قاطع البلازما باستخدام الحاسب الآلي: دليل المستخدم النهائي
هل أنت مستعد لإتقان فن القطع الدقيق؟ اكتشف كيف يمكن لماكينة القطع بالبلازما بنظام التحكم الرقمي أن تحدث ثورة في مشاريعك لتشغيل المعادن. يغطي هذا الدليل كل شيء بدءًا من التركيب واحتياطات السلامة إلى التشغيل واستكشاف الأخطاء وإصلاحها. وفي النهاية، ستكون مزودًا بالمعرفة اللازمة لتحسين كفاءتك ودقتك، مما يضمن لك أن كل عملية قطع مثالية. تعمّق وتعرّف على كيفية تحسين تجربة القطع بالبلازما باستخدام الحاسب الآلي!
إشعار تحذير: انتبه دائمًا إلى الأمور المرتبطة بعلامات التحذير التالية:
قد تشكل الكهرباء خطراً
تحذير قياسي
نصيحة عامة
قبل التركيب والاستخدام الأولي، يرجى مراجعة هذا المستند بدقة لتجنب الإجراءات التي قد تؤدي إلى تلف الممتلكات أو الإصابة الشخصية. يجب عليك التحقق باستمرار من مواصفات النظام والشروط الفنية (راجع ملصقات المعدات والوثائق المرتبطة بها).
يوفر هذا الدليل مقدمة موجزة لخطوات التشغيل؛ لمزيد من المعلومات الشاملة، يُرجى الرجوع إلى دليل نظام التحكم الرقمي باستخدام الحاسب الآلي، ودليل إمداد طاقة البلازما، ودليل منظم جهد القوس، ودليل منظم مكثف القوس الكهربائي.
تحتفظ شركتنا بالحق في تعديل تكوين المعدات؛ قد لا يتماشى محتوى هذا الكتاب مع الوضع الفعلي للمعدات. ارجع إلى المعدات لمعرفة التفاصيل.
نحن لا نقبل مسؤوليات الضمان عن تلف المعدات الناجم عن عدم الامتثال لمتطلبات التشغيل. في حالة تعطل المعدات، لا تستبدل القطع بنفسك؛ يُرجى الاتصال بشركتنا أولاً.
1. التفتيش
كن حذراً: يجب عدم تشغيل المنتجات التالفة أو المعيبة.
2. النقل والتخزين
انتبه: أثناء النقل والتخزين، من الضروري الوقاية من الرطوبة أثناء النقل والتخزين. لا يُسمح بالتسلق أو الوقوف على المنتج، ولا ينبغي وضع أشياء ثقيلة عليه. يجب توخي الحذر بشكل خاص لمنع تعرض اللوحة الأمامية وشاشة العرض للاصطدام أو الخدش.
3. التركيب
كن حذراً: لم يتم تصميم غلاف نظام التحكم الرقمي باستخدام الحاسب الآلي بحيث يكون مقاومًا للماء، وبالتالي، أثناء التركيب، يجب اتخاذ الاحتياطات اللازمة لمنع التعرض لأشعة الشمس المباشرة والمطر.
انتبه: تركيب أنظمة CNC يجب أن تمنع تسرب الغبار والغازات المسببة للتآكل والأجسام الموصلة والسوائل والمواد القابلة للاشتعال. يجب تركيب أنظمة التحكم الرقمي باستخدام الحاسب الآلي بعيدًا عن المواد القابلة للاشتعال والانفجار والمواقع المعرضة للتداخل الكهرومغناطيسي القوي. يجب أن يكون تركيب أنظمة الماكينات بنظام التحكم الرقمي بنظام التحكم الرقمي آمنًا لتجنب الاهتزاز.
4. الأسلاك
تحذير: يجب أن يمتلك جميع الموظفين المشاركين في التوصيل أو الفحص القدرة الكافية لأداء هذه المهمة. يجب عدم إتلاف الأسلاك الكهربائية أو تعريضها للضغط أو تنشيطها عند فتح علبة نظام التحكم العددي.
كن حذراً: يجب أن يتوافق تصنيف الجهد والقطبية على أي قابس موصل مع المواصفات الواردة في الدليل. قبل توصيل قابس الموصل أو قلب المفتاح، تأكد من جفاف يديك.
انتبه: يجب أن تكون جميع التوصيلات صحيحة وآمنة. يجب تأريض نظام CNC بشكل موثوق.
5. التشغيل والتشغيل
كن حذراً: قبل التشغيل، من الضروري التحقق من صحة إعدادات المعلمات قبل التشغيل. يجب أن تكون أي تعديلات على المعلمات ضمن النطاق المسموح به المحدد في إعدادات المعلمات.
6. الاستخدام
تحذير: لا تقم بفتح غلاف الجهاز أو الأغطية المؤمنة أثناء التشغيل لأن ذلك قد يؤدي إلى إصابة شخصية وتلف في الممتلكات.
عند فتح غلاف الجهاز، يجب إيقاف تشغيل مصدر الطاقة الرئيسي لمنع حدوث إصابة شخصية محتملة أو تلف في الممتلكات.
لا تقم بتوصيل الموصلات في الجهاز أو فصلها عندما يكون مصدر الطاقة الرئيسي في وضع التشغيل، فقد يتسبب ذلك في حدوث إصابة شخصية وتلف دائم في النظام.
انتظر دقيقتين على الأقل قبل لمس أو إزالة لوحة الدارة والموصلات بعد فصل مصدر الطاقة الرئيسي لمضخم الطاقة المؤازر. ويرجع ذلك لأن الشحنة المتبقية في المكثفات الداخلية للجهاز تحافظ على جهد كهربائي خطير لمدة تصل إلى دقيقتين بعد إيقاف تشغيل مصدر الطاقة الرئيسي.
