ماكينة القطع بالبلازما بنظام التحكم الرقمي: دليلك التشغيلي الأساسي
تخيل أنك تقطع الصفائح المعدنية السميكة بدقة وسرعة دون عناء. تتعمق هذه المقالة في التعقيدات التشغيلية لماكينة القطع بالبلازما بنظام التحكم الرقمي CNC، وترشدك في كل شيء بدءًا من الإعداد الأولي وحتى الصيانة. سواء كنت فنيًا متمرسًا أو جديدًا على هذه التقنية، ستحصل على رؤى لا تقدر بثمن حول زيادة الكفاءة وضمان السلامة. اكتشف كيفية التعامل مع هذه الأداة القوية، واستكشاف المشكلات الشائعة وإصلاحها، وتحسين الأداء لمهام القطع المختلفة. تابع القراءة لتحويل فهمك لعمليات القطع بالبلازما بنظام التحكم الرقمي باستخدام الحاسوب.
يرجى قراءة هذا المستند بعناية قبل تثبيت سطح المكتب وتشغيله ماكينة القطع بالبلازما CNC. قد يؤدي التشغيل غير الصحيح إلى تلف الممتلكات أو الإصابة الشخصية.
احرص دائمًا على التحقق من مواصفات النظام والشروط الفنية، كما هو موضح على بطاقات الجهاز والوثائق ذات الصلة.
يقدم هذا الدليل لمحة موجزة عن إجراءات التشغيل. للحصول على معلومات أكثر تفصيلاً، يرجى الرجوع إلى مواصفات نظام التحكم العددي ودليل تعليمات طاقة البلازما ومواصفات منظم جهد القوس الكهربائي ودليل تعليمات ضبط المكثف.
1. فحص القبول
كن حذراً
ماكينات القطع بالبلازما التالفة أو المعيبة غير متاحة للاستخدام.
2. النقل والتخزين
كن حذراً
أثناء النقل والتخزين، من المهم الحفاظ على المنتج مقاومًا للرطوبة أثناء النقل والتخزين. لا تتسلق المنتج أو تقف عليه، وتجنب وضع أشياء ثقيلة عليه. انتبه بشكل خاص للوحة الأمامية والشاشة لمنع الاصطدام والخدوش.
3. التركيب
كن حذراً
الغلاف الخارجي لـ نظام CNC غير مقاوم للماء. أثناء التركيب، من المهم حمايته من أشعة الشمس المباشرة والمطر.
انتباه
عند تركيب نظام التحكم العددي، اتخذ الاحتياطات اللازمة لمنع تسرب الغبار والغازات المسببة للتآكل والأجسام الموصلة والسوائل والمواد القابلة للاشتعال.
يجب تركيب النظام في مكان بعيد عن المواد القابلة للاشتعال والانفجار، وكذلك التداخل الكهرومغناطيسي القوي.
لضمان أداء مستقر، يجب تثبيت نظام التحكم الرقمي باستخدام الحاسب الآلي بإحكام وحمايته من الاهتزازات.
4. الأسلاك
تحذير
يجب أن يتمتع الموظفون المسؤولون عن توصيل الأسلاك أو فحص النظام بالخبرة الكافية لأداء هذه المهام.
يجب عدم إتلاف أسلاك التوصيل أو ضغطها أو سحبها. لا تفتح خزانة نظام التحكم الرقمي باستخدام الحاسب الآلي CNC أثناء شحنها.
كن حذراً
تأكد من أن الجهد والقطبية لأي قابس سلكي مطابق للمواصفات.
قبل إدخال المفتاح أو قلبه، تأكدي من جفاف يديك.
كن حذراً
يجب تركيب جميع الأسلاك بشكل صحيح وتثبيتها بإحكام.
يجب أن يكون نظام التحكم العددي مؤرضًا بشكل موثوق.
5. التشغيل والتشغيل
كن حذراً
قبل تشغيل ماكينة القطع بالبلازما، تأكد من صحة إعدادات المعلمات.
يجب أن تقع أي تغييرات يتم إجراؤها على المعلمات ضمن النطاق المسموح به في إعدادات المعلمات.
6. استخدام
تحذير
لا تقم بفتح مبيت الجهاز أو الغطاء الثابت أثناء التشغيل، لأن ذلك قد يؤدي إلى إصابة شخصية أو تلف في الممتلكات.
تحذير
قبل فتح الجهاز، تأكد من إيقاف تشغيل مصدر الطاقة الرئيسي. قد يؤدي عدم القيام بذلك إلى حدوث إصابة شخصية أو تلف في الممتلكات.
تحذير
لا تقم بتوصيل أو فصل الموصل الموجود على ماكينة القطع بالبلازما أثناء تشغيل الطاقة الرئيسية. قد يتسبب القيام بذلك في حدوث تلف وضرر دائم لقاطع البلازما.
تحذير
بعد فصل مزود الطاقة الرئيسي، انتظر لمدة دقيقتين على الأقل قبل لمس أو إزالة لوحة الدائرة والموصل.
