدة باستخدام أداة ماكينة الربط ذات الإحداثيات الخمسة
أنواع مختلفة من ماكينات CNC
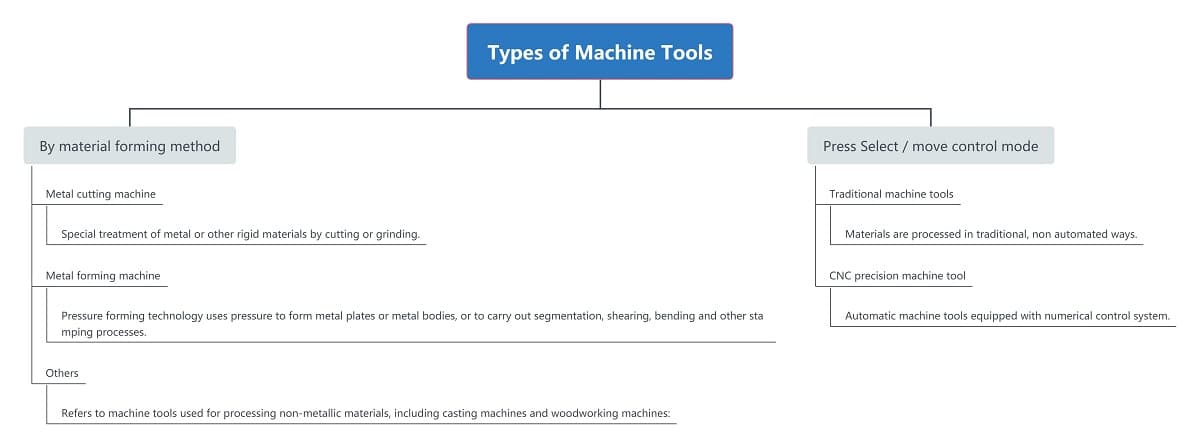
بناءً على طريقة تشكيل المواد، يمكن تقسيم أدوات الماكينات إلى 8 أنواع:
تحتل ماكينات قطع وتشكيل المعادن نسبة عالية نسبيًا في مجال الأدوات الآلية.
يمكن تصنيف أدوات الماكينات إلى فئتين بناءً على وضع الاختيار والتحكم: أدوات الماكينات التقليدية وأدوات الماكينات عالية الدقة باستخدام الحاسب الآلي.
أداة الماكينة عالية الدقة بنظام التحكم الرقمي باستخدام الحاسوب هي أداة ماكينة تقوم بإجراء تشغيل آلي دقيق من خلال التحكم في نظام التحكم في البرنامج بنظام التحكم الرقمي باستخدام الحاسوب.
وفقًا لمعيار التصنيف الخاص ب ماكينة صينية رابطة الأدوات، يمكن تقسيم أدوات الماكينات إلى 7 فئات مع ما مجموعه 595 فئة فرعية في صناعة الأدوات الآلية. بعد استبعاد الفئات غير الرئيسية مثل المواد الكاشطة، لا يزال هناك 552 فئة فرعية، مع 319 فئة فرعية تنتمي إلى صناعة الماكينات الفرعية بأكملها. تشمل هذه الفئات السبع الرئيسية السبع أدوات ماكينات قطع المعادن، وأدوات ماكينات تشكيل المعادن، وماكينات الصب، وأدوات ماكينات النجارة، بالإضافة إلى الملحقات، والقياس والعرض، وأدوات القطع والمواد الكاشطة، و أنظمة CNC.
يمكن تقسيم أدوات الماكينات أيضًا إلى أدوات ماكينات تقليدية وأدوات ماكينات بنظام التحكم الرقمي CNC، حيث تعتبر الأخيرة أداة ماكينات أوتوماتيكية مزودة بنظام تحكم في البرامج، وهي منتج نموذجي للتكامل الكهروميكانيكي. تشتهر أدوات ماكينات التحكم الرقمي باستخدام الحاسب الآلي بالدقة العالية والمرونة الجيدة والكفاءة العالية والوظائف المعقدة والتحكم الذكي، وقد أصبحت الاتجاه السائد في تطوير أدوات الماكينات الحديثة.
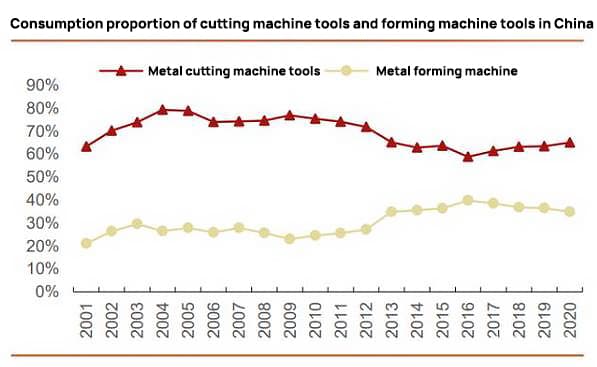
تستحوذ أدوات ماكينات قطع المعادن على حوالي ثلثي ماكينات قطع المعادن المهمة أنواع الأدوات الآلية. وهي تستخدم طرق القطع أو الطحن أو المعالجة المتخصصة لتشكيل قطع العمل المعدنية في الأشكال الهندسية والأبعاد وجودة السطح المطلوبة. العمليات السبع الرئيسية السبعة لـ ماكينة قطع المعادن الأدوات هي "الخراطة، والطحن، والتفريز، والتخطيط، والطحن، والتثقيب، والتطريق.
تعمل أدوات ماكينات تشكيل المعادن، بما في ذلك ماكينات ثني المعادن، ومقصات الألواح، واللكمات، وماكينات التشكيل، على تشويه المعادن فيزيائيًا من خلال تطبيق قوى قوية. في عام 2020، فإن استهلاك آلة معالجة المعادن بلغت قيمة الأدوات في الصين $P21.31 مليار تيرابايت، حيث بلغت قيمة أدوات ماكينات قطع المعادن 65.11 تيرابايت ($P3T ($P13.87 مليار تيرابايت) وأدوات ماكينات تشكيل المعادن 34.91 تيرابايت ($P4T7.44 مليار تيرابايت).
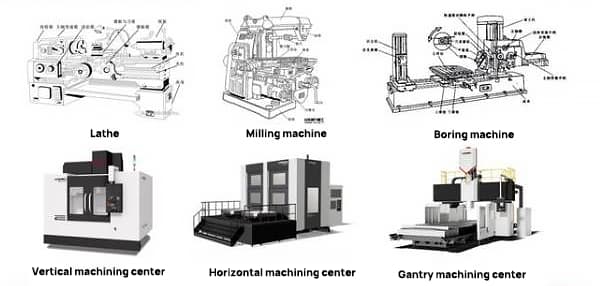
المخارط، والمطاحن، وماكينات التفريز، وماكينات الحفر، ومراكز التصنيع الآلي, الحفر الماكينات، وتندرج الفئات الفرعية الأخرى تحت أدوات ماكينات قطع المعادن. في عام 2019، أظهر هيكل الإنتاج في اليابان أن مراكز الماكينات كانت لها أعلى نسبة، حيث بلغت 34.21 تيرابايت 3 تيرابايت 3 تيرابايت (18.41 تيرابايت 3 تيرابايت 3 تيرابايت مراكز ماكينات عمودية و12.81 تيرابايت 3 تيرابايت مراكز ماكينات أفقية)، تليها المخارط بـ 29.81 تيرابايت 3 تيرابايت، والمطاحن بـ 12.61 تيرابايت 3 تيرابايت، وأدوات الماكينات الخاصة بـ 7.91 تيرابايت 3 تيرابايت.
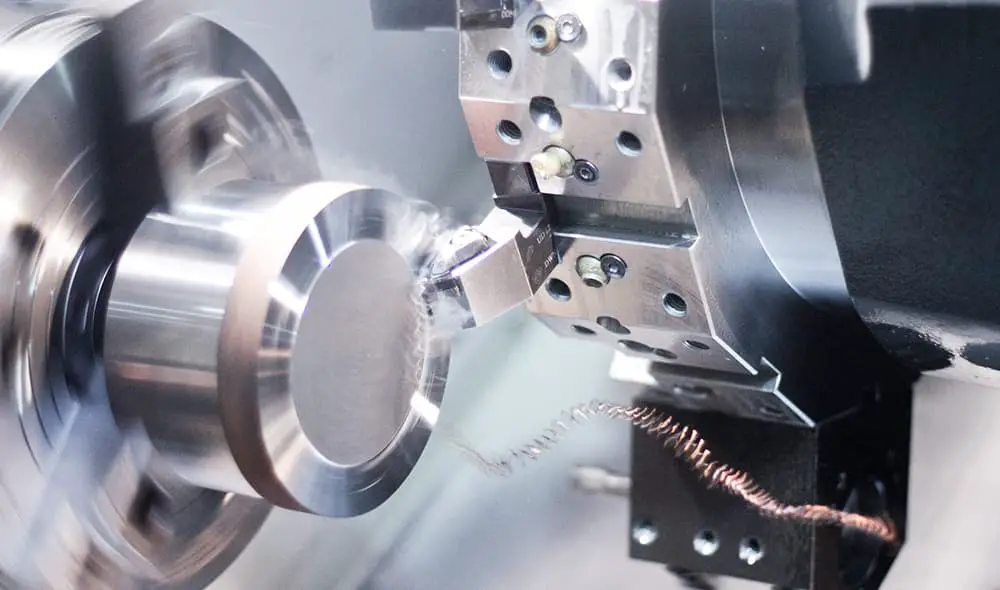
مخرطة:
إن أداة الخراطة تُستخدم لتصنيع قطع العمل الدوارة عن طريق إجراء حركة تغذية تشكيل. يتم استخدامه في المقام الأول لمعالجة الأسطح الأسطوانية الداخلية والخارجية، وتشكيل الأسطح الحلقية والأخاديد، وإجراء عمليات قطع ولولبة مختلفة. ويمكنها أيضًا إجراء عمليات مثل الحفر، والتوسيع، وتشغيل اللوالب.
ماكينة الطحن:
تستخدم أدوات الطحن لطحن سطح قطعة العمل. تستخدم معظم ماكينات الطحن عجلات طحن دوارة عالية السرعة لعملية الطحن، في حين يستخدم عدد قليل منها أحجار الزيت وأحزمة جلخ وأدوات طحن أخرى إلى جانب مواد كاشطة سائبة للتشغيل الآلي.