أولاً، قم بفصل مصدر طاقة البلازما قبل التعامل مع شعلة القطع لتجنب الإصابة الشخصية المحتملة وتلف الممتلكات. عند التعامل مع شعلة القطع، احذر من الحروق الناتجة عن ارتفاع درجة حرارة فوهة الشعلة.
يجب أن يمتلك المشغل المهارات اللازمة لهذه الوظيفة. يجب أن يكونوا قد خضعوا لتدريبات السلامة المتعلقة بما يلي قطع اللهب والقطع بالبلازما. يجب أن يكون لدى المشغل معرفة أساسية بعمليات الحواسيب الصغيرة وأن يكون على دراية بعمليات القطع باللهب والقطع بالبلازما.
انتبه: قبل التوصيل بمصدر الطاقة، تأكد من أن المفتاح في وضع إيقاف التشغيل.
يجب على المشغلين عدم ترك المعدات دون مراقبة أثناء تشغيلها.
قبل بدء التشغيل، تأكد من أن جميع أسلاك النظام صحيحة وخالية من الأخطاء.
عند استخدام القطع بالبلازما، فإن صفيحة فولاذية يجب أن تكون مستوية، ويجب ألا يكون هناك تموجات كبيرة، وإلا سيؤثر ذلك على دقة حجم القطع ويقلل بشكل كبير من عمر الفوهة والقطب الكهربائي.
7. استكشاف الأخطاء وإصلاحها
تحذير: يجب أن يتمتع الموظفون المشاركون في استكشاف الأخطاء وإصلاحها بالمعرفة المهنية وقدرات العمل المناسبة.
كن حذراً: بعد حدوث الإنذار، يجب إصلاح العطل قبل إعادة تشغيل النظام.
8. مزود الطاقة
انتبه: يستخدم هذا الجهاز مصدر طاقة رئيسي 380 فولت 50 هرتز فقط. يجب أن تكون الظروف البيئية لاستخدام المعدات متوافقة تمامًا مع المواصفات الواردة في هذا الدليل.
II. تركيب المعدات
1. احتياطات تركيب القاطع
1. بعد فك العلبة، ضع مصدر طاقة البلازما في الموضع الأوسط على اليسار، مع وضع وسادة خشبية تحتها. يجب وضع كابينة التحكم في الموضع الخلفي على الجانب الأيسر من القاطع، مما يسمح للمشغل بمراقبة القاطع بأكمله وعملية القطع بصريًا.
2. قم بفك سلسلة السحب على الجانب الأيسر وضعها بموازاة القاطع.
3. اضبط مسامير القدم الستة التي تأتي مع الماكينة واضبط مستوى المعدات بمقياس التسوية.
4. قم بتوصيل سلك الطاقة الخاص بمصدر طاقة البلازما بمصدر طاقة الورشة (ثلاثي الأطوار 380 فولت، 50 هرتز)، بقوة 8 كيلو وات.
5. قم بتوصيل السلك الأرضي لمصدر طاقة البلازما بإطار الشبكة أو اللوح الفولاذي لمنضدة العمل.
6. قم بتوصيل سلك الطاقة الخاص بكابينة التحكم بمصدر طاقة الورشة (ثلاثي الأطوار 380 فولت، 50 هرتز)، بقوة 3 كيلو وات.
7. قم بتوصيل القابس الموجود خلف الكمبيوتر في كابينة التحكم بشكل صحيح.
8. قم بتركيب الشاشة وتوصيل خطوط الطاقة والإشارة.
9. قم بتوصيل أنابيب مدخل ومخرج المياه واملأ الماء حتى يصل العمق في خزان المياه إلى 80 مم.
10. قم بتوصيل الهواء المضغوط بمدخل الهواء لمصدر طاقة البلازما باستخدام أنبوب هواء، واضبط ضغط الهواء على 5.0.
11. قم بتشغيل الطاقة الرئيسية، ومفتاح كابينة التحكم، ومفتاح كابينة التحكم، وطاقة المضيف، والشاشة، ومصدر طاقة البلازما بالتتابع.
12. قم بالتشغيل وفقاً لدليل مصدر طاقة البلازما ودليل تشغيل النظام ودليل المستخدم. لا تقم بتعديل المعلمات المحددة في النظام بشكل عشوائي عندما لا تكون على دراية بها.
13. إذا كانت جودة القطع رديئة ولا يمكن حلها، افحص القطب الكهربائي وفوهة القطع بالبلازما الشعلة. في حالة تلفها، يجب استبدالها.
2. ترتيب توجيه الكابلات
يوصى باستخدام توجيه الخندق الأرضي لكابلات التوصيل بين جسم ماكينة القطع وكابينة التحكم الكهربائية. هذه الطريقة لا تحمي الكابلات فحسب، بل تسهل الصيانة أيضًا.
3. مارك
ضع علامة على نطاق العمل الفعال على طاولة القطع، وضع قطعة العمل ضمن هذا النطاق المحدد للقطع.
4. مزود الطاقة
يحتوي هذا الجهاز على كابلين لإمداد الطاقة: 1. كابل إمداد الطاقة الرئيسي لنظام التحكم، بقوة 2 كيلو وات وجهد 380 فولت ثلاثي الأطوار. 2. كابل إمداد طاقة البلازما، بقوة 8.4 كيلو وات وجهد 380 فولت ثلاثي الأطوار.
يبلغ طول الكابل الخارجي من المعدات حوالي 15 مترًا. كابل إمداد الطاقة الرئيسي لنظام التحكم هو كابل 3+1 بقطر 2 مم2، وكابل إمداد الطاقة البلازمي هو كابل رباعي النواة بقطر 6 مم2.