تظل الشحنة المتبقية لمكثف الجهاز عند جهد كهربائي خطير لمدة دقيقتين بعد إيقاف تشغيل الطاقة الرئيسية.
تحذير
لا تقم بفصل طاقة البلازما قبل التعامل مع شعلة القطع، لأن القيام بذلك قد يؤدي إلى إصابة شخصية أو تلف في الممتلكات.
عند التعامل مع شعلة القطع، احذر من الحروق الناتجة عن ارتفاع درجة حرارة الشعلة.
تحذير
يجب أن يمتلك المستخدم المهارات اللازمة لتشغيل الماكينة بفعالية.
يجب أن يتلقى المشغلون تدريبًا على السلامة المتعلقة بالقطع باللهب والقطع بالبلازما.
يجب أن يكون لديهم أيضًا معرفة أساسية بتشغيل الكمبيوتر وأن يكونوا على دراية بما يلي قطع اللهب وتقنية القطع بالبلازما.
انتباه
قبل توصيل الطاقة، تأكد من إيقاف تشغيل المفتاح قبل توصيل الطاقة.
يجب على المشغل عدم ترك المعدات دون مراقبة أثناء تشغيلها.
تأكد من جميع أسلاك النظام قبل تشغيل الطاقة.
انتباه
عند استخدام ماكينة القطع بالبلازما، فإن صفيحة فولاذية يجب أن تكون مستوية ويجب ألا يكون بها تقلبات كبيرة. وإلا سيؤثر ذلك على دقة حجم القطع ويقلل إلى حد كبير من عمر خدمة الفوهة والقطب الكهربائي.
7. استكشاف الأخطاء وإصلاحها
تحذير
يجب أن يمتلك الموظفون المسؤولون عن استكشاف الأخطاء وإصلاحها المعرفة المهنية اللازمة والقدرة على العمل.
انتباه
بعد إطلاق الإنذار، يجب تصحيح العطل قبل إعادة التشغيل.
8. مزود الطاقة
انتباه
تم تصميم نظام التحكم العددي هذا ليعمل على مصدر طاقة 220 فولت 50 هرتز، وتتطلب ماكينة القطع بالبلازما مصدر طاقة 380 فولت 50 هرتز.
تأكد من تأكيد أي مصدر طاقة مخصص قبل تقديم الطلب.
يجب أن تكون الظروف البيئية لاستخدام المعدات مطابقة لتلك المحددة في هذا الدليل.
تركيب قاطع البلازما المكتبي
I. اعتبارات تركيب قاطع البلازما
بعد تفريغ تغليف ماكينة القطع بالبلازما، ضع طاقة البلازما في الموضع الأوسط الأيسر مع وضع اللوح السفلي أسفلها. قم بتركيب خزانة التحكم على الجانب الأيسر من الموضع الأمامي لماكينة القطع بالبلازما بحيث يمكن للمشغل مراقبة ماكينة القطع بالبلازما المكتبية بالكامل وعملية القطع.
قم بإزالة السلك الموجود على الجانب الأيسر وضعه بموازاة ماكينة القطع بالبلازما.
قم بتأمين قاطع البلازما باستخدام 6 براغي تثبيت واضبط المعدات باستخدام مستوى التوازن.
قم بتوصيل سلك الطاقة الخاص بطاقة البلازما بمصدر طاقة الورشة (ثلاثي الأطوار 380 فولت، 50 هرتز) وفقًا لمواصفات الطاقة.
قم بتوصيل السلك الأرضي لطاقة البلازما بإطار الشبكة أو اللوح الفولاذي.
قم بتوصيل سلك الطاقة الخاص بكابينة التحكم بمصدر طاقة الورشة (على مرحلتين 220 فولت، 50 هرتز) بقدرة 1.5 كيلوواط.
قم بتوصيل القابس الموجود على جانب كابينة التحكم.
قم بتوصيل مصدر الطاقة وخط الإشارة، وتوصيل خط جهد قوس البلازما وخط القوس بماكينة القطع باستخدام الحاسب الآلي (راجع مواصفات البلازما لتأكيد خط قوس البلازما والقوس). ارجع إلى الشكل 1 أدناه للحصول على إرشادات:
الشكل 1
إذا تم توفير مصدر طاقة البلازما من قبل المستخدم، فقم بتوصيل خط قوس البلازما والقوس بماكينة القطع CNC كما هو موضح في الشكل 2 (راجع مواصفات البلازما للتأكد من خط قوس البلازما والقوس).
الشكل 2
يجب توصيل السلكين المسمى V+ و V- بالقوسين الموجب والسالب، على التوالي، لمصدر طاقة البلازما.
من المهم التأكد من توصيل القوسين الموجب والسالب بشكل صحيح، حيث أن أي خطأ في هذا الصدد يمكن أن يؤدي إلى مشاكل كبيرة.
تأكد من توصيل أنابيب مدخل ومخرج المياه بإحكام وأن مستوى المياه في الحوض 80 ملم.
قم بتوصيل مصدر الهواء المضغوط بمدخل مصدر طاقة البلازما واضبط ضغط الهواء على 5.0.
