
مخطط بدل الانحناء من 0 درجة إلى 180 درجة لثني الصفائح المعدنية
هل تساءلت يومًا كيف يتم تصميم أجزاء الصفائح المعدنية وتصنيعها بدقة؟ في منشور المدونة هذا، سوف نغوص في عالم بدل الانحناء الرائع - وهو أمر بالغ الأهمية...
هل تساءلت يومًا كيف تؤثر المواد المختلفة على ثني الصفائح المعدنية؟ في هذا المقال الثاقب، يشارك مهندس ميكانيكي متمرس خبرته حول تأثير أنواع المواد والسماكة وعوامل أخرى على حسابات الثني. اكتشف الأفكار القيمة التي يمكن أن تساعدك على تحسين عمليات تصنيع الصفائح المعدنية وتحقيق نتائج دقيقة. تابع القراءة لتتعلم من خبير في هذا المجال وترتقي بمعرفتك في مجال الثني إلى المستوى التالي!

تُعد الآلة الحاسبة الشاملة لثني الصفائح المعدنية عبر الإنترنت أداة أساسية للأعمال المعدنية الدقيقة، مما يتيح لك تحديد المعلمات الحرجة لعمليات ثني الصفائح المعدنية بسرعة ودقة. توفر هذه الآلة الحاسبة المتقدمة رؤى أساسية حول:
تعليمات الاستخدام الأمثل:
استفد من هذه الآلة الحاسبة الفعّالة لتحسين عملية تصنيع الصفائح المعدنية وتحسين الدقة وتقليل إهدار المواد وتبسيط سير عمل الإنتاج.
قراءة ذات صلة:
ثني الصفائح المعدنية هي عملية أساسية في تصنيع المعادن تتضمن تشويه صفيحة معدنية على طول محور مستقيم. هذه العملية ضرورية لإنشاء مجموعة واسعة من المنتجات المعدنية ذات الأشكال والوظائف المختلفة. لتحقيق الانحناءات الدقيقة والدقيقة، يجب فهم العديد من المفاهيم الأساسية ومراعاتها أثناء مراحل التصميم والتصنيع.
تبدأ عملية الثني بتصميم تفصيلي للجزء النهائي. يتضمن ذلك إنشاء نماذج ثلاثية الأبعاد باستخدام برنامج CAD مثل AutoCAD أو SolidWorks. يجب أن يأخذ التصميم في الحسبان عوامل مختلفة، بما في ذلك بدل الانحناء، والنقوش، وخطوط الانحناء. تضمن الملفات المعدة بشكل صحيح أن المنتج النهائي يلبي المواصفات ومعايير الجودة المطلوبة.
يمثل بدل الانحناء طول المحور المحايد من بداية الانحناء إلى نهايته. العامل K هو معامل يساعد على تحديد موضع المحور المحايد بالنسبة لسمك المادة. وهو يختلف اعتماداً على خصائص المادة وطريقة الانحناء المستخدمة. على سبيل المثال، في دراسة حالة تتضمن صفائح الألومنيوم المعدنية، تم استخدام معامل K 0.3 لتحقيق انحناءات دقيقة. يعد فهم بدل الانحناء وعامل K وحسابهما بدقة أمرًا ضروريًا لتحقيق انحناءات دقيقة والحفاظ على الأبعاد الكلية للجزء.
نصف قطر الانحناء هو انحناء الانحناء وهو أمر حيوي للحفاظ على السلامة الهيكلية للصفائح المعدنية. يجب أن يكون الحد الأدنى لنصف قطر الانحناء مساويًا على الأقل لسمك الصفيحة المعدنية لمنع التشوه أو التشقق. كما يمكن أن يساهم ضمان اتساق أنصاف أقطار الانحناءات في جميع الانحناءات في تحقيق تصميمات فعالة من حيث التكلفة والكفاءة.
