
لحام الألومنيوم بالنحاس: الأساسيات التي يجب أن تعرفها
هل تساءلت يومًا عن أهمية لحام الألومنيوم بالنحاس في التصنيع الحديث؟ تتعمق هذه المقالة في عملية لحام الألومنيوم بالنحاس النحاسي المعقدة، وتستكشف طرقها وفوائدها وتحدياتها. بدءًا من أساسيات...
هل تساءلت يوماً عن سبب أهمية النحاس وسبائكه في حياتنا اليومية؟ تستكشف هذه المقالة الخصائص الرائعة للنحاس، بدءاً من توصيله الكهربائي المذهل إلى مقاومته الرائعة للتآكل. وفي النهاية، ستفهم لماذا يظل النحاس حجر الزاوية في الهندسة والتكنولوجيا الحديثة.

يُستخدم النحاس وسبائكه على نطاق واسع في التطبيقات الصناعية نظراً لخصائصه الاستثنائية، بما في ذلك التوصيل الكهربائي والحراري الفائق، والمقاومة الممتازة للتآكل، والقابلية العالية للتشكيل. تُصنَّف هذه المواد إلى أربع مجموعات رئيسية: النحاس النقي (يُشار إليه غالباً بالنحاس الأحمر) والنحاس الأصفر والبرونز والنحاس الأبيض (المعروف أيضاً باسم فضة النيكل).
1. النحاس النقي: يتميز النحاس النقي (أكثر من 99.3% Cu) بلونه البرتقالي المائل إلى الحمرة، وهو يتميز بأعلى توصيلية كهربائية بين المعادن التجارية، مما يجعله لا غنى عنه في الصناعات الكهربائية والإلكترونية. كما أنه يتميز بتوصيل حراري ممتاز ومقاومة للتآكل والليونة.
2. النحاس الأصفر: سبيكة مكونة في المقام الأول من النحاس والزنك، ويتراوح محتوى الزنك عادةً من 5% إلى 45%. يوفر النحاس الأصفر توازنًا بين القوة والقدرة على التشغيل الآلي ومقاومة التآكل. تشمل الأنواع الشائعة ما يلي:
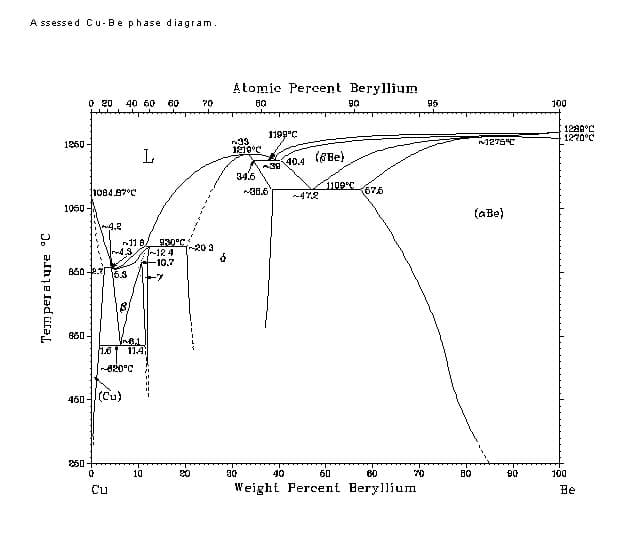
3. البرونز: سبائك النحاس والقصدير تقليدياً، ولكن البرونز الحديث قد يحتوي على عناصر أخرى مثل الألومنيوم أو السيليكون أو البريليوم. تُظهر البرونز عموماً قوة ومقاومة أعلى للتآكل مقارنة بالنحاس الأصفر. تشمل الأنواع البارزة ما يلي:
4. النحاس الأبيض (النيكل والفضة): سبيكة من النحاس والنيكل والزنك، وعادةً ما تحتوي على 10-201 تيرابايت 3 تيرابايت من النيكل. وعلى الرغم من اسمه، إلا أنه لا يحتوي على الفضة. يتميز النحاس الأبيض بمقاومة جيدة للتآكل والقوة والمظهر الجذاب الشبيه بالفضة، مما يجعله مناسباً للتطبيقات الزخرفية والآلات الموسيقية.

النحاس الأحمر هو شكل نقي من النحاس بمحتوى نحاسي لا يقل عن 99.5%.
ويمكن تقسيمه كذلك إلى نحاس نقي ونحاس خالٍ من الأكسجين بناءً على محتواه من الأكسجين.
النحاس2O وأكاسيد CuO على سطح النحاس الأحمر.
عند درجة حرارة الغرفة، يكون سطح النحاس مغطى بالنحاس النحاسي2O.
تحت درجات الحرارة المرتفعة، يتكون مقياس الأكسيد من طبقتين: الطبقة الخارجية هي CuO والطبقة الداخلية هي Cu2O.
من المهم ملاحظة أنه لا يمكن لحام النحاس النقي في جو مختزل يحتوي على الهيدروجين.
يشير النحاس الأصفر إلى سبيكة من النحاس والزنك تتميز بقوة وصلابة ومقاومة أكبر للتآكل مقارنةً بالنحاس الأحمر مع الاحتفاظ بالصلابة والمقاومة العالية للتآكل.
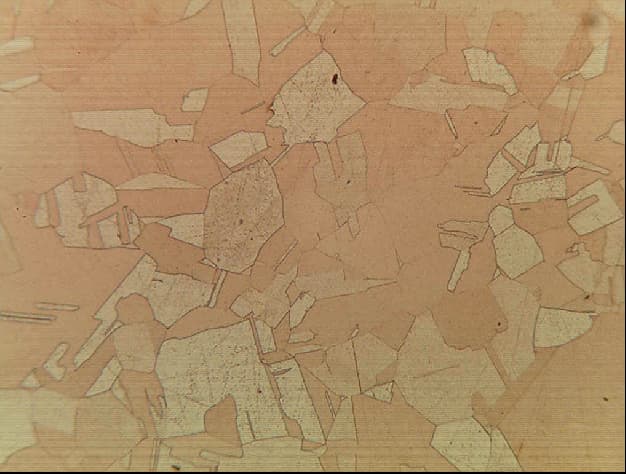
مخطط ميتالوغرافي للنحاس الأصفر
(1) نحاس الصفيح:
يحتوي نحاس القصدير على ما يقرب من 1% من القصدير (Sn) ووجود القصدير لا يغير من تركيبة أكاسيد السطح.
إن قابلية لحام النحاس القصدير النحاسي مماثلة لقابلية لحام النحاس الأصفر، مما يجعل لحامه سهلاً.
(2) نحاس الرصاص:
يحتوي نحاس الرصاص على رصاص، والذي يشكل عند تسخينه خبثًا لزجًا يضعف تأثير الترطيب وسيولة اللحام.
من المهم اختيار التدفق المناسب لضمان السيولة المناسبة.
(3) نحاس المنغنيز:
يتكون سطح النحاس الأصفر المنجنيز من أكسيد الزنك وأكسيد المنجنيز.
أكسيد المنجنيز مستقر نسبيًا ويصعب إزالته، لذلك من الضروري استخدام اللحام بالنحاس التدفق لضمان قابلية ترطيب معدن الحشو النحاسي.
هناك العديد من أنواع البرونز، كل منها بعناصر سبيكة مختلفة، مما يؤثر على قابليتها للنحاس.
عندما يكون عنصر السبيكة المضاف هو القصدير أو كمية صغيرة من الكروم أو الكادميوم، يكون تأثيره على قابلية اللحام ضئيلًا ويكون أسهل في اللحام بشكل عام.
ومع ذلك، إذا كان العنصر المضاف هو الألومنيوم، خاصةً عندما يكون محتوى الألومنيوم مرتفعًا (حتى 10%)، يصعب إزالة أكسيد الألومنيوم الموجود على السطح، مما يتسبب في تدهور قابلية اللحام.
في مثل هذه الحالات، من الضروري استخدام تدفق خاص للحام بالنحاس.
على سبيل المثال، عند إضافة السيليكون لتكوين برونز السيليكون، يصبح السيليكون حساسًا للغاية للتقصف الساخن والتشقق الإجهادي عند تعرضه للحام المنصهر.
مثال آخر هو عندما يكون عنصر السبيكة المضاف هو البريليوم.
على الرغم من تشكل أكسيد البولي أوكسيد المستقر نسبيًا، إلا أن تدفق اللحام بالنحاس التقليدي كافٍ لإزالة طبقة الأكسيد.
نحاس أبيض هي سبيكة من النحاس والنيكل تتميز بخصائص ميكانيكية شاملة ممتازة.
يحتوي على النيكل.
