استكشاف تعدد استخدامات ماكينات التحكم الرقمي باستخدام الحاسوب: الأنواع والتطبيقات
هل تساءلت يومًا كيف تشكل ماكينات بنظام التحكم الرقمي عالمنا؟ تُحدِث هذه الأدوات متعددة الاستخدامات ثورة في التصنيع، حيث تتعامل مع المهام بدءًا من الحفر البسيط إلى الطحن المعقد. سنستكشف في هذه المقالة الأنواع المختلفة لماكينات التحكم الرقمي بنظام التحكم الرقمي، وتطبيقاتها الفريدة، والتكنولوجيا التي تحركها. وفي النهاية، ستفهم كيف تعزز ماكينات التحكم الرقمي بنظام التحكم الرقمي الدقة والكفاءة في الإنتاج الحديث.
هناك العديد من أنواع أدوات الماكينات بنظام التحكم الرقمي المتاحة اليوم، ولكل منها هياكل ووظائف مختلفة. يمكن تصنيفها بشكل عام وفقًا للطرق التالية:
1. التصنيف بناءً على مسار حركة الأداة الآلية
وفقًا لمسارات الحركة المختلفة لأداة الماكينة، يمكن تقسيمها إلى تحكم من نقطة إلى نقطة ماكينة CNC أدوات، وأدوات ماكينات التحكم الرقمي باستخدام الحاسب الآلي ذات التحكم الخطي، وأدوات ماكينات التحكم الرقمي باستخدام الحاسب الآلي ذات التحكم الكنتوري.
يشير التحكم من نقطة إلى نقطة (المعروف أيضًا باسم التحكم في تحديد الموضع أو التحكم في النقطة) إلى تحريك الأداة من موضع إلى آخر دون متطلبات صارمة للمسار بينهما، طالما أن الأداة تصل إلى الموضع المستهدف بدقة.
تتمثل خاصية أدوات الماكينات ذات التحكم من نقطة إلى نقطة في أنها تتحكم فقط في التموضع الدقيق للأجزاء المتحركة من موضع إلى آخر، دون إجراء أي معالجة أثناء حركتها وتحديد موضعها.
لتقليل زمن الحركة وتحديد المواقع للأجزاء المتحركة، يتم تنفيذ الحركة بين نقطتين مرتبطتين أولاً بسرعة كبيرة حتى تقترب من الموضع الجديد، ثم يتم تباطؤها باستمرار أو تباطؤها تدريجيًا لتقترب ببطء من نقطة تحديد الموقع، مما يضمن دقة تحديد الموقع.
يظهر الرسم التخطيطي لمعالجة التحكم من نقطة إلى نقطة في الشكل 1-3.
يشمل هذا النوع من أدوات الماكينات بشكل أساسي ماكينات الثقب ذات الإحداثيات بنظام التحكم الرقمي، وماكينات الحفر بنظام التحكم الرقمي، وماكينات اللحام النقطي بنظام التحكم الرقمي، و الثني باستخدام الحاسب الآلي الرقمي الماكينات. يُطلق على جهاز التحكم الرقمي باستخدام الحاسب الآلي المقابل اسم جهاز التحكم الرقمي باستخدام الحاسب الآلي من نقطة إلى نقطة.
(2) أدوات ماكينة CNC ذات التحكم الخطي (2)
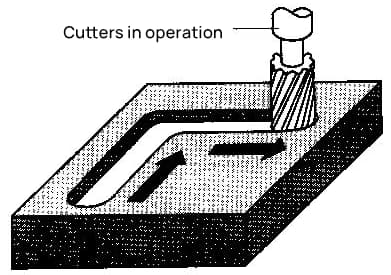
لا يتحكم التحكم الخطي (المعروف أيضًا باسم التحكم في القطع المتوازي) في الموضع الدقيق (المسافة) لنقطتين مترابطتين فحسب، بل يضمن أيضًا أن يكون المسار بينهما خطًا مستقيمًا، ويتحكم في سرعة الحركة لأن هذا النوع من أدوات الماكينة يقوم بمعالجة القطع أثناء الحركة بين نقطتين.
