
5 طرق أساسية لتصنيع الثقوب بالقطع: دليل كامل
هل تساءلت يومًا عن سبب كون تشكيل الثقوب أكثر صعوبة من تشكيل الأسطح الخارجية؟ تكشف هذه المقالة عن تعقيدات الحفر، والتوسيع، والتثقيب، والتثقيب، والتثقيب. تعلم كيف يمكن للأدوات المختلفة و...
كيف يمكن للمصنعين التعامل مع تحديات حفر الثقوب العميقة بدقة وكفاءة؟ تغوص هذه المقالة في عالم أدوات الحفر في الثقوب العميقة، وتستكشف الأنواع المختلفة وتطبيقاتها المحددة. ستتعرف على أحدث التطورات في تكنولوجيا لقمة الحفر، وخصائصها، وكيفية التغلب على العقبات الشائعة في التصنيع الآلي للثقوب العميقة. استعد لتحسين معرفتك وتعزيز عمليات التصنيع الخاصة بك مع هذه الأفكار المهمة.

يُعد التصنيع الآلي للفتحات العميقة جانبًا صعبًا من جوانب الهندسة الميكانيكية وموضوعًا ساخنًا حاليًا في المعالجة. مع زيادة الطلب على التصنيع الآلي للثقوب العميقة المعقدة التي تتطلب دقة وكفاءة عالية، يصبح إتقان أداء ونطاق استخدام مختلف المثاقب ذات الثقوب العميقة أمرًا بالغ الأهمية.
تقدم هذه المقالة بشكل أساسي خصائص، ونطاق التطبيق، واعتبارات مختلف لقم الثقب العميق.
في التصنيع الميكانيكي، يُطلق على الثقب الأسطواني الذي يزيد عمقه عن عشرة أضعاف قطره اسم الثقب العميق.
تُصنف الثقوب العميقة بناءً على نسبة عمق الثقب (L) إلى القطر (D)، وعادةً ما تنقسم إلى ثقوب عميقة عامة، وثقوب عميقة متوسطة، وثقوب عميقة خاصة. (ملاحظة: كلما زادت نسبة L/D، زادت صعوبة عملية التصنيع الآلي).
تصنف المثاقب ذات الفتحات العميقة إلى أنواع إزالة البُرادة الخارجية والداخلية. تشمل إزالة البُرادة الخارجية المثاقب ذات الفتحات العميقة ذات المسدس والمثاقب العميقة المتكاملة من الكربيد (التي يمكن أن تكون مزودة بفتحات تبريد أو بدونها)؛ وتشمل إزالة البُرادة الداخلية المثاقب ذات الفتحات العميقة BTA، والمثاقب القاذفة، والمثاقب ذات الفتحات العميقة بنظام DF. فيما يلي أنواع ونطاقات استخدامات المثاقب ذات الفتحات العميقة.
| النوع | نطاق الاستخدام |
| مثقاب البُرادة الخارجية لإزالة البُرادة العميقة (مثقاب المسدس) | تُستخدم لمعالجة الثقوب العميقة Φ 2- Φ ذات نسبة طول إلى قطر 20 مم، وL/D> 100، ودقة H8-H10، وقيمة خشونة السطح Ra=12.5-3.2um، وكفاءة إنتاج أقل من مثاقب الثقوب العميقة لإزالة البُرادة الداخلية |
| مثقاب الحفر العميق لإزالة البُرادة الداخلي BTA | يستخدم لمعالجة Φ 6- Φ ثقب عميق بنسبة طول إلى قطر 60 مم، وL/D>100، ودقة H7-H9، وقيمة خشونة السطح Ra=3.2um، مع كفاءة إنتاج تزيد عن ثلاثة أضعاف كفاءة إزالة البُرادة الخارجية |
| مثقاب شفط الرذاذ | تُستخدم لمعالجة Φ 16- Φ في حالة 60 مم وضغط سائل القطع المنخفض، فإن الأداء الآخر هو نفس أداء الحفر العميق لإزالة البُرادة الداخلية |
| نظام الحفر العميق بنظام DF | أنبوب الحفر مدعوم بسائل القطع، مما يقلل من الاهتزاز، ويوفر مساحة أكبر لإزالة البُرادة وكفاءة تصنيع عالية ودقة جيدة. يمكن استخدامه لتصنيع الآلات ذات الفتحات العميقة عالية الدقة؛ كفاءة الإنتاج أعلى من 3-6 مرات من مثاقيب المسدس و3 مرات أعلى من مثاقيب البُرادة الداخلية BTA |
سُميت هذه المثاقب المدفعية بهذا الاسم نظرًا لاستخدامها الأولي في الصناعة العسكرية لتصنيع ماسورة البندقية والمدافع، وهي فعالة في مجموعة واسعة من عمليات تصنيع الثقوب العميقة، بدءًا من الفولاذ القالب، والألياف الزجاجية، والتفلون، وغيرها من المواد البلاستيكية إلى السبائك عالية القوة (مثل سبائك الحديد P20 وسبائك الحديد المصنوعة من الكروم والنيكل). في التصنيع الآلي للفتحات العميقة ذات التفاوت الصارم ومتطلبات خشونة السطح، تضمن المثاقب المسدسية دقة الأبعاد ودقة الموضع و الاستقامة.