عند اختيار معدن الحشو، من المهم تجنب المعادن التي تحتوي على الفوسفور، مثل معدن حشو النحاس والفوسفور ومعدن حشو النحاس والفضة.
النحاس الأبيض حساس للغاية للتشقق الساخن والتشقق الإجهادي عند تعرضه للحام المنصهر.
| الاسم | الكود | التركيب الكيميائي الأساسي (النسبة المئوية للكتلة، %) | درجة حرارة الانصهار/℃ | المعالجة الحرارية | |||||||
| 𞸍 | ω(زن) | 𞸍 | ω(ب) | ω (من) | 𞸍 | 𞸍 | أخرى | ||||
| نحاس نقي | T1 | ≤99.95 | - | - | - | - | - | - | 20.02 | 1083 | التلدين: 450~520℃ |
| T2 | ≤99.90 | - | - | - | - | - | - | 20.06 | 1083 | التلدين 500~630℃ | |
| النحاس الخالي من الأكسجين | TU1 | ≤99.97 | - | - | - | - | - | - | 20.003 | 1083 | التلدين بالتفريغ 500℃ |
| TU2 | ≤99.95 | - | - | - | - | - | - | 20.003 | 1083 | ||
| TUMn | ≤99.60 | - | - | - | 0.1~0.3 | - | - | 20.003 | 1083 | ||
| نحاس | H96 | 95~97 | ريم. | - | - | - | - | - | - | 1056~1071 | التلدين: 600 ℃ |
| H68 | 67~70 | ريم. | - | - | - | - | - | - | 910~939 | التلدين: 600 ℃ | |
| H62 | 60.5~63.5 | ريم. | - | - | - | - | - | - | 899~906 | التلدين: 600 ℃ | |
| صفيح نحاسي | HSn62-1 | 61~63 | ريم. | 0.7~1.1 | - | - | - | - | - | 886~907 | التلدين: 600 ℃ |
| الرصاص النحاسي | إتش بي بي 59-1 | 57~60 | ريم. | - | 0.8~1.9 | - | - | - | - | 886~901 | التلدين: 600 ℃ |
| نحاس المنغنيز | HMn58-2 | 57~60 | ريم. | - | - | 1~2 | - | - | - | 866~881 | التلدين: 600 ℃ |
| برونز القصدير | كيو إس إن 6.5-0.1 | ريم. | - | 6~7 | - | - | - | - | P: 0.1~0.25 | ~996 | التلدين 500~620℃ |
| كيو إس إن 4-3 | ريم. | 2.7~3.3 | 3.5~4.5 | - | - | - | - | - | ~1046 | ||
| ألومنيوم برونزي | QAl9-2 | ريم. | - | - | - | 1.5~2.5 | 8~10 | - | - | ~1061 | التلدين 700~750℃;Quenching880℃,Tempering400℃ |
| QAl10-4-4-4 | ريم. | - | - | - | - | 9.5~11 | - | الحديد: 3.5 ~ 4.5 | - | التلدين 700~750℃;Quenching920℃,Tempering650℃ | |
| البريليوم البرونزي | QBe2 | ريم. | - | - | - | - | - | 0.2~0.5 | يكون: 1.9 ~ 2.2.2 | 865~956 | التبريد: 800 ℃ , التبريد: 300 ℃ |
| QBe1.7 | ريم. | - | - | - | - | - | 0.2~0.4 | يكون: 1.6 ~ 1.8 | - | التبريد: 800 ℃ ℃ ℃ ℃ التبريد: 800 ℃ ℃ ℃: 300℃ | |
| برونز السيليكون | QSi3-1 | ريم. | - | - | - | 1~1.5 | - | - | Si: 2.75 ~ 3.5 | 971~1026 | التلدين: 600 ~ 680 ℃ |
| برونز الكروم | QCr0.5 | ريم. | - | - | - | - | - | - | كر: 0.5~1.0 | 1073~1080 | التبريد: 950 ~ 1000 ℃ |
| الشيخوخة 400~460℃ | |||||||||||
| برونز الكادميوم | كيو سي دي 1 | ريم. | - | - | - | - | - | - | Cd: 0.9~1.2 | 1040~1076 | التلدين: 650 ℃ |
| الزنك والنيكل والفضة | BZN15-20 | ريم. | 18~20 | - | - | - | - | 13.5~16.5 | - | ~1081 | التلدين 700℃ |
| المنجنيز والنيكل والفضة | BMn40-1.5 | ريم. | - | - | - | 1~2 | - | 39~40 | - | 1261 | التلدين 1050~1150℃ |
يعتمد لحام النحاس وسبائك النحاس بالنحاس في المقام الأول على العوامل التالية:
قد تشكل أسطح النحاس النقي أكسيدين، Cu2O وCu2O. في درجة حرارة الغرفة، يكون سطح النحاس مغطى بـ Cu2O، بينما في درجات الحرارة المرتفعة، ينقسم فيلم الأكسيد إلى طبقتين، حيث يكون Cu2O من الخارج وCu2O من الداخل. من السهل إزالة أكاسيد النحاس، لذا فإن النحاس النحاسي النقي يندمج جيدًا.
النحاس المؤكسد هو النحاس المكرر باستخدام بيروميتالورجيا والنحاس القار الصلب كهربائياً. وهو يحتوي على 0.021 تيرابايت إلى 0.11 تيرابايت إلى 0.11 تيرابايت من الأكسجين بالكتلة، والذي يوجد في صورة أكسيد النحاس، مشكلاً تنظيم سهل الانصهار مع النحاس. يتوزع هذا التنظيم سهل الانصهار في مصفوفة النحاس في شكل كروي.
إذا تم لحام النحاس المؤكسد في جو مختزل يحتوي على الهيدروجين، ينتشر الهيدروجين بسرعة في المعدن، مما يقلل من الأكسيد لإنتاج البخار. يشكِّل هذا البخار تجاويف داخل بلورات النحاس ويتمدد بسرعة، مما يؤدي إلى تقصف الهيدروجين. في الحالات الشديدة، قد تنكسر المادة النحاسية.
إذا كان الغلاف الجوي يحتوي على أول أكسيد الكربون والرطوبة، فإن أول أكسيد الكربون يمكن أن يختزل البخار إلى هيدروجين، والذي ينتشر بعد ذلك في المعدن، مما يؤدي إلى تقصف الهيدروجين. ولذلك، لا ينبغي لحام النحاس المؤكسج في أجواء مختزلة مختزلة للأمونيا المتحللة أو ماصة للحرارة أو طاردة للحرارة.
سيؤدي تسخين النحاس المؤكسد على المدى الطويل فوق 920 ℃ إلى تراكم أكسيد النحاس عند حدود الحبوب، مما يقلل من قوة النحاس وليونته. ولذلك، أثناء اللحام بالنحاس، يجب أن تتجنب المادة التعرض لفترات طويلة لدرجات حرارة أعلى من 920 ℃.
لا يمكن معالجة النحاس بالحرارة للحصول على القوة، لذلك غالباً ما تُستخدم طرق الشغل على البارد لزيادة قوته. يلين النحاس المصلد على البارد عند تسخينه بين 230 ℃ و815 ℃. تعتمد درجة التليين على درجة الحرارة والمدة عند درجة الحرارة هذه. كلما ارتفعت درجة حرارة التسخين بالنحاس، كلما أصبح النحاس المصلد على البارد أكثر ليونة.
يحتوي النحاس الخالي من الأكسجين على نسبة منخفضة من الأكسجين، ولا توجد مكونات سهلة الانصهار من النحاس وأكسيد النحاس في النحاس. تكون الموصلية الكهربائية وقابليته للتشغيل على البارد (مثل السحب العميق والغزل) أفضل من النحاس منزوع الأكسجين.
يمكن لحام النحاس الخالي من الأكسجين في جو وقائي يحتوي على الهيدروجين دون تقصف الهيدروجين. كما يلين النحاس الخالي من الأكسجين المصلَّد على البارد أثناء التسخين.