تتمثل خاصية أدوات الماكينات بنظام التحكم الرقمي ذات التحكم الخطي في أنها لا تتحكم فقط في المواضع الدقيقة للأداة بالنسبة لقطعة الشغل، بل أيضًا في سرعة ومسار الحركة بين نقطتين متصلتين ببعضهما البعض، ويتكون المسار عمومًا من مقاطع خطية مستقيمة موازية لكل محور.
يتمثل الفرق بين أدوات ماكينات بنظام التحكم الرقمي باستخدام الحاسوب ذات التحكم الخطي وأدوات ماكينات التحكم الرقمي باستخدام الحاسوب من نقطة إلى نقطة في أنه عندما تتحرك الأجزاء المتحركة للماكينة، يمكنها إجراء معالجة القطع على طول اتجاه محور إحداثي واحد، ولها وظائف مساعدة أكثر من أدوات ماكينات التحكم الرقمي باستخدام الحاسوب ذات التحكم الخطي من نقطة إلى نقطة.
يظهر الرسم التخطيطي لمعالجة التحكم الخطي في الشكل 1-4.
الشكل 1-3: رسم تخطيطي لمعالجة التحكم من نقطة إلى نقطة.
الشكل 1-4: رسم تخطيطي لمعالجة التحكم الخطي.
يتضمن هذا النوع من أدوات الماكينات بشكل أساسي المخارط ذات الإحداثيات بنظام التحكم الرقمي، والمطاحن بنظام التحكم الرقمي، وماكينات الثقب والتفريز بنظام التحكم الرقمي. يُطلق على جهاز التحكم الرقمي باستخدام الحاسب الآلي المقابل اسم جهاز التحكم الرقمي باستخدام الحاسب الآلي الخطي.
(3) أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي للتحكم الكنتوري (CNC)
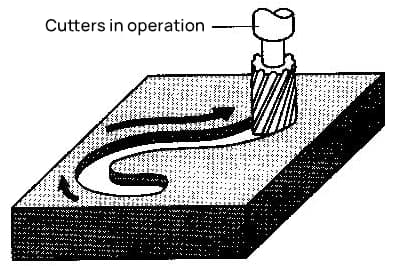
التحكم الكنتوري، والمعروف أيضًا باسم التحكم المستمر، هو وظيفة تمتلكها معظم أدوات الماكينات بنظام التحكم الرقمي CNC. تتمثل خاصية أدوات ماكينات التحكم الكنتوري لماكينات التحكم الرقمي باستخدام الحاسب الآلي في أنها تستطيع التحكم في محورين أو أكثر في نفس الوقت مع إمكانيات الاستيفاء.
فهي لا تتحكم في الموضع وسرعة حركة الأداة في كل نقطة أثناء المعالجة فحسب، بل يمكنها أيضًا معالجة أي شكل من أشكال المنحنيات أو الأسطح.
يظهر الرسم التخطيطي لمعالجة التحكم الكنتوري في الشكل 1-5.
تنتمي المخارط ذات الإحداثيات باستخدام الحاسب الآلي وماكينات التفريز باستخدام الحاسب الآلي ومراكز الماكينات وما إلى ذلك إلى أدوات ماكينات التحكم الكنتوري. يُطلق على جهاز التحكم الرقمي باستخدام الحاسب الآلي المقابل جهاز التحكم الكنتوري. تُعد أجهزة التحكم الكنتوري أكثر تعقيدًا في الهيكل وأكثر فاعلية من أجهزة التحكم من نقطة إلى نقطة وأجهزة التحكم الخطي.
2. التصنيف على أساس نوع نظام المؤازرة
وفقًا للأنواع المختلفة من أنظمة المؤازرة، يمكن تقسيم أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسوب إلى أدوات ماكينات بنظام التحكم الرقمي باستخدام الحاسوب ذات الحلقة المفتوحة، وأدوات ماكينات بنظام التحكم الرقمي باستخدام الحاسوب ذات الحلقة المغلقة، وأدوات ماكينات بنظام التحكم الرقمي باستخدام الحاسوب ذات الحلقة شبه المغلقة.