ماكينة تفريز:
يتم استخدام قاطع التفريز لتشغيل أسطح مختلفة من الشُّغْلَة. عادةً ما يدور القاطع حول محوره، بينما تتحرك الشُّغْلَة و/أو القاطع في حركة تغذية. يمكن استخدام هذه الأداة لتشغيل الأسطح المسطحة، والأخاديد، والأسطح المنحنية المختلفة، والتروس، وإجراء عمليات الحفر والثقب على قطعة العمل.
مركز التصنيع:
مركز التصنيع الآلي عبارة عن أداة ماكينة CNC متعددة الوظائف مؤتمتة للغاية ومزودة بمخزن أدوات وجهاز تغيير الأدوات الأوتوماتيكي، مما يعزز بشكل كبير من كفاءة الإنتاج والأتمتة. يمكن تقسيمها إلى مراكز ماكينات ثلاثية المحاور وأربعة محاور وخمسة محاور بناءً على عدد محاور التحكم، وإلى مراكز ماكينات عمودية وأفقية وجسرية بناءً على الهيكل.
مركز التصنيع الآلي العمودي:
يتم ضبط محور عمود الدوران لمركز الماكينات العمودية عموديًا على طاولة العمل وهو مناسب بشكل أساسي لمعالجة القِطع المعقدة مثل الألواح والأقراص والقوالب والأصداف الصغيرة. إنه سهل التركيب والتشغيل ومراقبة حالة المعالجة، ويستخدم على نطاق واسع نظرًا لسهولة تصحيح أخطاء البرنامج. ومع ذلك، قد تمنعه قيود الارتفاع وقيود جهاز تغيير الأدوات من معالجة القِطع الطويلة جدًا.
مركز تصنيع آلي أفقي:
يكون محور عمود الدوران موازيًا لمنضدة العمل، مما يجعله مثاليًا لمعالجة القِطع ذات الشكل الصندوقي. إزالة البُرادة أسهل أثناء عملية التصنيع الآلي، ولكن الهيكل أكثر تعقيدًا والتكلفة أعلى.
مركز التصنيع الآلي العملاق:
يتم وضع محور عمود الدوران لمركز التشغيل الآلي عموديًا على طاولة العمل. تحتوي الماكينة على إطار كبير على شكل بوابة يتكون من أعمدة مزدوجة وعارضة علوية. يتم ربط الأعمدة المزدوجة بعارضة مركزية، مما يجعلها مثالية لمعالجة الشُّغْلَة الكبيرة والمعقدة الشكل.
مزايا ماكينة التحكم الرقمي CNC وعيوبها
مزايا أدوات الماكينات بنظام التحكم الرقمي
قدرة قوية على التكيف: توفر القدرة على التغيير السريع من معالجة جزء إلى آخر راحة كبيرة للقطعة الواحدة والدفعة الصغيرة والإنتاج التجريبي للمنتجات الجديدة، مما يوفر الوقت والمال.
دقة تصنيع عالية: يقلل استخدام اللولب الكروي في الهيكل، وتقنية تعويض دقة البرمجيات، والتحكم في البرنامج في عملية التصنيع بالكامل من تأثير العوامل البشرية على الدقة. يمكنها معالجة قطع العمل ذات الهياكل المعقدة بفعالية، مثل المراوح.
كفاءة إنتاج عالية
درجة عالية من الأتمتة
فوائد اقتصادية جيدة
يدعم تحديث إدارة الإنتاج
عيوب أدوات الماكينات بنظام التحكم الرقمي CNC
التكلفة العالية: تصبح معالجة كميات كبيرة من القِطع غير مواتية اقتصاديًا بسبب ارتفاع تكلفة أدوات ماكينات التحكم الرقمي باستخدام الحاسوب.
ارتفاع تكاليف المشغلين: يحتاج المشغلون إلى مهارات متخصصة ومرتبات عالية، مما يزيد من التكلفة الإجمالية لاستخدام أدوات الماكينات بنظام التحكم الرقمي.
نظام معقد: النظام معقد ويتطلب معرفة متخصصة وتدريبًا لتشغيله، كما أن تكلفة الصيانة مرتفعة.
أجزاء ماكينة التحكم الرقمي CNC ووظائفها
قطع الغيار
الوظيفة
العضو الهيكلي
إنه بشكل أساسي من الحديد الزهر والصلب ومنتجات أخرى. بعد معالجتها وتكريرها إلى سرير أداة الماكينة وعمود العارضة، فإنها تلعب دور الدعم الهيكلي لأداة الماكينة، وهو ما يمثل أكبر نسبة في تكلفة المواد الخام.
نظام التحكم
وهي تتألف من وحدة التحكم القابلة للبرمجة PLC (وحدة تحكم قابلة للبرمجة)، ونظام التحكم الرقمي باستخدام الحاسوب، ووحدة التحكم في خادم CO، ووحدة الكشف عن الموضع، وما إلى ذلك، وهي "عقل" أدوات الماكينة لإنشاء أوامر العمل ونقلها من خلال البرمجة.
نظام الإرسال
بما في ذلك سكة التوجيه، واللولب الكروي، والمغزل، والمغزل والأجزاء الأخرى، بالإضافة إلى النظام الهيدروليكي ونظام التشغيل، والتي تستخدم بشكل أساسي للمساعدة في حركة أداة الماكينة.
نظام القيادة
يتكون من مغزل عالي السرعة، محرك عادي، محرك Hefu، إلخ. في السوق، تُستخدم المحركات العادية عادةً لمنتجات الأدوات الآلية الأقل من 1 مليون، وتستخدم محركات Hefu في الغالب لمنتجات الأدوات الآلية التي تزيد عن 1 مليون. بالمقارنة مع المحركات العادية ، فإن سعر بيع محركات Hefu هو 3-4 أضعاف سعر المحركات العادية ، لكن محركات Hefu أعلى بكثير من المحركات العادية من حيث تحديد المواقع بدقة ، والأداء عالي السرعة ، والقدرة على التكيف ، والاستقرار ، والتوقيت المناسب وما إلى ذلك ، وتصبح الخيار الأول لأدوات الآلات CNC المتطورة.
المخزن والبرج الدوّار والمكونات
الجزء من أداة الماكينة الذي يقوم بوظيفة القطع.
مسطرة شبكية
غالبًا ما يُستخدم جهاز التغذية الراجعة للقياس المستخدم في أدوات الماكينات بنظام التحكم الرقمي للكشف عن إحداثيات الأدوات وقطع العمل لمراقبة وتتبع خطأ سير الأداة.
الأعضاء الهيكلية:
يتكون أساس وإطار أداة الماكينة، بالإضافة إلى الأجزاء الداعمة الرئيسية، من السرير، والعمود، والمقعد المنزلق، ومنضدة العمل، والعارضة، وصندوق المغزل.
نظام التحكم:
تتكون أداة الماكينة بنظام التحكم الرقمي باستخدام الحاسوب من مكونات مختلفة بما في ذلك البرامج، ومعدات الإدخال/الإخراج، ونظام التحكم الرقمي باستخدام الحاسوب، ووحدة تحكم قابلة للبرمجة، و التحكم المؤازر الوحدة النمطية.
يتم إنشاء أوامر العمل وإرسالها من خلال البرمجة.
يتحكم نظام المؤازرة، من خلال تلقي التعليمات من نظام التحكم الرقمي باستخدام الحاسب الآلي، بدقة في سرعة وموضع كل محور إحداثي للماكينة.
تُعد الاستجابة الديناميكية ودقة المؤازرة للنظام من العوامل الحاسمة التي تؤثر على دقة التصنيع وجودة السطح وكفاءة الإنتاج لماكينة التحكم الرقمي باستخدام الحاسوب.
يمكن تصنيف نظام المؤازرة إلى أنماط تحكم مختلفة، مثل أنظمة الحلقة المفتوحة والحلقة المغلقة وشبه المغلقة، ويمكن تصنيفها أيضًا إلى أنظمة مؤازرة التيار المستمر وأنظمة مؤازرة التيار المتردد بناءً على نوع المحرك مستخدمة.
نظام الإرسال:
تُستخدم بشكل أساسي للمساعدة في حركة أدوات الماكينات، بما في ذلك قضبان التوجيه، والبراغي الكروية، والمغازل، إلخ.
نظام القيادة:
يعد عمود الدوران والمحرك عالي السرعة من بين المكونات التي تتكون منها أداة ماكينة بنظام التحكم الرقمي CNC. تُستخدم المحركات العادية عادةً في أدوات الماكينات التي تقل تكلفتها عن مليون، بينما تستخدم أدوات الماكينات التي تزيد تكلفتها عن مليون عادةً محركات مؤازرة.
على الرغم من أن سعر المحرك المؤازر أعلى بثلاث إلى أربع مرات من سعر المحرك العادي، إلا أنه يوفر العديد من المزايا بما في ذلك دقة تحديد المواقع، والأداء عالي السرعة، والقدرة على التكيف، والثبات، والتوقيت المناسب، مما يجعله الخيار المفضل لأدوات الماكينات بنظام التحكم الرقمي المتطورة.
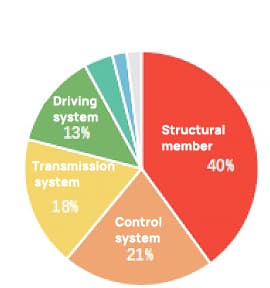
الإطار هو أغلى مكون في إنتاج أدوات الماكينات.
وتشكل المواد الخام الجزء الأكبر من تكاليف الإنتاج، حيث تمثل 73.91 تيرابايت 3 تيرابايت، تليها العمالة (11.91 تيرابايت 3 تيرابايت)، والاستهلاك (7.91 تيرابايت 3 تيرابايت)، ونفقات التصنيع الأخرى (6.41 تيرابايت 3 تيرابايت).
من بين تكاليف المواد الخام، تستحوذ الأجزاء الهيكلية على النسبة الأعلى، حيث تمثل 401 تيرابايت 3 تيرابايت، وتتأثر أسعارها بشكل كبير بالصلب.