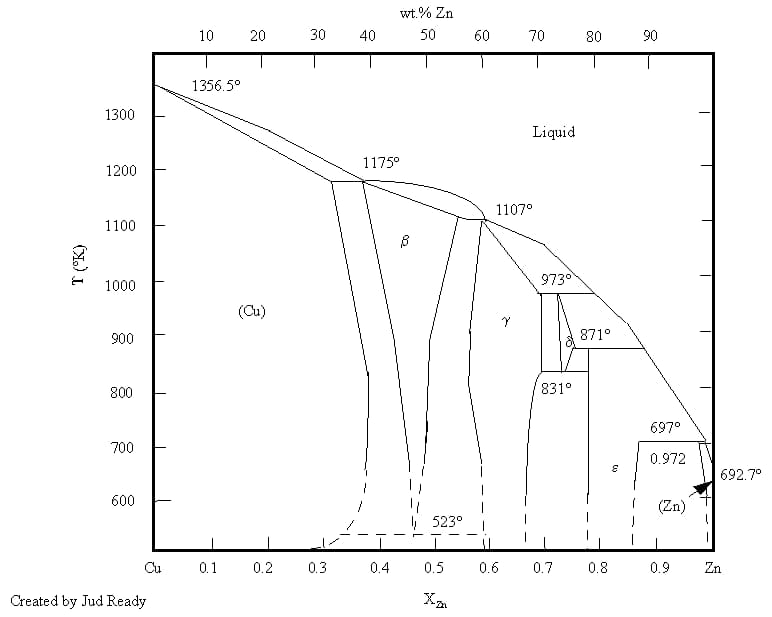
يمكن تقسيم النحاس الأصفر الشائع إلى ثلاث فئات: النحاس الأصفر المنخفض (جزء كتلة الزنك أقل من 20%)، والنحاس الأصفر العالي (جزء الزنك أكثر من 20%)، والنحاس الأصفر السبيكي. عندما يكون الجزء الكتلي من الزنك في النحاس الأصفر أقل من 15%، يتكون أكسيد السطح بشكل أساسي من Cu2O، الذي يحتوي على جزيئات صغيرة من ZnO.
عندما يكون الجزء الكتلي من الزنك أكثر من 20%، يتكون الأكسيد في المقام الأول من ZnO. كما يسهل إزالة أكسيد الزنك أيضًا، لذا فإن لحام النحاس النحاسي بالنحاس الأصفر جيد جدًا. لا يناسب النحاس الأصفر اللحام بالنحاس في جو واقٍ، خاصةً في اللحام بالنحاس في الفراغ. وذلك لأن الزنك له ضغط بخار مرتفع (يصل إلى 105Pa عند 907 ℃).
أثناء اللحام بالنحاس في جو وقائي، وخاصةً اللحام بالنحاس في التفريغ، يتطاير الزنك الموجود في النحاس الأصفر ويتحول السطح إلى اللون الأحمر، ويؤثر على كل من خصائص اللحام بالنحاس وخصائصه المتأصلة. إذا كان يجب أن يتم اللحام بالنحاس في جو وقائي أو في التفريغ، فيجب طلاء طبقة من النحاس أو النيكل على سطح الأجزاء النحاسية مسبقًا لمنع تطاير الزنك. ومع ذلك، قد يؤثر الطلاء على قوة الوصلة الملحومة بالنحاس.
يتطلب لحام النحاس النحاسي بالنحاس الأصفر استخدام تدفق.
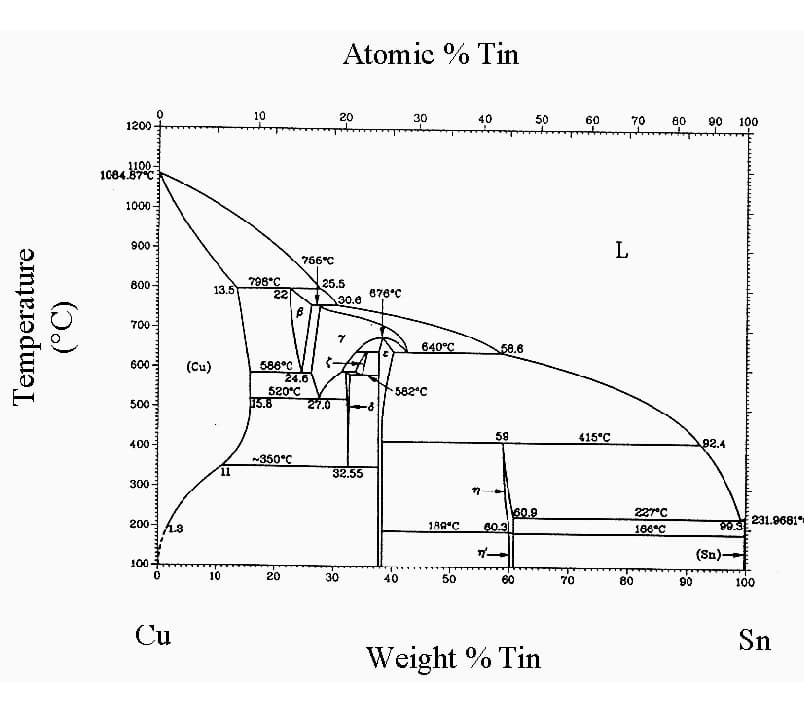
يحتوي نحاس القصدير على 1% تقريبًا من ω (Sn). لا يؤثر وجود القصدير على تكوين أكسيد السطح. يمكن مقارنة لحام النحاس القصدير بالنحاس الأصفر بالنحاس الأصفر ويسهل لحامه بالنحاس الأصفر.
يشكل النحاس الأصفر الرصاصي بقايا لزجة عند تسخينه، مما يعطل عمل الترطيب وسيولة مادة اللحام بالنحاس، لذلك يجب اختيار تدفق مناسب لضمان عمل الترطيب لمادة اللحام بالنحاس. عندما يتم تسخين نحاس الرصاص، فإنه يميل إلى التشقق الإجهادي. تتناسب حساسيته للتشقق الساخن طرديًا مع محتوى الرصاص.
ولذلك، فإن الإجهاد الداخلي من النحاس الأصفر الرصاصي يجب التقليل من الإجهاد الناتج عن معالجة المكونات أثناء اللحام بالنحاس، مثل التلدين قبل اللحام لإزالة الإجهاد الناتج عن معالجة المكونات. يجب أن تكون درجة حرارة التسخين موحدة قدر الإمكان لتقليل الإجهاد الحراري. يكون تأثير اللحام بالنحاس ضعيفًا عندما تكون ω (Pb)> 3%. بالنسبة للنحاس النحاسي الرصاصي مع ω (Pb)> 5%، لا يوصى باللحام بالنحاس.
يتكون سطح نحاس المنجنيز من أكسيد الزنك وأكسيد المنجنيز. أكسيد المنجنيز مستقر نسبيًا ويصعب إزالته، لذلك يجب استخدام تدفق عالي النشاط لضمان قابلية ترطيب مادة اللحام بالنحاس.
يشكّل برونز القصدير QSn6.5-0.1 أكسيدين على سطحه: طبقة داخلية من SnO2 وطبقة خارجية من أكسيد النحاس. من السهل إزالة هذه الأكاسيد وإزالة هذه الأكاسيد، كما أن السبيكة ملحومة بشكل جيد، ومناسبة لطرق اللحام بالنحاس المختلفة بما في ذلك اللحام بالنحاس المحمي بالغاز واللحام بالنحاس المفرغ من الهواء.
يمكن استخدام التدفقات التقليدية في اللحام بالنحاس في الهواء. لتجنب التشقق، ينبغي تخفيف الضغط عن الأجزاء البرونزية القصديرية المحتوية على الفوسفور عند درجة حرارة تتراوح بين 290 و340 ℃ تقريبًا قبل اللحام بالنحاس.
يحتوي برونز الألومنيوم على كمية كبيرة من الألومنيوم (تصل إلى 101 تيرابايت 3 تيرابايت من حيث الكتلة)، مما يشكل طبقة أكسيد تتكون أساسًا من أكسيد الألومنيوم على السطح، والتي يصعب إزالتها. لذلك, لحام الألومنيوم بالنحاس البرونز يمثل تحديًا كبيرًا. لا يمكن اختزال أكسيد الألومنيوم في جو واقٍ ولا يمكن إزالته بالتسخين بالتفريغ، مما يتطلب تدفقًا متخصصًا.
إذا كانت الأجزاء البرونزية المصنوعة من الألومنيوم البرونزي ملحومة بالنحاس في مروي ومخفف يجب ألا تتجاوز درجة حرارة اللحام بالنحاس درجة حرارة التقسية. على سبيل المثال، درجة حرارة تقسية QAl9-2 هي 400 ℃.
إذا تجاوزت درجة حرارة اللحام بالنحاس 400 ℃، فسوف تلين المادة الأساسية. في حالة إجراء اللحام بالنحاس في درجات حرارة عالية، يجب أن تتطابق درجة حرارة اللحام بالنحاس مع درجة حرارة التبريد (880 ℃)، متبوعة بالتلطيف لتحقيق الخواص الميكانيكية المطلوبة للمادة الأساسية. يجب مراعاة ذلك عند اختيار مادة اللحام بالنحاس.