الشكل 1-5: رسم تخطيطي لمعالجة التحكم الكنتوري.
(1) أدوات الماكينات بنظام التحكم الرقمي ذات التحكم مفتوح الحلقة المفتوحة
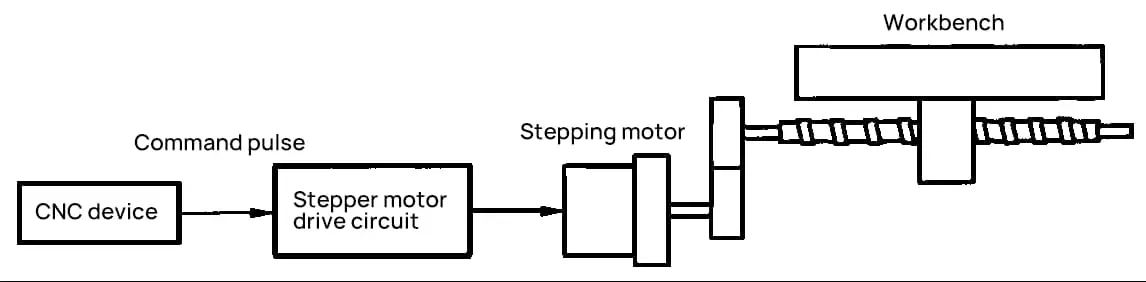
عادةً لا تحتوي أدوات الماكينات بنظام التحكم الرقمي ذات التحكم الرقمي ذات الحلقة المفتوحة على عناصر اكتشاف الموضع، وعادةً ما تكون مكونات المحرك المؤازر عبارة عن محركات متدرجة.
بعد أن يرسل جهاز التحكم الرقمي باستخدام الحاسب الآلي نبضة تغذية، يتم تضخيم النبضة وتحريك محرك السائر لتدوير زاوية ثابتة، ثم يتم تحريك طاولة العمل للتحرك من خلال ناقل حركة ميكانيكي.
يظهر نظام المؤازرة مفتوح الحلقة في الشكل 1-6. لا يحتوي هذا النوع من النظام على قيم تغذية مرتدة من الجسم المتحكم فيه، وتعتمد دقته كلياً على دقة حجم الخطوة لمحرك السائر ودقة ناقل الحركة الميكانيكي.
دائرة التحكم الخاصة بها بسيطة وسهلة الضبط وذات دقة منخفضة (تصل إلى 0.02 مم بشكل عام)، وعادةً ما يتم تطبيقها على أدوات الماكينات الصغيرة أو الاقتصادية باستخدام الحاسب الآلي.
الشكل 1-6: نظام مؤازر مفتوح الحلقة.
(2) أدوات الماكينات بنظام التحكم الرقمي ذات الحلقة المغلقة (CNC)
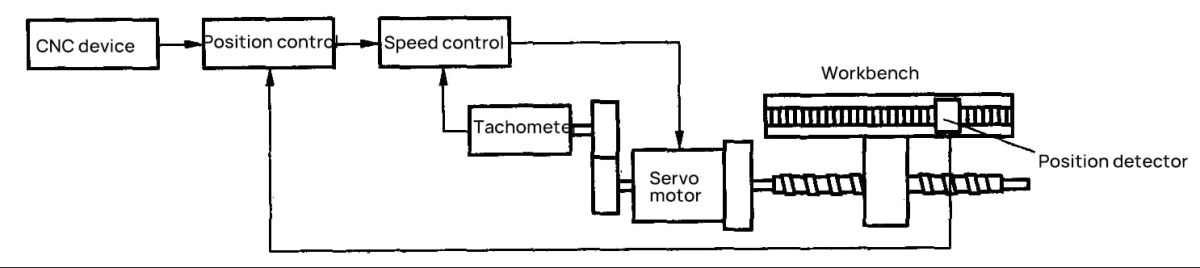
عادةً ما تحتوي أدوات الماكينات بنظام التحكم الرقمي ذات الحلقة المغلقة على عناصر اكتشاف الموضع التي يمكنها اكتشاف الإزاحة الفعلية لمنضدة الشُّغْلَة في أي وقت وتغذيها مرة أخرى إلى جهاز ماكينة التحكم الرقمي باستخدام الحاسب الآلي. بعد مقارنتها مع قيمة التعليمات المحددة، يتم التحكم في المحرك المؤازر باستخدام الفرق حتى يصبح الفرق صفرًا.