مبدأ عمل نظام الحفر بالمسدس: يدخل سائل القطع إلى قضيب الحفر من خلال مدخل الزيت في الغُرَاب المتحرك، ويقوم بتبريد رأس الحفر وتشحيمه، ويخرج البُرادة من خلال الأخدود الخارجي على شكل حرف V. يستخدم هذا النظام في المقام الأول للثقوب العميقة ذات القطر الصغير (أقل من 20 مم).

تطبيقات ثقب البندقية: تُستخدم المثاقب البندقية (المثاقب ذات الفتحات العميقة لإزالة البُرادة الخارجية) بشكل أساسي لتصنيع الثقوب بأقطار تتراوح بين φ2 و20 مم، ونسب أبعاد L/D >100، ودقة IT8-IT10، وقيم خشونة السطح Ra=12.5-3.2 ميكرومتر. وهي أقل كفاءة من المثاقب ذات الفتحات العميقة لإزالة البُرادة الداخلية.
لاستيعاب متطلبات التصنيع الآلي للفتحات العميقة ذات القطر الكبير الأكثر تعقيدًا، تم تطوير تقنية الحفر العميق لإزالة البُرادة الداخلية باستخدام BTA. نظرًا لقذف البُرادة داخليًا، وتجنب ملامسة السطح المشغول آليًا، توفر تقنية BTA جودة سطح أعلى ونطاقًا أوسع لأقطار الثقوب مقارنةً بالحفر بالمسدس.
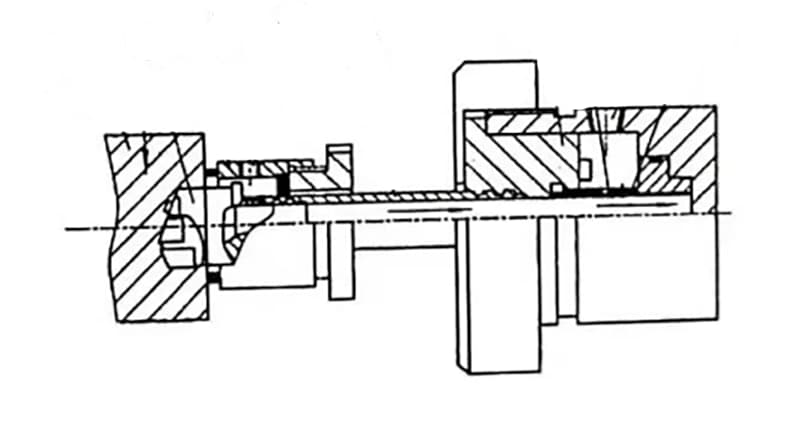
في نظام BTA، يكون كل من رأس الحفر والقضيب عبارة عن أسطوانات مجوفة. مبدأ العمل موضح أدناه: يدخل مائع القطع المضغوط إلى المزيتة، ويتدفق عبر الفراغ الحلقي المتكون بين قضيب الحفر وجدار الثقب إلى منطقة القطع للتبريد والتشحيم، ويدفع البُرادة إلى مخرج البُرادة على رأس الحفر، والتي يتم إخراجها بعد ذلك من خلال التجويف الداخلي للقضيب.

المثاقب ذات الفتحات العميقة لإزالة البُرادة الداخلية مناسبة للتصنيع الآلي بأقطار تزيد عن 20 مم، ونسب عرضية تصل إلى 100، ودقة IT7-IT10، وخشونة السطح Ra3.2-1.6 ميكرومتر. تبلغ كفاءة إنتاجها أكثر من ثلاثة أضعاف كفاءة إزالة البُرادة الخارجية.