الارتداد النابض هو ميل جزء اللوح المعدني المثني إلى العودة جزئيًا إلى شكله الأصلي بعد إزالة قوة الثني. يمكن أن تؤدي هذه الظاهرة إلى عدم الدقة في أبعاد الجزء النهائي. وللتعويض عن الارتداد الزنبركي، يمكن تطبيق قوة إضافية من خلال طرق مثل الثني في القاع والطي. يضغط القاع على الصفيحة المعدنية إلى أسفل القالب، مما يزيل بفعالية الارتداد النابض. ينطوي التصنيع على استخدام ضغط عالٍ لإحداث تشوه دائم، مما يقلل من تأثيرات الارتداد النابض.
المحور المحايد هو خط وهمي داخل الصفيحة المعدنية لا يتعرض للتمدد أو الانضغاط أثناء الثني. تقع منطقة الشد في الجزء الخارجي من الانحناء حيث تتمدد المادة، بينما تقع منطقة الانضغاط في الداخل حيث تنضغط المادة. يُعد فهم هذه المناطق أمرًا بالغ الأهمية لإجراء حسابات الانحناء الدقيقة وللتنبؤ بسلوك المادة أثناء عملية الانحناء.
يشير اتجاه الانحناء إلى الاتجاه الذي يتم فيه عمل الانحناءات. وللحصول على إنتاج فعال من حيث التكلفة والكفاءة، يجب توجيه الانحناءات التي تنشأ من نفس المستوى في نفس الاتجاه. يقلل هذا النهج من الحاجة إلى إعادة توجيه الجزء، مما يوفر الوقت والموارد. كما يساعد اتجاه الانحناء المتسق أيضًا في الحفاظ على توحيد الأدوات والإعداد طوال عملية التصنيع.
يتم استخدام العديد من طرق الثني في الصناعة، ولكل منها مزاياها وحدودها:
من خلال الفهم الشامل لهذه المفاهيم الأساسية، يمكن للمصممين والمهندسين اتخاذ قرارات مستنيرة أثناء عملية الثني، مما يضمن الحصول على أجزاء صفائح معدنية عالية الجودة والدقة.
فيما يلي إجابات على بعض الأسئلة المتداولة:
عامل K في ثني الصفائح المعدنية هو معلمة حاسمة تمثل نسبة المسافة من المحور المحايد إلى سُمك المادة. المحور المحايد هو خط وهمي داخل المعدن لا يتعرض لأي ضغط أو تمدد أثناء الثني. يتحول هذا الموضع من نقطة منتصف سُمك المادة أثناء ثني المعدن.
ينطوي تحديد عامل K على كل من القياس والحساب. وعادةً ما تقوم بثني عينة من المعدن وقياس الأبعاد الرئيسية، بما في ذلك نصف القطر الداخلي للثني وسُمك المادة وبدل الانحناء. يمكن حساب عامل K-عامل K باستخدام المعادلة:
زاوية الانحناء المكملة هي (180°- الزاوية المضمنة)
للراحة، غالبًا ما يتم استخدام مخططات وجداول العامل K. توفر هذه القيم النموذجية بناءً على نوع المادة والسُمك وطريقة الثني. يتأثر عامل K بعوامل مختلفة، بما في ذلك خصائص المادة، ونصف قطر الانحناء، وسُمك المادة، وطريقة الانحناء المستخدمة.
تتراوح قيم عامل K عمومًا بين 0.3 و0.5. على سبيل المثال، المواد اللينة مثل النحاس الطري لها عامل K حوالي 0.35، والمواد شبه الصلبة مثل الصلب الطري والألومنيوم حوالي 0.41، والمواد الصلبة مثل البرونز والصلب المدلفن على البارد حوالي 0.45.
في التطبيقات العملية، يعتبر عامل K-عامل ضروري لحساب بدلات الانحناء والخصمات، وضمان دقة الأنماط المسطحة ومنع العيوب أثناء عملية الانحناء. وكثيراً ما يُستخدم في برامج التصميم ومن خلال مكابح الضغط مشغلين لتصنيع الصفائح المعدنية الدقيقة.