قم بتشغيل مصدر الطاقة الرئيسي، ومفتاح كابينة التحكم، وطاقة البلازما.
يرجى اتباع التعليمات الواردة في دليل إمداد طاقة البلازما ودليل تشغيل وحدة التحكم ودليل المستخدم. تجنب إجراء أي تغييرات على معلمات النظام إلا إذا كنت على دراية تامة وثقة في القيام بذلك.
في حال كانت جودة القطع غير مرضية ولا يمكن حلها، افحص القطب وفوهة شعلة القطع بالبلازما واستبدل أي أجزاء تالفة.
II. تخطيط الأسلاك لقاطع البلازما
يوصى بوضع كابل التوصيل بين الهيكل الرئيسي وكابينة التحكم الكهربائية لماكينة القطع على طول الخط الأرضي. سيؤدي ذلك إلى حماية الكابل وتسهيل الصيانة.
ثالثاً نطاق العمل
يتم وضع علامة على مرحلة القطع بمنطقة عمل فعالة، ويجب قطع قطعة العمل داخل حدود هذه العلامة فقط.
IV. مزود طاقة قاطع البلازما
يحتوي الجهاز على كبلين للطاقة:
كابل الطاقة الأول مخصص لإمداد الطاقة الكلي لنظام التحكم وله معدل طاقة يبلغ 1.5 كيلوواط وجهد 220 فولت على مرحلتين.
أما كابل الطاقة الثاني فهو مخصص لمصدر طاقة البلازما وله معدل طاقة يبلغ 8.4 كيلوواط وجهد ثلاثي الأطوار 380 فولت (هذا الكابل اختياري).
يبلغ طول الكابل من جانب ماكينة القطع بالبلازما 4.5 متر تقريبًا. وإجمالي كابل إمداد الطاقة لنظام التحكم هو كابل ثنائي الطور بقطر سلك يبلغ 1.5 مم2في حين أن كابل إمداد الطاقة لطاقة البلازما هو كابل رباعي النواة بقطر خط 6 مم2.
تمر كل من الكابلات وأنابيب الهواء من خلال إطار سحب الهواء ثم تنزل إلى لوحة المفاتيح الرئيسية لوحدة إمداد الطاقة على طول جدار المحطة، حيث يتم توصيلها بالمفاتيح والمنافذ المناسبة.
من المهم التأكد من تأريض نظام التحكم ومصدر طاقة البلازما بشكل موثوق.
من أجل منع التقلبات الكبيرة في الطاقة (> ±10%) والتداخل الكهربائي المحتمل، يوصى باستخدام خط إمداد طاقة خاص (مثل خط مخصص من غرفة محول الجهد المنخفض) أو مثبت جهد إضافي لقاطع البلازما بنظام التحكم الرقمي باستخدام الحاسوب. سيساعد ذلك على تقليل تأثير جودة الطاقة والتداخل الكهربائي.
في مكان العمل الذي يحتوي على ماكينات لحام كهربائية متعددة, اللحام بقوس الأرغون ماكينات أو ماكينات القطع بالبلازما أو مصادر التداخل عالية التردد مثل محولات الطاقة العالية، يوصى بتركيب مرشحات على كابل إمداد الطاقة لنظام التحكم العددي لتخفيف التداخل.
يمكن أن يؤدي الانقطاع المفاجئ للتيار الكهربائي إلى فقدان ملفات القطع وإنتاج النفايات. كما يمكن أن يؤدي الانقطاع المفاجئ المتكرر للتيار الكهربائي المتكرر إلى تلف برمجيات أو أجهزة الماكينات بنظام التحكم الرقمي.
لذلك، في حالة الانقطاع المتكرر للتيار الكهربائي، يُنصح بالتفكير في تركيب مصدر طاقة غير متقطع بقوة 500 واط لنظام NC للحماية من العواقب المحتملة لانقطاع التيار الكهربائي.
V. إمدادات الهواء
استخدم الهواء المضغوط عند تشغيل ماكينة القطع بالبلازما.
يجب أن يكون ضاغط الهواء بمعدل تدفق 1 م3/ دقيقة ويجب أن يكون ضغط هواء الخرج بين 6.1-8.2 بار عند استخدام طاقة البلازما للقطع.
إذا كان ضغط الهواء أقل من 5.5 بار، فسيؤثر ذلك بشكل خطير على جودة القطع. إذا انخفض ضغط الهواء إلى أقل من 4 بار، فإن طاقة البلازما سوف تتلف القطب الكهربائي وتجعل ماكينة القطع بالبلازما غير قابلة للتشغيل.
يجب أن يكون أنبوب الهواء مصنوعًا من أنابيب مطاطية عالية الضغط بقطر داخلي 10 مم ومعدل ضغط 2 ميجا باسكال (20 بار).
تشغيل ماكينة القطع بالبلازما
I. التحضير
قوية نظام التهوية يجب تركيبها في مكان العمل لإزالة الدخان المتولد أثناء عملية القطع.