يستحوذ نظام التحكم، ونظام النقل، ونظام القيادة على 211 تيرابايت و181 تيرابايت و131 تيرابايت و131 تيرابايت من تكاليف المواد الخام، على التوالي.
مواصفات ماكينة CNC
تُعد معلمات التحكم العددي جزءًا لا يتجزأ من البرنامج المستخدم في نظام التحكم العددي، وهي تحدد وظيفة أداة الماكينة ودقة التحكم فيها.
الاستخدام الصحيح لهذه المعلمات أمر بالغ الأهمية للتشغيل السليم لأداة الماكينة والأداء الأمثل لوظائفها.
يمكن تصنيف معلمات أدوات ماكينات التحكم الرقمي CNC إلى معلمات حالة، ومعلمات نسبة، ومعلمات قيمة حقيقية بناءً على تمثيلها.
استنادًا إلى طبيعة المعلمات نفسها، يمكن تقسيمها إلى معلمات عادية ومعلمات ذات تصنيف على مستوى سري.
تطبيقات ماكينة التحكم الرقمي باستخدام الحاسوب
(1) صناعة الطيران:
بالنسبة لجناح الطائرة وجسم الطائرة والذيل وما إلى ذلك وأجزاء المحرك، فإن النماذج المطلوبة هي خمسة نماذج عالية السرعة التصنيع الآلي للمحور مركز، مركز الماكينات العملاقة المتنقلة عالية السرعة، مخرطة CNC دقيقة، مركز الماكينات الأفقي الدقيق، مركز التفريز والتفريز متعدد الإحداثيات، أداة ماكينة معالجة ومراقبة التروس والخيوط الدقيقة، إلخ.
(2) صناعة تصنيع قاطرات السكك الحديدية:
بالنسبة لهيكل قاطرة السكك الحديدية عالية السرعة والمحور والعجلة والأجزاء الأخرى، هناك حاجة إلى أدوات ماكينات CNC كبيرة ومتوسطة الحجم: مخرطة بنظام التحكم الرقمي، ومركز الماكينات الرأسي والأفقي، ومركز الماكينات خماسي المحاور، وماكينة تفريز الملفات الجسرية، ومركز الماكينات المساعدة للتفريز بالطحن، إلخ.
(3) صناعة تصنيع الأسلحة:
وهي تستهدف الدبابات والمركبات المدرعة والرصاص والمدافع وسحب اللب وغيرها من المنتجات، وتحتاج إلى مخارط بنظام التحكم الرقمي ومراكز الماكينات الرأسية والأفقية ومراكز الماكينات ذات المحاور الخمسة وماكينات تفريز الملفات الجسرية ومراكز تفريز الملفات وماكينات معالجة التروس وما إلى ذلك.
(4) تصنيع القوالب:
وهي تستهدف قوالب ألواح السيارات، وقوالب الصب بالقالب، وقوالب التشكيل بالبثق، وما إلى ذلك، والتي تحتاج إلى ماكينات تفريز عالية السرعة باستخدام الحاسب الآلي، وماكينات تصنيع كهربائية دقيقة، ومراكز تصنيع عالية الدقة، ومطاحن دقيقة.
(5) صناعة تصنيع معدات المعلومات الإلكترونية:
بالنسبة لغلاف المنتجات الإلكترونية المتطورة، والجزء الثابت الدوار للمحرك، وغطاء غلاف المحرك، وما إلى ذلك، نحتاج إلى أدوات ماكينات CNC صغيرة الدقة: مركز طحن عالي السرعة، ومركز تصنيع عالي السرعة، ومخرطة صغيرة دقيقة، ومخرطة صغيرة دقيقة، ومثقاب صغير دقيق، وأدوات ماكينات CNC خاصة للتصنيع الدقيق والدقة الفائقة، وأدوات ماكينات التصنيع الكهربائي الدقيقة.
(6) تصنيع معدات الطاقة:
بالنسبة لمعدات توليد الطاقة، وماكينة تفريز الملفات العملاقة باستخدام الحاسب الآلي الثقيلة، وماكينة تفريز الملفات الأرضية الكبيرة، ومخرطة CNC الكبيرة، وماكينة تفريز خاصة لأخدود جذر الشفرة والشفرة التصنيع الآلي باستخدام الحاسب الآلي الماكينة مطلوبة.
(7) تصنيع المعدات المعدنية:
بالنسبة للمجموعة الكاملة من معدات الصب والدرفلة المستمرة، يلزم وجود ماكينة تفريز جسرية كبيرة ومخرطة كبيرة بنظام التحكم الرقمي باستخدام الحاسوب.
(8) تصنيع آلات البناء:
بالنسبة لعلبة التروس، وذراع التعدين، وجسم السيارة، والمحرك والأجزاء الأخرى، هناك حاجة إلى أدوات ماكينات CNC صغيرة ومتوسطة الحجم: مخرطة بنظام التحكم الرقمي، ومركز تصنيع متوسط الحجم، وماكينة تفريز بنظام التحكم الرقمي، وأدوات ماكينة معالجة التروس.
(9) صناعة بناء السفن:
بالنسبة لهياكل محركات الديزل، يلزم وجود ماكينات تفريز وتفريز قنطرية ثقيلة وثقيلة للغاية وماكينات تفريز وتفريز أرضية ثقيلة بنظام التحكم الرقمي باستخدام الحاسوب، بالإضافة إلى مخارط كبيرة بنظام التحكم الرقمي ومراكز خراطة وتفريز بنظام التحكم الرقمي وماكينات طحن التروس الكبيرة بنظام التحكم الرقمي وماكينات تفريز العمود المرفقي التي يتم التحكم فيها وماكينات تفريز العمود المرفقي ومراكز خراطة وتفريز العمود المرفقي الكبيرة ومطاحن العمود المرفقي.
(10) تصنيع السيارات:
لمكونات المركبات: تحتاج المحركات إلى أدوات ماكينات CNC خاصة عالية الكفاءة وعالية الأداء و إنتاج مرن الخطوط;
لمعالجة القِطع، يلزم وجود مخارط بنظام التحكم الرقمي، ومراكز الماكينات الرأسية والأفقية، وماكينات طحن فعالة بنظام التحكم الرقمي، وما إلى ذلك
ما هو سعر ماكينة CNC؟
من المهم ملاحظة أن اختيار أداة ماكينة ماكينة بنظام التحكم الرقمي ستختلف بناءً على العلامة التجارية، والحجم، والتكوين.
عادة، يمكن أن يتراوح النطاق السعري لأدوات الماكينات بنظام التحكم الرقمي من $10,000 إلى $1 مليون في الولايات المتحدة.
عند اختيار أداة ماكينة ماكينات بنظام التحكم الرقمي، من الضروري تخصيص الاختيار بناءً على احتياجات العميل. لذلك، يجب مناقشة السعر المحدد وتأكيده مع الشركة المصنعة لأداة الماكينة بنظام التحكم الرقمي.
في الوقت الحاضر، هناك مجموعة متنوعة من الأفراد الذين يصنفون كمشغلي ماكينات بنظام التحكم الرقمي في الوقت الحالي، بما في ذلك أولئك الذين لديهم دراية بالماكينات ولكن ليس لديهم خبرة في البرمجة، والطلاب حديثي التخرج الذين لديهم معرفة نظرية بالماكينات والبرمجة ولكن تنقصهم الخبرة العملية، وآخرون ليس لديهم خبرة سابقة في مجال الماكينات أو البرمجة.
بالنسبة لأولئك الذين بدأوا للتو في التعرف على أدوات الماكينات بنظام التحكم الرقمي، من الضروري تطوير مهارات تشغيل معينة.
سيساعدهم ذلك على تجنب تصادمات أدوات الماكينة، والتي يمكن أن تؤدي إلى تلفها، وتحسين مهاراتهم في تشغيل أدوات الماكينات بنظام التحكم الرقمي بسرعة ليصبحوا أكفاء في العمل.
بالنسبة لهؤلاء المشغلين الجدد على أدوات الماكينات بنظام التحكم الرقمي، قد تكون المعرفة النظرية التالية المتعلقة بمهارات تشغيل أدوات الماكينات بنظام التحكم الرقمي بمثابة مرجع مفيد.
أولاً، يجب أن يكون لدى المشغل فهم شامل لأداة الماكينة بنظام التحكم الرقمي التي سيقوم بتشغيلها. ويشمل ذلك فهم الهيكل الميكانيكي لأداة الماكينة، وإتقان توزيع الأعمدة، والإلمام بوظائف واستخدام الأجزاء المختلفة لأداة الماكينة، مثل النظام الهوائي البسيط والنظام الهيدروليكي.
بالإضافة إلى ذلك، يجب أن يكون المشغل على دراية بمبدأ عمل ووظيفة كل وحدة مساعدة في الماكينة، مثل مخزن الأدوات، ووحدة التبريد، ومنظم الجهد، ومبرد الخزانة الكهربائية، وأقفال أبواب الأمان.
من المهم أن يكون لديك فهم قوي لوظائف كل زر تشغيل على أداة الماكينة:
يجب أن يكون المشغل على دراية بمهام مثل تنفيذ البرنامج، والتحقق من حالة معالجة قطعة العمل بعد تعليق البرنامج، واستئناف البرنامج بعد تعليقه، وإيقاف البرنامج، وتغيير البرنامج قبل التنفيذ.
من المهم أيضًا معرفة نوع نظام التشغيل الذي تستخدمه أداة الماكينة، وأن يكون لديك فهم أساسي لمبدأ التحكم وطريقة عمل نظام التحكم الرقمي باستخدام الحاسوب (CNC)، بما في ذلك اللغة المستخدمة في النظام والبرمجيات المستخدمة في معالجة أداة الماكينة.
إذا لم يكن المشغل على دراية باللغة أو المفردات المهنية للغة، فإن التدريب الاحترافي ضروري. للتقدم إلى ما هو أبعد من دور المشغل الأساسي، من المهم تدوين الملاحظات الدؤوبة أثناء التدريب وحفظ معنى كل كلمة في برنامج أداة الماكينة.
يتمثل الجانب الرئيسي الثاني في إتقان التشغيل اليدوي أو الآلي لماكينة التحكم الرقمي باستخدام الحاسوب وحركة كل محور من محاور ماكينة التحكم الرقمي باستخدام الحاسوب.
