
اختيار أدوات مكابس الضغط المناسبة: الدليل والمعايير
كيف تضمن الدقة في عمليات ثني المعادن؟ يعد اختيار أدوات مكابح الضغط المناسبة أمرًا بالغ الأهمية. يتعمق هذا الدليل في اختيار قوالب القوالب واللكمات، ويقدم لك...
هل تعاني من عدم الكفاءة وارتفاع التكاليف في تصنيع الصفائح المعدنية؟ اكتشف كيف يمكن للمعدات الآلية أن تحدث ثورة في عملياتك، مما يوفر الوقت والمال. ترشدك هذه المقالة إلى كيفية اختيار الماكينات المناسبة، مع تسليط الضوء على الاعتبارات الرئيسية والمزالق الشائعة. وفي النهاية، ستفهم كيفية تحسين الإنتاج باستخدام أفضل الحلول الآلية، مما يعزز الإنتاج والربحية على حد سواء. تابع القراءة لاتخاذ قرارات مستنيرة من شأنها تحويل عمليات التصنيع لديك.

نظرًا لارتفاع تكاليف العمالة والطلب المتزايد على المنتجات عالية الجودة في صناعة معالجة الصفائح المعدنية، أصبح هامش الربح في معالجة الصفائح المعدنية أضيق.
لقد أصبح من الصعب زيادة الكفاءة، وفي بعض الحالات، قد يؤدي الإنتاج في بعض الحالات إلى خسارة.
تتجه شركات تصنيع صفائح المعادن نحو استخدام الروبوتات أو المعدات الآلية لتحل محل العمالة اليدوية، بهدف تقليل تكاليف المعالجة وتحسين الكفاءة.
وعلى الرغم من نجاح بعض الشركات في تنفيذ هذه الاستراتيجية بنجاح، إلا أنها اضطرت إلى دفع تكلفة كبيرة.
ومع ذلك، بعد أن تحولت غالبية الشركات إلى استخدام الروبوتات ومعدات التشغيل الآلي، وجدت أنها لم تفشل فقط في تحقيق النتائج المرجوة بل واجهت أيضًا مشاكل في تعطل المعدات.
أثناء الزيارة، فتح العميل الباب لاستلام طلباته.
لا يرجع السبب الرئيسي وراء تعطل معظم الروبوتات أو معدات التشغيل الآلي إلى صعوبة استخدامها أو عدم إمكانية استخدامها، بل الصفائح المعدنية تفشل الشركات في إجراء تحليل شامل لعملية إنتاجها ومخرجاتها. فقبل شراء الروبوتات أو معدات الأتمتة لا تفهم أداء المعدات وحدودها.
من أجل إجراء عملية بيع، يميل مندوبو مبيعات معدات الأتمتة إلى المبالغة في أداء المعدات. وبالتالي، فإن الشركات المشترية تفترض خطأً أن معدات الأتمتة التي اشترتها قادرة على كل شيء.
ومع ذلك، بمجرد وضع معدات التشغيل الآلي في الإنتاج، يمكن إنتاج 30% فقط من المنتجات تلقائيًا، بينما لا يزال 70% المتبقية تتطلب إنتاجًا يدويًا. ونتيجة لذلك، فإن معدل استخدام معدات التشغيل الآلي منخفض للغاية.
من الضروري إجراء تحليل دقيق لعملية الإنتاج في المؤسسة وتقييم أداء معدات الأتمتة وحدودها قبل اعتمادها. وذلك لأنه حتى معدات الأتمتة الأكثر تقدمًا لها حدودها.
في الختام، يجب أن نشارك في استثمار واختيار عملية الصفائح المعدنية معدات التشغيل الآلي مع الأخذ في الاعتبار أهمية تحليل عملية المنتج والمخرجات، وتقييم أداء معدات التشغيل الآلي وحدودها قبل شرائها.
في الوقت الحالي، تتكون المعدات الأساسية للتفريغ من القطع بالليزر الماكينات واللكمات باستخدام الحاسب الآلي. وهي ماكينات متطورة بنظام التحكم الرقمي باستخدام الحاسوب ذات درجة عالية من الذكاء.
من خلال دمج أجهزة التحميل والتفريغ الأوتوماتيكية، يمكن تحقيق الإنتاج الأوتوماتيكي الكامل.
كوب الشفط الكابولي هو جزء من جهاز تغذية شبه أوتوماتيكي اقتصادي ومناسب لتغذية الألواح الرقيقة التي يقل سمكها عن 5 مم ووزنها أقل من 20 كجم.
