هل تساءلت يوماً كيف تُصنع أجزاء سيارتك بهذه الدقة؟ تعمّق في عالم الصب بالقالب الرائع - وهي عملية يتم فيها تشكيل المعدن المنصهر تحت ضغط وسرعة عاليَين. سيكشف هذا المقال النقاب عن الأسرار الكامنة وراء هذه التقنية، ويشرح كيف تضمن منتجات عالية الجودة ومتينة. استعد لاستكشاف العناصر والمعايير الرئيسية التي تجعل من الصب بالقالب حجر الزاوية في التصنيع الحديث!
تتضمن عملية الصب بالقالب ثلاثة عناصر رئيسية: الماكينات والقوالب والسبائك. وهي توحّد الضغط والسرعة والوقت في عملية واحدة، وتُستخدم في المقام الأول في تشغيل المعادن على الساخن. إن وجود الضغط يميز عملية الصب بالقالب عن طرق الصب الأخرى.
الصب بالقالب هي تقنية سريعة التطور في عمليات تشغيل المعادن الحديثة، وهي طريقة صب خاصة تتطلب الحد الأدنى من القطع.
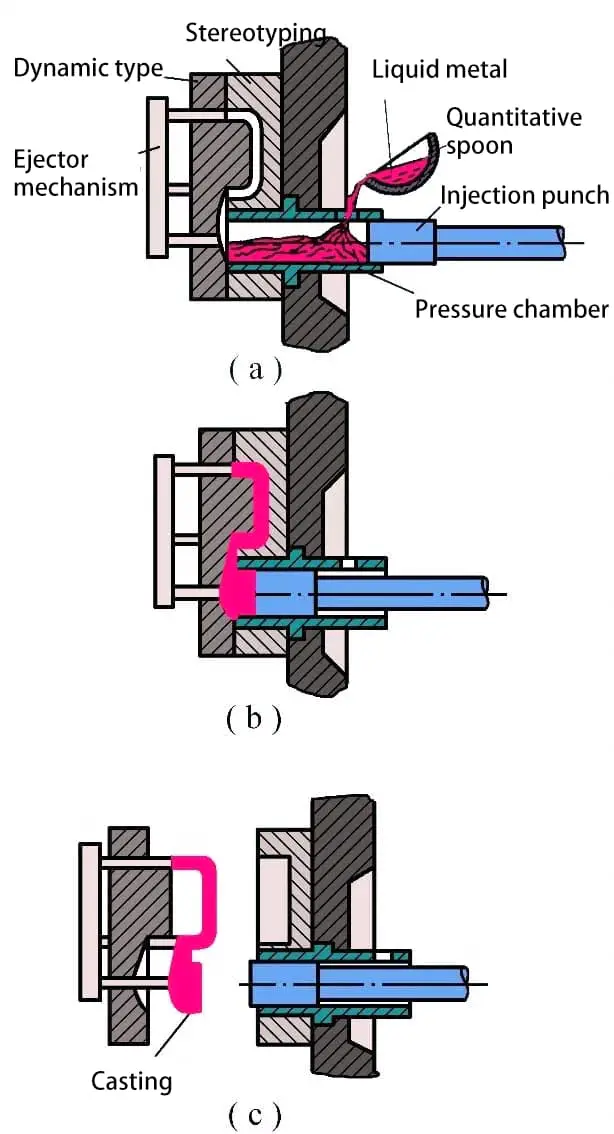
وهي تتضمن ملء قالب بمعدن منصهر تحت ضغط وسرعة عاليين، ثم يتبلور المعدن ويتصلب تحت هذا الضغط العالي لتشكيل الصب. الضغط العالي والسرعة العالية هما السمتان الرئيسيتان لصب القوالب.
الضغط الشائع الاستخدام هو عشرات الميجا باسكال، وسرعة الملء (سرعة الذرب الداخلي) تتراوح بين 16 إلى 80 مترًا في الثانية تقريبًا، والوقت اللازم لملء المعدن المنصهر لتجويف القالب قصير للغاية، من 0.01 إلى 0.2 ثانية تقريبًا.