ينزلق كل من الكابلات وأنبوب الهواء في دائرة عبر إطار السحب العلوي وينزلان على طول جدار المصنع للدخول إلى خزانة مفاتيح الطاقة الرئيسية، حيث يتم توصيلهما بمفاتيح مختلفة. يجب تأريض نظام التحكم ومصدر طاقة البلازما بشكل موثوق.
لتجنب تأثيرات التقلبات الكبيرة في الطاقة (أكبر من ±101 تيرابايت 3 تيرابايت) وإشارات التداخل العابر المحتملة، يجب تشغيل المعدات بواسطة خط مخصص (مثل خط منفصل لمعدات التحكم الرقمي باستخدام الحاسب الآلي من غرفة توزيع الجهد المنخفض) أو بإضافة جهاز تثبيت، مما يقلل من تأثير جودة الطاقة والتداخل الكهربائي.
إذا كان موقع عمل المعدات يحتوي على عدد كبير من مصادر التداخل عالي التردد، مثل ماكينات اللحام, اللحام بقوس الأرغون وماكينات القطع بالبلازما، ومحولات الترددات عالية الطاقة، وما إلى ذلك، يجب تركيب مرشح على كابل الطاقة الخاص بنظام التحكم الرقمي باستخدام الحاسوب لحماية التداخل.
يمكن أن يؤدي الانقطاع المفاجئ للتيار الكهربائي إلى فقدان ملفات القطع وإنتاج مواد مهدرة؛ ويمكن أن يؤدي الانقطاع المفاجئ المتكرر للتيار الكهربائي إلى تلف برمجيات نظام الماكينات بنظام التحكم الرقمي CNC أو حتى الأجهزة. لذلك، بالنسبة للمواقع التي يتكرر فيها انقطاع التيار الكهربائي بشكل متكرر، يُنصح بتزويد نظام الماكينات بنظام التحكم الرقمي بنظام التحكم الرقمي باستخدام مصدر طاقة UPS بقوة 500 واط.
5. مصدر الغاز
يتم استخدام الهواء المضغوط. عند استخدام ضاغط الهواء (معدل تدفق الضاغط 1 م3/دقيقة) ومصدر طاقة البلازما لأغراض القطع، يجب أن يكون ضغط خرج الضاغط بين 6.1-8.2 بار، والضغط الأقل من 5.5 بار سيؤثر بشكل خطير على جودة القطع.
إذا انخفض الضغط إلى أقل من 4 بار، فسوف يتلف مصدر طاقة البلازما القطب الكهربائي ولن يتمكن من العمل.
استخدم أنبوبًا مطاطيًا بلاستيكيًا عالي الضغط بقطر داخلي يبلغ φ10 مم وضغط 2 ميجا باسكال (20 بار) لأنبوب الغاز.
ثالثاً عملية القطع
1. حول التحضير
يجب أن يكون مكان عمل المعدات مجهزًا بـ نظام التهوية لعادم الدخان الناتج أثناء عملية القطع.
قبل تشغيل الجهاز، تأكد قبل تشغيل الجهاز، من أن جميع مفاتيح الجهاز في وضع إيقاف التشغيل، وأن المفتاح الدوار في الجزء الخلفي من مصدر طاقة البلازما في الوضع الأفقي.
الشكل 2-1 مفتاح إمداد الطاقة بالبلازما (الجانب الأيسر هو وضع التشغيل)
1. قم بتوصيل كابينة مفتاح الطاقة الرئيسي لتشغيل الكابل ثنائي الاتجاه.
2. اضبط قاطع الدائرة الكهربائية في خزانة المعدات الكهربائية على وضع التشغيل.
3. استخدم المفتاح الرئيسي لتشغيل طاقة التحكم في النظام، يجب أن تظهر الواجهة الرئيسية على الشاشة.
4. بعد ذلك، قم بتدوير المفتاح الدوار الموجود في الجزء الخلفي من مزود طاقة البلازما 90 درجة إلى الوضع الرأسي، وعندها يجب أن يضيء ضوء مؤشر الطاقة الموجود في مقدمة مزود طاقة البلازما.
5. ابدأ تشغيل ضاغط الهواء (معدل تدفق الضاغط 1 م3/دقيقة)، اضبط مفتاح التحكم في ضغط ضاغط الهواء للحفاظ على ضغط خرج الضاغط بين 6.1-8.2 بار. إذا انخفض الضغط عن 6.1 بار، سينخفض ضغط القطع، مما يؤدي إلى عدم استقرار جودة القطع. إذا تجاوز الضغط 8.3 بار، فقد يؤدي ذلك إلى تلف فلتر الهواء في مزود طاقة البلازما.
اضبط مقبض منظم الضغط بمزود طاقة البلازما للحفاظ على الضغط بين 5.5-6.0 بار. قم بتدوير مقبض ضبط تيار مزود طاقة البلازما/مقبض اختبار الغاز إلى وضع اختبار الغاز وتأكد من أن الضغط لا يقل عن 5 بار. عندما ينخفض الضغط إلى أقل من 5 بار، سيؤثر ذلك بشدة على جودة القطع وقد يتسبب في توقف مزود طاقة البلازما عن العمل.
إذا لم تتمكن بيئة العمل من ضمان إمداد هواء نظيف، فيجب تركيب نظام ترشيح مدمج متعدد المراحل قبل مزود طاقة البلازما. وإلا، فإن الهواء الذي يحتوي على الزيت والرطوبة والغبار سيتسبب في مشاكل خطيرة مثل فشل القوس الكهربائي وتلف الشعلة أثناء القطع.
الشكل 2-2 مقبض الضبط الحالي
الشكل 2-3: مقبض ضبط ضغط الهواء
الشكل 2-4 مؤشر ضغط الهواء
إذا تم استخدام القطع بالبلازما، فقد تم الانتهاء من إعداد بدء تشغيل الماكينة.