قبل تنشيط معدات القطع بالبلازما، تأكد من أن جميع مفاتيح الماكينة في وضع الإغلاق.
يجب أن يكون المفتاح الدوار في الجزء الخلفي من طاقة البلازما في وضع أفقي.
قم بتشغيل مصدر الطاقة الرئيسي عن طريق تشغيل طاقة خزانة المفاتيح الرئيسية، والتي ستوفر الكهرباء للكابلين.
أغلق قاطع الدائرة الكهربائية في كابينة المعدات على الوضع "ON".
قم بتشغيل مصدر طاقة التحكم في النظام ويجب أن تظهر الواجهة الرئيسية على الشاشة.
بعد ذلك، قم بتدوير المفتاح الدوار في الجزء الخلفي من طاقة البلازما 90 درجة إلى الوضع الرأسي. يجب أن يكون مؤشر الطاقة في مقدمة مصدر طاقة البلازما.
قم بتشغيل ضاغط الهواء (بمعدل تدفق 1 م3/ دقيقة) وضبط مفتاح التحكم في ضغط ضاغط الهواء لضبط ضغط الخرج على 6.1-8.2 بار.
إذا كان ضغط الهواء أقل من 6.1 بار، فقد ينخفض الضغط أثناء القطع، مما يتسبب في عدم استقرار جودة القطع.
إذا كان ضغط الهواء أعلى من 8.3 بار، فقد يؤدي ذلك إلى تلف فلتر الهواء في مزود طاقة البلازما.
اضبط مقبض التحكم في الضغط على مقبض التحكم في الضغط بمزود طاقة البلازما للحفاظ على ضغط يتراوح بين 5.5 و6.0 بار.
قم بتدوير مقبض ضبط تيار البلازما/مقبض اختبار الغاز إلى وضع اختبار الغاز للتأكد من أن الضغط لن ينخفض إلى أقل من 5 بار.
إذا انخفض الضغط إلى أقل من 5 بار، ستتأثر جودة القطع بشدة وقد تتوقف طاقة البلازما عن العمل.
إذا كانت بيئة العمل غير نظيفة، يوصى بتركيب نظام ترشيح مشترك متعدد المستويات أمام مصدر طاقة البلازما. يمكن أن تسبب الملوثات مثل الزيت والرطوبة والغبار في الهواء مشاكل خطيرة مثل فشل القوس الكهربائي وتلف شعلة القطع.
بمجرد الانتهاء من هذه التحضيرات، يمكن البدء في القطع بالبلازما.
II. إعداد جهاز ضبط الارتفاع التلقائي
منظم الضغط القوسي
اضبط وضع القطع في نظام NC على وضع البلازما وشغّل منظم جهد القوس الكهربائي.
يجب أن تتضمن معلمات ضبط ضغط القوس فقط قيمة ضغط القوس، مع ضبط وقت التثقيب ومعلمات وقت التموضع الأخرى بواسطة نظام التحكم الرقمي باستخدام الحاسب الآلي.
لمزيد من المعلومات، ارجع إلى دليل ضبط الضغط القوسي.
ثالثاً نظام المؤازرة
رابعا. نمط القطع المبرمج
إنشاء رسومات القطع باستخدام برامج رسم احترافية مثل AUTOCAD ثم تحرير البرامج باستخدام برامج البرمجة.
استخدم المكتبة التي يوفرها النظام للتحرير. لمزيد من المعلومات، راجع دليل نظام NC.
استفد من وظيفة تداخل الألواح المعدنية التي يوفرها النظام.
بمجرد نقل برنامج القطع إلى الذاكرة، ارجع إلى الواجهة الرئيسية للتأكد من أن منطقة عرض الرسومات تفي بالمتطلبات اللازمة.
V. إعداد معلمة القطع
اضبط معلمات القطع وإعدادات النظام حسب الضرورة.
لمزيد من المعلومات، راجع دليل نظام التحكم العددي ودليل منظم الضغط القوسي. قد يتوفر دليل لوحدة تحكم معينة في الصين للتنزيل.
في حالة وجود أي اختلافات، راجع أحدث دليل لنظام التحكم العددي.
أثناء عملية القطع بالبلازما، يجب أن يرتدي المشغل معدات واقية مثل القبعة ونظارات السلامة وتأمين نفسه بشكل صحيح.
تتميز ماكينة القطع بالبلازما أيضًا بخاصية المحاذاة الأوتوماتيكية لألواح الصلب، والتي تقيس زاوية الدوران.
عادةً ما يكون من الصعب على المشغل محاذاة الصفيحة الفولاذية مع المحور Y لقاطع البلازما أثناء عملية الرفع. تقوم هذه الميزة بقياس زاوية دوران الصفيحة الفولاذية وتدوير رسم القطع تلقائيًا لمطابقتها، وبالتالي تقليل الهدر وتحسين الكفاءة.