يجب أن يسعى المشغل جاهداً لتحقيق الكفاءة من خلال الممارسة، بحيث يكون قادراً على السحب والتحرير بحرية في أي موقف. في حالة حدوث تصادم أو عطل، يجب أن يكون المشغل قادراً على معالجة المشكلة بسرعة وبشكل صحيح واتخاذ تدابير حاسمة لمنع حدوث مشاكل أخرى.
بالإضافة إلى ذلك، يجب أن يكون لدى المشغل فهم شامل لبرنامج المعالجة الخاص بأداة الماكينة بنظام التحكم الرقمي، بما في ذلك العملية والتشغيل، والإجراءات التي يجب أن تقوم بها أداة الماكينة.
أثناء تنفيذ البرنامج، يجب أن يكون المشغل قادرًا على تحديد ما إذا كانت إجراءات أداة الماكينة صحيحة وما إذا كان يلزم اتخاذ أي تدابير وقائية بسرعة.
من الشائع أن يشعر المشغلون المبتدئون بالتخوف من تشغيل أداة الماكينة في البداية، خوفًا من الاصطدام بأدوات القطع. ومع ذلك، يمكن التغلب على هذا الخوف عندما يكتسب المشغل إتقانًا في تشغيل ماكينة CNC الأدوات.
ثالثًا، يجب أن يكون المشغل بارعًا في تحرير البرنامج، بالإضافة إلى التعويض عن المعلمات في كل عملية وقطر وطول القاطع أو عجلة الطحن.
بعد التدريب، يجب أن يتقن المشغل لغة البرمجة وطريقة البرمجة وطريقة تعويض المعلمات لأداة الماكينة NC التي سيقوم بتشغيلها.
إذا أراد المشغِّل الانتقال إلى ما هو أبعد من التشغيل الأساسي، فإن معظم ماكينات الماكينات بنظام التحكم الرقمي المتقدمة تأتي الآن مجهزة بمحطات عمل الكمبيوتر الشخصي للبرمجة أو المحاكاة. يمكن للمبتدئين البدء بتعلم تحرير البرامج ومحاكاة قطع الأدوات الآلية على محطة العمل.
عند تعلم البرمجة، من المهم عدم التركيز على نتائج المحاكاة فحسب، بل أيضًا فهم عملية معالجة المحاكاة.
يجب أن يفهم المشغل أدوات القطع أو عجلات الطحن المطلوبة لمعالجة قطع العمل ومسار الحركة الذي يتبعه محور NC لأداة الماكينة أثناء عملية القطع.
كما يجب أن يكونوا على دراية بموضع واتجاه الأجزاء ذات الصلة في أداة الماكينة أثناء عمليات محددة.
أثناء التصنيع الآلي، يجب على المشغل الانتباه إلى اتجاه الحركة واتجاه القطع لكل محور، بما في ذلك عملية تغذية الأداة وسحبها، وأن ينتبه إلى السرعة والإزاحة السريعة للأمام أثناء كل خطوة من خطوات عملية التصنيع، وكذلك السرعة والإزاحة أثناء كل خطوة.
عند استخدام برنامج المحاكاة للمعالجة، من المهم إدخال جميع المعلمات بعناية لتجنب الأخطاء المهملة التي قد تؤدي إلى معالجة محاكاة غير صحيحة وتصادمات محتملة أثناء المعالجة الفعلية، مما يؤدي إلى إهدار الأجزاء.
إذا كان برنامج المحاكاة يحتوي على خاصية اختبار منع التصادم، فمن المستحسن استخدامه للتحقق من صحة البرمجة.
من المهم ملاحظة أن معالجة المحاكاة ليست سوى نتيجة نظرية ولا تضمن عدم اصطدام أداة الماكينة أثناء القطع الفعلي، أو إنتاج منتج مؤهل.
الغرض من المحاكاة هو توفير وقت البرمجة وتحسين الاستخدام الفعلي لأداة الماكينة وتقليل وقت تصحيح الأخطاء عند معالجة قطع العمل. لا يضمن المعالجة الفعلية للقطع.
يتطلب إنتاج قطعة عمل مثالية حكمة وجهد مشغل ماكينة التحكم الرقمي باستخدام الحاسب الآلي.
النقطة الرئيسية الرابعة: الإعداد الدقيق ضروري لعملية المعالجة الفعلية.
يجب أن يبدأ المشغل بمراجعة الرسم، وتحديد موضع الشُّغْلَة المراد معالجتها، والتأكد من تفاوت دقة الجزء المراد معالجته. بعد ذلك، يجب أن يقوم بتحرير برنامج المعالجة.
قبل المعالجة، يجب على المشغل إعداد قطعة العمل اللازمة، وأدوات القطع أو عجلة الطحن، وأدوات الاختبار، وأي أدوات أو تركيبات مساعدة مطلوبة للعملية.
نصائح لاستخدام ماكينة CNC
في الوقت الحالي، تتمتع أدوات ماكينات التحكم العددي بالعديد من المزايا مقارنةً بأدوات الماكينات التقليدية ويتم استخدامها على نطاق واسع في صناعة الماكينات.
ومع ذلك، فإن المعدات معقدة وتنطوي على تكامل التقنيات الميكانيكية والكهربائية والهيدروليكية والغازية والإلكترونيات الدقيقة، مما يجعل من الصعب إصلاح الأعطال عند حدوثها.
ولذلك، من المهم للمشغلين إعطاء الأولوية للتدابير الوقائية عند استخدام أدوات الماكينات بنظام التحكم الرقمي لتقليل احتمالية حدوث أعطال وتعزيز الاستفادة من المعدات.
1. قبل الاستخدام:
قبل استخدام الأداة الآلية، من المهم التأكد من وضعها في بيئة خالية من الغبار نسبيًا مع درجة حرارة ورطوبة ثابتة تفي بالمتطلبات الفنية المحددة لتركيب واستخدام الأداة الآلية NC. على الرغم من أن ذلك قد يكون صعبًا، إلا أنه من المستحسن تهيئة ظروف قريبة قدر الإمكان من هذه المتطلبات. بالإضافة إلى ذلك، من المهم إجراء فحص ما قبل الاستخدام لأداة الماكينة لتقليل احتمالية حدوث أعطال وتأثيرها على الإنتاج أثناء الاستخدام.
(1) قبل تشغيل الطاقة، افحص مظهر ماكينة التحكم الرقمي باستخدام الحاسب الآلي، وخطوط الأنابيب الكهربائية، والمعدات المساعدة الخارجية بحثًا عن أي تشوهات.
بالنسبة للمعدات المساعدة الخارجية على وجه الخصوص: إذا كانت هناك محطة ضخ للنظام الهيدروليكي، تحقق مما إذا كانت كمية الزيت الهيدروليكي كافية؛ وبالنسبة لأولئك الذين لديهم نظام ضغط الهواء، قم بتصريف ضاغط الهواء ووعاء ضغط تخزين الغاز بانتظام لمنع تراكم الرطوبة الزائدة ودخولها إلى أداة الماكينة تحت قوة تدفق الهواء، مما قد يتسبب في تآكل وتلف الأجزاء والمكونات.
(2) قم بتشغيل أداة الماكينة بالتسلسل العادي:
قم بتشغيل مصدر الطاقة الرئيسي، متبوعًا بمصدر طاقة نظام الماكينات بنظام التحكم الرقمي CNC، ثم مصدر طاقة نظام المؤازرة، وأخيرًا حرر زر إيقاف الطوارئ لتقليل التأثير على المكونات الكهربائية لنظام الماكينات بنظام التحكم الرقمي CNC وزيادة عمر الخدمة.
(3) بعد التشغيل، يعد التشحيم أمرًا بالغ الأهمية للحفاظ على مسار الحركة الطبيعية لأي أجزاء متحركة، وتقليل الاحتكاك، وتحسين عمر الخدمة.
من المهم التحقق من كمية زيت التشحيم في جهاز التشحيم وإعادة تعبئته على الفور عندما يكون غير كافٍ.
يجب أيضًا أن نتحقق بانتظام مما إذا كانت شاشة مرشح السائل مسدودة، وما إذا كانت دائرة الزيت سلسة، وما إذا كان هناك تدفق طبيعي لـ زيت التشحيم في كل منفذ.
يجب معالجة أي مشاكل يتم العثور عليها على الفور.
إذا كانت الأجزاء المتحركة، مثل قضبان توجيه أداة الماكينة وبراغي الرصاص، تعمل بدون زيت تشحيم، فسوف تزيد من مقاومة الاحتكاك واستهلاك الطاقة وإهدار الطاقة الكهربائية.
وعلاوة على ذلك، سوف يسرع من تآكل الأجزاء المتحركة، ويؤثر على دقة أداة الماكينة، ويؤثر سلبًا على جودة معالجة الشُّغْلَة.
2. قيد الاستخدام:
أثناء استخدام أداة الماكينة NC، من المهم التحكم فيها ضمن معايير التشغيل الخاصة بها لمنع تلف الماكينة. على سبيل المثال، يجب ألا تتجاوز قطعة العمل والتركيبات الموضوعة على طاولة العمل في مركز التصنيع وماكينة التفريز NC سعة التحميل القصوى لمنضدة العمل، وإلا فقد يؤدي ذلك إلى إلحاق الضرر بسكة التوجيه المتحركة. من المهم أيضًا تجنب قوة القطع المفرطة، حيث قد يتسبب ذلك في تلف آلية النقل وحتى حرق محرك عمود الدوران أو محرك عمود التغذية بسبب التيار الزائد.
بالإضافة إلى ذلك، من الضروري تجنب التردد الطبيعي لأداة الماكينة لمنع الرنين والحفاظ على دقة التصنيع، وكذلك منع تلف أدوات القطع ومكونات الماكينة. أثناء استخدام أدوات الماكينة، من المهم أن يكون الشخص على دراية بما يحيط به وأن يستخدم جميع حواسه لاكتشاف أي مشاكل وحلها بسرعة.
(1) استمع إلى الأصوات.
أثناء تشغيل الماكينة، سيكون هناك صوت متوقع أثناء تشغيل الماكينة، ولكن من المهم أيضًا الاستماع إلى أي أصوات غير طبيعية مثل انفجار أنابيب الهواء، أو حدوث تغيرات مفاجئة في نظام التشحيم، أو أداة القطع الأصوات.