ومع ذلك، فإن استخدام طريقة الكابولي شبه الأوتوماتيكية لتغذية الألواح السميكة سيكون من الصعب دفع كوب الشفط يدويًا، وبالتالي، لا يوصى بها.
جهاز التغذية الأوتوماتيكي العملاق مثالي لتغذية الألواح السميكة والكبيرة، مما يضمن السلامة والكفاءة العالية.
ومع ذلك، لا يوصى باستخدام الجهاز الأوتوماتيكي للتفريغ التلقائي بالليزر حيث المعالجة بالليزر يستخدم بشكل أساسي للدفعات الصغيرة والمهام متعددة الأصناف، ويمكن أن يقلل الطمس التلقائي من كفاءة المعالجة.
بالنسبة لدفعات الإنتاج الكبيرة، يوصى باستخدام خط إنتاج قطع اللفائف بالليزر لتوفير المواد وتحقيق كفاءة معالجة عالية.
مزايا جهاز التحميل والتفريغ الأوتوماتيكي الأحادي الجانب هي:
يتم التحميل والتفريغ على نفس الجانب، وتستغرق دورة واحدة من التحميل والتفريغ ما بين 35 إلى 40 ثانية.
مساحة أرضية المستودع صغيرة.
يمكن توسيع مستودع المواد وإضافة سعة تخزين إضافية دون زيادة مساحة الأرضية.
مزايا أجهزة التحميل والتفريغ التلقائي على كلا الجانبين هي:
تكون كفاءة التحميل والتفريغ أعلى عند مقارنتها بكفاءة جانب واحد.
يمكن إكمال دورة التحميل والتفريغ في غضون 16-20 ثانية، ولكنها تتطلب مساحة أرضية كبيرة نسبيًا، مما يجعلها مناسبة لمؤسسات الصفائح المعدنية ذات المواقع غير المقيدة.
لأكثر من 3 مكابس CNC، يوصى بإضافة أجهزة تحميل وتفريغ أوتوماتيكية.
في إحدى الحالات، يمكن لشخص واحد تشغيل ثلاثة مكابس بنظام التحكم الرقمي مزودة بأجهزة تحميل وتفريغ أوتوماتيكية، ويمكن أن تقلل الوردية الواحدة من 3 إلى 4 مشغلين، مما يؤدي إلى تقليل كثافة العمالة للمشغلين وتحرير أعمال التحميل والتفريغ الميكانيكية المتكررة.
سيتاح للمشغلين المزيد من الوقت للنظر في التجهيز قبل المعالجة، مثل إعداد القالب، وإعداد المواد، وتحسين إجراءات المعالجة، وبالتالي تحسين كفاءة المعالجة بشكل كبير.
يعد جهاز التحميل والتفريغ الأوتوماتيكي للتثقيب والتثقيب NC مخططًا ناضجًا.
مكابح الضغط تستخدم ماكينات 98% من مصانع تشكيل الصفائح المعدنية. تتطلب هذه المعدات الحد الأدنى من الاستثمار ويمكن استخدامها لأغراض المعالجة العامة. ومع ذلك، فإن التشغيل اليدوي شرط، وهو عيبها الوحيد.
عند معالجة قطع العمل التي يزيد طولها أو عرضها عن 50 مم، قد يجد شخص واحد صعوبة في تشغيل الماكينة، وهناك حاجة إلى عاملين على الأقل للتعاون في المعالجة (راجع الشكل 1).
وبالإضافة إلى ذلك، عند العمل مع الألواح التي يزيد سمكها عن 2 مم، تكون كفاءة الثني منخفضة ومن المرجح أن تقع حوادث صناعية.
يتطلب عمل الانحناء جهداً بدنياً، ويستغرق وقتاً طويلاً للتعلم واكتساب الخبرة. ولذلك، فإن الراتب لهذا النوع من العمل أعلى من أنواع العمل الأخرى.
ولتقليل تكاليف العمالة، يتم استخدام نظامين للأتمتة: الثني الآلي والثني بمساعدة المؤازرة.
(1) ثني الروبوت.
من خلال تصحيح أخطاء المعدات بهذه الطريقة، من الممكن تحقيق الإنتاج الأوتوماتيكي بالكامل دون أي إيقاف تشغيل.
تُعد المعالجة طويلة الأجل أكثر كفاءة من المعالجة اليدوية، حيث يمكن لموظف تشغيل واحد تشغيل ماكينات مكابح ضغط متعددة.
ومع ذلك، فإن أحد العيوب الرئيسية لهذه الطريقة هو أنها تتطلب وقتًا طويلاً لتصحيح الأخطاء وتتطلب متطلبات عالية نسبيًا للمشغلين. بالإضافة إلى ذلك، فهي غير مناسبة للمعالجة متعددة الأصناف والدفعات الصغيرة لأن المنتجات المختلفة تتطلب استبدال إطار كوب الشفط.