يستخدم هذا النوع من أدوات الماكينات بشكل عام محركات مؤازرة تعمل بالتيار المستمر أو التيار المتردد للقيادة. عناصر الكشف عن الموضع المستخدمة عادةً هي حواجز شبكية خطية، وحواجز شبكية مغناطيسية، وحساسات المزامنة، إلخ. يظهر نظام مؤازرة الحلقة المغلقة في الشكل 1-7.
من مبدأ عمل نظام مؤازر الحلقة المغلقة، يمكن ملاحظة أن دقة النظام تعتمد بشكل أساسي على دقة جهاز الكشف عن الموضع. من الناحية النظرية، يمكن أن يزيل تمامًا تأثير الأخطاء في مكونات الإرسال على معالجة قطعة العمل.
لذلك، يمكن لهذا النظام تحقيق دقة معالجة عالية. يواجه تصميم وتعديل نظام مؤازرة الحلقة المغلقة صعوبة كبيرة، كما أن سعر عناصر الكشف عن الإزاحة الخطية باهظ الثمن نسبيًا، ويستخدم بشكل أساسي في بعض ماكينات الحفر والطحن عالية الدقة ومخارط فائقة الدقة ومراكز التصنيع الآلي.
(3) أدوات الماكينات بنظام التحكم الرقمي CNC ذات الحلقة شبه المغلقة
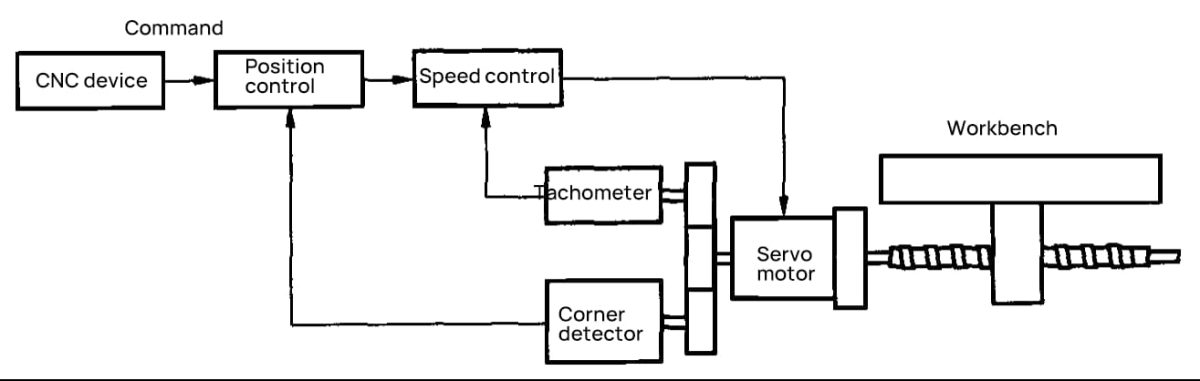
عادةً ما تقوم أدوات الماكينات بنظام التحكم الرقمي ذات التحكم شبه المغلق بتثبيت عناصر الكشف عن الموضع على عمود محرك المؤازرة أو طرف اللولب الكروي ولكنها لا تقوم بتغذية راجعة مباشرةً لإزاحة أداة الماكينة.
وبدلاً من ذلك، فإنها تكتشف زاوية دوران نظام المؤازرة وتغذي هذه الإشارة مرة أخرى إلى جهاز ماكينة التحكم الرقمي CNC لمقارنة التعليمات، باستخدام الفرق للتحكم في محرك المؤازرة. يظهر نظام المؤازر شبه المغلق في الشكل 1-8.
الشكل 1-7: نظام مؤازر مغلق الحلقة.