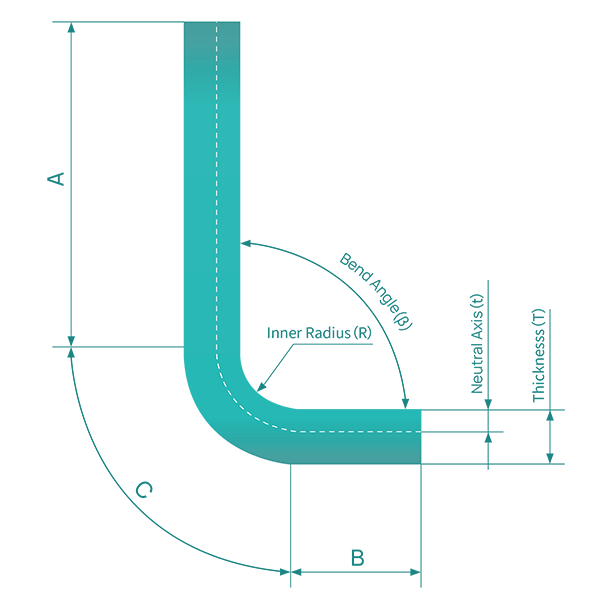
لحساب بدل الانحناء للصفائح المعدنية، تحتاج إلى مراعاة عدة معلمات رئيسية واستخدام معادلة محددة. المعلمات التي تحتاج إليها هي سُمك المادة (T)، وزاوية الانحناء (A)، ونصف القطر الداخلي (R)، والعامل K-Factor (K). بدل الانحناء (BA) هو طول قوس الانحناء المقاس على طول المحور المحايد للوحة المعدنية.
معادلة حساب بدل الانحناء هي:
أين:
على سبيل المثال، إذا كانت زاوية الانحناء (A) 120 درجة، ونصف القطر الداخلي (R) 6.5 مم، وسمك المادة (T) 2.5 مم، وعامل K (K) 0.5، يمكنك حساب بدل الانحناء على النحو التالي:
1. حوِّل زاوية الانحناء إلى راديان إذا لزم الأمر:
2. طبِّق القيم على الصيغة:
بدل الانحناء المحسوب (BA) هو 16.23 مم. تُستخدم هذه القيمة بعد ذلك لتحديد الطول المسطح للوح المعدني المطلوب لتشكيل قطعة العمل المطلوبة. يمكن حساب الطول المسطح بإضافة أطوال الأرجل إلى بدل الانحناء. وهذا يضمن تصنيع دقيق وفعال لأجزاء الصفيحة المعدنية.
بدلات الانحناء (BA) وخصم الانحناء (BD) هما مفهومان أساسيان في ثني الصفائح المعدنية يخدمان أغراضاً مختلفة في عملية التصنيع. يشير بدل الانحناء إلى طول المادة اللازمة لعمل الانحناء، ويقاس على طول المحور المحايد للصفائح المعدنية. وهو يمثل المواد الفعلية المستخدمة في الانحناء ويضاف إلى الطول المسطح لضمان أن الأبعاد النهائية لقطعة العمل تفي بمواصفات التصميم.
من ناحية أخرى، يمثل خصم الانحناء كمية المادة التي يجب طرحها من إجمالي الطول المسطح لتحقيق الانحناء المطلوب. هذا الخصم ضروري للتعويض عن تأثير الارتداد الزنبركي الذي يحدث عند إزالة قوة الانحناء، مما يضمن دقة زاوية الانحناء النهائية والحفاظ على أبعاد الجزء.
باختصار، في حين يتم إضافة بدل الانحناء إلى الطول المسطح للاستخدام المناسب للمواد أثناء الثني، يتم طرح خصم الانحناء لمراعاة سلوك المواد بعد الثني، وخاصة الميل إلى عدم الانحناء قليلاً. كلتا العمليتين الحسابيتين مهمتان لتحقيق مكونات الصفائح المعدنية الدقيقة والدقيقة.