لقد استثمرت العديد من الشركات في ثني الروبوتات؛ ولكن نظرًا لعدم كفاية أحجام دفعات طلبات المنتجات الثابتة، فإن المشغلين ليسوا على دراية بعملية التصحيح، مما يؤدي إلى تعطل المعدات.

الشكل 1 الانحناء التقليدي
(2) يتم مساعدة الانحناء من قبل أتباع الورقة (الشكل 2).
يمكن استخدام هذه الطريقة للإنتاج متعدد الأصناف، وكذلك الإنتاج على دفعات كبيرة وصغيرة.
إن مزايا ثني الشغل الكبير وثني الألواح السميكة واضحة: فهي تقلل من الحاجة إلى أفراد مساعدين للثني (الشكل 3)، وتقلل من كثافة العمالة، وتوفر مرونة قوية.
يمكن استخدام متابع واحد للورقة الواحدة مع العديد من مكابح الضغطوتكلفة الاستثمار منخفضة نسبيًا.
تتمثل عيوب هذه الطريقة في أن عمليات التحميل والتفريغ اليدوية مطلوبة، ولا يمكن تحقيق الإنتاج الآلي بشكل كامل.

الشكل 2 متابع الورقة 2

الشكل 3 الانحناء باستخدام متابع الصفيحة
إن ثني الألواح تتميز بكفاءة معالجة عالية، مما يسمح بالإنتاج الآلي بالكامل، وهي مناسبة تمامًا لمعالجة الهياكل المعقدة.
ومع ذلك، من المهم ملاحظة أن الماكينة غير مصممة لثني الألواح السميكة أو المنتجات ذات الحواف الأعلى من 300 مم. وبالإضافة إلى ذلك، فهي تنطوي على تكلفة مدخلات عالية ونفقات صيانة عالية، مما يجعلها غير ميسورة للمصانع ذات الحجم العام.
ربحية معالجة الصفائح المعدنية منخفض، مما يجعل من الصعب استرداد الاستثمار الأولي.
يعمل مصلح الصفائح المعدنية في المقام الأول في أنشطة مثل الحفروالنقر، والنقر، والنقر العكسي.
تتطلب بعض منتجات صفائح معدنية معينة معالجة مقاطع الألومنيوم، مع اتخاذ الخطوات اللازمة مثل تجنب الثقوب العمياء وحفر عين السمكة.
تشمل معدات المعالجة التقليدية المستخدمة في هذا المجال المثاقب المنضدية، وماكينات النقر على الطاولة، وماكينات الطحن.
تتسم عملية خط التجميع اليدوي باحتمالية أعلى لحوادث الجودة، مثل تسرب الفتحات وتسرب الأسنان.
بالنسبة للقِطع الأكثر تعقيدًا، قد يكون من الضروري إجراء عمليات ثقب مختلفة وعمليات ثقب مضاد وتوسيع بمواصفات متنوعة.
تُعد المعالجة التقليدية للمعدات مرهقة نسبيًا، وتتطلب التنسيق بين عدة أفراد، مما يؤدي إلى انخفاض الكفاءة.
ولمعالجة هذه المشكلات، تستخدم العديد من شركات الصفائح المعدنية مراكز الحفر، والاستدقاق والطحن (الشكل 4).
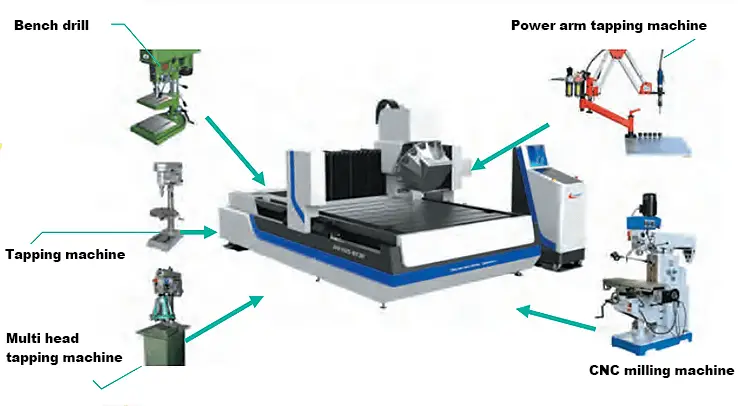
الشكل 4 مركز الحفر والاستدقاق
مركز الحفر والاستدقاق والتفريز والتفريز هو نوع من معدات التحكم العددي التي تدمج وظائف ماكينات الحفر والاستدقاق والتفريز. يتميز ببرمجة غير متصلة بالإنترنت وتغيير تلقائي للأدوات مع مكتبة أدوات متعددة المحطات.