لاستخدام هذه الميزة، انقل ماكينة القطع بالبلازما إلى الزاوية العلوية اليسرى للوحة الفولاذ بعد الانتهاء من تحرير رسومات القطع. تحت الواجهة الرئيسية، اضغط على الزر "F2" في قسم الملف، ثم اضغط على الزر "F7" لقياس زاوية الدوران. استخدم مفاتيح الاتجاهات لتحريك ماكينة القطع بالبلازما إلى الزاوية اليسرى السفلية للوحة الفولاذ واضغط على "F1" للتأكيد. أخيرًا، ارجع إلى قسم الخيارات في الواجهة.
ملاحظة:
في حالة وجود أي اختلافات، راجع أحدث دليل لنظام التحكم العددي.
أثناء عملية القطع بالبلازما، يجب أن يرتدي المشغل معدات واقية مثل القبعة ونظارات السلامة وتأمين نفسه بشكل صحيح.
تتميز ماكينة القطع بالبلازما أيضًا بخاصية المحاذاة الأوتوماتيكية لألواح الصلب، والتي تقيس زاوية الدوران.
عادةً ما يكون من الصعب على المشغل محاذاة الصفيحة الفولاذية مع المحور Y لقاطع البلازما أثناء عملية الرفع. تقوم هذه الميزة بقياس زاوية دوران الصفيحة الفولاذية وتدوير رسم القطع تلقائيًا لمطابقتها، وبالتالي تقليل الهدر وتحسين الكفاءة.
لاستخدام هذه الميزة، انقل ماكينة القطع بالبلازما إلى الزاوية العلوية اليسرى للوحة الفولاذ بعد الانتهاء من تحرير رسومات القطع. تحت الواجهة الرئيسية، اضغط على الزر "F2" في قسم الملف، ثم اضغط على الزر "F7" لقياس زاوية الدوران. استخدم مفاتيح الاتجاهات لتحريك ماكينة القطع بالبلازما إلى الزاوية اليسرى السفلية للوحة الفولاذ واضغط على "F1" للتأكيد. أخيرًا، ارجع إلى قسم الخيارات في الواجهة.
ملاحظة:
وظيفة "العودة إلى النقطة الأصلية":
أثناء وجودك في واجهة الإيقاف المؤقت، اضغط على "العودة إلى النقطة الأصلية" للسماح لـ القطع بالبلازما باستخدام الحاسب الآلي تعيد الماكينة تتبع خطواتها على طول مسار القطع. بمجرد أن تصل الماكينة إلى نقطة التعطل، اضغط على زر "إيقاف" للتوقف عن العودة.
إلى جانب وظيفتي "تحريك الهرولة للأمام" و"تحريك الهرولة للخلف"، يمكنك تحديد الموضع المناسب بدقة، وإعادة الإشعال والتسخين المسبق وبدء القطع مرة أخرى.
وظيفة "التحرك للأمام" ووظيفة "التحرك للخلف":
اضغط على أي من المفتاحين لتحريك ماكينة القطع بالبلازما للأمام (أو للخلف) على طول مسار القطع. يتم تحديد المسافة من خلال معلمة "مسافة حركة الهرولة" في واجهة "المعلمة العامة".
وظيفة "مقبض شعلة القطع":
أثناء وجودك على الواجهة، اضغط على "مقبض شعلة القطع" لتحريك شعلة القطع بعيدًا عن الصفيحة الفولاذية وإجراء أي تبديلات أو تعديلات ضرورية.
اضغط على مفتاح "رجوع" لتحريك مفتاح ماكينة قطع البلازما العودة إلى الموقع المتقطع ومواصلة القطع.
ملحوظة: يجب إيقاف تشغيل طاقة البلازما عند استبدال فوهة القطع أو إجراء أي تعديلات. يجب إعادة تشغيل طاقة البلازما بعد ذلك بمجرد اكتمال المعالجة لتجنب أي إنذارات بأخطاء.
توخَّ الحذر عند التعامل مع شعلة القطع لأنها تكون ساخنة للغاية فور توقف القطع.
وظيفة "نقطة توقف الذاكرة":
أثناء وجودك على واجهة الإيقاف المؤقت، اضغط على المفتاح "F6" (نقطة توقف الذاكرة) وسيقوم النظام بحفظ الجزء المتبقي من البرنامج.
ارجع إلى الواجهة الرئيسية، وقم بتنفيذ مهام أخرى إذا لزم الأمر، ثم اضغط على الزر "F2" في واجهة "ملف" للوصول إلى ملف الذاكرة المحفوظ.
اضغط على "F2" لذاكرة نقطة القطع لنقل رسومات القطع المتبقية إلى الذاكرة. ارجع إلى الواجهة الرئيسية لمتابعة القطع.
يجب عدم تحريك ماكينة القطع بالبلازما أثناء هذه العملية.
إذا كنت ترغب في التخلي عن القطع، اضغط على زر STOP مرة أخرى، واضغط على "F7" للتأكيد، ثم عد إلى الواجهة الرئيسية.
بمجرد اكتمال القص، ارجع إلى الواجهة الرئيسية وتابع قص الأجسام الأخرى إذا لزم الأمر.
سابعاً اكتمال القطع بالبلازما
عند الانتهاء من عملية القطع، قم بإيقاف تشغيل ضاغط الهواء.