التعريف
لقد أصبحت طريقة تصنيع المنتجات بهذه الطريقة جزءًا أساسيًا من صناعة الصب في بلدنا نظرًا لكفاءتها الإنتاجية العالية، وعملياتها المبسطة، ومستويات تحمل الصب الفائقة، و خشونة السطحوالقوة الميكانيكية العالية، والقدرة على التخلص من عدد كبير من إجراءات التصنيع والمعدات، وبالتالي توفير المواد الخام.
عملية الصب بالقالب هي عملية تجمع وتطبق بشكل عضوي وشامل العناصر الرئيسية الثلاثة المتمثلة في آلة الصب بالقالب وقالب الصب والسبائك. أثناء عملية الصب بالقالب، تكون عملية ملء تجويف القالب بالمعدن عملية موحدة تتضمن عوامل مثل الضغط والسرعة ودرجة الحرارة والوقت.
وفي الوقت نفسه، تتفاعل هذه العوامل مع بعضها البعض وتقيّد بعضها البعض، وتكمل وتدعم بعضها البعض. ولا يمكن الحصول على النتائج المرجوة إلا من خلال الاختيار الصحيح لهذه العوامل وتعديلها لتحقيق الانسجام والاتساق.
ولذلك، لا ينبغي فقط التأكيد على قابلية معالجة هيكل الصب، وتقدم قالب الصب، والأداء والتميز الهيكلي لآلة الصب بالقالب وقابلية تكييف سبيكة الصب المختارة وتوحيد عملية الصب أثناء عملية الصب، ولكن ينبغي أيضًا مراعاة الدور الهام لمعايير العملية مثل الضغط ودرجة الحرارة والوقت على جودة الصب. وينبغي إعطاء الأولوية للتحكم الفعال في هذه المعلمات أثناء عملية الصب بالقالب.
الضغط
قوة الحقن
قوة الحقن هي القوة التي تحرك حركة مكبس الحقن في آلية الحقن لآلة الصب بالقالب. إنها معلمة رئيسية تعكس وظائف آلة الصب بالقالب. يتم تحديد حجم قوة الحقن من خلال مساحة المقطع العرضي لأسطوانة الحقن وضغط مائع العمل.
فيما يلي معادلة حساب قوة الحقن:
Pقوة الحقن = Pأسطوانة الحقن × π × D²/4
أين:
Pقوة الحقن - قوة الحقن (نيوتن)
Pأسطوانة الحقن - ضغط مائع العمل في أسطوانة الحقن (باسكال)
D - قطر أسطوانة الحقن (م)
π = 3.1416
الضغط المحدد
يُطلق على الضغط المبذول على المعدن المنصهر في حجرة الضغط لكل وحدة مساحة الضغط الضغط النوعي. والضغط النوعي هو أيضًا نتيجة تحويل نسبة قوة الحقن إلى مساحة المقطع العرضي لغرفة الضغط.
تكون معادلة حسابه على النحو التالي:
Pالضغط المحدد = Pقوة الحقن/Fمساحة المقطع العرضي لغرفة الضغط
أين:
Pالضغط المحدد - الضغط النوعي (باسكال)
Pقوة الحقن - قوة الحقن (نيوتن)
Fمساحة المقطع العرضي لغرفة الضغط - مساحة المقطع العرضي لغرفة الضغط (م²)
أي أن Fمساحة المقطع العرضي لغرفة الضغط = πD²/4. هنا D(m) هو قطر حجرة الضغط.
π = 3.1416
تأثير الضغط
(1) تأثير الضغط النوعي على الخواص الميكانيكية للمسبوكات
مع زيادة الضغط النوعي، يصبح التركيب البلوري أدق وتصبح الطبقة البلورية الدقيقة أكثر سمكًا، وتتحسن جودة السطح بسبب تحسن خصائص التعبئة، ويقل تأثير الثقوب الهوائية، وبالتالي تزداد قوة الشد، ولكن الاستطالة تقل.
