
إرشادات سلامة مكابح الضغط للمشغلين (اللوائح)
يلعب مشغلو مكابح الضغط دورًا حاسمًا في تشكيل العالم من حولنا، ولكن عملهم لا يخلو من المخاطر. في هذه المقالة، سوف نستكشف في هذه المقالة نصائح السلامة الأساسية من...
هل تساءلت يومًا كيف تحقق مكابح الضغط هذه الانحناءات الدقيقة؟ تستكشف هذه المقالة العالم الرائع لمحاور مكابح الضغط، وتكشف الأسرار الكامنة وراء أدوارها ووظائفها. تعلّم كيف يمكن لإتقان هذه المحاور أن يرتقي بأعمالك المعدنية إلى مستويات جديدة من الدقة والكفاءة. استعد للكشف عن الآليات التي تجعل الانحناءات المثالية ممكنة!


في عملية تشغيل مكابح الضغط، يعد الفهم الشامل لمحاور الماكينة أمرًا بالغ الأهمية لتحقيق الكفاءة والدقة المثلى. يلعب كل محور، يتم تحديده بحروف أو أرقام مثل X وR وV وY1 وY2 وZ1 وZ2، دورًا محددًا في عملية الثني. يمكّن إتقان هذه المحاور المشغّلين من تنفيذ عمليات الثني المعقدة بدقة عالية وقابلية تكرار عالية.
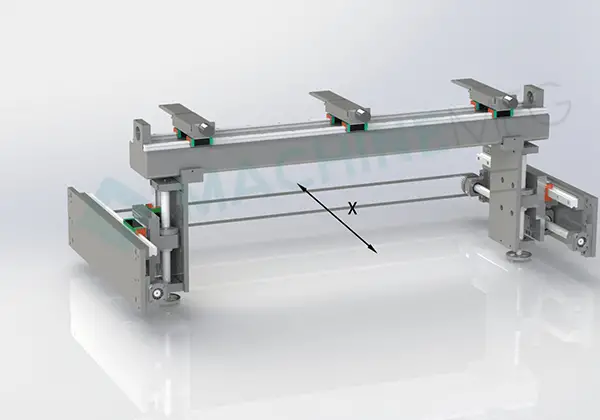
يتحكم المحور X في التموضع الأفقي للمقياس الخلفي، وهو عنصر حاسم لمحاذاة الشُّغْلَة. من خلال ضبط المحور X، يمكن للمشغلين ضبط طول الانحناء بدقة وضمان وضع متسق للمادة. هذا المحور أساسي لتحقيق دقة الأبعاد في المنتج النهائي.
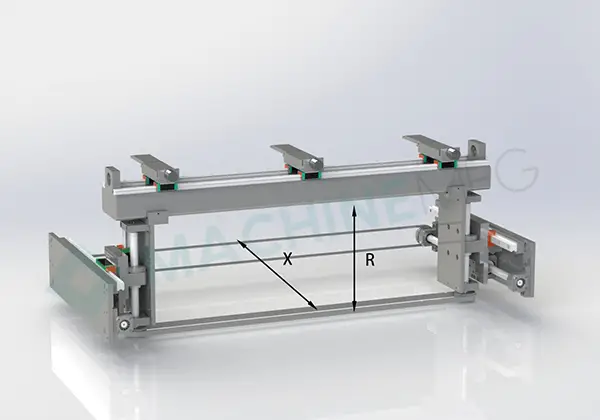
يتحكم المحور R في الحركة الرأسية للمقياس الخلفي. وهو يسمح بضبط ارتفاع الانحناء بدقة، واستيعاب الاختلافات في سُمك المادة أو زوايا الانحناء المطلوبة. المحور R ضروري للحفاظ على اتساق الانحناء عبر أجزاء متعددة والتكيف مع خصائص المواد المختلفة.
يرتبط المحور V بعرض فتحة القالب، وهو عامل حاسم في تحديد قوة الثني المناسبة. يضمن الضبط السليم للمحور V، بالاقتران مع اختيار القالب، التوزيع الأمثل للقوة أثناء عملية الثني. وهذا يقلل من الارتداد الزنبركي، ويقلل من خطر الإفراط في الانحناء، ويساهم في الجودة الإجمالية للثني.