أدخل حالة الركض، وحرّك جهاز القطع إلى اليسار، وأعد الماكينة إلى وضعها المتوقف. ثم، قم بإيقاف تشغيل طاقة وحدة التحكم.
بعد الانتظار لمدة خمس دقائق، قم بإيقاف تشغيل طاقة البلازما ثم قم بإيقاف تشغيل طاقة نظام التحكم.
وأخيراً، نظف منطقة العمل.
صيانة ماكينة القطع بالبلازما
قبل البدء في العمل على نظام دائرة الهواء، ومصدر طاقة البلازما، وشعلة القطع، من الضروري فحص أي تسريبات وإصلاحها إذا وجدت. قبل القطع، تأكد من أن فوهة القطع والقطب الكهربائي مناسبان لإعداد تيار طاقة البلازما و سُمك الصفيحة الفولاذية. يجب ضبط إعداد التيار على 95% من التيار العامل للفوهة؛ على سبيل المثال، إذا كانت الفوهة 100 أمبير، يجب أن يكون إعداد التيار 95 أمبير. تأكد من أن ضغط الغاز ضمن النطاق المقبول، وقم بتنظيف ضاغط الهواء بانتظام. بالإضافة إلى ذلك، افحص فلتر الهواء بانتظام واستبدل أي ملحقات ضرورية.
عند استبدال أجزاء القطع أو إذا لم تكن ماكينة القطع بالبلازما قيد الاستخدام لفترة طويلة، أدر مقبض ضبط التيار إلى وضع اختبار الغاز أو افتح صمام الملف اللولبي يدويًا لإزالة أي بخار ماء وشوائب من مسار الغاز والشعلة. بعد الاستخدام، قم بتنظيف وتزييت الموجه الطولي وسطح موجه سكة التوجيه الأفقي. يجب على المشغل إيقاف تشغيل الطاقة ومصدر الغاز عند أخذ استراحة أو ترك الماكينة دون استخدام لفترة طويلة.
بعد استخدام ماكينة القطع بنظام التحكم الرقمي، انتظر حتى تبرد خزانة الجهاز ومصدر طاقة البلازما قبل إيقاف تشغيل مصدر الطاقة. افحص الحامل ونظفه بانتظام باستخدام فرشاة، وقم بتشحيم آلية الرفع (مثل المحمل الكروي والمسمار ومنزلق الموجه الخطي).
أضف زيت التشحيم إلى منزلق الموجه الخطي للمحور X.
نظف بانتظام خبث القطع من أسفل طاولة القطع وامسح أي غبار من سطح معدات القطع بالبلازما.
من المهم التحقق بانتظام من حالة كل من مفاتيح الحد العلوي والسفلي واستبدال أي مفتاح معطل على الفور.
نظّفي الطبقة الرمادية على جانب الرف بفرشاة جافة مرة واحدة في الشهر.
افتح الخزانة الكهربائية وقم بتنظيفها من الداخل كل ثلاثة أشهر لإزالة أي تراكمات من الطبقة الرمادية.
افحص مرونة المحرك المؤازر كل ثلاثة أشهر التثبيت آلية لضمان موثوقيتها وضبط مسامير ضغط الزنبرك حسب الحاجة للحفاظ على الضغط المناسب.
افحص علامات التآكل والتلف على كابلات قاطع البلازما كل ثلاثة أشهر.
افحص إحكام ربط المسامير سنوياً للتأكد من إحكام ربطها.
افحص فرش محرك التيار المباشر سنوياً. يمكن أن يؤثر التآكل المفرط على محرك التيار المستمر سلبًا على أدائه وقد يتسبب في تلف المحرك.
لذلك، من المهم فحص فرش المحرك واستبدالها بانتظام.
عندما لا تكون قيد الاستخدام، يوصى بتوصيل ماكينة القطع بالبلازما بالكهرباء بشكل منتظم، من الناحية المثالية 1-2 مرات في الأسبوع. في كل مرة، قم بتشغيل الماكينة لمدة ساعة واحدة تقريبًا بدون مهام معالجة للاستفادة من الحرارة التي تولدها الماكينة لتقليل الرطوبة بالداخل ومنع الرطوبة من التأثير على المكونات الإلكترونية.
لتقليل تأثير تقلبات الطاقة (>±10%) والتداخل الكهربائي المحتمل، يجب تشغيل معدات القطع بالبلازما بواسطة خط مخصص (مثل من غرفة محولات الجهد المنخفض المخصصة لمعدات التحكم العددي) أو مزودة بمثبت جهد إضافي. سيساعد ذلك على ضمان استقرار مصدر الطاقة وتقليل التداخل الكهربائي.
افحص تثبيت الأطراف سنوياً. قد تتفكك الأطراف بمرور الوقت بسبب التشغيل والاهتزاز لفترات طويلة، مما قد يتسبب في تلفها بسبب الحرارة إذا لم يتم تثبيتها بشكل صحيح.