2. ضبط ضابط الارتفاع التلقائي
(1). ضابط ارتفاع جهد القوس الكهربائي
اضبط وضع القطع بنظام التحكم الرقمي باستخدام الحاسب الآلي على وضع البلازما. قم بتشغيل مصدر الطاقة لضابط ارتفاع جهد القوس الكهربائي.
a. اختبر ما إذا كان الضبط اليدوي يعمل بشكل صحيح.
اضغط على أزرار الارتفاع اليدوي (TORCH ↑) والهبوط (TORCH ↓) على أداة ضبط الارتفاع ولاحظ ما إذا كانت شعلة القطع تتحرك في الاتجاه الصحيح.
إذا قمت بالضغط على زر الارتفاع اليدوي عند موضع الحد الأعلى لشعلة القطع، يجب ألا ترتفع الشعلة. إذا ضغطت على زر السقوط عند هذه النقطة، يجب أن تنخفض الشعلة.
إذا قمت بالضغط على زر السقوط اليدوي عند موضع الحد الأدنى لشعلة القطع، يجب ألا تسقط الشعلة.
إذا ضغطت على زر الارتفاع عند هذه النقطة، يجب أن ترتفع الشعلة. تأكد من أن إجراءات الحد الأعلى والأدنى موثوقة.
إذا لم تتمكن شعلة القطع من الارتفاع (أو الهبوط)، فقد تكون في موضع الحد الأعلى (الأدنى)، أو أن مفتاح الحد الأعلى (مفتاح الحد الأدنى) تالف. يرجى استبدال مفتاح الحد التالف في الوقت المناسب، وإلا فقد يتلف محرك ضبط الارتفاع لأن المفتاح لا يعمل.
b. اختبار التموضع الأولي
اضغط على زر التموضع الأولي (IHS TEST) على أداة ضبط الارتفاع. في هذا الوقت، يجب أن تتحرك شعلة القطع بالبلازما إلى أسفل بالسرعة التي تم تعيينها بواسطة عرض نبضة هبوط التموضع الأولي (IHS DOWN PWM).
بعد أن تلامس الفوهة الصفيحة الفولاذية، تتوقف مؤقتًا وترتفع بالسرعة التي يحددها عرض نبضة ارتفاع الموضع الأولي (IHS UP PWM) لوقت تحديد الموضع (IHS Time)، وتتوقف عند ارتفاع اشتعال القوس المناسب.
يبلغ ارتفاع اشتعال القوس بشكل عام 1.5 ~ 2 ضعف ارتفاع القطع. وفقًا لدليل POWERMAX1000، يبلغ ارتفاع القطع لمصدر الطاقة هذا 1.5 مم، لذا يجب أن يكون ارتفاع اشتعال القوس حوالي 3 مم.
يمكن للمستخدمين ضبط وقت التموضع بناءً على خبرتهم في القطع لتغيير ارتفاع اشتعال القوس، من أجل تحقيق أفضل جودة قطع مع تقليل الضرر الذي يلحق بالمواد الاستهلاكية.
c. اختبار جهد القوس الكهربائي
اضغط على زر التموضع الأولي (IHS TEST) الموجود على أداة ضبط الارتفاع لجلب شعلة القطع إلى ارتفاع اشتعال القوس. اضغط على زر اختبار جهد القوس (ARC TEST) الموجود على أداة ضبط الارتفاع لإشعال القوس بنجاح ومراقبة قيمة جهد القوس المقاسة في نافذة مراقبة جهد القوس.
يجب أن تكون قيمة جهد القوس المكتشفة قريبة من قيمة جهد القوس المحددة. إذا اختلفت القيمتان اختلافًا كبيرًا، يرجى ضبط قيمة جهد القوس المضبوط لجعلهما متشابهتين.
خلاف ذلك، قد يكون ارتفاع القطع مرتفعًا جدًا أثناء القطع، أو قد تسحب شعلة القطع على الصفيحة الفولاذية. ستؤدي كلتا الحالتين إلى انخفاض جودة القطع وتلف شديد في المواد الاستهلاكية لشعلة القطع.
3. اختبار نظام المؤازرة
4. تجميع أنماط القطع
1. استخدم برنامج رسم احترافي (مثل AUTOCAD) لرسم أنماط القطع.
2. تحرير باستخدام مكتبة الرسومات المدمجة في النظام.
3. استخدم وظيفة تداخل الألواح الفولاذية المدمجة في النظام.
بعد تحميل برنامج القطع في الذاكرة، ارجع إلى الواجهة الرئيسية وتحقق مما إذا كانت المعاينة في منطقة العرض الرسومية تفي بالمتطلبات.
5. إعدادات معلمة القطع
1. تعديل معلمات القطع.
2. إعدادات النظام.
يُرجى الرجوع إلى نظام التحكم الرقمي باستخدام الحاسب الآلي ودليل ضبط ارتفاع جهد القوس لمعرفة الإعدادات المحددة.
6. عملية القطع
عند استخدام القطع بالبلازما، يجب أن يرتدي المشغل قبعة ونظارات السلامة، وأن يقوم بربط جميع الأزرار أثناء العملية.
وظيفة المحاذاة التلقائية للألواح الفولاذية: أي وظيفة (زاوية القياس). بشكل عام، عندما يرفع المشغل الصفيحة الفولاذية على طاولة القطع، ليس من السهل محاذاة حافة الصفيحة الفولاذية مع المحور Y للمعدة.
يمكن لهذه الوظيفة قياس زاوية دوران الصفيحة الفولاذية وتدوير نمط القطع تلقائيًا بنفس الزاوية لتقليل بقايا القطع وتحسين الاستخدام.