على الرغم من أن أكسيد BeO المستقر نسبيًا يتشكل على سطح برونز البريليوم، إلا أن التدفق التقليدي لا يزال يفي بمتطلبات إزالة طبقة الأكسيد. غالبًا ما يستخدم برونز البريليوم في الحالات التي تتطلب فيها الأجزاء مرونة.
لتجنب خفض هذه الخاصية، يجب أن تكون درجة حرارة اللحام بالنحاس إما أقل من درجة حرارة التقادم (300 درجة مئوية) أو يجب أن تتطابق درجة حرارة اللحام بالنحاس مع درجة حرارة التبريد، تليها معالجة التقادم بعد اللحام بالنحاس.
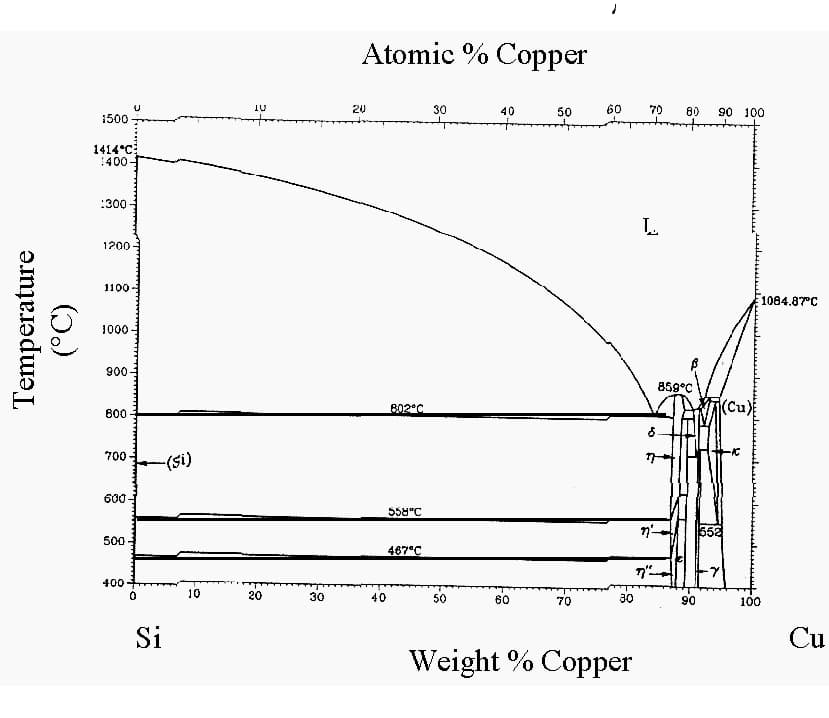
يشكّل برونز السيليكون، وهو أساسًا سبيكة QSi3-1 مع حوالي 3% ω (Si)، أكسيدًا يتكون أساسًا من ثاني أكسيد السيليكون على سطحه. يجب استخدام نفس التدفق المستخدم في لحام برونز الألومنيوم بالنحاس في لحام برونز السيليكون بالنحاس. إن برونز السيليكون تحت الضغط حساس للغاية للتشقق الحراري والتشقق الإجهادي تحت تأثير مادة اللحام بالنحاس المصهور.
لتجنب التشقق، يجب تخفيف إجهاد السبيكة عند درجة حرارة تتراوح بين 300-350 درجة مئوية قبل اللحام بالنحاس. وينبغي اختيار مادة لحام بالنحاس ذات درجة انصهار منخفضة واستخدام طريقة لحام بالنحاس تسخن بالتساوي أثناء اللحام بالنحاس.
يحتوي برونز الكروم وبرونز الكادميوم على كميات ضئيلة من الكروم أو الكادميوم، والتي لا تؤثر بشكل كبير على عملية اللحام بالنحاس. عند لحام برونز الكروم بالنحاس، يجب مراعاة نظام المعالجة الحرارية للمادة الأساسية.
يجب أن تحدث عملية اللحام بالنحاس إما تحت درجة حرارة التقادم (460 ℃) أو يجب أن تتطابق درجة حرارة اللحام بالنحاس مع درجة حرارة التبريد (950-1000 ℃).
فضة النيكل والفضة المنغنيز. تحتوي فضة النيكل والنيكل على النيكل، ويجب تجنب مواد اللحام بالنحاس النحاسي المحتوية على الفسفور، مثل مواد اللحام بالنحاس والفوسفور ومواد اللحام بالنحاس والفضة الفوسفورية والنحاسية، عند اختيار مادة اللحام بالنحاس النحاسي لأن مواد اللحام بالنحاس النحاسي المحتوية على الفسفور يمكن أن تشكل بسهولة فوسفيد النيكل الهش على الواجهة بعد اللحام بالنحاس، مما يقلل من قوة وصلابة الوصلة.
إن فضة النيكل حساسة للغاية لكل من التشقق الساخن والتشقق الإجهادي تحت تأثير مادة اللحام بالنحاس المصهور. ولذلك، يجب إزالة الإجهاد الداخلي من الأجزاء قبل اللحام بالنحاس، ويجب اختيار مادة لحام بالنحاس ذات درجة انصهار منخفضة.
يجب تسخين الأجزاء بالتساوي، ويجب السماح بالتمدد والانكماش الحر للأجزاء أثناء التسخين والتبريد لتقليل الإجهاد الحراري أثناء اللحام بالنحاس.
نحاسية النحاس وسبائك النحاس الشائعة
| سبيكة | القابلية للبرمجة | |
| النحاس T1 | ممتاز | |
| النحاس الخالي من الأكسجين TU1 | ممتاز | |
| نحاس | H96 | ممتاز |
| H68 | ممتاز | |
| H62 | ممتاز | |
| برونز القصدير | HSn62-1 | ممتاز |
| نحاس المنغنيز | HMn58-2 | جيد |
| برونز القصدير | QSn58-2 | ممتاز |
| كيو إس إن 4-3 | ممتاز | |
| الرصاص النحاسي | إتش بي بي 59-1 | جيد |
| برونز الألومنيوم | QAl9-2 | سيء |
| QAl10-4-4-4 | سيء | |
| برونز البريليوم | QBe2 | جيد |
| QBe1.7 | جيد | |
| برونز السيليكون | QSi3-1 | جيد |
| برونز الكروم | QCr0.5 | جيد |
| برونز الكادميوم | كيو سي دي 11 | ممتاز |
| سبائك الزنك والنحاس والنيكل والزنك | BZN15-20 | جيد |
| سبائك النيكل والنحاس والنيكل | BMn40-1.5 | صعب |
يُستخدم اللحام ذو الأساس الفضي على نطاق واسع بسبب نقطة انصهاره المعتدلة وقابليته الجيدة للمعالجة وخصائصه القوية والمتينة وموصلية التوصيل والتوصيل الحراري ومقاومة التآكل.
الرئيسية عناصر السبائك من السبائك المصنوعة من الفضة هي النحاس والزنك والكادميوم والقصدير. ويُعد النحاس أهم عنصر في السبائك، حيث إنه يقلل من درجة حرارة انصهار الفضة دون تشكيل مرحلة هشاشة.
وتؤدي إضافة الزنك إلى خفض درجة حرارة الانصهار بشكل أكبر.
وعلى الرغم من أن إضافة القصدير يمكن أن تخفض درجة حرارة انصهار سبائك الفضة والنحاس والقصدير بشكل كبير، إلا أن درجة حرارة الانصهار المنخفضة هذه تؤدي إلى هشاشة شديدة وعدم استخدام عملي.
لتجنب الهشاشة، لا يزيد محتوى القصدير في لحام الفضة والنحاس والقصدير عادةً عن 10%.
ولزيادة تقليل درجة حرارة انصهار اللحام القائم على الفضة، يمكن إضافة الكادميوم إلى سبيكة الفضة والنحاس والزنك.