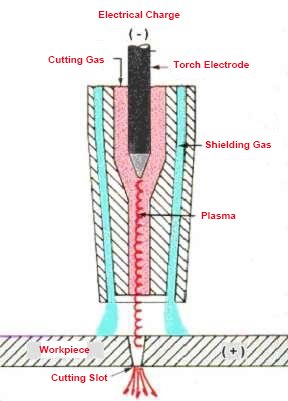
ماكينة القطع بالبلازما هي عبارة عن معدات قطع ساخنة متطورة تستخدم الهواء المضغوط كغاز عمل ودرجة الحرارة العالية وسرعة قوس البلازما كمصدر للحرارة. يقوم قوس البلازما بإذابة المعدن جزئيًا، ويقوم الهواء عالي السرعة بنفخ المعدن المنصهر بعيدًا لتشكيل خط قطع ضيق.
يمكن استخدام القطع بالبلازما لقطع مجموعة متنوعة من المواد المعدنية، بما في ذلك الفولاذ المقاوم للصدأ والألومنيوم والنحاس والحديد الزهر والفولاذ الكربوني. وتوفر سرعة قطع سريعة، وعرض قطع ضيق، وسطح قطع أملس، ومنطقة متأثرة بالحرارة إلى الحد الأدنى، وتشوه أقل لقطعة العمل، وسهولة التشغيل. وبالإضافة إلى ذلك، فإن القطع بالبلازما له تأثير ملحوظ في توفير الطاقة.
تُعد معدات القطع بالبلازما مثالية للاستخدام في تصنيع وتركيب وصيانة الماكينات المختلفة وأداء مهام القطع والتصنيع مثل قطع الألواح المتوسطة والتقطيع والشطب.
تلعب معلمات عملية القطع بالبلازما دورًا مهمًا في تحديد استقرار وجودة القطع وكفاءة عملية القطع.
تشمل مواصفات القطع الرئيسية ما يلي:
1. قطع التيار
يمكن أن تؤدي زيادة تيار القطع إلى زيادة قوة قوس البلازما، ولكن هذا محدود بالحد الأقصى المسموح به للتيار. إذا تم تجاوز الحد الأقصى، سيصبح عمود قوس البلازما أكثر سمكًا، وسيزداد عرض القطع، وسيقل عمر القطب الكهربائي.
يجب أن تتطابق مكونات شعلة القطع مع إعداد تيار طاقة البلازما.
يجب أن تكون قوة التيار في حدود 95% من التيار العامل للفوهة. على سبيل المثال، يجب ضبط قوة التيار لفوهة 100 أمبير في حدود 95 أمبير.
2. تدفق الغاز
يمكن أن تؤدي زيادة تدفق الغاز إلى زيادة جهد عمود القوس، مما يجعل طاقة قوس البلازما أكثر تركيزًا وقوة النفث أقوى. ويمكن أن يؤدي ذلك إلى تحسين سرعة القطع وجودته.
ومع ذلك، إذا كان تدفق الغاز مرتفعًا جدًا، فسيؤدي ذلك إلى تقصير عمود القوس ويؤدي إلى فقدان حرارة أكبر، مما يقلل من قدرة القطع. وفي الحالات القصوى، قد يمنع ذلك من إجراء عملية القطع بشكل طبيعي.
3. ارتفاع فوهة القطع
ارتفاع القطع هو المسافة من نهاية فوهة القطع إلى سطح المادة التي يتم قطعها. ويتراوح عادةً بين 2-5 مم.
يعد الحفاظ على ارتفاع القطع المناسب أمرًا ضروريًا لضمان كفاءة القطع بقوس البلازما. إذا كان ارتفاع القطع غير صحيح، فقد يؤدي ذلك إلى انخفاض كفاءة القطع وجودته بل وقد يتسبب في احتراق فوهة القطع.
يمكن العثور على ارتفاع فوهة القطع في مواصفات مزود طاقة البلازما أو تعديلها بناءً على خبرة القطع.
للتثقيب، يجب تعديل ارتفاع فوهة القطع إلى ضعف الارتفاع المستخدم أثناء القطع العادي.
4. سرعة القطع
تؤثر العوامل المذكورة أعلاه بشكل مباشر على ضغط قوس البلازما وتؤثر أيضًا على درجة الحرارة وكثافة الطاقة لقوس البلازما. وتحدد درجة الحرارة وكثافة الطاقة لقوس البلازما سرعة القطع. وعلى هذا النحو، ترتبط جميع هذه العوامل بسرعة القطع.
مع ضمان جودة القطع، من المهم زيادة سرعة القطع قدر الإمكان. لا يؤدي ذلك إلى زيادة الإنتاجية فحسب، بل يقلل أيضًا من تشوه جزء القطع ومنطقة التأثير الحراري للقطع.
إذا كانت سرعة القطع غير مناسبة، سيحدث تأثير معاكس، مما يزيد من اللزوجة ويقلل من جودة القطع.
5. سمك القطع ومعالجته
سمك الصفيحة الفولاذية له تأثير كبير على اختيار عملية القطع. وحتى مع نفس شعلة القطع، فإن قدرة التثقيب (السُمك) لا تساوي سوى نصف قدرة القطع (السُمك).