الشكل 1-8 نظام المؤازرة شبه الحلقي المغلق
نظرًا لأن إشارة التغذية المرتدة لنظام المؤازرة شبه المغلقة مأخوذة من دوران عمود المحرك، فإن جهاز النقل الميكانيكي في النظام يكون خارج حلقة التغذية المرتدة، ولا تؤثر صلابته وتقطعه والعوامل غير الخطية الأخرى على استقرار النظام، مما يسهل تصحيح الأخطاء.
وبالمثل، تعتمد دقة تحديد موضع أداة الماكينة بشكل أساسي على دقة جهاز النقل الميكانيكي.
ومع ذلك، تحتوي أجهزة CNC الحديثة على وظائف تعويض خطأ الرصاص والتعويض المتقطع، لذلك ليس من الضروري زيادة دقة المكونات المختلفة لجهاز النقل عالية جدًا.
يمكن تحسين الدقة إلى مستوى مقبول لدى معظم المستخدمين من خلال التعويض. بالإضافة إلى ذلك، فإن أجهزة كشف الإزاحة الخطية أغلى بكثير من أجهزة كشف الإزاحة الزاوية.
ولذلك، باستثناء أدوات الماكينات الكبيرة التي تتطلب دقة عالية جدًا في تحديد الموضع أو لديها متطلبات انتقال طويلة خاصة ولا يمكنها استخدام براغي كروية، فإن الغالبية العظمى من أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي تستخدم أنظمة مؤازرة شبه مغلقة.
3. التصنيف حسب غرض العملية
وفقًا لأغراض العمليات المختلفة، يمكن تقسيم أدوات الماكينات بنظام التحكم الرقمي CNC إلى قطع المعادن أدوات الماكينات بنظام التحكم الرقمي، وأدوات ماكينات التحكم الرقمي، وأدوات ماكينات تشكيل المعادن بنظام التحكم الرقمي، وأدوات ماكينات المعالجة الخاصة بنظام التحكم الرقمي، وأنواع أخرى من أدوات ماكينات التحكم الرقمي.
(1) أدوات ماكينات القطع المعدنية باستخدام الحاسب الآلي تشمل أدوات ماكينات القطع المعدنية باستخدام الحاسب الآلي مخارط الحاسب الآلي، وماكينات الحفر باستخدام الحاسب الآلي، وماكينات التفريز باستخدام الحاسب الآلي، وماكينات الطحن باستخدام الحاسب الآلي، وماكينات الثقب باستخدام الحاسب الآلي، ومراكز التصنيع الآلي.
تم تطوير أدوات ماكينات القطع في وقت مبكر، ويوجد حاليًا العديد من الأنواع مع اختلافات وظيفية كبيرة. يمكن لمراكز التصنيع تحقيق تغييرات آلية للأدوات.
تحتوي جميع أدوات الماكينات هذه على مكتبة أدوات يمكنها استيعاب 10-100 أداة. وتتمثل ميزتها في إمكانية إكمال عمليات متعددة بواسطة التثبيت قطعة العمل مرة واحدة.
من أجل زيادة تحسين كفاءة الإنتاج، تستخدم بعض مراكز الماكينات طاولات عمل مزدوجة، واحدة للمعالجة والأخرى للتحميل والتفريغ، ويمكن تبديل طاولة العمل تلقائيًا.
(2) تشكيل المعادن أدوات الماكينات بنظام التحكم الرقمي تشمل أدوات ماكينات التشكيل باستخدام الحاسب الآلي ماكينات التشكيل باستخدام الحاسب الآلي ماكينات الثني باستخدام الحاسب الآلي، وماكينات التثقيب المدمجة باستخدام الحاسب الآلي، وماكينات الضغط ذات الرأس الدوار باستخدام الحاسب الآلي. بدأ هذا النوع من أدوات الماكينات في وقت متأخر ولكنه تطور بسرعة.
(3) أدوات ماكينات المعالجة الخاصة باستخدام الحاسب الآلي تشمل أدوات ماكينات المعالجة الخاصة باستخدام الحاسب الآلي أدوات ماكينات المعالجة الخاصة باستخدام الحاسب الآلي أدوات ماكينات القطع السلكية، وماكينات التفريغ الكهربائي باستخدام الحاسب الآلي، وماكينات القطع باللهب، وأدوات ماكينات القطع بالليزر باستخدام الحاسب الآلي، إلخ.