التركيب الكيميائي والخصائص الرئيسية لمعدن الحشو النحاسي المعتمد على الفضة
| معدن الحشو بالنحاس | التركيب الكيميائي (الوزن %) | درجة حرارة الانصهار/℃ | قوة الشد/ميجا باسكال | المقاومة الكهربية/ميكرومتر مكعب/م | درجة حرارة اللحام بالنحاس/℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| أغ | النحاس | زنك | قرص مضغوط | سن | أخرى | |||||
| بـ BAg72Cu | 72±1 | ريم. | – | – | – | – | 779~779 | 375 | 0.022 | 780~900 |
| بـ BAg50Cu | 50±1.1 | ريم. | – | – | – | – | 779~850 | – | – | – |
| بـ BAg70Cu | 70±1 | 26±1 | ريم. | – | – | – | 730~755 | 353 | 0.042 | – |
| بـ BAg65Cu | 65±1 | 20±1.1 | ريم. | – | – | – | 685~720 | 384 | 0.086 | – |
| BAg60Cu | 60 ±1 | ريم. | – | 10±0.5 | – | – | 602~718 | – | 720~840 | |
| BAg50Cu | 50±1.1 | 34±1.1 | ريم. | – | 10±0.5 | – | 677~775 | 343 | 0.076 | 775~870 |
| BAg45Cu | 45±1 | 30+1 | ريم. | – | – | – | 677~743 | 386 | 0.097 | 745~845 |
| BAg25CuZn | 25±1. | 40±1 | ريم. | – | – | – | 745~775 | 353 | 0.069 | 800~890 |
| BAg10CuZn | 10±1 | 53±1.1 | ريم. | – | – | – | 815~850 | 451 | 0.065 | 850~950 |
| BAg50CuZnCd | 50±1 | 15.5±1 | 16.5±2 | – | – | – | 627~635 | 419 | 0.072 | 635~760 |
| BAg45CuZnCd | 45±1. | 15±1 | 16±2. | – | – | – | 607~618 | – | – | 620~760 |
| BAg40CuZnCdNi | 40±1 | 16±0.5 | 17.8±0.5 | – | – | ني 0.2 ± 0.1 | 595~605 | 392 | 0.069 | 605~705 |
| بAg34CuZnCd | 35±1 | 26±1 | 21±2 | – | – | 607~702 | 411 | 0.069 | 700~845 | |
| BAg50CuZnCdNi | 50±1.1 | 15.5±1 | 15.5±2 | – | – | ني3 ± 0.5 | 632~688 | 431 | 0.105 | 690~815 |
| BAg56CuZnSn | 56±1 | 22±1 | 17±2 | 50.5 | 50.5 | – | 618~652 | – | – | 650~760 |
| باغ34CuZnSn | 34±1 | 36±1.1 | 27+2 | 30.5 | 30.5 | – | 630~730 | – | – | 730~820 |
| BAg50CuCuZnSnNi | 50±1 | 21.5±1 | 27±1.1 | 10.3 | 10.3 | ني 0.30 ~ 0.65。 | 650~670 | – | – | 670~770 |
| BAg40CuCuZnSnNi | 40±1 | 25±1 | 30.5±1 | 30.3 | 30.3 | ني1.30 ~ 1.65 | 630~640. | – | – | 640~740 |
يُستخدم معدن حشو النحاس والفوسفور النحاسي على نطاق واسع في لحام النحاس وسبائك النحاس بالنحاس نظرًا لأدائه التكنولوجي المواتي وفعاليته من حيث التكلفة.
يؤدي الفوسفور وظيفتين في النحاس:
أولاً، يقلل بدرجة كبيرة من درجة انصهار النحاس.
ثانيًا، يعمل كتدفق لحام ذاتي أثناء اللحام بالنحاس في الهواء.
لزيادة تقليل درجة حرارة انصهار سبيكة Cu-P وتحسين صلابتها، يمكن أيضًا إضافة الفضة.
من المهم ملاحظة أنه لا يمكن استخدام معادن حشو النحاس والفوسفور والنحاس والفضة والنحاس والروطان إلا في لحام النحاس وسبائك النحاس بالنحاس ولا يمكن استخدامها في لحام الفولاذ أو سبائك النيكل أو سبائك النحاس والنيكل التي تحتوي على نيكل أكبر من 10%.
قد يؤدي هذا النوع من معدن الحشو إلى حدوث انفصال عند تسخينه ببطء، لذلك من الأفضل اعتماد طريقة اللحام بالنحاس سريع التسخين.
التركيب الكيميائي وخصائص لحام النحاس والفوسفور النحاسي
| معدن الحشو | التركيب الكيميائي (جزء الكتلة) (%) | درجة حرارة الذوبان | قوة الشد MPa | المقاومة النوعية/م-م | ||||
|---|---|---|---|---|---|---|---|---|
| النحاس | P | أغ | سن | أخرى | ||||
| Bcu95P | ريم. | 5±0.3 | – | – | 710~924 | – | – | |
| Bcu93P | ريم. | 6.8~7.5 | – | – | 710~800 | 470.4 | 0.28 | |
| Bcu92PSb | ريم. | 6.3±0.4 | – | – | Sb1.5 ~ 2.0 | 690~800 | 303.8 | 0.47 |
| Bcu91Ag | ريم. | 7±0.2 | 2±0.2 | – | – | 645~810 | – | – |
| Bcu89Ag | ريم. | 5.8~6.7 | 5±0.2 | – | – | 650~800 | 519.4 | 0.23 |
| بيكو80باج | ريم. | 4.8~5.3 | 15±0.5 | – | – | 640~815 | 499.8 | 0.12 |
| HLAgCu7070-5 | ريم. | 5±0.5 | 25±0.5 | – | – | 650~710 | – | – |
| HLCuP6-3 | ريم. | 5.7±0.3 | – | 3.5±0.5 | – | 640~680 | – | 0.35 |
| Cu86SnP | ريم. | 5.3±0.5 | – | 7.5±0.5 | 0.8±0.4 | 620~660 | – | – |
| Bcu80PSnAg | ريم. | 5.3±0.5 | 5±0.5 | 10±0.5 | – | 560~650 | – | – |
| Cu77NiSnP. | 77.6 | 7.0 | 9.7 | – | ني5.7 | 591~643 | – | – |
عند لحام النحاس بالنحاس باستخدام لحام نحاسي قائم على Sn، فإن تكوين المركب بين الفلزات Cu6Sn5 عند الواجهة بين اللحام والمعدن الأساسي أمر شائع. ولذلك، من المهم النظر بعناية في درجة حرارة اللحام بالنحاس ووقت التثبيت.
عند استخدام مكواة لحام، عادةً ما تكون الطبقة المركبة رقيقة ولها تأثير ضئيل على أداء الوصلة.
تكون الوصلات النحاسية الملحومة بمعدن حشو من القصدير والرصاص أقوى من الوصلات النحاسية الملحومة بنفس معدن الحشو. ويرجع ذلك إلى أن ذوبان النحاس الأصفر في معدن الحشو السائل يكون أبطأ، مما يؤدي إلى تكوين عدد أقل من المركبات المعدنية الهشة.
| معدن الحشو بالنحاس | التركيب الكيميائي | درجة حرارة الانصهار | قوة الشد | الاستطالة | |||
|---|---|---|---|---|---|---|---|
| سن | أغ | س ب | النحاس | ||||
| HL606 | 96.0 | 4.0 | – | – | 221 | 53.0 | – |
| سن95سب | 95.0 | – | 5.0 | – | 233 | 39.2 | 43 |
| Sn92AgCuSb | 92.0 | 5.0 | 1.0 | 2.0 | 250 | 49.0 | 2.3 |
| Sn85AgSb | 84.5 | 8.0 | 7.5 | – | 270 | 80.4 | 8.8 |
| معدن الحشو بالنحاس | التركيب الكيميائي | درجة حرارة الانصهار | ||
|---|---|---|---|---|
| 97.0 | 3.0 | سن | ||
| HLAgPb97 | 97.5 | 1.5 | – | 304-305 |
| HLAgPb97.5-1.0 | 92 | 2.5 | 1.0 | 310-310 |
| HLAgPb92-5.5 | 83.5 | 1.5 | 5.5 | 287-296 |
| HLAgPb83.5-15-1.5 | 97.0 | 3.0 | 15.0 | 265-270 |
التركيب الكيميائي لحام الكادميوم القائم على الكادميوم وخصائصه
| معدن الحشو | التركيب الكيميائي (جزء الكتلة) (%) | درجة حرارة الانصهار/ | قوة الشد/ميجا باسكال | ||
|---|---|---|---|---|---|
| قرص مضغوط | أغ | زنك | |||
| HL503 | 95 | 5 | 338~393 | 112.8 | |
| HLAgCd96-1 | 96 | 3 | 1 | 300~325 | 110.8 |
| Cd79ZnAg | 79 | 5 | 16 | 270~285 | 200 |
| HL508 | 92 | 5 | 3 | 320~360 | – |
لحام خالي من الرصاص للأنابيب النحاسية الملحومة بالنحاس
| العلامة التجارية | التركيب (جزء الكتلة) | خط الطور الصلب/℃ | ليكويدوس/℃ |
| E | 95Sn-4.5Sn-4.5Cu-0.5Ag | 226 | 360 |
| هـ | 94.5Sn-3Sb-1.5Zn-0.5Ag-0.5Cu | 215 | 228 |
| إتش بي | 91.225Sn-5Sb-3.5Cu-0.275Ag | 238 | 360 |
| مكيف الهواء | 96.25n-3.25Bi-0.2Cu-0.35Ag | 206 | 234 |
| OA | 95.9.95.9Sn-3Cu-1Bi-0.1Ag | 215 | 238 |
| صباحاً | 95.45n-3Cu-1Sb-0.6Ag 95.45n-3Cu-1Sb-0.6Ag | 221 | 231 |
قوة الوصلات النحاسية والنحاسية الملحومة بالنحاس الأصفر والنحاس الأصفر بجزء من اللحام الناعم
| ماركة اللحام | قوة القص/ميجا باسكال | قوة الشد/ميجا باسكال | ||
|---|---|---|---|---|
| النحاس | النحاس الأصفر | النحاس | النحاس الأصفر | |
| S-Pb80Sn18Sb2 | 20.6 | 36.3 | 88.2 | 95.1 |
| S-Pb68Sn30Sb2 | 26.5 | 2740 | 89.2 | 86.2 |
| S-Pb58Sn40Sb2 | 36.3 | 45.1 | 76.4 | 78.40 |
| S-Sn90Pb10 | 45.1 | 44.1 | 63.7 | 68.6 |
| S-P697Ag3 | – | 29.4 | – | 49.0 |
| S-CD96Ag3Zn1 | 73.5 | – | 57.8 | - |
| S-Sn95Sb5 | 37.2 | – | - | |
| S-sn85Ag8Sb7 | – | 82.3 | – | – |
| S-Sn92AgSu2Sb1 | 35.3 | – | – | – |
| S-Sn96Ag4P | 35.339.2~49.0 | – | 5.339.2~49.0 | – |
تتكون تدفقات اللحام النحاسي شائعة الاستخدام من مصفوفة من البوراكس أو حمض البوريك أو خليط من كليهما، ويتم استكمالها بفلوريدات أو فلوروبورات من معادن قلوية أو قلوية ترابية لتحقيق درجة حرارة تنشيط مناسبة وتحسين قدرات إزالة الأكسيد.