يتحكم المحوران Y1 و Y2 في الحركة المتزامنة أو المستقلة لكبش مكابح الضغط (العارضة العلوية). هذه المحاور مسؤولة عن دقة وتوازي عملية الثني. من خلال الضبط الدقيق للمحورين Y1 و Y2، يمكن للمشغلين تعويض انحراف الماكينة وضمان توزيع الضغط بشكل موحد عبر قطعة العمل وتحقيق زوايا ثني متسقة حتى في القِطع الطويلة.
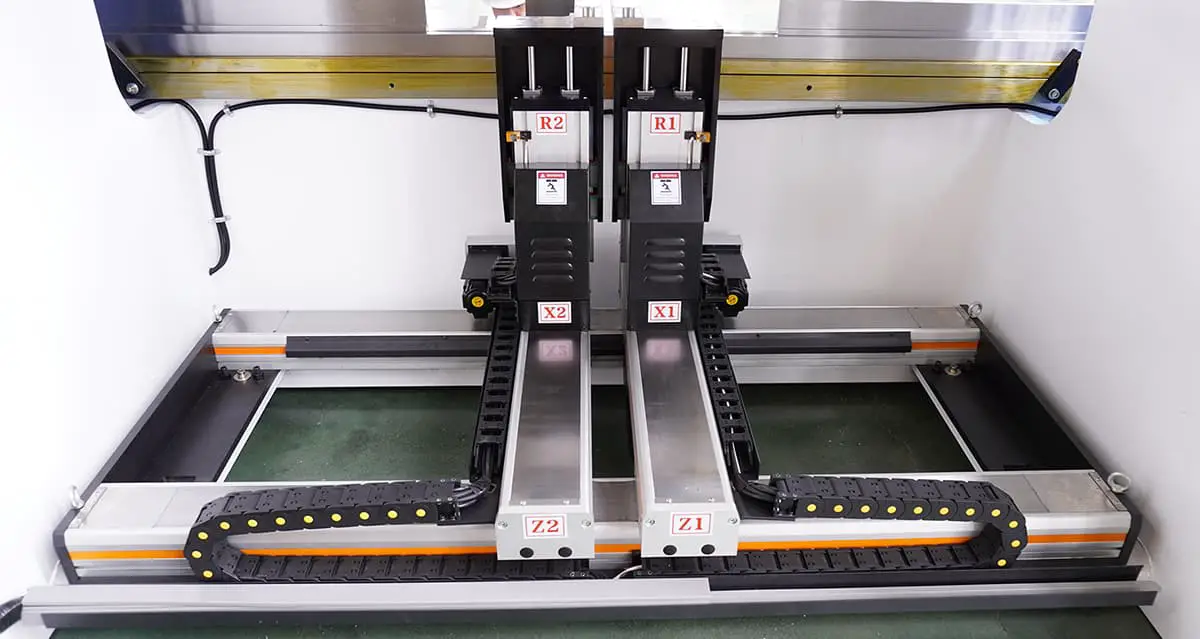
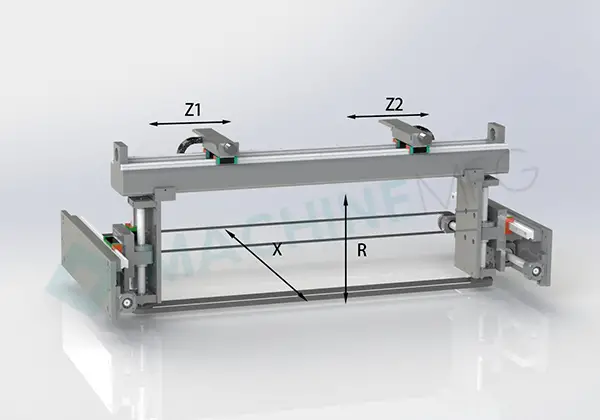
يدير محورا Z1 و Z2 الحركة الجانبية لأصابع المقياس الخلفي. وتسمح هذه الوظيفة بمعالجة القِطع المعقدة، مما يتيح للمشغلين إنشاء انحناءات متعددة على قطعة عمل واحدة دون إعادة التموضع اليدوي. تُعد عمليات ضبط المحور Z ضرورية لإنتاج القِطع ذات أطوال الشفة المتفاوتة أو التصميمات غير المتماثلة.