العيوب الرئيسية لمثاقب الحفر العميقة لإزالة البُرادة الداخلية BTA: يلزم وجود أدوات ماكينة خاصة، إلى جانب جهاز فصل بُرادة سائل القطع باستخدام الترسيب بالجاذبية أو الفصل الكهرومغناطيسي لإعادة تدوير سائل القطع. بالإضافة إلى ذلك، تتشكل منطقة ضغط عالٍ بين قطعة العمل والمزيتة أثناء القطع، مما يستلزم وجود مانع تسرب موثوق به قبل الحفر.
يعاني نظام الحفر العميق لإزالة البُرادة الداخلية من فقدان كبير في قناة السائل الحلقي، مما يتطلب ضغطًا ومعدلات تدفق أعلى أثناء التصنيع الآلي. ولمعالجة هذه المشكلة، طوّر السوق تقنية حفر أكثر كفاءة وأعلى جودة - المثقاب القاذف.
يستخدم المثقاب القاذف مبدأ تأثير قاذف ديناميكيات السوائل، باستخدام طريقة إزالة البُرادة الداخلية ثنائية الأنبوب التي تم اختراعها باستخدام قضبان حفر متحدة المركز. يتم توصيل الأداة بالماكينة من خلال موصل، ويستخدم نظام الحفر القاذف قضيب حفر أنبوبي مزدوج الطبقات. يدخل 2/3 من سائل القطع المضغوط إلى الفراغ الحلقي بين قضيبي الحفر الداخلي والخارجي، ويتدفق نحو منطقة القطع للتبريد والتشحيم، ويدفع البُرادة إلى التجويف الداخلي لقضيب الحفر.

يتم حقن الثلث المتبقي من سائل القطع بسرعة عالية من فوهات على شكل هلال على قضيب الحفر الداخلي، مما يخلق منطقة منخفضة الضغط داخل التجويف الداخلي، والتي تمتص سائل القطع الذي يحمل البُرادة. وتحت التأثير المزدوج للحقن والشفط، يتم إخراج البُرادة بسرعة من المخرج.
يتم إمداد الزيت في الحفر القاذف من خلال موصل دوّار، ويؤدي المقعد الموجه دورًا داعمًا في المقام الأول، مما يسمح بفصله عن قطعة العمل. وهذا الأمر مفيد للغاية بالنسبة للتصنيع الآلي خماسي المحاور، والذي غالبًا ما يتضمن أسطحًا غير مستوية حيث لا يمكن أن يكون المقعد الموجه على اتصال مباشر مع الشُّغْلَة. بالإضافة إلى ذلك، يسهل تأثير التفريغ الناتج أثناء الحفر بالقاذف إزالة البُرادة مما يوفر مرونة أكبر في الاستخدام.
المثاقب القاذفة مناسبة بشكل أساسي لتصنيع الثقوب ذات نسب عرضية لا تتجاوز 100 وأقطار تتراوح بين 18 و65 مم، بمستويات دقة تتراوح بين IT9 وIT11.
الحفار العميق بنظام DF، والمعروف أيضاً باسم الحفار القاذف أحادي الأنبوب، وهو اختصار من "المغذي المزدوج". وقد تطورت هذه الأداة، التي طورتها شركة Nippon Metal Company Ltd. باليابان في منتصف السبعينيات من القرن الماضي، من المثقاب القاذف القياسي. وهي تجمع بين طريقة طرد البُرادة في المثقاب ذي الفتحة العميقة لإزالة البُرادة الداخلية القياسي BTA وطريقة شفط البُرادة في المثقاب القاذف.
يتم دعم قضيب الحفر المفرد بسائل القطع، مما يقلل من الاهتزاز ويسمح بمساحة أكبر لإزالة البُرادة مما يؤدي إلى كفاءة ودقة أعلى. وهي مناسبة للتصنيع الآلي عالي الدقة للفتحات العميقة؛ وتبلغ كفاءتها الإنتاجية من 3 إلى 6 أضعاف مثاقب المسدس وثلاثة أضعاف مثاقب إزالة البُرادة الداخلية BTA، ولكن بتكلفة أعلى.