عند تسخينه، يتفكك حمض البوريك (H3BO3) لتكوين أنهيدريد البوريك (B2O3).
تكون صيغة التفاعل كالآتي:
2H3بو3→B2O3+3H2O
تبلغ درجة انصهار أنهيدريد البوريك 580 درجة مئوية.
يمكن أن تتفاعل مع أكاسيد النحاس والزنك والنيكل والحديد لتكوين بورات قابلة للذوبان، والتي تطفو على الوصلة الملحومة بالنحاس كخبث. وهذا لا يزيل طبقة الأكسيد فحسب، بل يوفر أيضًا حماية ميكانيكية.
ميو+ب2O3→ميو-ب2O3
البوراكس نا2B4O7 يذوب عند 741 ℃:
نا2B4O7→B2O3+2NaBO2
يتفاعل أنهيدريد البوريك وأكاسيد المعادن لتكوين بورات قابلة للذوبان. تتحد ميتابورات الصوديوم والبورات لتكوين مركبات ذات درجة حرارة انصهار منخفضة، مما يجعلها سهلة الارتفاع إلى سطح وصلات اللحام.
MeO+2NaBO2+B2O3> (NaBO2)2أنا (بو2)2
إن الجمع بين البوراكس وحمض البوريك هو تدفق شائع الاستخدام. يمكن أن تؤدي إضافة حمض البوريك إلى خفض التوتر السطحي لتدفق البوراكس وتعزيز انتشاره. يعزز حمض البوريك أيضًا من قدرة بقايا التدفق على الانفصال النظيف عن السطح. ومع ذلك، عند استخدام تدفق حمض البوريك وحمض البوريك مع معدن حشو الفضة، تظل درجة حرارة انصهاره مرتفعة للغاية ولا تزال لزوجته مرتفعة للغاية.
ولزيادة خفض درجة حرارة الانصهار، يمكن إضافة فلوريد البوتاسيوم. يتمثل الدور الأساسي لفلوريد البوتاسيوم في خفض لزوجة التدفق وتعزيز قدرته على إزالة الأكاسيد. ولزيادة خفض درجة حرارة الانصهار وزيادة نشاطه، يمكن إضافة فلوريد البوتاسيوم KBF4 يمكن إضافتها.
درجة انصهار KBF4 هو 540 ℃، والتحلل الذائب هو
ك.ب.ف4→ KF+BF3
| العلامة التجارية | التركيب (جزء الكتلة) (%) | درجة حرارة العمل ℃ | الغرض |
| FB101 | حمض البوريك 30، فلوروبورات البوتاسيوم 70 | 550~850℃ | تدفق اللحام الفضي |
| FB102 | فلوريد البوتاسيوم اللامائي 42، فلوروبورات البوتاسيوم 25، أنهيدريد البوريك 35 | 600~850℃ | تدفق لحام الفضة الأكثر استخدامًا على نطاق واسع |
| FB103 | فلوبورات البوتاسيوم>95، كربونات البوتاسيوم <5 | 550~750℃ | لحام كادميوم الزنك النحاسي الفضي والزنك والكادميوم |
| FB104 | بوراكس 50، حمض البوريك 35، فلوريد البوتاسيوم 15 | 650~850℃ | اللحام بالنحاس مع معدن حشو أساسه الفضة في الفرن |
| العدد | المكوّن | الغرض |
| 1 | الزنك كلوريد الزنك21130 ج، نيتشيه4Cl110g,H2O4L | لحام النحاس وسبائك النحاس والصلب بالنحاس والنحاس |
| 2 | الزنك كلوريد الزنك21020 جم، NaCI280 جم، NH4CI,HCI30g,H2O4L | لحام النحاس وسبائك النحاس والصلب |
| 3 | الزنك كلوريد الزنك2600 جم، كلوريد الصوديوم 170 جم | عامل تغطية اللحام النحاسي بالغمس |
| 4 | الزنك كلوريد الزنك2710 جم، نيو هامبشاير4كل 100 جم، فازلين 1840 جم، هـ2أو 180 جم | لحام النحاس وسبائك النحاس والصلب بالنحاس والنحاس |
| 5 | الزنك كلوريد الزنك21360 جم، نيتشيه4Cl140g,HC185g,H2O4L | نحاسة برونز السيليكون، وبرونز الألومنيوم، والفولاذ المقاوم للصدأ |
| 6 | H3P04960H3P04960g,H20455g | برونز المنجنيز الملحوم بالنحاس، الفولاذ المقاوم للصدأ |
| كيو جيه 205 | ZnCl250g,NH4Cl15,CdCl230,NaF6 | لحام النحاس وسبائك النحاس بالنحاس مع معادن الحشو القائمة على الكادميوم |
| العدد | المكوّن | الغرض |
| 1 | هيدروكلوريد هيدروكلوريد الجلوتاميك 540 جم، يوريا 310 جم، ماء 4 لتر | نحاس، نحاس، نحاس، برونز |
| 2 | أحادي بروميد الهيدرازين 280 جم، ماء 2550 جم، عامل ترطيب غير أيوني 1.5 جم | نحاس، نحاس، نحاس، برونز |
| 3 | حمض اللاكتيك (85%) 260 جم، ماء 1190 جم، عامل ترطيب 3 جم | برونز مجعد |
المكون الرئيسي للتدفق غير المتآكل هو الصنوبري.