قد تشتمل مكابح الكبس المتقدمة على محاور إضافية، مثل المحور D لضبط التتويج أو المحور W لحركة المقياس الخلفي الإضافي. تعزز هذه المحاور الإضافية من تعدد استخدامات الماكينة ودقتها، مما يسمح بإجراء عمليات ثني أكثر تعقيدًا وتحسين جودة القِطع.
يعد إتقان التفاعل بين هذه المحاور أمرًا ضروريًا لتحسين أداء مكابح الضغط. يجب على المشغلين مراعاة عوامل مثل خصائص المواد وهندسة القِطع والتفاوتات المطلوبة عند ضبط كل محور. غالبًا ما تتميز مكابح الكبس الحديثة بنظام التحكم الرقمي باستخدام الحاسب الآلي بالتحكم الآلي في المحاور، ولكن يظل الفهم العميق لوظائف المحاور أمرًا بالغ الأهمية للبرمجة واستكشاف الأخطاء وإصلاحها وتحقيق نتائج ثني فائقة.
من خلال الاستفادة من الإمكانات الكاملة لهذه المحاور، يمكن للمشغلين تحسين الإنتاجية بشكل كبير، وتقليل معدلات الخردة وإنتاج أجزاء معقدة بدقة استثنائية. إن هذا التحكم الشامل في عملية الثني هو المفتاح لتلبية التفاوتات المتطلبة في التصنيع الحديث والحفاظ على الميزة التنافسية في تصنيع الصفائح المعدنية الدقيقة.

يشير محور مكابح الضغط إلى الحركة التي يتم التحكم فيها والمكونات الوظيفية داخل ماكينة مكابس المكابسالتي تحكمها وحدة التحكم في الماكينة. يشمل هذا المصطلح مختلف درجات الحرية والعناصر التشغيلية التي تتيح عمليات الثني والتشكيل الدقيقة.
يتم تعيين محاور مكابح الضغط عادةً بناءً على اتجاهها المكاني داخل نظام إحداثيات الماكينة. ومع ذلك، قد تتم تسمية بعض الحركات والمكونات الوظيفية وفقًا لاصطلاحات الصناعة أو المعايير الدولية لضمان الاتساق والوضوح عبر مختلف المصنعين والمناطق.
يتم تصميم تكوين المحاور في مكابح الضغط بنظام التحكم الرقمي باستخدام الحاسب الآلي لتلبية متطلبات عملية محددة لتصنيع الشُّغْلَة. تشمل المحاور الشائعة ما يلي:
قد تشتمل مكابح الضغط المتقدمة باستخدام الحاسب الآلي على محاور إضافية لتعزيز الدقة وتعدد الاستخدامات، مثل:
يُعد فهم وظيفة هذه المحاور وتفاعلها أمرًا بالغ الأهمية لتحسين أداء مكابح الضغط، وتحقيق انحناءات عالية الدقة، وزيادة كفاءة الإنتاج في عمليات تصنيع الصفائح المعدنية.
تستخدم مكابح الضغط محاور متعددة للتحكم في جوانب مختلفة من عملية الثني. يخدم كل محور وظيفة محددة في تحقيق تشكيل دقيق ودقيق للمعادن. وفيما يلي المحاور الأساسية ووظائفها:
المحور Y: يتحكم في الحركة الرأسية للكبش. ينقسم عادةً إلى محوري Y1 و Y2:
المحور X: يتحكم في وضع المقياس الخلفي، ويتحكم في عمق الانحناء. غالباً ما يتضمن:
المحور R: يضبط ارتفاع أصابع المقياس الخلفي. قد يتضمن:
المحور Z: يدير الحركة الجانبية لأصابع المقياس الخلفي. يمكن أن يشمل:
المحور V: يتحكم في تعويض الانحراف، وهو أمر بالغ الأهمية للحفاظ على زوايا ثني متسقة عبر طول قطعة العمل. طريقتان أساسيتان:
قد تشمل المحاور الإضافية ما يلي:
تُعد المحاور Y1 وY2 وV ضرورية لجميع مكابس المكابس بنظام التحكم الرقمي CNC، بينما يمكن تخصيص تكوين محاور المقياس الخلفي ودعم المواد بناءً على متطلبات التصنيع المحددة.