(2) التأثير على ظروف التعبئة
عندما يملأ ذوبان السبيكة تجويف القالب تحت ضغط نوعي مرتفع، ترتفع درجة حرارة السبيكة، وتتحسن السيولة، وهو ما يفيد في تحسين جودة الصب.
اختيار الضغط المحدد
(1) اعتبارات تستند إلى متطلبات قوة المسبوكات
قسّم المسبوكات إلى تلك ذات متطلبات القوة وتلك ذات المتطلبات العامة. بالنسبة لأولئك الذين لديهم متطلبات قوة، يجب أن يكون لديهم تكثيف جيد. وهذا يتطلب ضغطًا محددًا معززًا عاليًا.
(2) الاعتبار على أساس سمك جدار المسبوكات
وبصفة عامة، عند صب المسبوكات رقيقة الجدران بالقالب، تكون مقاومة التدفق في تجويف القالب أكبر، كما أن نظام البوابات يكون سمكه أرق أيضًا، وبالتالي تكون مقاومته أكبر.
ولذلك، هناك حاجة إلى ضغط تعبئة محدد أكبر لضمان سرعة البوابات المطلوبة. بالنسبة للمسبوكات سميكة الجدران، من ناحية، تكون سرعة البوابات المختارة أقل، ويكون وقت تصلب المعدن أطول، لذلك يمكن استخدام ضغط تعبئة محدد أصغر؛ ومن ناحية أخرى، لكي يكون للصب كثافة معينة، يلزم وجود ضغط محدد معزز كافٍ.
بالنسبة للمسبوكات ذات الأشكال المعقدة، يجب استخدام ضغط تعبئة محدد أعلى. وبالإضافة إلى ذلك، هناك عوامل مثل نوع السبيكة، وحجم سرعة البوابة، وقوة آلة الصب بالقالب التثبيت والقدرة وقوة القالب يجب أخذها جميعًا في الاعتبار بشكل مناسب. يتم حساب حجم الضغط المحدد للملء بشكل أساسي بناءً على سرعة البوابات المختارة.
أما بالنسبة لحجم الضغط النوعي المعزز، فيمكن اختياره بناءً على نوع السبيكة، بالرجوع إلى القيم الواردة في الجدول أدناه. عندما تكون ظروف التنفيس في تجويف القالب جيدة وتكون نسبة سمك نظام البوابات إلى سمك جدار الصب مناسبة، يمكن استخدام ضغط محدد أقل للتعزيز.
ومع ذلك، كلما كانت ظروف التنفيس أسوأ، وكلما كانت نسبة سمك نظام البوابات إلى سمك جدار الصب أسوأ، كلما كان الضغط النوعي المعزز أعلى.
جدول نطاق الضغط النوعي المعزز الموصى به
نوع الجزء
سبائك الألومنيوم
سبائك الزنك
نحاس
الأجزاء تحت الحمل الخفيف
30-40 ميجا باسكال
13-20 ميجا باسكال
30-40 ميجا باسكال
الأجزاء تحت الحمل الثقيل
40-80 ميجا باسكال
20-30 ميجا باسكال
40-60 ميجا باسكال
الأجزاء ذات سطح الختم الكبير والجدران الرقيقة
80-120 ميجا باسكال
25-40 ميجا باسكال
80-100 ميجا باسكال
القوات ذات الصلة
التعريف
أثناء عملية الصب بالقالب، في نهاية مرحلة الملء والانتقال إلى مرحلة زيادة الضغط، يُعرف الضغط النسبي (الضغط المعزز) الذي يؤثر على المعدن المتصلب، والذي ينتقل عبر المعدن (نظام صب الصب، نظام التدفق الزائد) إلى سطح جدار تجويف القالب، باسم قوة تمدد القالب (يشار إليها أيضًا باسم الضغط الخلفي).
تعد قوة تثبيت القالب (المعروفة أيضًا باسم قوة الإغلاق) معلمة مهمة يجب تحديدها أولاً عند اختيار ماكينة صب القوالب.