بعد تجميع نمط القطع، قم بتحريك القاطع يدويًا إلى الزاوية العلوية اليسرى للوحة الفولاذ، تحت الواجهة الرئيسية، اضغط على المفتاح "F2" للملف، ثم اضغط على المفتاح "F7" لخيار الجزء، ثم اضغط على المفتاح "F7" لزاوية القياس، واستخدم مفتاح الاتجاه لتحريك القاطع إلى الزاوية السفلية اليسرى للوحة الفولاذ، واضغط على المفتاح "F1" للتأكيد، ثم عد إلى واجهة "خيار الجزء". يتم عرض نمط برنامج القطع بالزاوية المضافة في منطقة المعاينة الرسومية على اليسار.
1. اضغط على زر RUN للدخول إلى واجهة القطع. تحقق مرة أخرى للتأكد من أن شكل القطع يفي بالمتطلبات، ثم اضغط على زر RUN مرة أخرى لبدء القطع التلقائي.
ملاحظة: قبل البدء بالقطع، ارفع شعلة القطع يدوياً إلى وضع متوسط الارتفاع.
2. أثناء عملية القطع، راقب الحالة التشغيلية للماكينة. في حالة حدوث عطل، ارفع شعلة القطع يدويًا، ثم اضغط على زر STOP للدخول إلى واجهة الإيقاف المؤقت. استخدم وظائف مثل "الزعزعة إلى الأمام"، و"الرجوع إلى الخلف كهربائيًا"، و"العودة على نفس المسار"، و"العودة إلى البداية"، و"التعامل مع الشعلة"، و"ذاكرة نقطة التوقف" لاستكشاف الأعطال وإصلاحها.
بعد استكشاف الأعطال وإصلاحها، اضغط على زر التشغيل مرتين لاستئناف القطع. (عند زوايا الصفيحة الفولاذية، نظرًا للتغيرات الكبيرة في سعة حلقة الكشف، قد تنزل شعلة القطع بسرعة وتضرب الصفيحة الفولاذية.
ولذلك، يجب ألا يكون موضع القطع قريبًا جدًا من زوايا الصفيحة الفولاذية (يجب أن يكون 50% من حلقة الكشف على الصفيحة الفولاذية).
يمكنك أيضًا إيقاف تشغيل خاصية الضبط التلقائي للارتفاع يدويًا عندما تصل الماكينة إلى زوايا الصفيحة الفولاذية. في هذا الوقت، راقب عن كثب موضع شعلة القطع واضبط ارتفاع شعلة القطع يدويًا حسب الحاجة).
ملاحظة: وظيفة "العودة على نفس المسار": في واجهة الإيقاف المؤقت، يسمح الضغط على "العودة على نفس المسار" للماكينة بالتحرك على طول مسار القطع إلى نقطة العطل. اضغط على زر "إيقاف" عندما تصل الماكينة إلى نقطة العطل، مما يؤدي إلى إيقاف العودة. يتيح لك استخدام زري "الزعزعة للأمام" و"الزعزعة للخلف" معًا وضع الماكينة بدقة في الموقع المناسب، وإعادة التشغيل، والتسخين المسبق، وإعادة تشغيل القطع.
وظيفتا "الزعزعة للأمام" و"الزعزعة للخلف": تؤدي كل ضغطة على هذين الزرين إلى تحريك الماكينة مسافة معينة على طول مسار القطع، إلى الأمام أو الخلف.
يتم تحديد المسافة بواسطة معلمة "مسافة الهرولة" التي تم تعيينها في واجهة معلمة "المعلمات العامة".
وظيفة "التعامل مع الشعلة": في واجهة الإيقاف المؤقت، يسمح لك الضغط على "التعامل مع الشعلة" بتحريك شعلة القطع خارج اللوحة الفولاذية لاستبدال فوهة شعلة القطع أو التعامل معها. اضغط على زر "رجوع" لتحريك سرير الماكينة مرة أخرى إلى موقع التوقف ومتابعة القطع.
ملاحظة: افصل مصدر طاقة البلازما قبل استبدال الفوهة أو التعامل مع شعلة القطع. أعد توصيل مصدر إمداد طاقة البلازما بعد التعامل مع شعلة القطع؛ وإلا فإن مصدر إمداد طاقة البلازما سيطلق إنذارًا بالخطأ. كن حذرًا لأن فوهة شعلة القطع تكون ساخنة للغاية فور إيقاف القطع.
وظيفة "ذاكرة نقطة التوقف": في واجهة الإيقاف المؤقت، يؤدي الضغط على "F6" (ذاكرة نقطة التوقف) إلى حفظ برنامج القطع المتبقي غير المنفذ. بعد العودة إلى الواجهة الرئيسية، يمكنك إجراء عمليات أخرى، ثم الضغط على "F2" للدخول إلى واجهة "ملف". اضغط على ملف الذاكرة "F5"، ثم اضغط على ذاكرة نقطة التوقف "F2" لتحميل أرقام القطع المتبقية في الذاكرة. ارجع إلى الواجهة الرئيسية لمتابعة القطع. لا تحرك الماكينة أثناء هذه العملية.
إذا كنت ترغب في التخلي عن القطع، اضغط على زر STOP مرة أخرى، ثم اضغط على "F7" للتأكيد والعودة إلى الواجهة الرئيسية.
3. بعد الانتهاء من القص، ارجع إلى الواجهة الرئيسية.
4. استمر في قطع قطع العمل الأخرى.
7. إكمال القطع
بمجرد الانتهاء من القطع، قم بإيقاف تشغيل ضاغط الهواء.
قم بالتبديل إلى الوضع اليدوي، وحرّك عربة شعلة القطع إلى اليسار، وضع الماكينة في مكان وقوفها.
بعد ذلك، قم بإيقاف تشغيل طاقة وحدة التحكم. انتظر لمدة خمس دقائق قبل إيقاف تشغيل مصدر طاقة البلازما وطاقة نظام التحكم.
نظف مساحة العمل.