في حالة سماع أي أصوات غير اعتيادية، من المهم إيقاف الماكينة على الفور لمنع حدوث المزيد من الضرر.
(2) افحص درجة حرارة أداة الماكينة.
من الطبيعي أن تواجه أداة الماكينة بعض الارتفاع في درجة الحرارة أثناء التشغيل بسبب الاحتكاك والحرارة.
عادة، بعد فترة من التشغيل، ستصل أداة الماكينة إلى توازن حراري، حيث تبلغ درجة الحرارة حوالي 50-60 درجة.
إذا كانت درجة الحرارة أعلى من ذلك، فقد يشير ذلك إلى وجود مشكلة في التزييت ويجب فحصها.
(3) مراقبة الأجزاء ذات ظروف العمل القاسية على أداة الماكينة. أثناء المعالجة على أداة الماكينة NC، غالبًا ما تكون هناك حاجة إلى سائل التبريد لغسل وتبريد الشُّغْلَة والأدوات في وقت واحد.
وينتج عن ذلك ظروف عمل سيئة لبعض الأجزاء بسبب وجود نشارة معدنية وسائل القطع.
على وجه الخصوص، يكون مفتاح انتقال حامل العِدَّة على أداة الماكينة NC عرضة بشكل خاص للانسداد بنشارة معدنية، مما يتسبب في تيبس ملامساته وعدم استجابته.
في هذه الحالة، من المهم تنظيفه على الفور.
وعلاوة على ذلك، أثناء القطع الجزئي، قد تتراكم برادة الحديد، والتي يمكن أن تلتف بسهولة حول الأدوات وقطع العمل، مما يعيق التبريد ويسبب البثق الذي قد يؤدي إلى تلف الأدوات. كما يجب تنظيفها على الفور.
3. بعد الاستخدام:
(1) لإيقاف تشغيل الماكينة بشكل صحيح، اتبع تسلسل الإيقاف الصحيح: زر إيقاف التشغيل في حالات الطوارئ - مصدر طاقة نظام المؤازرة - مصدر طاقة نظام التحكم الرقمي باستخدام الحاسوب - مصدر الطاقة الرئيسي لأداة الماكينة.
(2) تنظيف الماكينة وإجراء الصيانة اليومية على الفور.
بعد استخدام ماكينة الماكينة، قم بتنظيفها على الفور، ثم ضع زيت المحرك على سطح قضيب التوجيه المتحرك لماكينة الماكينة وبعض الأجزاء لمنع الصدأ.
هذه بعض الأشياء المهمة التي يجب مراعاتها عند استخدام أدوات الماكينات بنظام التحكم الرقمي. يجب أن ننتبه إليها طوال العملية لزيادة كفاءة أداة الماكينة إلى أقصى حد، وتحسين جودة المعالجة، وتحقيق النتائج المرجوة.
صيانة ماكينة CNC
استخدام النصائح
بيئة التشغيل لأداة الماكينة بنظام التحكم الرقمي: للحصول على الأداء الأمثل، يجب وضع أدوات الماكينات بنظام التحكم الرقمي في بيئة درجة حرارة ثابتة وبعيدًا عن المعدات ذات الاهتزازات القوية (مثل اللكمات) والمعدات التي تولد تداخلًا كهرومغناطيسيًا.
متطلبات الطاقة: تأكد من تزويد ماكينة الماكينة بنظام التحكم الرقمي CNC بالطاقة المناسبة للتشغيل الآمن والفعال.
إجراءات التشغيل لأداة الماكينة بنظام التحكم الرقمي: يجب إجراء الصيانة الدورية والاحتفاظ بسجلات لمنع الأعطال. بالإضافة إلى ذلك، يجب عدم الاحتفاظ بأداة الماكينة مغلقة لفترات طويلة، حيث يمكن أن يؤدي ذلك إلى تعطل النظام وفقدان البيانات.
التدريب والتخصيص: يجب توفير التدريب المناسب للمشغلين وموظفي الصيانة والمبرمجين لضمان الاستخدام الآمن والفعال لماكينة التحكم الرقمي باستخدام الحاسوب.
لوائح الصيانة
صيانة نظام CNC
الالتزام الصارم بإجراءات التشغيل ونظام الصيانة اليومية.
منع دخول الغبار إلى جهاز التحكم العددي: يمكن أن يتسبب الغبار والمسحوق المعدني في انخفاض مقاومة العزل بين المكونات بسهولة، مما يؤدي إلى تعطل المكونات أو تلفها.
قم بتنظيف جهاز تبديد الحرارة و نظام التهوية من خزانة التحكم.
راقب جهد الشبكة لنظام التحكم الرقمي باستخدام الحاسب الآلي بشكل متكرر: يجب أن يكون نطاق جهد الشبكة بين 85% إلى 110% من القيمة المقدرة.
استبدل البطارية الاحتياطية بانتظام.
صيانة نظام الماكينة بنظام التحكم الرقمي باستخدام الحاسب الآلي عندما لا يكون قيد الاستخدام لفترة طويلة: قم بتشغيل نظام ماكينة التحكم الرقمي CNC بانتظام أو قم بتشغيل برنامج الإحماء.
صيانة لوحات الدوائر الكهربائية الاحتياطية والأجزاء الميكانيكية.
صيانة الأجزاء الميكانيكية
(1) صيانة مخزن الأدوات ومعالج تغيير الأدوات
عند تحميل الأداة يدويًا في مخزن الأدوات، تأكد من تثبيتها بإحكام، وتحقق من القفل الموجود على قاعدة الأداة للتأكد من موثوقيتها.
يُمنع منعًا باتًا تحميل الأدوات ذات الوزن الزائد أو الطويلة جدًا في مخزن الأدوات لمنع المعالج من إسقاط الأداة أو التسبب في حدوث تصادمات مع قطعة العمل أو التَرْكِيبات وما إلى ذلك.
عند استخدام طريقة اختيار الأداة المتسلسلة، انتبه لترتيب وضع الأدوات في مخزن الأدوات. بالنسبة لطرق اختيار العِدَّة الأخرى، تأكد أيضًا من أن رقم العِدَّة المتغيرة متوافق مع العِدَّة المطلوبة لمنع الحوادث الناجمة عن تغيير العِدَّة الخاطئة.
احرص على إبقاء مقبض الأداة والغطاء نظيفين.
تحقق بانتظام من أن موضع العودة إلى الصفر لمخزن العِدَّة صحيح وأن موضع نقطة تغيير عِدَّة عمود دوران أداة الماكينة في مكانها، مع تعديلها على الفور إذا لزم الأمر. خلاف ذلك، لا يمكن إكمال إجراء تغيير العِدَّة.
عند بدء التشغيل، قم بتشغيل مخزن العِدَّة والمعالج فارغًا أولاً للتحقق من أن جميع الأجزاء تعمل بشكل طبيعي، مع الانتباه بشكل خاص إلى تشغيل جميع مفاتيح التنقل وصمامات الملف اللولبي.
تحقق بشكل متكرر من وصلات مفكوكة بين دعامة البرغي اللولبي الرئيسي والسرير وافحص بحثًا عن أي تلف في محمل الدعم. إذا تم العثور على أي مشاكل، فقم بإحكام ربط الأجزاء المفكوكة على الفور واستبدال محمل الدعم حسب الضرورة.
بالنسبة للبراغي الكروية المشحمة بالشحم، قم بتنظيف الشحم القديم من البرغي كل ستة أشهر واستبداله بشحم جديد. يجب تشحيم البراغي الكروية المشحمة بالزيت يوميًا قبل استخدام أداة الماكينة.
احرص على منع دخول الحطام الصلب أو البُرادة الصلبة إلى الغطاء الواقي للبراغي الرصاصية أثناء التشغيل واستبدل الجهاز الواقي على الفور في حالة تلفه.
(3) صيانة سلسلة القيادة الرئيسية
اضبط شد سير محرك عمود الدوران بانتظام. منع جميع أنواع الشوائب من دخول خزان الزيت واستبدال زيت التشحيم سنويًا. تأكد من نظافة الجزء الواصل بين عمود الدوران والمقبض. اضبط إزاحة الأسطوانة الهيدروليكية والمكبس حسب الحاجة. اضبط أيضًا ثقل الموازنة في الوقت المناسب.
(4) صيانة النظام الهيدروليكي
قم بتصفية أو تغيير الزيت في النظام الهيدروليكي بانتظام. التحكم في درجة حرارة الزيت ومنع أي تسربات. فحص وتنظيف خزان الزيت وخط الأنابيب بانتظام. تنفيذ نظام فحص نقطي يومي.
(5) صيانة النظام الهوائي
قم بإزالة الشوائب والرطوبة من الهواء المضغوط. افحص كمية إمداد الزيت من مرذاذ الزيت في النظام. الحفاظ على ضيق النظام. انتبه لضبط ضغط العمل. تنظيف أو استبدال المكونات الهوائية وعناصر الفلتر.
استكشاف أخطاء ماكينة CNC وإصلاحها
الصيانة التصحيحية
في أدوات ماكينات التحكم الرقمي CNC، تحتوي معظم الأعطال على بيانات يمكن التحقق منها، ولكن هناك أيضًا بعض الأعطال التي لا تحتوي على بيانات. قد تكون معلومات الإنذار المقدمة غامضة أو غير موجودة، وقد يحدث العطل على مدى فترة طويلة غير منتظمة، مما يجعل من الصعب البحث عن السبب وتحليله.
بالنسبة لمثل هذه الأعطال، من الضروري تحليل الموقف بعناية والعثور على السبب الجذري. وهذا يتطلب معرفة شاملة بالآلات والكهرباء, الأنظمة الهيدروليكيةوأكثر من ذلك.
أخطاء دقة المعالجة غير الطبيعية شائعة في أدوات الماكينات بنظام التحكم الرقمي في الإنتاج. يمكن أن تشمل الأسباب التغييرات في معلمات النظام، أو الأعطال الميكانيكية، أو المعلمات الكهربائية غير المحسّنة، أو التشغيل غير الطبيعي للمحرك، أو حلقة موضع أداة الماكينة غير الطبيعية، أو منطق التحكم غير السليم. لحل مثل هذه الأعطال، من المهم تحديد المشكلات ذات الصلة ومعالجتها على الفور.