على سبيل المثال، تبلغ سعة القطع الموصى بها لطاقة بلازما Hypertherm 100A 16 مم، بينما تبلغ سعة التثقيب 12 مم.
لذلك، عندما يتجاوز سُمك الصفيحة الفولاذية سعة التثقيب، لا يوصى بتثقيبها مباشرةً في المنتصف. بدلاً من ذلك، يجب أن يبدأ التثقيب من حافة الصفيحة والعمل إلى الداخل.
6. المعالجة المسبقة لسطح الصفيحة الفولاذية
أثناء الرحلة من إنتاج الصلب إلى ورشة التقطيع، يشكل سطح الصفيحة الفولاذية حتمًا طبقة أكسيد. بالإضافة إلى ذلك، تشكل الصفيحة الفولاذية أيضًا طبقة أكسيد على سطحها أثناء عملية الدرفلة.
وتتميز هذه الطلاءات المؤكسدة بنقطة انصهار عالية ويصعب ذوبانها، مما يبطئ من سرعة القطع. عند تسخينها، يتناثر الطلاء المؤكسد أيضًا، مما يسبب انسدادًا في فوهة القطع ويقلل من عمر فوهة القطع والقطب الكهربائي.
ونتيجة لذلك، من الضروري إجراء معالجة مسبقة لإزالة الصدأ قبل القطع. ويتم ذلك عادةً عن طريق إزالة الصدأ ثم وضع طلاء موصل لمنع الصدأ.
وتتمثل إحدى الطرق الشائعة في رش رمل حديدي صغير على سطح الصفيحة الفولاذية وإزالة الطبقة المؤكسدة بقوة التثقيب الناتجة عن الرمل الحديدي. بعد ذلك، يتم تطبيق طلاء مضاد للصدأ مع مثبطات اللهب والتوصيل الجيد.
إزالة الصدأ والمعالجة المسبقة برذاذ الطلاء قبل قطع الفولاذ أصبحت الصفيحة خطوة أساسية في إنتاج الهياكل المعدنية.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
تخيل مضاعفة كفاءة القطع لديك مع تقليل التكاليف - يبدو رائعًا، أليس كذلك؟ تستكشف هذه المقالة تحسين عمليات القطع بالبلازما باستخدام الحاسب الآلي لزيادة الدقة والإنتاجية. بدءًا من اختيار نقطة البداية الصحيحة إلى...
هل فكرت يومًا في مدى ضرر الدخان والغبار الناتج عن القطع بالبلازما؟ مع زيادة انتشار القطع بالبلازما، فإن إدارة هذه الملوثات أمر بالغ الأهمية لتلبية المعايير البيئية....
هل تساءلت من قبل عن كيفية تحقيق عمليات قطع خالية من العيوب باستخدام ماكينات البلازما بنظام التحكم الرقمي CNC؟ إتقان معلمات القطع هو المفتاح. تتعمق هذه المقالة في الجوانب الأساسية مثل تيار القطع، والسرعة، و...
يضمن الحفاظ على ماكينة القطع بالبلازما بنظام التحكم الرقمي الأداء الأمثل وطول العمر الافتراضي. في بيئة متربة، يعد التنظيف المنتظم والتشحيم والفحص أمرًا بالغ الأهمية. تغطي هذه المقالة الفحوصات اليومية والأسبوعية والشهرية والفصلية...
هل أنت مستعد لإتقان فن القطع الدقيق؟ اكتشف كيف يمكن لماكينة القطع بالبلازما بنظام التحكم الرقمي أن تحدث ثورة في مشاريعك في مجال تشغيل المعادن. يغطي هذا الدليل كل شيء بدءًا من التركيب واحتياطات السلامة...
هل سبق لك أن عانيت مع قاطع البلازما الذي لا يقوم بضرب القوس؟ بصفتي مهندسًا ميكانيكيًا متمرسًا، سأشاركك نصائح من الداخل لاستكشاف هذه المشكلة المحبطة وإصلاحها. من الجهد...
هل تساءلت يومًا عن التكنولوجيا المتطورة التي أحدثت ثورة في تصنيع المعادن؟ تُعد تقنية القطع بالبلازما مغيرًا لقواعد اللعبة في هذه الصناعة، حيث توفر سرعة ودقة وتعدد استخدامات لا مثيل لها. في هذه المقالة، سوف نتعمق في...
هل تساءلت يومًا كيف يمكن لماكينة أن تقطع المعدن مثل السكين الساخن في الزبدة؟ مرحبًا بك في عالم القطع بالبلازما! في هذه المقالة، سوف تستكشف كيف يمكن لهذه الآلة القوية...
يُعد قطع المعادن بكفاءة وفعالية من حيث التكلفة أمرًا بالغ الأهمية في التصنيع. ولكن ما الطريقة التي يجب أن تختارها: القطع بالغاز أم القطع بالبلازما؟ توضح هذه المقالة تكاليف وكفاءة وجودة كل منهما...