رابعاً. الصيانة والصيانة
1. قبل بدء المناوبة، من الضروري فحص نظام الهواء، ومصدر طاقة البلازما، ووصلات شعلة القطع بحثًا عن أي تسربات هواء. إذا تم اكتشافها، يجب تصحيحها على الفور.
2. قبل القطع، تحقق من أن فوهة القطع والقطب الكهربائي مع إعداد تيار إمداد طاقة البلازما وسُمك الصفيحة الفولاذية التي يتم قطعها. لا يمكن استخدام فوهة القطع خارج نطاقها. يجب أن تكون شدة التيار بشكل مثالي في حدود 95% من تيار عمل الفوهة. على سبيل المثال، يجب ضبط الشدة الحالية لفوهة 100 أمبير بشكل مثالي على 95 أمبير.
3. تحقق من أن ضغط الغاز ضمن النطاق المسموح به. والتأكد من نظافة الغاز، وفحص تشغيل ضاغط الهواء بانتظام، وفحص جهاز فلتر الهواء بشكل متكرر، واستبدال المكونات على الفور.
4. بعد استبدال مكونات شعلة القطع أو في حالة عدم استخدامها لفترة طويلة، قم بتدوير مقبض ضبط التيار إلى وضع اختبار الغاز أو افتح يدويًا كل صمام لولبي لإزالة بخار الماء والشوائب من مسار الهواء وشعلة القطع.
5. يجب تنظيف الأسطح التوجيهية للقضبان الطولية والعرضية وتزييتها بعد الاستخدام.
6. عندما يأخذ المشغل استراحة أو يترك الماكينة لفترة طويلة، يجب إغلاق مصدر الطاقة والهواء.
7. بعد استخدام ماكينة القطع، انتظر فترة للسماح للخزانة الكهربائية ومصدر طاقة البلازما بالتبريد الكافي قبل فصل الطاقة.
16. افحص فرش محرك التيار المستمر سنوياً. يمكن أن يؤثر التآكل المفرط للفرش على أداء المحرك أو حتى يتسبب في تلفه. ولذلك، من الضروري إجراء فحص منتظم لفرش المحرك واستبدالها.
17. حتى بدون مهام المعالجة، يجب تشغيل ماكينات التحكم الرقمي CNC بانتظام، ويفضل أن يكون ذلك مرة أو مرتين في الأسبوع، وفي كل مرة يتم تشغيلها في وضع الخمول لمدة ساعة تقريباً. وهذا يساعد على استخدام حرارة الماكينة لتقليل الرطوبة داخلها ومنع رطوبة المكونات الإلكترونية.
18. لتجنب تأثير التذبذبات الكبيرة في الطاقة (أكبر من ±101 تيرابايت 3 تيرابايت) وإشارات التداخل العابر المحتملة، ينبغي تزويد الجهاز بطاقة مخصصة (مثل إمداد منفصل لمعدات التحكم الرقمي باستخدام الحاسوب من غرفة توزيع الجهد المنخفض) أو أجهزة إضافية لتثبيت الجهد. يمكن أن يقلل ذلك من تأثير جودة الطاقة والتداخل الكهربائي.
19. افحص جميع أطراف الأسلاك سنوياً للتأكد من إحكامها. فقد تتفكك أطراف الأسلاك بسبب التشغيل والاهتزاز على المدى الطويل، وقد تسخن أطراف الأسلاك المفكوكة وتتلف أثناء التشغيل.
V. الملحق
الملحق 1: مواصفات القطع بقوس البلازما
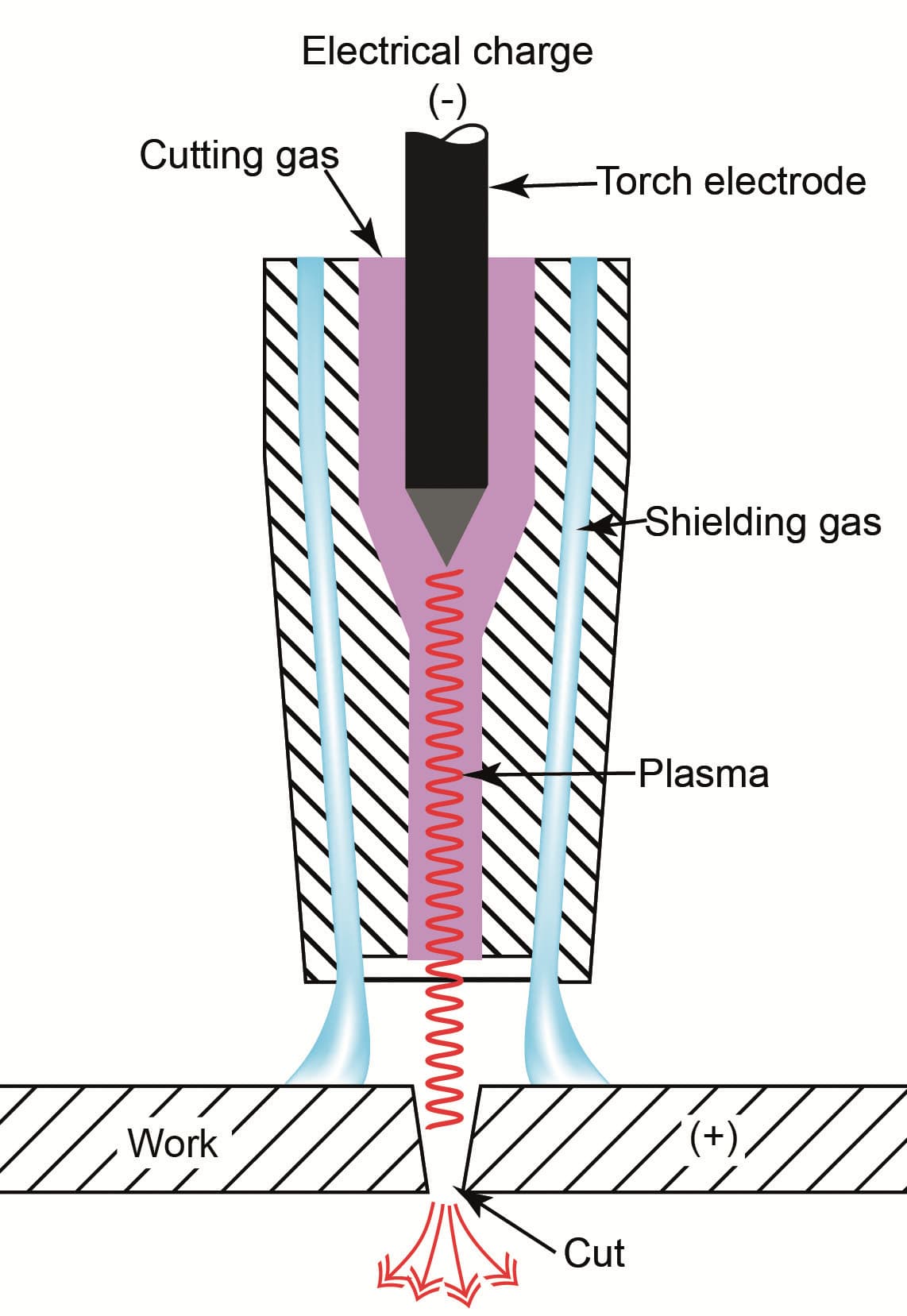
آلة القطع بالبلازما عبارة عن معدات قطع حرارية جديدة.