تشير تكوينات رأس الحفر المذكورة أعلاه إلى أنه بغض النظر عن طريقة إزالة البُرادة فإن النظام يشتمل على قطعة العمل والأدوات والملحقات الخاصة وأدوات الماكينة وأنظمة التحكم.
تعتمد الملحقات الخاصة على طريقة تزويد سائل القطع وطريقة إزالة البُرادة والحركة النسبية بين قطعة العمل والأداة. وبالتالي، يتطلب تصنيع الآلات ذات الفتحات العميقة معدات وملحقات متخصصة، مما يجعل هيكل المعدات معقدًا ومكلفًا.
تأكد من تركيز تركيز عمود الدوران وجلبة موجه الأداة، وجلبة دعم عمود الأدوات، وجلبة دعم عمود الأدوات، وجلبة دعم الشُّغْلَة؛ حافظ على نظام سائل القطع واضح وطبيعي؛ تجنب الثقوب المركزية على الوجه الطرفي الميكانيكي والحفر على الأسطح المائلة؛ حافظ على أشكال البُرادة طبيعية، وتجنب البُرادة ذات الشكل الشريطي المستقيم؛ استخدم سرعات أعلى للتصنيع الآلي عبر الثقب، وخفض السرعة أو إيقاف الماكينة عندما يكون المثقاب على وشك الاختراق لمنع تلف المثقاب.
يولد التصنيع الآلي للفتحات العميقة حرارة قطع كبيرة، والتي يصعب تبديدها، مما يتطلب سائل قطع كافٍ لتشحيم الأداة وتبريدها.
عادةً ما يتم استخدام مستحلب 1:100 أو مستحلب الضغط الشديد؛ أما بالنسبة لمتطلبات الدقة العالية وجودة السطح أو عند تصنيع المواد القاسية، فيتم اختيار مستحلب الضغط الشديد أو مستحلب الضغط الشديد عالي التركيز. عادةً ما يتم اختيار اللزوجة الحركية لزيت القطع عند (40 درجة مئوية) 10-20 سم²/ثانية، مع معدل تدفق سائل يتراوح بين 15-18 م/ثانية؛ استخدم زيوت قطع أقل لزوجة للأقطار الأصغر؛ بالنسبة للتشغيل الآلي عالي الدقة في الثقوب العميقة، يمكن استخدام خليط زيت القطع من زيت القطع 40% الكبريتي شديد الضغط + 40% كيروسين + 20% بارافين مكلور.
ويرتبط ضغط ومعدل تدفق مائع القطع ارتباطًا وثيقًا بقطر الثقب وطريقة التشغيل الآلي، كما هو مفصل في الجدول المرجعي.
| مثقاب الحفر العميق لإزالة البُرادة الخارجية | مثقاب الحفر العميق لإزالة البُرادة الداخلية | ||||
| الفتحة /مم | الضغط /MPa | معدل التدفق / (لتر/دقيقة) | الفتحة /مم | الضغط /MPa | معدل التدفق / (لتر/دقيقة) |
| 4-10 | 2.5-6 | 8-20 | 8-15 | 5-6.5 | 20-50 |
| 10-15 | 2-5 | 20-30 | 15-25 | 4-5.5 | 50-70 |
| 15-20 | 1.5~4.5 | 30-40 | 25-35 | 3-4. 5 | 70-100 |
| 20-25 | 1.5-4 | 40-50 | 35-45 | 2.5-3.5 | 100-125 |
| 25-30 | 1.5-3 | 50-60 | 45-80 | 2-3 | 125-200 |
يحتل التصنيع الآلي للفتحات العميقة مكانة حيوية في مجال التصنيع الميكانيكي، حيث يمثل حوالي 40% من التصنيع الآلي للفتحات. الظهور المستمر لقطع العمل الجديدة ذات الصلابة العالية والقيمة العالية التي يصعب تشغيلها آليًا في الثقوب العميقة
يتطلب أعماق معالجة أعلى ودقة وكفاءة أعلى. وباعتبارها عملية رئيسية وجانبًا صعبًا، لا يمكن تحسين كفاءة تصنيع الآلات ذات الفتحات العميقة إلا من خلال فهم مفهوم الثقوب العميقة وخصائص وتحديات تصنيع الآلات ذات الفتحات العميقة ومعرفة أنواع وهياكل ونطاقات استخدام مختلف لقم الثقب العميق بشكل شامل.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