طريقة الحساب
عندما تؤثر قوة تمدد القالب على السطح الفاصل، يشار إليها باسم قوة تمدد السطح الفاصل. وعندما تؤثر على الجدران الجانبية المختلفة لتجويف القالب، تُعرف باسم قوة تمدد الجدار الجانبي.
يمكن التعبير عن قوة تمدد القالب على النحو التالي:
Pقوة التوسعة = Pالضغط المعزز × Aالمساحة المتوقعة
أين:
Pقوة التوسعة - قوة تمدد القالب (الوحدة: نيوتن - نيوتن)
Pالضغط المعزز - ضغط التعزيز (الوحدة: باسكال - باسكال)
Aالمساحة المتوقعة - المساحة المسقطة التي تتحمل قوة تمدد القالب (الوحدة: م2 - متر مربع)
في الظروف العادية، يجب أن تكون قوة تشبيك القالب أكبر من قوة تمدد القالب المحسوبة.
وبخلاف ذلك، أثناء الطرد الهيدروليكي للمعدن المنصهر، سوف يتمدد سطح فراق القالب، مما يتسبب في تناثر المعدن ومنع تثبيت الضغط في تجويف القالب. وهذا يؤدي إلى صعوبة في ضمان تحمل أبعاد الصب، أو حتى صعوبة في التشكيل.
يجب أن تفي قوة تثبيت القالب بشكل عام بمتطلبات المعادلة التالية:
1. عادةً ما يكون هناك نوعان: سرعة التثقيب وسرعة الذرب الداخلي.
2. بالنسبة للحقن البطيء، يدفع المثقاب المعدن المنصهر إلى الذراع الداخلي بسرعة 0.3 متر/ثانية.
3. للحقن السريع، يملأ الذرب الداخلي تجويف القالب بسرعة 4-9 أمتار/ثانية. يمكن أن يؤدي تعزيز سرعة الحقن إلى تحويل الوظيفة إلى طاقة حرارية، مما يحسن السيولة، وهو أمر مفيد للتخلص من علامات التدفق والفجوات الباردة، وتحسين الخواص الميكانيكية وجودة السطح.
عوامل الاختيار والاعتبار لسرعة الحقن:
1. التوصيل الحراري والحرارة النوعية، نطاق درجة حرارة التصلب.
2. إذا كانت درجة حرارة القالب منخفضة، يمكن أن تكون السرعة منخفضة؛ وإلا يمكن أن تكون السرعة عالية.
3. تستخدم المسبوكات المعقدة سرعة حقن عالية.
تبلغ سرعة الذراع الداخلية 15-70 متر/ثانية (للمعدن المنصهر).
4. العلاقة بين سرعة الحقن بالتثقيب وسرعة ذرب المعدن الداخلي: كلما زادت سرعة الحقن بالتثقيب، زادت سرعة ذرب المعدن المنصهر.
اختيار السرعة
1. تبلغ سرعة الذرب المباشر 15-25 متر/ثانية.
2. تبلغ سرعة الذراع المتقاطع 20-35 متر/ثانية.
3. تبلغ سرعة الذرب الداخلي من 30 إلى 70 متر/ثانية للبوابة العريضة.
4. بالنسبة للمسبوكات الرقيقة التي يقل طولها عن 3 ملليمترات، تتراوح سرعة الذرب الداخلي بين 38 و46 متر/ثانية.
5. بالنسبة للمسبوكات السميكة 5 ملليمتر، تبلغ سرعة الذرب الداخلي 46-40 متر/ثانية.
6. بالنسبة للمسبوكات الأكثر سمكاً التي يزيد سمكها عن 5 ملليمترات، اختر سرعة ذرب داخلية تتراوح بين 47 و27 ملليمتر/ثانية.
طرق الضبط: ضبط سرعة حقن المثقاب، وتغيير قطر الحجرة، وتغيير مساحة المقطع العرضي للذراع الداخلي.