تؤثر دقة المحور، خاصةً بالنسبة إلى Y1 وY2 وV، تأثيرًا كبيرًا على جودة الجزء النهائي، مما يؤثر على كل من دقة زاوية الانحناء والاستقامة الكلية. ومع ذلك، من المهم ملاحظة أنه بالنسبة للصفائح الرقيقة (أقل من 3 مم)، تلعب خصائص المواد مثل تفاوت السُمك والتوحيد واتجاه الدرفلة دورًا حاسمًا أيضًا في تحقيق الانحناءات الدقيقة.
عند اختيار تهيئة مكابح الضغط، يجب على المصنّعين النظر بعناية في احتياجاتهم الإنتاجية وتعقيدات القِطع والدقة المطلوبة لتحديد الإعداد الأمثل للمحور لتطبيقاتهم المحددة.
في سياق ماكينات مكابح الضغط، يشير المحور "+1" باستمرار إلى محور التتويج، الذي يُشار إليه بالمحور V. هذا المحور مهم للغاية لتعويض انحراف العارضة وضمان الانحناء المنتظم على طول قطعة العمل. يتحكم المحورين Y1 وY2 في الحركة الرأسية للأسطوانات الهيدروليكية اليمنى واليسرى بشكل مستقل، مما يسمح بتحديد موضع الكبش بدقة وضبط التوازي.
تمثّل التكوينات العددية لمحاور 3+1 و4+1 و6+1 و8+1 و8+1 أنظمة مكابح ضغط متطورة بشكل متزايد، حيث يوفر كل منها تحكمًا محسنًا وتعدد استخدامات:
Y1 - يتحكم المحور Y1 في الحركة الرأسية للجانب الأيسر من القالب العلوي بالنسبة لسطح قطعة العمل. يتحكم هذا المحور بدقة في ارتفاع وانحدار الجزء الأيسر من القالب العلوي بدقة مما يتيح تطبيق قوة الانحناء بدقة والحفاظ على المحاذاة المناسبة أثناء عملية التشكيل.
Y2 - يتحكم المحور Y2 في الحركة الرأسية للجانب الأيمن من القالب العلوي بالنسبة لسطح قطعة العمل. يضمن هذا المحور الذي يعمل بالترادف مع المحور Y1 التحكم المتزامن في القسم الأيمن من القالب العلوي مما يسمح بتوزيع الضغط بشكل موحد والقدرة على إجراء الانحناءات المدببة عند الحاجة.
X - يوجّه المحور X الموضع الأفقي للمقياس الخلفي بالنسبة للخط المركزي للقالب السفلي. يسهِّل هذا المحور وضع المواد بدقة من خلال التحكم في حركة المقياس الخلفي للأمام والخلف، وهو أمر بالغ الأهمية لتحقيق مواقع الانحناءات الدقيقة والحفاظ على أطوال شفة متسقة عبر أجزاء متعددة.
V - ينظم المحور V، الذي يُشار إليه غالبًا باسم المحور الإضافي أو "الزائد"، الضبط الرأسي للقالب السفلي بالنسبة لسطح الشُّغْلَة. يتيح هذا المحور الضبط الدقيق لفتحة القالب، مما يسمح بضبط زوايا الانحناء المثلى، وتعويض ارتداد المواد، والتكيف مع سُمك المواد المتفاوتة دون تغيير الأدوات.
Y1 - يتحكم المحور Y1 في الإزاحة الرأسية للجانب الأيسر للقالب العلوي للقالب العلوي بالنسبة لسطح الشُّغْلَة. يتحكم هذا المحور بدقة في ارتفاع الجانب الأيسر أثناء حركة مكابح الضغط لأعلى ولأسفل، مما يتيح تطبيق قوة الانحناء بدقة وضمان التوازي مع المحور Y2 للحصول على زوايا ثني متسقة عبر الشُّغْلَة.
Y2 - يدير المحور Y2 الحركة الرأسية للجانب الأيمن من القالب العلوي بالنسبة لسطح قطعة العمل. يعمل هذا المحور جنبًا إلى جنب مع المحور Y1، ويحافظ هذا المحور على استواء القالب العلوي ويتحكم في ارتفاع الجانب الأيمن طوال دورة الثني، وهو أمر بالغ الأهمية لتحقيق توزيع ضغط موحد وجودة ثني موحدة على طول طول الشُّغْلَة بالكامل.