(4) أنواع أخرى من أدوات ماكينات التحكم الرقمي باستخدام الحاسوب تشمل الأنواع الأخرى من أدوات ماكينات التحكم الرقمي باستخدام الحاسوب أدوات ماكينات القياس ثلاثية الإحداثيات باستخدام الحاسوب وما إلى ذلك.
يمكن تصنيف أدوات الماكينات بنظام التحكم الرقمي CNC إلى ثلاث درجات: منخفضة ومتوسطة وعالية، وفقًا للمعايير الفنية المختلفة، والمؤشرات الوظيفية، ومستويات وظائف المكونات الرئيسية لنظام التحكم الرقمي باستخدام الحاسوب.
في الصين، يتم تصنيفها أيضًا في الصين على أنها أدوات ماكينات بنظام التحكم الرقمي كاملة المواصفات، وأدوات ماكينات بنظام التحكم الرقمي الشهيرة، وأدوات ماكينات بنظام التحكم الرقمي الاقتصادية.
وهذه الطرق في التصنيف لها حدود نسبية، وتختلف معايير التقسيم باختلاف الفترات الزمنية، وذلك في الجوانب التالية بشكل رئيسي
(1) درجة وحدة المعالجة المركزية لنظام التحكم
عادةً ما تستخدم أنظمة الماكينات بنظام التحكم الرقمي منخفضة الدرجة وحدات المعالجة المركزية ذات 8 بت، بينما تستخدم أنظمة الماكينات بنظام التحكم الرقمي متوسطة وعالية الدرجة وحدات المعالجة المركزية ذات 16 بت أو 64 بت. تستخدم بعض أجهزة الماكينات بنظام التحكم الرقمي CNC الآن وحدات معالجة مركزية 64 بت.
(2) الدقة ومعدل التغذية
الدقة هي أصغر وحدة إزاحة يمكن لجهاز كشف الإزاحة اكتشافها. كلما كانت الدقة أصغر، زادت دقة الكشف. يعتمد ذلك على نوع جهاز الكشف ودقة تصنيعه.
بشكل عام، تُعتبر الدقة التي تبلغ 10 ميكرومتر ومعدل تغذية من 8 إلى 10 ميكرومتر/الدقيقة أدوات ماكينة بنظام التحكم الرقمي منخفضة الدرجة؛ وتعتبر الدقة التي تبلغ 1 ميكرومتر ومعدل تغذية من 10 إلى 20 ميكرومتر/الدقيقة أدوات ماكينة بنظام التحكم الرقمي متوسطة الدرجة؛ وتعتبر الدقة التي تبلغ 0.1 ميكرومتر ومعدل تغذية من 15 إلى 20 ميكرومتر/الدقيقة أدوات ماكينة بنظام التحكم الرقمي عالية الدرجة.
عادة، يجب أن تكون الدقة أعلى من دقة التشغيل الآلي التي تتطلبها أداة الماكينة بمرتبة واحدة من حيث الحجم.
(3) نوع نظام المؤازرة
عادةً ما تكون أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي المزودة بأنظمة تغذية ذات حلقة مفتوحة أو أنظمة تغذية بمحرك متدرج منخفضة الدرجة بشكل عام، بينما تستخدم أدوات الماكينات بنظام التحكم الرقمي ذات الحلقة شبه المغلقة أو المغلقة ذات الحلقة المغلقة أنظمة مؤازرة التيار المستمر أو التيار المتردد.
(4) رقم محور الربط الإحداثي
عدد محاور الربط الإحداثي لأدوات الماكينات بنظام التحكم الرقمي هو أيضًا مؤشر شائع الاستخدام لتمييز مستوى أدوات الماكينات.
وفقًا لعدد المحاور المنسقة التي يتم التحكم فيها في نفس الوقت، يمكن تقسيمها إلى ربط ثنائي المحور، ربط ثلاثي المحاور، 2.5 محاور الربط (في أي وقت، يمكن ربط محورين فقط من بين المحاور الثلاثة، والمحور الآخر هو التحكم في النقطة أو الخط)، والربط رباعي المحاور، والربط خماسي المحاور، إلخ.