هناك ثلاثة تدفقات الصنوبري شائعة الاستخدام:
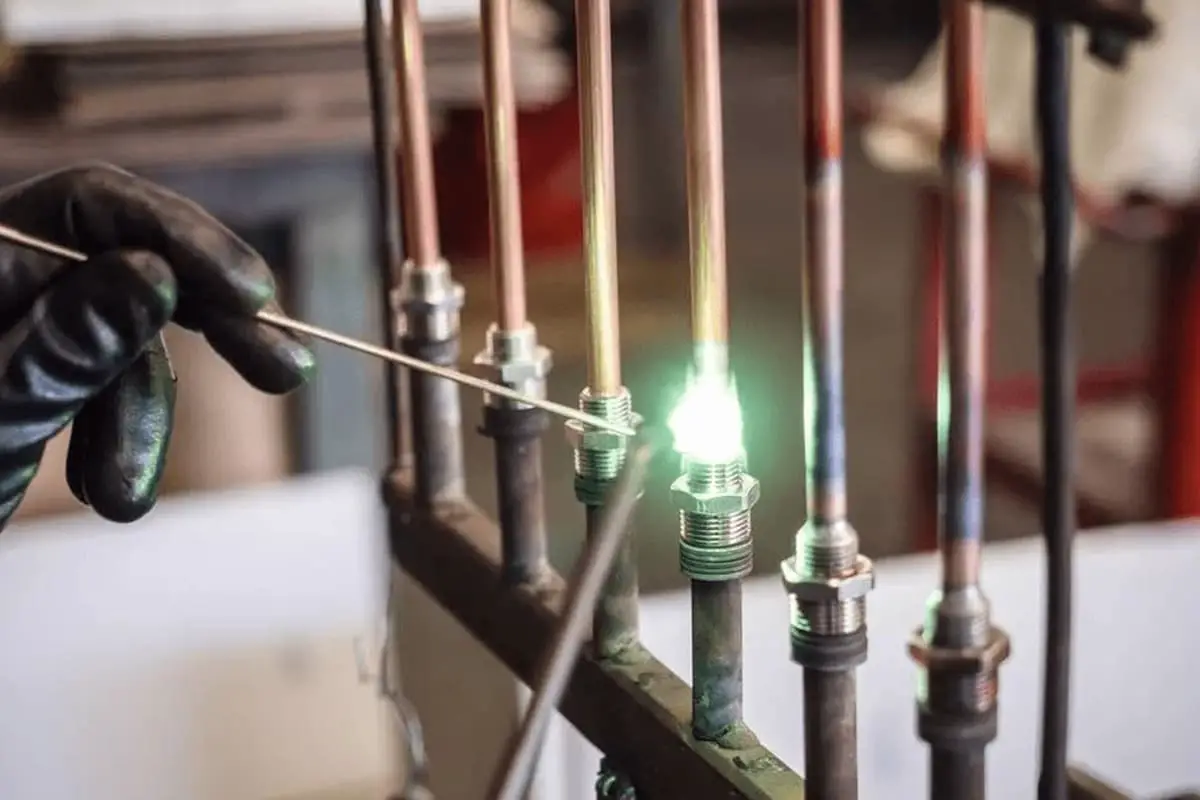
يُظهر النحاس وسبائكه قابلية ممتازة للحام بالنحاس الأصفر بسبب الموصلية الحرارية العالية وخصائص الترطيب المواتية. يمكن استخدام طرق لحام نحاسية مختلفة، كل منها يقدم مزايا مميزة لتطبيقات محددة:
عند لحام النحاس وسبائكه بالنحاس، من الضروري مراعاة اعتبارات خاصة:
بالنسبة إلى عملية لحام النحاس بالنحاس النحاسي عالي التردد، تتطلب العملية تحسينًا دقيقًا بسبب المقاومة الكهربائية المنخفضة للنحاس. وتشمل استراتيجيات التغلب على هذا التحدي ما يلي:
عند لحام النحاس بالنحاس، يكون التنسيق بين معدن الحشو والتدفق كما يلي:
عند لحام الأسطح النظيفة، خاصةً مع لحام الرصاص القصدير ولحام الفضة القصدير، يمكن استخدام تدفق الصنوبري. بالنسبة للأسطح الأخرى، يمكن استخدام الصنوبري النشط، أو التدفق الضعيف المسبب للتآكل، أو التدفق المسبب للتآكل.
من المهم ملاحظة أنه لا ينبغي لحام النحاس النقي في جو مختزل، باستثناء النحاس الخالي من الأكسجين، وذلك لتجنب التقصف الهيدروجيني.
عادةً ما يكون معدن الحشو والتدفق المستخدم في لحام النحاس الأصفر بالنحاس النحاسي مماثلًا بشكل عام لتلك المستخدمة في لحام النحاس بالنحاس. ومع ذلك، تجدر الإشارة إلى أنه نظرًا لوجود أكسيد الزنك على سطح النحاس الأصفر، لا يمكن لحامه بالنحاس النحاسي باستخدام الصنوبري غير النشط. وبالإضافة إلى ذلك، عند اللحام بالنحاس النحاسي بالفوسفور النحاسي ولحام الفضة، يجب استخدام تدفق FB102.
في حالة لحام القصدير والرصاص بالنحاس، يجب استخدام تدفق محلول حامض الفوسفوريك. يتطلب اللحام بالنحاس النحاسي القائم على الرصاص استخدام تدفق محلول أكسيد الزنك. يُستخدم التدفق النحاسي Q205 في اللحام النحاسي القائم على الكادميوم. يجب لحام لحام BAg45CuCdNi و BAg45CuCd بالنحاس مع تدفق FB102 أو FB103. يجب لحام اللحوم الأخرى ذات الأساس الفضي، بالإضافة إلى لحام الفوسفور النحاسي ولحام الفوسفور النحاسي الفضي النحاسي باستخدام التدفق FB102. يوصى باللحام بالنحاس باستخدام التدفق FB104 في جو واقٍ داخل فرن.
عند لحام برونز البريليوم بالنحاس في حالة شيخوخة التبريد باللحام الناعم، من المهم اختيار معدن حشو نحاسي بدرجة حرارة انصهار أقل من 300 درجة مئوية. التركيبة المفضلة لهذا التطبيق هي 63Sn-37Pb مع تدفق تآكل ضعيف أو تدفق تآكل.
بالإضافة إلى ذلك، يجب إجراء عملية اللحام بالنحاس والمعالجة بالمحلول في وقت واحد أثناء عملية اللحام بالنحاس.
إن اللحام الناعم له تأثير ضئيل على مؤشر أداء برونز البريليوم، وبالتالي يمكن استخدام اللحام الناعم والتدفقات المماثلة لتلك المستخدمة في برونز البريليوم في اللحام بالنحاس.
من المهم ملاحظة أنه لا ينبغي لحام برونز الكروم بالنحاس في حالة تعتيق المحلول، بل في حالة المعالجة بالمحلول متبوعة بالتعتيق.
عند استخدام طريقة التسخين السريع في اللحام بالنحاس، يوصى باستخدام لحام الفضة بأقل درجة حرارة انصهار، مثل BAgA0 CuZnCdNi.
يشبه لحام البرونز القصدير بالنحاس النحاسي لحام النحاس والنحاس الأصفر بالنحاس، ولكن مع ميزة إضافية تتمثل في تجنب التقصف الهيدروجيني وتطاير الزنك عند اللحام بالنحاس في جو واقٍ.
ومع ذلك، تجدر الإشارة إلى أن برونز القصدير الذي يحتوي على الفوسفور يميل إلى التشقق الإجهادي.
بالنسبة للحام الناعم، يوصى باستخدام تدفق تآكل قوي يحتوي على حمض الهيدروكلوريك.
أثناء اللحام بالنحاس، يكون هناك ميل نحو التشقق الإجهادي والاختراق بين الخلايا الحبيبية لمعدن الحشو. يجب أن تكون درجة حرارة اللحام بالنحاس أقل من 760 درجة مئوية.
يمكن استخدام لحامات الفضة ذات درجات حرارة الانصهار المنخفضة، مثل BAg65 CuZn وBAg50 CuZnCd وBAg40 CuZnCdNi وBAg56 CuZnSn. كلما انخفضت درجة حرارة الانصهار، كان ذلك أفضل.
للحصول على أفضل النتائج، يوصى باستخدام التدفقات FB102 و FB103.
عند إجراء اللحام الناعم، من المهم استخدام تدفق تآكل قوي يحتوي على حمض الهيدروكلوريك لإزالة طبقة الأكسيد الموجودة على السطح. اللحام الشائع الاستخدام في هذه العملية هو لحام القصدير والرصاص.
بالنسبة للحام بالنحاس، عادةً ما يتم استخدام معدن حشو الفضة. لمنع الألومنيوم من الانتشار في لحام الفضة، يجب أن يكون وقت التسخين بالنحاس أقصر ما يمكن. يمكن أيضًا أن يمنع طلاء سطح برونز الألومنيوم بالنحاس أو النيكل انتشار الألومنيوم في اللحام.
تشبه عملية لحام النحاس الأبيض والزنك عملية لحام النحاس الأصفر والزنك النحاسي. تُستخدم لحامات الفضة التالية بشكل شائع في عملية اللحام بالنحاس: BAg56CuZnSni، BAg50CuZnSni، BAg40CuZni، BAg56CuZnCd، وغيرها. التدفقات الموصى باستخدامها هي FB102 وFB103.
للحام النحاس الأبيض والزنك بالنحاس، يمكن استخدام تدفق محلول حمض الفوسفوريك أو يمكن طلاء السطح مسبقًا بالنحاس.
تشمل معادن الحشو النحاسية التي يمكن استخدامها BAg60CuZn وBAg45CuZn وBAg40CuZnCdNi وBAg50 CuZnCdCd وغيرها.
لا يوصى باستخدام لحام الفضة النحاسي الفسفوري النحاسي، حيث أن الفسفور والنيكل سيشكلان مرحلة مركبة هشة.