في الإنتاج، غالبًا ما تكون أعطال دقة التصنيع غير الطبيعية في أدوات الماكينات بنظام التحكم الرقمي مخفية وصعبة التشخيص.
هناك خمسة أسباب رئيسية لمثل هذه الإخفاقات:
يتم تغيير وحدة التغذية لأداة الماكينة;
الإزاحة الصفرية (الإزاحة الصفرية) لكل محور من محاور أداة الماكينة غير طبيعية;
الخلوص العكسي المحوري غير طبيعي;
حالة تشغيل المحرك غير الطبيعية، أي تعطل جزء كهربائي وجزء التحكم;
العطل الميكانيكي، مثل البرغي والمحمل والوصلة والمكونات الأخرى.
بالإضافة إلى ما سبق، يمكن أن يتسبب أيضًا تجميع برنامج الماكينات واختيار أداة القطع والعوامل البشرية في دقة تصنيع غير طبيعية.
لمعالجة دقة التصنيع غير الطبيعية بسبب عطل ميكانيكي، يجب اتخاذ الخطوات التالية:
افحص مقاطع البرنامج التي يتم تشغيلها عندما تكون دقة أداة الماكينة غير طبيعية، خاصةً تعويض طول الأداة ومعايرة وحساب نظام إحداثيات المعالجة (G54 إلى G59).
في وضع البوصة، حرّك المحور Z مرارًا وتكرارًا وراقب حالة حركته من خلال النظر واللمس والسمع. إذا كان هناك صوت غير طبيعي أثناء حركة الاتجاه Z، خاصة أثناء حركة البوصة السريعة، فقد يشير ذلك إلى وجود مشكلة في الجانب الميكانيكي.
استكشاف الأخطاء وإصلاحها
طريقة إعادة تعيين التهيئة:
بشكل عام، يمكن إزالة العطل العابر في النظام إما عن طريق إعادة ضبط الأجهزة أو عن طريق تبديل مصدر طاقة النظام. إذا أصبحت منطقة التخزين العاملة في النظام تالفة بسبب انقطاع الطاقة أو فصل لوحة الدارات الكهربائية أو انخفاض جهد البطارية، فيجب تهيئة النظام ومسحها. قبل المسح، تأكد من إجراء نسخ احتياطي للبيانات والاحتفاظ بسجل لها. إذا استمر العطل بعد التهيئة، قم بإجراء تشخيص للأجهزة.
تغيير البارامتر، طريقة تصحيح البرنامج:
معلمات النظام هي الأساس لتحديد وظائف النظام. يمكن أن تؤدي إعدادات المعلمات غير الصحيحة إلى حدوث أعطال في النظام أو وظائف غير صالحة، وفي بعض الحالات، يمكن أن تتسبب أخطاء برنامج المستخدم أيضًا في حدوث تعطل. لتجنب ذلك، يمكن استخدام وظيفة البحث في النظام لتحديد جميع الأخطاء وتصحيحها، مما يضمن التشغيل العادي.
التعديل، طريقة التعديل الأمثل:
تنظيم النظام هو أبسط حل لتصحيح الأعطال. يمكن القيام بذلك عن طريق ضبط مقياس الجهد. على سبيل المثال، في سيناريو صيانة المصنع، إذا كانت شاشة عرض النظام تعرض فوضى، فيمكن إصلاحها عن طريق إجراء تعديل. مثال آخر هو إذا كان سير العمود الرئيسي ينزلق أثناء بدء التشغيل والكبح في المصنع، والذي يمكن أن يكون سببه عزم دوران كبير للحمل ووقت قصير لزيادة جهاز القيادة. يمكن حل هذه المشكلة عن طريق تعديل المعلمات.
الضبط الأمثل هو طريقة شاملة لتحقيق أفضل تطابق بين نظام المحرك المؤازر والنظام الميكانيكي المدفوع. العملية واضحة ومباشرة. باستخدام مسجل متعدد الخطوط أو راسم الذبذبات ثنائي التتبع مع وظيفة التخزين، يمكن ملاحظة علاقة الاستجابة بين الأمر وملاحظات السرعة أو التغذية المرتدة الحالية. من خلال ضبط المعامل التناسبي والوقت المتكامل لمنظم السرعة، يمكن لنظام المؤازرة تحقيق أفضل أداء مع استجابة ديناميكية عالية وعدم وجود تذبذب.
إذا لم يكن راسم الذبذبات أو المسجل متاحًا في الموقع، وفقًا للخبرة، اضبط المعلمات حتى يهتز المحرك، ثم اضبط ببطء في الاتجاه المعاكس حتى يتم التخلص من الاهتزاز.
طريقة استبدال قطع الغيار:
تتمثل الطريقة الأكثر شيوعًا لاستكشاف الأعطال وإصلاحها في استبدال لوحة الدارة المعيبة التي تم تشخيصها بلوحة دائرة معيبة بلوحة دائرة احتياطية وظيفية وتنفيذ إجراءات التهيئة وبدء التشغيل اللازمة، مما يسمح لأداة الماكينة باستئناف التشغيل العادي بسرعة. بعد ذلك، يمكن إصلاح لوحة الدارة المعيبة أو استبدالها.
طريقة تحسين جودة الطاقة:
عادة، يتم استخدام مصدر طاقة منظم لتثبيت تقلبات الطاقة. ولتقليل تأثير التداخل عالي التردد، يمكن استخدام طريقة ترشيح السعة كإجراء وقائي لمنع حدوث أعطال في لوحة الطاقة.
طريقة تتبع معلومات الصيانة:
غالباً ما تقوم شركات التصنيع الكبيرة بإجراء تعديلات وتحسينات على برمجيات النظام أو الأجهزة بناءً على الأعطال غير المتوقعة الناجمة عن عيوب التصميم في العمليات الفعلية. يتم إرسال هذه التعديلات إلى موظفي الصيانة في شكل معلومات صيانة. يمكن أن يساعد استخدام هذه المعلومات كأساس لاستكشاف الأعطال وإصلاحها على إزالة الأعطال بشكل صحيح وكامل.
طريقة التشخيص
يتضمن تشخيص الأعطال الكهربائية لأدوات ماكينات التحكم الرقمي باستخدام الحاسوب ثلاث مراحل: اكتشاف الأعطال، وتقييم الأعطال، وعزل الأعطال وتحديد موقعها.
تتضمن المرحلة الأولى من اكتشاف الأعطال اختبار أداة ماكينة التحكم الرقمي باستخدام الحاسب الآلي لتحديد ما إذا كان هناك عطل.
تتضمن المرحلة الثانية تحديد طبيعة الخلل وعزل المكونات أو الوحدات المعيبة.
تتضمن المرحلة الثالثة تحديد موقع العطل في وحدة قابلة للاستبدال أو لوحة الدوائر المطبوعة، مما يقلل من وقت الإصلاح.
لتحديد أعطال النظام وحلها بسرعة، من المهم إبقاء عملية تشخيص الأعطال بسيطة وفعالة قدر الإمكان، وتقليل الوقت اللازم للتشخيص إلى أدنى حد ممكن. ولتحقيق ذلك، يمكن استخدام طرق التشخيص التالية:
1. طريقة بديهية
باستخدام الحواس، لاحظ أي أعراض قد تحدث أثناء حدوث عطل، مثل وجود شرارات أو ضوء، أو ضوضاء غير طبيعية، أو ارتفاع درجة الحرارة أو روائح الاحتراق.
يعد فحص حالة سطح كل لوحة دوائر مطبوعة معيبة محتملة طريقة أساسية وشائعة الاستخدام. ابحث عن علامات الاحتراق أو التلف لتضييق نطاق الفحص.
تتيح قدرة نظام التحكم الرقمي باستخدام الحاسب الآلي على معالجة البيانات بسرعة الحصول على إشارات متعددة القنوات وسريعة ومعالجة الجزء المعيب. ثم يقوم برنامج التشخيص بعد ذلك بإجراء تحليل منطقي وحكم لتحديد ما إذا كان هناك خلل في النظام وتحديد موقعه بسرعة.
تحتوي أنظمة CNC الحديثة على نوعين من وظائف التشخيص الذاتي:
التشخيص الذاتي للتشغيل: يشير هذا إلى الاختبار التلقائي لوحدة المعالجة المركزية والذاكرة والناقل ووحدة الإدخال/الإخراج والوحدات الأخرى ولوحات الدوائر المطبوعة ووحدة CRT والقارئ الكهروضوئي ومحرك الأقراص المرنة وغيرها من المعدات التي يقوم بها برنامج التشخيص داخل النظام قبل التشغيل. يتم ذلك من بداية كل دورة تشغيل للتأكد من أن الأجهزة الرئيسية للنظام تعمل بشكل طبيعي.
موجه معلومات العطل: في حالة حدوث عطل أثناء تشغيل أداة الماكينة، سيتم عرض رقم ووصف العطل على شاشة CRT.
ارجع إلى دليل الصيانة ذي الصلة بناءً على المطالبة لتحديد سبب العطل واستكشاف الأعطال وإصلاحها.
بشكل عام، كلما كانت معلومات العطل التي توفرها وظيفة تشخيص أداة الماكينة بنظام التحكم الرقمي أكثر تفصيلاً، كان تشخيص العطل أسهل.
من المهم ملاحظة أن بعض الأعطال يمكن تأكيدها مباشرةً استنادًا إلى موجه الأعطال والدليل، ولكن بالنسبة لأعطال أخرى، قد يختلف السبب الفعلي للخطأ عن الموجه أو قد تتسبب أعطال متعددة في ظهور عرض واحد. في هذه الحالات، يجب أن يفهم موظفو الصيانة العلاقة الداخلية بين الأعطال لتحديد السبب الأساسي.
3. التحقق من البيانات والحالة
لا يمكن للتشخيص الذاتي لنظام التحكم الرقمي باستخدام الحاسب الآلي عرض معلومات إنذار الأعطال على شاشة CRT فحسب، بل يوفر أيضًا معلمات أداة الماكينة ومعلومات الحالة في شكل "عنوان تشخيصي" متعدد الصفحات و"بيانات تشخيصية".
تتضمن عمليات فحص البيانات والحالة الشائعة فحص المعلمات وفحص الواجهة.
معلمة التحقق من بيانات الماكينة لأداة الماكينة NC هي معلمة مهمة يتم الحصول عليها من خلال سلسلة من الاختبارات والتعديلات، وهي ضمان التشغيل العادي لأداة الماكينة.