لا يتجاوز عدد المحاور المنسقة لأدوات الماكينات بنظام التحكم الرقمي منخفضة الدرجة عمومًا محورين، بينما تحتوي أدوات الماكينات بنظام التحكم الرقمي متوسطة وعالية الدرجة على 3-5 محاور منسقة.
(5) وظيفة الاتصال
لا تتمتع أنظمة الماكينات بنظام التحكم الرقمي ذات الدرجة المنخفضة عمومًا بقدرات اتصال، بينما يمكن أن تحتوي أنظمة الماكينات بنظام التحكم الرقمي ذات الدرجة المتوسطة على واجهات RS-232C أو واجهات التحكم العددي المباشر (DNC).
يمكن أن تحتوي أنظمة الماكينات بنظام التحكم الرقمي عالية الجودة أيضًا على واجهات اتصال بروتوكول أتمتة التصنيع (MAP) مع إمكانات الربط الشبكي.
(6) وظيفة العرض
لا تحتوي أنظمة الماكينات بنظام التحكم الرقمي ذات الدرجة المنخفضة عمومًا إلا على شاشات عرض أنبوبية رقمية بسيطة أو شاشات عرض أحرف CRT أحادية اللون.
تحتوي أنظمة الماكينات بنظام التحكم الرقمي من الدرجة المتوسطة على شاشات CRT أكثر اكتمالاً، والتي لا تعرض الأحرف فحسب، بل تحتوي أيضًا على رسومات ثنائية الأبعاد، وحوار بين الإنسان والآلة، والحالة، ووظائف التشخيص الذاتي.
يمكن أن تحتوي أنظمة الماكينات بنظام التحكم الرقمي عالية الجودة أيضًا على عرض رسومات ثلاثية الأبعاد، وتحرير الرسومات، ووظائف أخرى.
5. التصنيف حسب تكوين جهاز CNC
يمكن تصنيف أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسوب إلى نوعين: أنظمة الماكينات بنظام التحكم الرقمي باستخدام الحاسوب ذات الأسلاك الصلبة وأنظمة الماكينات بنظام التحكم الرقمي ذات الأسلاك اللينة، وذلك وفقًا لتركيبة جهاز الماكينات بنظام التحكم الرقمي باستخدام الحاسوب.
(1) نظام التحكم الرقمي باستخدام الحاسب الآلي الثابت
تستخدم أنظمة الماكينات بنظام التحكم الرقمي ذات الأسلاك الثابتة أجهزة الماكينات بنظام التحكم الرقمي ذات الأسلاك الثابتة. يتم تحقيق كل من معالجة المدخلات وحساب الاستيفاء ووظائف التحكم بواسطة دوائر منطقية مخصصة ذات تركيبة ثابتة.
مختلفة أنواع الأدوات الآلية لها دوائر منطقية مركبة مختلفة. عند تغيير أو إضافة وظائف التحكم والتشغيل أو إضافتها، من الضروري تغيير دائرة الأجهزة الخاصة بجهاز التحكم الرقمي باستخدام الحاسب الآلي.
ولذلك، يتميز هذا النظام بضعف العالمية والمرونة، ودورة التصنيع الطويلة، والتكلفة العالية. قبل أوائل السبعينيات، كانت معظم أدوات الماكينات بنظام التحكم الرقمي تنتمي إلى هذا النوع.
(2) نظام التحكم الرقمي باستخدام الحاسب الآلي السلكي الناعم
تستخدم أنظمة التحكم الرقمي باستخدام الحاسب الآلي اللينة، والمعروفة أيضاً بأنظمة التحكم الرقمي باستخدام الحاسب الآلي (CNC)، أجهزة التحكم الرقمي باستخدام الحاسب الآلي اللينة. تتكون دائرة الأجهزة في هذا النوع من أجهزة التحكم الرقمي باستخدام الحاسب الآلي من أجهزة كمبيوتر صغيرة أو متناهية الصغر ودوائر متكاملة عامة أو خاصة واسعة النطاق.