X - يوجه المحور X الموضع الأفقي للمقياس الخلفي بالنسبة للخط المركزي للقالب السفلي. يعمل هذا المحور على تسهيل وضع الشُّغْلَة بدقة من خلال التحكم في حركة المقياس الخلفي للأمام والخلف، مما يسمح بتحديد موضع خط الانحناء بدقة وتمكين عمليات الانحناء المتعددة المعقدة ذات التفاوتات الضيقة.
R - ينظم المحور R التموضع الرأسي للمقياس الخلفي بالنسبة لسطح القالب السفلي. من خلال التحكم في ارتفاع المقياس الخلفي، يستوعب هذا المحور سُمك المواد المتفاوتة وهندسة الانحناءات، مما يضمن أطوال شفة متسقة ويتيح إنتاج القِطع ذات المقاطع المتدرجة أو المدببة.
V - يتحكم المحور V، الذي غالبًا ما يُعتبر محورًا تكميليًا، في الحركة الرأسية للقالب السفلي بالنسبة لسطح الشُّغْلَة. يسمح هذا المحور بالضبط الدقيق لفجوة القالب، وهو أمر بالغ الأهمية لتحسين توزيع قوة الانحناء، وتقليل الارتداد إلى الحد الأدنى، واستيعاب خصائص وسماكات المواد المختلفة دون تغيير موضع القالب العلوي.
Y1-يتحكم المحور Y1 في الإزاحة الرأسية للجانب الأيسر للقالب العلوي بالنسبة لسطح قطعة العمل. يتحكم هذا المحور بدقة في ارتفاع الجانب الأيسر أثناء حركة القالب لأعلى ولأسفل، مما يتيح تطبيق قوة الانحناء بدقة وضمان توزيع الضغط بشكل موحد عبر قطعة العمل.
Y2-يدير المحور Y2 الحركة الرأسية للجانب الأيمن للقالب العلوي الأيمن بالنسبة لسطح الشُّغْلَة. يضمن هذا المحور الذي يعمل بالترادف مع Y1 التحكم المتزامن في ارتفاع الجانب الأيمن مما يسمح بضبط التوازي الدقيق وتعويض الانحراف المحتمل أثناء عمليات الثني.
X-ينظم المحور X الاجتياز الأفقي للمقياس الخلفي بالنسبة إلى الخط المركزي للقالب السفلي. يسهّل هذا المحور تحديد موضع المواد بدقة من خلال التحكم في حركة المقياس الخلفي للأمام والخلف، وهو أمر بالغ الأهمية لتحقيق مواقع ثني متسقة والحفاظ على دقة الأبعاد في القِطع المعقدة.
R-يوجه المحور R الموضع الرأسي للمقياس الخلفي بالنسبة لسطح القالب السفلي. من خلال التحكم في ارتفاع المقياس الخلفي، يتيح هذا المحور التموضع التكييفي لمختلف سماكات المواد وأشكال الانحناءات الهندسية لضمان الدعم والمحاذاة المثلى أثناء عملية الثني.
Z1-ينظم المحور Z1 الحركة الجانبية للجانب الأيسر للمقياس الخلفي. يسمح هذا المحور بالتعديل المستقل لموضع الإصبع الأيسر، مما يتيح وضع القِطع غير المتماثل ويسهل إنشاء تسلسلات ثني معقدة في تصنيع الصفائح المعدنية.
Z2-يدير المحور Z2 الحركة الجانبية للجانب الأيمن من المقياس الخلفي. يوفر هذا المحور الذي يعمل بالاقتران مع المحور Z1 إمكانيات مرنة لتحديد موضع الإصبع الأيمن، مما يسمح بمحاذاة دقيقة لقطع العمل غير المنتظمة الشكل ويتيح إنتاج قِطَع ذات عروض مختلفة.
V-يتحكم المحور V في الضبط الرأسي للقالب السفلي بالنسبة لسطح العمل. يتيح هذا المحور إمكانية الضبط الدقيق لزاوية الانحناء عن طريق تغيير فتحة القالب الفعالة، مما يسمح بتعويض ارتداد المواد وتسهيل إنتاج زوايا حادة ومنفرجة بدقة عالية.