تتضمن هذه البيانات الكسب، والتسارع، وتفاوت مراقبة الكفاف، وقيمة تعويض الخلوص العكسي، وقيمة تعويض درجة ميل المسمار اللولبي.
عند تعرضها لتداخل خارجي، ستفقد البيانات أو تتشوش، ولن تعمل أداة الماكينة بشكل طبيعي.
تتحقق الواجهة من إشارات واجهة الإدخال/الإخراج بين نظام التحكم الرقمي باستخدام الحاسوب وأداة الماكينة، بما في ذلك إشارات الإدخال/الإخراج بين نظام التحكم الرقمي باستخدام الحاسوب وPLC، وبين PLC وأداة الماكينة.
يمكن لتشخيص واجهة الإدخال/الإخراج لنظام التحكم الرقمي باستخدام الحاسب الآلي عرض حالة جميع إشارات التحويل على شاشة CRT، واستخدام "1" أو "0" للإشارة إلى ما إذا كانت الإشارة موجودة أم لا.
باستخدام شاشة عرض الحالة، يمكنك التحقق مما إذا كان نظام التحكم الرقمي باستخدام الحاسب الآلي قد أخرج الإشارة إلى جانب الماكينة، وما إذا كانت قيمة التبديل والإشارات الأخرى على جانب الماكينة قد تم إدخالها إلى نظام التحكم الرقمي باستخدام الحاسب الآلي، بحيث يمكن تحديد موقع العطل في جانب الماكينة أو في نظام التحكم الرقمي باستخدام الحاسب الآلي.
4. فشل عرض مؤشر الإنذار
بالإضافة إلى الإنذارات "البرمجية"، مثل وظيفة التشخيص الذاتي وعرض الحالة، فإن نظام الماكينات بنظام التحكم الرقمي الحديث لأدوات الماكينات بنظام التحكم الرقمي يحتوي أيضًا على العديد من مؤشرات الإنذار "للأجهزة" الموزعة عبر مزود الطاقة، ومحرك المؤازرة، والمدخلات/المخرجات، وغيرها من الأجهزة.
من خلال مراقبة مؤشرات الإنذار هذه، يمكن تحديد سبب العطل.
5. طريقة استبدال لوحة الدائرة الكهربائية الاحتياطية
يعد استبدال لوحة الدارة المعيبة المشكوك فيها بأخرى احتياطية طريقة سريعة ومباشرة لتحديد سبب العطل، وتستخدم عادةً للوحدات الوظيفية في أنظمة التحكم الرقمي باستخدام الحاسب الآلي، مثل وحدة CRT ووحدة الذاكرة.
قبل استبدال اللوحة الاحتياطية، تحقق من الدارات ذات الصلة لتجنب إتلاف اللوحة الجيدة بسبب قصر الدائرة الكهربائية. تحقق أيضًا من تطابق مفتاح الاختيار وسلك التوصيل على لوحة الاختبار مع تلك الموجودة على القالب الأصلي. بالنسبة لبعض القوالب، انتبه لضبط مقياس الجهد أيضًا.
بعد استبدال لوحة الذاكرة، قم بتهيئة الذاكرة كما هو مطلوب من قبل النظام، وإلا فلن يعمل النظام بشكل طبيعي.
6. طريقة التبادل
في أدوات الماكينات بنظام التحكم الرقمي، غالبًا ما توجد وحدات أو وحدات لها نفس الوظيفة.
من خلال تبديل هذه الوحدات أو الوحدات وملاحظة ما إذا كان العطل ينتقل أم لا، يمكن تحديد موقع العطل بسرعة.
يتم استخدام هذه الطريقة بشكل متكرر لتشخيص الأعطال في محرك التغذية المؤازرة ويمكن تطبيقها أيضًا على تبديل الوحدات المتشابهة في نظام الماكينات بنظام التحكم الرقمي باستخدام الحاسوب.
7. طريقة الإيقاع
يتكون نظام التحكم الرقمي باستخدام الحاسب الآلي من لوحات دوائر كهربائية مختلفة، كل منها مزود بوصلات لحام متعددة. قد يؤدي أي لحام خاطئ أو تلامس ضعيف إلى حدوث عطل.
من خلال النقر برفق على لوحة الدارة أو الموصل أو المكونات الكهربائية التي يشتبه في وجود أعطال بها باستخدام العزل، إذا حدث العطل، فمن المحتمل أن يكون موجودًا في الجزء المنقر عليه.
8. طريقة مقارنة القياس
لسهولة الكشف، تكون الوحدات أو الوحدات مزودة بمحطات كشف.
باستخدام أدوات مثل مقياس متعدد أو راسم الذبذبات، يمكن مقارنة القيم الطبيعية بالقيم وقت حدوث العطل من خلال المستويات أو الأشكال الموجية المكتشفة في هذه المحطات الطرفية. يسمح ذلك بتحليل سبب العطل وموقعه.
تحتوي أدوات الماكينات بنظام التحكم الرقمي CNC على ميزات معقدة وشاملة، مما يؤدي إلى العديد من العوامل التي يمكن أن تسبب الأعطال. ولذلك، قد يلزم استخدام طرق متعددة لتشخيص الأعطال معًا لتحليل العطل بشكل شامل وتحديد موقعه بسرعة، مما يسهل حلّه.
بالإضافة إلى ذلك، قد يكون لبعض الأعطال أعراض كهربائية ولكن قد يكون لها أسباب ميكانيكية، أو العكس، أو كليهما معاً. ولذلك، لا ينبغي أن يقتصر تشخيص الأعطال على الجوانب الكهربائية أو الميكانيكية وحدها، بل يجب النظر إليها بشكل شامل.
أكبر 10 شركات للأدوات الآلية في الصين في عام 2019 (الوحدة: مليون يوان)
الترتيب
الشركة
الإيرادات
1
جينيسيسيس
21.81
2
أداة ماكينة تشينتشوان
14.3
3
ياوي
14.06
4
HDHM
12.98
5
هايتي سيكو
11.23
6
أداة ماكينة شنيانغ شنيانغ
10.02
7
تشجيانغ ريفا
6.2
8
أداة ماكينة كونمينغ كونمينغ
4.97
9
غوشنغ
4.14
10
هواتشونغ CNC
4.08
وفقًا للمكتب الوطني للإحصاء، اعتبارًا من يوليو 2020، كان لدى الصين 817 شركة لأدوات ماكينات قطع المعادن بهامش ربح مبيعات صناعي يبلغ 3.95% فقط. بالإضافة إلى ذلك، كان هناك 526 شركة لأدوات ماكينات تشكيل المعادن في الصين بهامش ربح قدره 4.801 تيرابايت 3 تيرابايت.
في الفترة من نوفمبر 2015 إلى يوليو 2020، شهدت صناعة ماكينات قطع المعادن وصناعة ماكينات التشكيل أعلى هوامش ربح مبيعات بلغت 5.491 تيرابايت و7.881 تيرابايت و7.881 تيرابايت على التوالي.
في الوقت الحالي، على الرغم من وجود العديد من الشركات المحلية، إلا أنها تميل إلى أن تكون صغيرة الحجم، وتفتقر إلى القدرة التنافسية في السوق، وذات ربحية منخفضة.
كيف تختار ماكينة CNC المناسبة؟
تنطبق المبادئ التالية على شراء أدوات الماكينات بنظام التحكم الرقمي CNC:
الاستقرار والموثوقية.
إذا كانت أداة الماكينة بنظام التحكم الرقمي المختارة غير قادرة على العمل بثبات وموثوقية، فإنها تصبح عديمة الفائدة.
لذلك، عند إجراء عملية الشراء، من المهم اختيار المنتجات ذات العلامات التجارية المعروفة، بما في ذلك المضيف ونظام التحكم والملحقات. هذه المنتجات متطورة تقنيًا، ولها تاريخ إنتاجي مثبت، وقد استخدمها المستخدمون بنجاح.
التطبيق العملي.
الهدف هو حل مشكلة أو أكثر من مشاكل الإنتاج.
يتضمن التطبيق العملي ضمان قدرة أدوات الماكينات بنظام التحكم الرقمي المختارة على تحقيق الأهداف المحددة مسبقًا بفعالية.
تجنب شراء أدوات الماكينات بنظام التحكم الرقمي المعقدة للغاية ذات الوظائف الكثيرة غير العملية، حتى لو كانت تكلفتها أعلى.
الاقتصاد.
إن وجود هدف واضح واختيار الأدوات الآلية المستهدفة يمكننا من تحقيق أفضل النتائج باستثمارات معقولة.
يشير الاقتصاد إلى الحصول على السعر الأكثر فعالية من حيث التكلفة لأداة الماكينة بنظام التحكم الرقمي المشتراة التي تلبي متطلبات المعالجة.
قابلية التشغيل.
اختر أداة ماكينة بنظام التحكم الرقمي بنظام التحكم الرقمي تعمل بكامل طاقتها ومتطورة.
ومع ذلك، إذا لم يكن هناك مشغل أو مبرمج قادر، أو مصلح ماهر لصيانة وإصلاح أداة الماكينة، فلا يمكن استخدامها بفعالية بغض النظر عن جودتها.
عند اختيار أدوات الماكينات بنظام التحكم الرقمي، من المهم مراعاة سهولة التشغيل والبرمجة والصيانة. وإلا فقد يؤدي ذلك إلى صعوبات في استخدام أدوات الماكينات بنظام التحكم الرقمي، وصيانتها، وإصلاحها، وغير ذلك من الجوانب الأخرى، مما يؤدي إلى إهدار المعدات.
تسوّق في الجوار.
إجراء بحث شامل للسوق وطلب المشورة الفنية من الخبراء أو المستخدمين ذوي الخبرة لأدوات الماكينات بنظام التحكم الرقمي للحصول على فهم شامل للسوق المحلية والدولية لأدوات الماكينات بنظام التحكم الرقمي.
استفد من المعارض التجارية المختلفة لاختيار المعدات ذات الجودة العالية والتكلفة المنخفضة والأداء الموثوق به وقارن بين الخيارات.
من المهم اختيار المنتجات الناضجة والمستقرة التي تلبي الاحتياجات الفعلية للوحدة.