يتم تنفيذ جميع الوظائف الرئيسية لأداة الماكينة بنظام التحكم الرقمي باستخدام الحاسب الآلي تقريبًا بواسطة برنامج النظام، وبالتالي فإن برنامج النظام لأنواع مختلفة من أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي مختلف.
لا يتطلب تغيير وظائف النظام أو إضافتها تغيير دائرة الأجهزة، بل تغيير برنامج النظام فقط.
لذلك، يتمتع هذا النظام بمرونة أعلى. وفي الوقت نفسه، نظرًا لأن دائرة الأجهزة عالمية في الأساس، فهي مواتية للإنتاج بكميات كبيرة، مما يحسن الجودة والموثوقية ويقلل من دورات التصنيع ويقلل التكاليف.
بعد منتصف سبعينيات القرن العشرين، ومع تطور تكنولوجيا الإلكترونيات الدقيقة وظهور الحواسيب الصغيرة، بالإضافة إلى التحسين المستمر لتكامل الدوائر المتكاملة، تم تطوير وتحسين أنظمة التحكم العددي بالكمبيوتر بشكل مستمر.
في الوقت الحالي، تستخدم جميع أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي تقريبًا أنظمة ماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي اللينة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
في هذا المقال، سوف نستكشف عالم مصنعي الماكينات اليابانيين، الأبطال المجهولين وراء العديد من الابتكارات الصناعية. اكتشف تقنياتهم المتطورة، وخبراتهم التي اختبرت عبر الزمن، ومساهماتهم الهامة في العديد من...
هل تساءلت يومًا عن عمالقة صناعة ماكينات بنظام التحكم الرقمي؟ في هذه التدوينة الرائعة سنغوص في عالم التصنيع باستخدام الحاسب الآلي ونستكشف في هذه المدونة الرائعة...
في عالم التصنيع سريع التطور، أصبحت ماكينات بنظام التحكم الرقمي لا غنى عنها في عالم التصنيع سريع التطور. ولكن مع وجود العديد من الشركات المصنعة التي تتنافس على جذب الانتباه، كيف تختار الأفضل؟ بصفتك مهندسًا ميكانيكيًا متمرسًا،...
هل تساءلت يومًا لماذا يمكن أن يكون لماكينة بنظام التحكم الرقمي نفسها كفاءات إنتاجية مختلفة تمامًا؟ يكمن السر في التَرْكِيبات! في هذه المقالة، سوف نستكشف كيف أن اختيار التَرْكِيبات المناسبة لماكينة بنظام التحكم الرقمي...
هل تساءلت يومًا كيف تحقق المصانع الحديثة هذه الدقة والكفاءة؟ يستكشف هذا المقال العالم الرائع لأنظمة التحكم العددي بالكمبيوتر (CNC)، ويكشف كيف أحدثت ثورة في التصنيع. اكتشف مفتاح...
لماذا تتفوق أداة ماكينة بنظام التحكم الرقمي على أخرى؟ تكمن الإجابة غالبًا في المشابك المستخدمة. تستكشف هذه المقالة اختيار المشابك المناسبة لتعزيز كفاءة أداة ماكينة بنظام التحكم الرقمي....
هل تساءلت يومًا كيف يتم اختيار أدوات الماكينات بنظام التحكم الرقمي لتحقيق الأداء الأمثل؟ في التصنيع باستخدام الحاسب الآلي، يعد اختيار أدوات القطع أمرًا بالغ الأهمية لتحقيق الكفاءة والدقة. تتعمق هذه المقالة في...
هل تساءلت يومًا كيف يمكن لمخرطة بنظام التحكم الرقمي أن تصنع مثل هذه القِطع الدقيقة؟ في هذه المقالة، سنستكشف في هذه المقالة العالم الرائع لمخارط الماكينات بنظام التحكم الرقمي، مع التركيز على عدد المحاور...
هل تساءلت يومًا كيف تُصنع الماكينات التي تشكل عالمنا؟ يستكشف هذا المقال أفضل الشركات المصنِّعة للمخارط بنظام التحكم الرقمي، ويكشف الأسرار الكامنة وراء تقنياتها المتطورة وتأثيرها العالمي. اكتشف...