قوة الوصلة المشتركة للنحاس والنحاس الملحوم بالنحاس الأصفر مع لحام الفضة
| معدن الحشو | قوة القص/ميجا باسكال | قوة الشد/ميجا باسكال | ||
|---|---|---|---|---|
| النحاس | النحاس الأصفر | النحاس | النحاس الأصفر | |
| BAg45CuZn | 177 | 215 | 181 | 325 |
| BAg50CuZn | 171 | 208 | 174. | 334 |
| BAg65CuZn | 171 | 208 | 177 | 334 |
| BAg70CuZn | 166 | 199 | 185 | 321 |
| BAg40CuZnCdNi | 167 | 194 | 179 | 339 |
| BAg50CuZnCd | 167 | 226 | 210 | 375 |
| BAg35CuZnCd | 164 | 190 | 167 | 328 |
| BAg40CuCuZnSnNi | 98 | 245 | 176 | 295 |
| BAg50CuZnSn | – | – | 220 | 240 |
الخواص الميكانيكية للوصلات النحاسية الملحومة بالفوسفور النحاسي والفضة الفوسفورية النحاسية
| معدن الحشو | قوة الشد /MPa | قوة القص /MPa | زاوية الانحناء (°) | صلابة التصادم / جول - سم-2 |
| BCu93P | 186 | 132 | 25 | 6 |
| BCu92PSb | 233 | 138 | 90 | 7 |
| BCu80PAg | 255 | 154 | 120 | 23 |
| BCu89PAg | 242 | 140 | 120 | 21 |
بالنسبة للسبائك النحاسية القابلة للتقسية، مثل برونز البريليوم، التي خضعت للمعالجة الحرارية، فإن الخطوة الوحيدة بعد اللحام بالنحاس هي إزالة التدفق المتبقي وتنظيف سطح قطعة العمل.
السبب الرئيسي لإزالة البقايا هو منع التآكل على قطعة العمل، وفي بعض الحالات، لتحقيق مظهر جيد أو إعداد قطعة العمل لمزيد من المعالجة.
يوضح الجدول 10 قوة الوصلات الملحومة بالنحاس والنحاس الأصفر اللينة باستخدام العديد من مواد اللحام النحاسية اللينة شائعة الاستخدام.
الجدول 10: قوة الوصلات الملحومة بالنحاس والنحاس الأصفر الناعم
| درجة مواد اللحام بالنحاس | قوة القص /MPa | قوة الشد /MPa | ||
| النحاس | نحاس | النحاس | نحاس | |
| S-Pb80Sn18Sb2 | 20.6 | 36.3 | 88.2 | 95.1 |
| S- Pb68Sn30Sb2 | 26.5 | 27.4 | 89.2 | 86.2 |
| S-Pb58Sn405b2 | 36.3 | 45.1 | 76.4 | 78.4 |
| S-Pb97Ag3 | 33.3 | 34.3 | 50.0 | 58.8 |
| S-Sn90Pb10 | 45.1 | 44.1 | 63.7 | 68.6 |
| S-Sn95Sb5 | 37.2 | – | – | – |
| S-Sn92Ag5Cu2Sb1 | 35.3 | – | – | – |
| S-Sn85Ag85B7 | 一 | 42.3 | – | – |
| S-CD96Ag3Znl | 57.8 | – | 73.8 | – |
| S-Cd95Ag5 | 44.1 | 46.0 | 87.2 | 88.2 |
| S-Cd92Ag5Zn3 | 48.0 | 54.9 | 90.1 | 96.0 |
عندما لحام النحاس بالنحاس مع لحام القصدير والرصاص، يمكن استخدام التدفقات غير المسببة للتآكل مثل محلول كحول الصنوبري أو خليط من الصنوبري المنشط ومحلول ماء ZnCl2 + NH4Cl. يمكن استخدام هذا الأخير أيضًا في اللحام بالنحاس النحاس الأصفر، والبرونز، وبرونز البريليوم.
عند لحام نحاس الألومنيوم وبرونز الألومنيوم ونحاس السيليكون بالنحاس، يمكن استخدام تدفق يتكون من كلوريد الزنك في محلول حمض الهيدروكلوريك. بالنسبة إلى لحام برونز المنجنيز بالنحاس، يمكن استخدام محلول حمض الفوسفوريك كتدفق.
عند استخدام لحام أساسه الرصاص، يمكن استخدام محلول ماء كلوريد الزنك كتدفق، وبالنسبة للحام أساسه الكادميوم، يمكن استخدام التدفق FS205.
مواد اللحام بالنحاس الصلب وتدفقات اللحام بالنحاس الصلب
عند تلحيم النحاس بالنحاس، يمكن استخدام لحام النحاس النحاسي القائم على الفضة ولحام النحاس والفوسفور. يتميز اللحام ذو الأساس الفضي بنقطة انصهار معتدلة، وقابلية معالجة جيدة، وخصائص ميكانيكية وكهربائية وحرارية ممتازة. وهو أكثر مواد اللحام بالنحاس الصلب استخدامًا على نطاق واسع.
بالنسبة للتطبيقات التي تتطلب موصلية كهربائية عالية، يجب اختيار لحام يحتوي على الفضة مثل B-Ag70CuZn. بالنسبة للحام بالنحاس المفرغ من الهواء أو اللحام بالنحاس في فرن الغلاف الجوي الواقي، يجب استخدام لحام الفضة بدون عناصر متطايرة، مثل B-Ag50Cu وB-Ag60CuSn.
الجنود ذات المحتوى الأقل من الفضة أرخص ثمناً ولكن بها نسبة فضة أعلى درجات حرارة اللحام بالنحاس وانخفاض صلابة الوصلة، مما يجعلها مناسبة لتطبيقات اللحام بالنحاس مع انخفاض متطلبات النحاس وسبائك النحاس.
لا يمكن استخدام لحام النحاس والفوسفور ولحام النحاس والفوسفور والفضة إلا في اللحام بالنحاس الصلب للنحاس وسبائكه. يتميز لحام النحاس B-Cu93P بقابلية تدفق ممتازة وهو مناسب للحام الأجزاء النحاسية في الصناعات الميكانيكية والكهربائية والأجهزة والصناعات التحويلية التي لا تتعرض لأحمال الصدمات.
حجم الفجوة المثالي هو 0.003-0.005 مم. ويتمتع لحام النحاس والفسفور والفضة (مثل B-Cu70Pag) بصلابة وتوصيل كهربائي أفضل من لحام النحاس والفسفور ويستخدم بشكل أساسي في الوصلات الكهربائية عالية التوصيل. يظهر في الجدول 11 أداء العديد من مواد اللحام بالنحاس الصلب الشائعة الاستخدام في اللحام بالنحاس الصلب للوصلات النحاسية والنحاسية.
الجدول 11: أداء الوصلات النحاسية والنحاسية الملحومة بالنحاس الصلب
| درجة مواد اللحام بالنحاس | قوة القص /MPa | قوة الشد /MPa | زاوية الانحناء /(°) | طاقة امتصاص الصدمات /J | ||
| النحاس | نحاس | النحاس | نحاس | النحاس | النحاس | |
| H62 | 165 | - | 176 | - | 120 | 353 |
| B-Cu60ZnSnSn-R | 167 | - | 181 | - | 120 | 360 |
| B-Cu54Zn | 162 | - | 172 | - | 90 | 240 |
| B-Zn52Cu | 154 | - | 167 | - | 60 | 211 |
| B-Zn64Cu | 132 | - | 147 | - | 30 | 172 |
| B-Cu93P | 132 | - | 162 | 176 | - | 58 |
| B-Cu92PSb | 138 | - | 160 | 196 | 25 | - |
| B-Cu93Pag | 159 | 219 | 225 | 292 | - | - |
| B-Cu80Pag | 162 | 220 | 225 | 343 | 120 | 205 |
| B-Cu90P6Sn4 | 152 | 205 | 202 | 255 | 120 | 182 |
| B-Ag70CuZn | 167 | 199 | 185 | 321 | 90 | - |
| B-Ag65CuZn | 172 | 211 | 177 | 334 | - | - |
| B-Ag55CuZn | 172 | 208 | 174 | 328 | - | - |
| B-Ag45CuZn | 177 | 216 | 181 | 325 | - | - |
| B-Ag25CuZn | 167 | 184 | 174 | 316 | - | - |
| B-Ag10CuZn | 158 | 161 | 167 | 314 | - | - |
| B-Ag72Cu | 165 | - | 177 | - | - | - |
| B-Ag50Ag50CuZnCd | 177 | 226 | 210 | 375 | - | - |
| B-Ag40CuZnCd | 168 | 194 | 179 | 339 | - | - |

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.