احتياطات شراء أدوات ماكينات CNC:
تحديد وظائف أدوات الماكينات بنظام التحكم الرقمي CNC بشكل معقول.
عند اختيار ميزات أدوات الماكينات بنظام التحكم الرقمي، من المهم عدم إعطاء الأولوية لعدد كبير من الوظائف أو المواصفات المفرطة. يمكن أن يؤدي وجود عدد كبير جدًا من محاور الإحداثيات، وأسطح العمل والمحركات عالية الطاقة، ودرجة عالية من الدقة إلى نظام معقد مع موثوقية أقل.
سيؤدي هذا بدوره إلى زيادة تكلفة شراء الماكينة وصيانتها، بالإضافة إلى تكلفة المعالجة، مما يؤدي إلى إهدار الموارد.
يُنصح باختيار أدوات الماكينات بنظام التحكم الرقمي بناءً على مواصفات المنتج، والأبعاد، والدقة المطلوبة للمهمة.
تحديد الأجزاء المعالجة.
عند اختيار أدوات الماكينات بنظام التحكم الرقمي، من المهم مراعاة الأجزاء النموذجية التي تحتاج إلى المعالجة. على الرغم من تمتع أدوات الماكينات بنظام التحكم الرقمي بمرونة عالية وقدرة قوية على التكيف، إلا أنها لا يمكنها تحقيق أفضل النتائج إلا عند معالجة أجزاء معينة في ظل ظروف معينة. لذلك، قبل الاختيار، من المهم أولاً تحديد الأجزاء النموذجية التي ستتم معالجتها.
اختيار معقول لنظام CNC.
ينبغي تقييم نظام التحكم الرقمي باستخدام الحاسوب الذي يستوفي مختلف معايير الأداء ومؤشرات الموثوقية بعناية، وينبغي النظر في جوانب مثل سهولة التشغيل والبرمجة والصيانة والإدارة. كلما أمكن، يوصى باعتماد نهج مركزي وموحد. ما لم تكن حالة خاصة، يجب أن تهدف الوحدة إلى استخدام نفس سلسلة أنظمة الماكينات بنظام التحكم الرقمي التي تنتجها نفس الشركة المصنعة لأغراض الإدارة والصيانة في المستقبل.
تكوين الملحقات والأدوات اللازمة.
من أجل زيادة أداء أدوات الماكينات بنظام التحكم الرقمي إلى أقصى حد وتعزيز قدرات المعالجة الخاصة بها، من الضروري الحصول على الملحقات والأدوات اللازمة. لا تشتري أداة ماكينة تكلف مئات الآلاف أو ملايين اليوانات، لتجد أنه لا يمكن استخدامها بشكل طبيعي بسبب عدم وجود ملحق أو أداة قطع تكلف عشرات الآلاف من اليوانات. عند شراء الوحدة الرئيسية، يوصى أيضًا بشراء بعض الأجزاء الضعيفة والملحقات الأخرى.
يعتقد خبراء قطع المعادن الأجانب أن كفاءة ماكينة القطع المعدنية $250,000 لماكينة بنظام التحكم الرقمي تعتمد إلى حد كبير على أداء ماكينة التفريز الطرفية $30. وهذا يسلط الضوء على أهمية تجهيز أدوات الماكينات بنظام التحكم الرقمي بأدوات عالية الأداء في تقليل التكاليف وتحقيق أقصى قدر من الفوائد الاقتصادية الشاملة.
بشكل عام، يجب أن تكون أدوات الماكينات بنظام التحكم الرقمي مزودة بأدوات كافية للاستفادة الكاملة من وظائفها، مما يسمح للماكينة بمعالجة مجموعة متنوعة من المنتجات وتجنب وقت الخمول والهدر.
انتبه إلى تركيب وتشغيل وقبول أدوات الماكينات بنظام التحكم الرقمي CNC.
بعد التركيب، يجب تشغيل أدوات الماكينات بنظام التحكم الرقمي بعناية وتصحيحها، وهو أمر بالغ الأهمية لتشغيلها وصيانتها وإدارتها في المستقبل.
أثناء تركيب وتشغيل أدوات الماكينات بنظام التحكم الرقمي CNC، يجب على الفنيين المشاركة بنشاط ودراسة باهتمام، وقبول التدريب الفني والتوجيه في الموقع من الموردين.
يجب إجراء قبول شامل للدقة الهندسية لأداة الماكينة ودقة تحديد المواقع ودقة القطع والأداء.
من المهم التحقق بدقة من المواد الفنية المصاحبة وأدلة التشغيل وأدلة الصيانة وتعليمات المرفقات وبرامج الكمبيوتر والتعليمات والاحتفاظ بها بشكل صحيح، لأن عدم القيام بذلك قد يمنع أداة الماكينة من الوصول إلى وظائف إضافية ويجعل الصيانة صعبة.
وأخيرًا، يجب مراعاة خدمة ما بعد البيع، والدعم الفني، وتدريب الموظفين، ودعم البيانات، ودعم البرمجيات، والتركيب والتشغيل، وتوريد قطع الغيار، ونظام الأدوات، وملحقات أدوات الماكينات التي تقدمها الشركة المصنعة لأدوات الماكينات بنظام التحكم الرقمي.
اتجاه التطوير المستقبلي لأدوات ماكينات التحكم الرقمي باستخدام الحاسوب
اتجاه التطوير المستقبلي لأدوات ماكينات التحكم الرقمي باستخدام الحاسوب هو التصنيع الذكي.
التصنيع الذكي هو نمط إنتاج جديد يجمع بين الجيل الجديد من تكنولوجيا المعلومات والاتصالات وتكنولوجيا التصنيع المتقدمة. وهو يتخلل جميع جوانب التصنيع، بما في ذلك التصميم والإنتاج والإدارة والخدمة، ويتميز بالإدراك الذاتي والتعلم الذاتي واتخاذ القرارات الذاتية والتنفيذ الذاتي والتكيف الذاتي.
يعد إنشاء مصنع كيميائي ذكي خطوة ضرورية في تطوير التصنيع الذكي. تعد ورشة العمل الذكية مكونًا رئيسيًا في المصنع الذكي، والمعدات الذكية هي دعم حاسم لورشة العمل الذكية.
يتسم التصنيع الذكي باستخدام المصنع الذكي كحامل، وذكاء عمليات التصنيع الرئيسية كجوهر، وتدفق البيانات من البداية إلى النهاية كأساس، والترابط الشبكي كدعم. يعد إنشاء مصنع كيميائي ذكي مطلبًا رئيسيًا للنهوض بالتصنيع الذكي.
أدوات الآلات الذكية هي آلات يمكنها مراقبة نفسها، وتحليل المعلومات المختلفة المتعلقة بالآلة، وحالة معالجتها، والبيئة، وعوامل أخرى، ثم اتخاذ الإجراءات اللازمة لضمان المعالجة المثلى. مع تقدم شبكات الكمبيوتر والاتصالات وتقنيات الذكاء الاصطناعي، شكلت نظرية تكنولوجيا الأدوات الآلية الذكية، التي تعتمد على ثماني تقنيات، نظامًا تدريجيًا.
مقارنةً بأدوات الماكينات بنظام التحكم الرقمي التقليدية، تلعب وحدات جمع البيانات والتحكم والاتصالات دورًا حاسمًا في أدوات الماكينات الذكية. يتم جمع البيانات بشكل أساسي عن طريق مستشعرات ذكية مثبتة في الموقع، ويعتمد نوع المستشعرات الذكية على الغرض الرئيسي لأداة الماكينة الذكية. تتضمن بعض المستشعرات الذكية الشائعة تلك الخاصة بالطاقة ودرجة الحرارة والاهتزازات والصوت والطاقة والسائل والتعرف على الهوية.
تعتمد وحدة التحكم بشكل أساسي على خوارزميات الضبط عبر الإنترنت لبرامج NC، وطرق اتخاذ القرار الذكي وطرق التحسين الذكية لمعلمات العملية، وتقنيات التنسيق للأجزاء التنفيذية، وتقنيات التحكم في التحميل والتفريغ التلقائي. تعتمد وحدة الاتصالات على تقنية شبكة الاتصالات اللاسلكية.
مقارنة بين ورشة العمل التقليدية وورشة العمل الذكية.
ورشة عمل تقليدية
ورشة عمل ذكية
المعدات
ماكينة CNC
أداة الآلة الذكية
وضع الاتصال
نسخ جهاز التخزين المحمول (قرص فلاش USB، إلخ)
تقنية الاتصالات اللاسلكية (Wifi/Zigbee)
عملية الإنتاج
حلقة مفتوحة/حلقة نصف مفتوحة معالجة الأجزاء؛ شخص واحد بجهاز واحد.
الحلقة المغلقة مراقبة الجهاز، شخص واحد مع أجهزة متعددة
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل تساءلت يومًا كيف تشكل ماكينات بنظام التحكم الرقمي عالمنا؟ لقد أحدثت هذه الأدوات متعددة الاستخدامات ثورة في التصنيع، حيث تتعامل مع المهام بدءًا من الحفر البسيط إلى الطحن المعقد. في هذه المقالة، سنستكشف في هذه المقالة مختلف...
اكتشف اللغة السرية التي تبعث الحياة في الآلات! في هذه التدوينة الآسرة، سنغوص في عالم رائع من الكود G-كود والرمز M-كود، وهما أمران أساسيان للبرمجة يعملان على تشغيل...
هل تساءلت يومًا كيف تُصنع الماكينات التي تشكل عالمنا؟ يستكشف هذا المقال أفضل الشركات المصنِّعة للمخارط بنظام التحكم الرقمي، ويكشف الأسرار الكامنة وراء تقنياتها المتطورة وتأثيرها العالمي. اكتشف...
هل تساءلت يومًا كيف يشكل عمالقة صناعة الأدوات الآلية عالمنا؟ في هذا المقال، سنستكشف في هذا المقال أكبر ست شركات للأدوات الآلية في الولايات المتحدة. سوف تكتشف...
هل تساءلت يومًا كيف يتم تصنيع الأجزاء المعدنية المعقدة بدقة متناهية؟ تكشف هذه المقالة النقاب عن سحر ماكينات التفريز، وتستكشف أنواعها المختلفة ومكوناتها الرئيسية. تعمّق في فهم كيف...