يمكن لهذه المعدات تشبيك أجزاء متعددة في وقت واحد ومعالجة جميع الثقوب والاستدقاق وتفريز الفجوات والعمليات الضرورية الأخرى تلقائيًا وفقًا للبرنامج. بالإضافة إلى ذلك، يمكنها تشبيك القِطع وتفكيكها دون الحاجة إلى التوقف، مما يؤدي إلى كفاءة عالية (40-60 ثقبًا في الدقيقة). علاوةً على ذلك، يمكنها معالجة منتجات المبرد الجانبي أيضًا.
ومع ذلك، فإن أحد عيوب هذه المعدات هو أنها تتطلب برمجة وتركيبات أدوات، مما يجعلها غير مناسبة لتدقيق أو معالجة عينات المنتجات.
لن نخوض في لحام المعالج، حيث إنها تقنية أتمتة راسخة.
يشكل الطحن عنق زجاجة العملية لمعظم شركات الصفائح المعدنية.
عملية الطحن ضرورية لـ معالجة الصفائح المعدنية، ولكنها مهمة شاقة وقذرة وغير سارة، ويتم تنفيذها في بيئة صعبة.
يمثل توظيف عمال الطحن المهرة تحدياً كبيراً.
وينتمي معظم عمال الطحن إلى الفئة العمرية ما بعد الستينيات وما بعد السبعينيات، ومن الصعب جذب الشباب إلى هذه الوظيفة. ونتيجة لذلك، تظل تكلفة عمالة الطحن مرتفعة.
في محاولة لمعالجة هذه المشكلة، قامت بعض شركات الصفائح المعدنية بتجربة التلميع الآلي للصفائح المعدنية مستفيدةً من الخبرة المكتسبة من أتمتة تلميع الأجهزة. ومع ذلك، انتهت معظم هذه المحاولات بالفشل.
نوصي بمحطة العمل الناضجة نسبيًا ذات المحاور الخمسة للطحن باستخدام الحاسب الآلي (الشكل 5) لك. تُستخدم هذه المعدات لطحن ندبة اللحام على سطح قطع عمل الصفائح المعدنية، وهي مناسبة لطحن وتلميع سطح أجسام الصناديق وأجسام الخزانات وألواح الأبواب والأجزاء الهيكلية الداخلية.
تُستخدم هذه الماكينة بشكل أساسي في معدات الاتصالات، ومعدات الطاقة، والمعدات الطبية، ومعدات حماية البيئة، ورف المعدات الإلكترونية، والجسم الآمن، والصناعات ذات الصلة، لتحل محل الطحن اليدوي التقليدي وتحسين كفاءة معالجة المصنع، وتقصير وقت معالجة الصفائح المعدنية.
تتميز محطة العمل بمناولة يدوية للمواد، مع تثبيت قطعة العمل على طاولة العمل، ويتم وضع وتدوير مؤازرة X/Y/Z/B/C، مما يحسن بشكل كبير من دقة وسرعة استجابة المعدات. تستخدم المنصة سكة توجيه لولبية ذات قطر كبير، مما يضمن الدقة ويحسن ثبات طاولة العمل.
المحور 5 نظام CNC، جنبًا إلى جنب مع خدمة الحافلات وتكنولوجيا التعليم اليدوي الذكي، يحل مشكلة البرمجة الاحترافية في شركات الصفائح المعدنية ويقلل من متطلبات المهارة للمشغلين. إنها بسيطة وسريعة وذات توقيت قوي في تحويل المنتجات.
ومن عيوبها أنها غير مناسبة لطحن المنتجات ذات الدُفعات الصغيرة، ويجب صنع تركيبات الأدوات (تركيبات الأدوات للطحن بسيطة نسبيًا ومنخفضة التكلفة). بالإضافة إلى ذلك، لا يمكن صقل الزوايا الداخلية والصغيرة لبعض المنتجات.

الشكل 5 محطة عمل الطحن خماسية المحاور
اختيار أتمتة الصفائح المعدنية لا يجب أن تكون المعدات باهظة الثمن.
في حين أن معدات الأتمتة المستوردة قد لا تكون سهلة الاستخدام، إلا أن الخيار الأرخص قد لا يكون أيضًا الخيار الأكثر سهولة في الاستخدام.
يجب أن تختار شركات الصفائح المعدنية معدات الأتمتة بناءً على خصائص منتجاتها الخاصة، مما يضيف قيمة مضافة.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