وينطوي مبدأ عملها على استخدام الهواء المضغوط كغاز عامل وقوس بلازما عالي الحرارة وعالي السرعة كمصدر للحرارة.
يؤدي ذلك إلى إذابة جزء المعدن الذي يتم قطعه، ثم يقوم تدفق هواء عالي السرعة بنفخ المعدن المذاب، مما يشكل خط قطع ضيق.
يمكن استخدام القطع بالبلازما لقطع مختلف أنواع المواد المعدنية مثل الفولاذ المقاوم للصدأ والألومنيوم والنحاس والحديد الزهر والفولاذ الكربوني. تتميز بمزايا سرعة القطع السريعة، ودرزة القطع الضيقة، وحافة القطع الملساء، والمنطقة الصغيرة المتأثرة بالحرارة، والحد الأدنى من تشوه قطعة العمل، والتشغيل البسيط، والتأثيرات الكبيرة الموفرة للطاقة.
هذه المعدات مناسبة لتصنيع وتركيب وصيانة مختلف الهياكل الميكانيكية والمعدنية والقطع, الحفروالتعبئة، والتعبئة، والشطف، وعمليات القطع الأخرى للصفائح المتوسطة والرقيقة.
متنوع القطع بالقوس البلازما تؤثر معلمات العملية بشكل مباشر على استقرار وجودة القطع وتأثير عملية القطع. يتم وصف مواصفات القطع الرئيسية بإيجاز على النحو التالي:
الشكل 4-1: مبدأ القطع بالبلازما.
(1) قطع التيار
يمكن أن تؤدي زيادة تيار القطع أيضًا إلى تعزيز قوة قوس البلازما، ولكنها مقيدة بالحد الأقصى المسموح به للتيار. خلاف ذلك، يمكن أن يتسبب ذلك في زيادة سماكة عمود قوس البلازما، وزيادة عرض القطع، وتقليل عمر القطب الكهربائي. يجب أن يتوافق طراز ملحقات شعلة القطع مع الإعداد الحالي لمصدر طاقة البلازما. يجب أن تكون الشدة الحالية بشكل مثالي في حدود 95% من تيار العمل للفوهة. على سبيل المثال، يجب ضبط شدة التيار لفوهة 100 أمبير على ما لا يزيد عن 95 أمبير.
(2) تدفق الغاز
لا يمكن أن تؤدي زيادة تدفق الغاز إلى زيادة جهد عمود القوس فحسب، بل يمكن أيضًا أن تعزز الضغط على عمود القوس، مما يجعل طاقة قوس البلازما أكثر تركيزًا وقوة الطرد أقوى. ويمكن أن يؤدي ذلك إلى تحسين سرعة القطع وجودته.
ومع ذلك، يمكن أن يؤدي التدفق المفرط للغاز إلى تقصير عمود القوس، وزيادة فقدان الحرارة، وإضعاف قدرة القطع، وحتى تعطيل عملية القطع.
(3) ارتفاع فوهة القطع
يشير ارتفاع فوهة القطع إلى المسافة من الوجه الطرفي لفوهة القطع إلى سطح قطعة العمل التي يتم قطعها. وتبلغ هذه المسافة بشكل عام 2-5 مم. ارتفاع فوهة القطع المناسب ضروري للاستفادة الكاملة من كفاءة القطع لقوس البلازما.
خلاف ذلك، يمكن أن يقلل من كفاءة القطع وجودته، بل ويتسبب في احتراق فوهة القطع. يمكن أن يشير ارتفاع فوهة القطع إلى دليل إمداد طاقة البلازما أو يمكن تحديده بناءً على خبرة القطع.
عند الثقب، يجب تعديل ارتفاع فوهة القطع إلى ضعف ارتفاع القطع العادي.
(4) سرعة القطع
تؤثر عوامل مختلفة بشكل مباشر على تأثير ضغط قوس البلازما، مما يؤثر على درجة حرارته وكثافة طاقته. وتحدد درجة الحرارة المرتفعة والطاقة العالية لقوس البلازما سرعة القطع، وترتبط كل هذه العوامل بسرعة القطع.