Y1 - يتحكم المحور Y1 في الإزاحة الرأسية للجانب الأيسر من القالب العلوي بالنسبة لسطح قطعة العمل. يتحكم هذا المحور بدقة في ارتفاع الجانب الأيسر أثناء دورة الثني، مما يضمن توزيع ضغط التشكيل بدقة واتساق.
Y2 - يتحكم المحور Y2 في الحركة الرأسية للجانب الأيمن للقالب العلوي الأيمن بالنسبة لسطح الشُّغْلَة. يتيح هذا المحور الذي يعمل بالترادف مع المحور Y1 حركة القالب المتزامنة أو التفاضلية، وهو أمر بالغ الأهمية لإنشاء انحناءات معقدة أو تعويض ارتداد المواد.
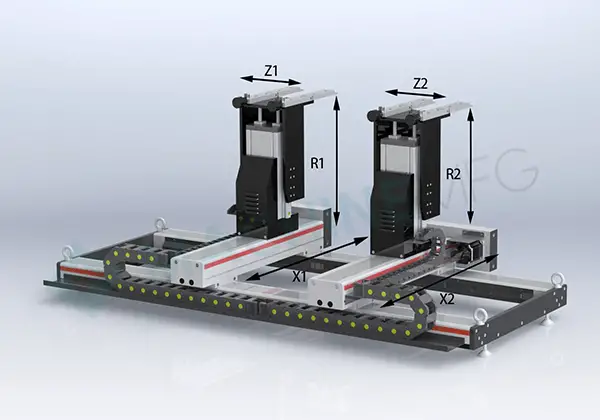
X1 - يتحكم المحور X1 في الموضع الأفقي للجانب الأيسر للمقياس الخلفي بالنسبة للقالب السفلي. يعمل هذا المحور على تسهيل وضع الشُّغْلَة بدقة، مما يسمح بتحديد خطوط الانحناء بدقة وقابلية التكرار في عمليات التشكيل متعددة الخطوات.
X2 - يوجه المحور X2 الحركة الأفقية للجانب الأيمن من المقياس الخلفي بالنسبة للقالب السفلي. وهو يعمل بالاقتران مع المحور X1، مما يتيح إجراء تعديلات مستقلة أو متزامنة للمقياس، وهو أمر ضروري للتعامل مع القِطع غير المتماثلة أو أطوال الشفة المتفاوتة.
R1 - يدير المحور R1 الضبط الرأسي للمقياس الخلفي الأيسر بالنسبة لسطح القالب السفلي. يسمح هذا المحور بتغييرات ديناميكية في الارتفاع، وهو أمر بالغ الأهمية لتسلسلات الانحناءات المتعددة واستيعاب سماكات المواد المختلفة دون إعادة التشكيل.
R2 - يتحكم المحور R2 في الموضع الرأسي للمقياس الخلفي الأيمن بالنسبة لسطح القالب السفلي. وهو مكمل للمحور R1، ويتيح تعديلات مستقلة لارتفاع المقياس، وهو أمر حيوي لإنشاء التشكيلات الجانبية المعقدة أو التعويض عن اختلافات المواد.
Z1 - يتحكم المحور Z1 في الحركة الجانبية للجانب الأيسر للمقياس الخلفي. يسهل هذا المحور التموضع الدقيق للقطع المتفاوتة العرض ويتيح إنشاء انحناءات مدببة أو غير خطية عند استخدامه مع Z2.
Z2 - يدير المحور Z2 الحركة الجانبية للجانب الأيمن للمقياس الخلفي. ومن خلال العمل مع Z1، يسمح بتعديل العرض الديناميكي، وهو أمر ضروري للتعامل مع القِطع ذات الأبعاد المختلفة أو إنشاء أشكال هندسية متخصصة للثني.
V - يتحكم المحور V في الموضع الرأسي للقالب السفلي بالنسبة لسطح العمل. يتيح هذا المحور الضبط الدقيق لزاوية الانحناء، ويعوض عن تآكل الأداة، ويسهل التغييرات السريعة للقالب، مما يعزز مرونة العملية وكفاءتها بشكل عام.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