الاختبار والتحليل
1. اختبار معلمات الصب بالقالب والمرحلة الأولى والمرحلة الثانية ووقت نقطة انتقال التعزيز.
2. تأثير نقطة بدء التعزيز على جودة الصب بالقالب: بعد أن تبدأ المرحلة الأولى في ملء 80%، قم بالتبديل إلى المرحلة الثانية وتعزيز وقت نقطة بدء الانتقال، وأخيرًا الحفاظ على الضغط، وإلا فإنه سيؤثر على الجودة.
3. تأثير تآكل وتلف المثقاب على معايير الصب بالقالب;
4. تحليل أسباب تآكل وتلف حجرة الحقن واللكمة: عندما يكون الخلوص بين حجرة الحقن واللكمة أقل من 0.1 ملليمتر، فإن الاحتكاك ذهابًا وإيابًا بين اللكمة والحجرة يولد درجات حرارة عالية تؤدي إلى تلف سهل.
يصبح قطر الحجرة أكبر، ويصبح المثقاب أصغر، ويعلق المثقاب برقائق الألومنيوم، مما يؤثر على سرعة نقل الحجرة والضغط.
ولذلك، يجب أن يستخدم المثقاب زيت تشحيم مقاوم لدرجات الحرارة العالية، ويجب أن يحتوي قضيب الحقن على ماء تبريد، وفي الوقت نفسه، يجب اختيار مادة المثقاب، واختيار حديد الدكتايل أو برونز البريليوم بشكل عام.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
تخيل فتح دقة الأدوات الآلية باستخدام سطح زجاجي بسيط. الموازين الشبكية الخطية تفعل ذلك بالضبط، حيث تقوم بتحويل الخطوط الدقيقة إلى قياسات عالية الدقة. تستكشف هذه المقالة كيف يمكن...
هل تساءلت يومًا كيف يتم تنعيم الحواف الحادة على الأجزاء المعدنية؟ هذه العملية، المعروفة باسم الشطب، تحوّل الزوايا الخطرة والمتعرجة إلى أسطح أكثر أماناً وذات زوايا حادة. في هذه المقالة، سوف تتعرف...
هل تساءلت يومًا ما هي أفضل العلامات التجارية للمحمل في العالم؟ في منشور المدونة هذا، سنستكشف أفضل الشركات المصنعة للمحامل المعروفة بجودتها الاستثنائية وابتكاراتها و...
هل تساءلت يومًا من الذي يمد العالم بالطاقة من وراء الكواليس؟ في منشور المدونة هذا، سوف نتعمق في هذه المدونة في أفضل الشركات المصنعة للمولدات التي تبقي الأضواء مضاءة...
هل أنت مهندس ميكانيكي طموح تتطلع إلى التفوق في مجال عملك؟ في منشور المدونة هذا، سنستكشف أفضل 10 برامج تصميم هندسة ميكانيكية يجب أن تعرفها والتي يمكن أن ترتقي بك في مجال الهندسة الميكانيكية...
هل تساءلت يوماً كيف يتم ضمان سلامة الصواميل والبراغي الملحومة في سيارتك؟ تكشف لك هذه المقالة عن العملية الدقيقة لفحوصات الجودة والفحوصات التي تحافظ على سيارتك...
هل تساءلت يومًا ما الذي يحافظ على تشغيل المحرك الكهربائي بسلاسة دون ارتفاع درجة حرارته؟ إن فهم درجات حرارة التشغيل الآمنة للمحركات أمر بالغ الأهمية لطول عمرها وأدائها. في هذا المقال، سوف نتناول...
هل تساءلت يوماً عن عالم الصب الرائع؟ تشكل عملية التصنيع القديمة والمتطورة باستمرار حياتنا اليومية بطرق لا حصر لها. في هذه المدونة، سوف نستكشف في هذه المدونة...
هل تساءلت يوماً كيف تعمل التروس في سيارتك أو طائرتك بسلاسة؟ يكشف هذا المقال النقاب عن أفضل مصنعي التروس الذين يشكلون مستقبل الهندسة الميكانيكية. سوف تتعلم...