لضمان جودة القطع، من الضروري تحسين سرعة القطع قدر الإمكان. لا يؤدي ذلك إلى زيادة الإنتاجية فحسب، بل يقلل أيضًا من تشوه الأجزاء التي يتم قطعها والمنطقة المتأثرة بالحرارة في كرف المنطقة.
إذا كانت سرعة القطع غير مناسبة، فقد يكون لها تأثير معاكس، مما يزيد من الخبث ويقلل من جودة القطع.
(5) سماكة القطع والعملية
تؤثر سماكة الصفيحة الفولاذية بشكل كبير على اختيار عملية القطع. فمع نفس الشعلة، تكون قدرتها على الثقب (السماكة) نصف قدرتها على القطع (السماكة) فقط.
بالنسبة لأجزاء الشعلة الأصلية 100A من Hypertherm، فإن قدرة القطع الموصى بها هي 16 مم، وقدرة الثقب هي 12 مم. ولذلك، عندما يكون سمك الصفيحة الفولاذية أكبر من قدرة الثقب، لا يمكن الثقب والقطع مباشرة في منتصف الصفيحة الفولاذية.
يجب ضبط نقطة بداية القطع عند حافة الصفيحة الفولاذية لبدء القطع من الحافة.
(6) المعالجة المسبقة لسطح الصفيحة الفولاذية
تشكّل ألواح الصلب حتمًا طبقة أكسيد على السطح أثناء مرورها عبر سلسلة من الحلقات الوسيطة من مصنع الصلب إلى ورشة التقطيع.
علاوة على ذلك، تتشكل طبقة أكسيد وتلتصق بسطح الصفيحة الفولاذية أثناء عملية الدرفلة.
وتتميز طبقات الأكسيد هذه بنقطة انصهار عالية، وليس من السهل ذوبانها، وتقلل من سرعة القطع. وفي الوقت نفسه، فإن تناثر طبقة الأكسيد بعد التسخين يمكن أن يسد فوهة القطع بسهولة، مما يقلل من عمر خدمة الفوهة والقطب الكهربائي.
لذلك، من الضروري إجراء معالجة مسبقة لإزالة الصدأ على سطح الصفيحة الفولاذية قبل القطع.
والطريقة الشائعة الاستخدام هي السفع بالخردق لإزالة الصدأ، يليها رش الطلاء المضاد للصدأ.
يتم رش رمل حديدي صغير على سطح الصفيحة الفولاذية باستخدام ماكينة السفع بالخردق، باستخدام قوة تأثير الرمل الحديدي لإزالة طبقة الأكسيد، ثم يتم رش طلاء مثبط للهب ومضاد للصدأ موصل.
المعالجة المسبقة لإزالة الصدأ ورش الطلاء قبل الصلب قطع الألواح جزءًا لا غنى عنه في إنتاج الهياكل المعدنية.
الملحق 2: إعدادات المعلمة الحالية لمنظم جهد القوس الكهربائي
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
تخيل مضاعفة كفاءة القطع لديك مع تقليل التكاليف - يبدو رائعًا، أليس كذلك؟ تستكشف هذه المقالة تحسين عمليات القطع بالبلازما باستخدام الحاسب الآلي لزيادة الدقة والإنتاجية. بدءًا من اختيار نقطة البداية الصحيحة إلى...
هل فكرت يومًا في مدى ضرر الدخان والغبار الناتج عن القطع بالبلازما؟ مع زيادة انتشار القطع بالبلازما، فإن إدارة هذه الملوثات أمر بالغ الأهمية لتلبية المعايير البيئية....
هل تساءلت من قبل عن كيفية تحقيق عمليات قطع خالية من العيوب باستخدام ماكينات البلازما بنظام التحكم الرقمي CNC؟ إتقان معلمات القطع هو المفتاح. تتعمق هذه المقالة في الجوانب الأساسية مثل تيار القطع، والسرعة، و...
يضمن الحفاظ على ماكينة القطع بالبلازما بنظام التحكم الرقمي الأداء الأمثل وطول العمر الافتراضي. في بيئة متربة، يعد التنظيف المنتظم والتشحيم والفحص أمرًا بالغ الأهمية. تغطي هذه المقالة الفحوصات اليومية والأسبوعية والشهرية والفصلية...
تخيل أنك تقطع الصفائح المعدنية السميكة بدقة وسرعة دون عناء. يتعمق هذا المقال في التعقيدات التشغيلية لماكينة القطع بالبلازما بنظام التحكم الرقمي (CNC)، ويرشدك إلى كل شيء بدءًا من...
هل تساءلت يومًا عن التكنولوجيا المتطورة التي أحدثت ثورة في تصنيع المعادن؟ تُعد تقنية القطع بالبلازما مغيرًا لقواعد اللعبة في هذه الصناعة، حيث توفر سرعة ودقة وتعدد استخدامات لا مثيل لها. في هذه المقالة، سوف نتعمق في...
هل تساءلت يومًا كيف يمكن لماكينة أن تقطع المعدن مثل السكين الساخن في الزبدة؟ مرحبًا بك في عالم القطع بالبلازما! في هذه المقالة، سوف تستكشف كيف يمكن لهذه الآلة القوية...
يُعد قطع المعادن بكفاءة وفعالية من حيث التكلفة أمرًا بالغ الأهمية في التصنيع. ولكن ما الطريقة التي يجب أن تختارها: القطع بالغاز أم القطع بالبلازما؟ توضح هذه المقالة تكاليف وكفاءة وجودة كل منهما...
هل سبق لك أن عانيت مع قاطع البلازما الذي لا يقوم بضرب القوس؟ بصفتي مهندسًا ميكانيكيًا متمرسًا، سأشاركك نصائح من الداخل لاستكشاف هذه المشكلة المحبطة وإصلاحها. من الجهد...