يعد حساب الطول المسطح بدقة في ثني الصفائح المعدنية أمرًا بالغ الأهمية لعدة أسباب تؤثر بشكل مباشر على جودة عملية التصنيع وكفاءتها وفعاليتها من حيث التكلفة.
أولاً، تضمن حسابات الطول المسطح الدقيقة أن أبعاد الجزء النهائي تتطابق مع مواصفات التصميم. من خلال حساب بدل الانحناء وخصم الانحناء بشكل صحيح، ستكون أبعاد الجزء النهائي دقيقة، مما يضمن ملاءمتها بشكل صحيح داخل التجميع الكلي وتلبية متطلبات التصميم المقصودة.
ثانيًا، تعمل حسابات الطول المسطح الدقيقة على تحسين استخدام المواد والكفاءة. من خلال تحديد الحجم الدقيق للصفائح المعدنية اللازمة قبل الثني، يمكن للمصنعين تقليل النفايات والتحكم في التكاليف، مما يجعل عملية التصنيع أكثر كفاءة في استخدام الموارد.
ثالثًا، يعد ضمان الطول المسطح الصحيح أمرًا حيويًا لملاءمة الأجزاء وتجميعها بشكل صحيح. يمكن أن تؤدي الأبعاد غير الصحيحة إلى عدم ملاءمة الأجزاء معًا على النحو المنشود، مما يتسبب في حدوث مشكلات في التجميع واحتمال إعادة العمل، وهو ما قد يكون مكلفًا ويستغرق وقتًا طويلاً.
رابعًا، تساعد الحسابات الدقيقة في الحفاظ على توزيع الإجهاد والسلامة الهيكلية للأجزاء المثنية. يضمن حساب بدل الانحناء وخصم الانحناء بشكل صحيح أن يتم ثني الأجزاء بطريقة تحافظ على قوتها ومتانتها، وهو أمر ضروري لموثوقية المنتج النهائي.
خامسًا، يتحقق الاتساق في التصنيع من خلال حسابات الطول المسطح الدقيقة. يقلل هذا الاتساق من الأخطاء وإعادة العمل، مما يؤدي إلى عملية تصنيع أكثر كفاءة وموثوقية. كما يضمن أيضًا أن كل جزء يتم إنتاجه يفي بنفس المعايير العالية.
سادسًا، تعوض الحسابات الدقيقة تأثير الارتداد النابض للمادة، حيث يميل الجزء المنحني إلى عدم الانحناء جزئيًا بعد إزالة قوة الانحناء. من خلال دمج خصم الانحناء الصحيح، يمكن للمصنّعين تحقيق زاوية الانحناء المطلوبة والحفاظ على دقة الأبعاد بعد عملية الانحناء.
وأخيرًا، فإن معرفة الأبعاد الدقيقة المطلوبة للنمط المسطح يبسّط عملية التصنيع. فهو يسمح بتبسيط العمليات، مما يسهل إنتاج مكونات مثنية عالية الجودة بأقل جهد وخطأ.
باختصار، يعد حساب الطول المسطح بدقة في ثني الصفائح المعدنية أمرًا ضروريًا لضمان دقة الأبعاد، وتحسين استخدام المواد، وتحقيق الملاءمة والتجميع المناسبين، والحفاظ على السلامة الهيكلية، وضمان الاتساق في التصنيع، والتعويض عن الارتداد، وتبسيط عملية التصنيع.
في حسابات ثني الصفائح المعدنية، يكون تأثير أنواع المواد المختلفة على عامل الثني كبيرًا ومتعدد الأوجه، مما يؤثر على دقة وجودة وكفاءة عملية الثني. تشمل المجالات الرئيسية المتأثرة ما يلي:
خواص المواد:
تُظهر المواد المختلفة خواص ميكانيكية مختلفة مثل قوة الخضوع وقوة الشد ومعامل المرونة. وتؤثر هذه الخواص بشكل مباشر على سلوك المادة أثناء الانحناء، مما يؤثر على ظاهرة الارتداد الزنبركي وقوة الانحناء المطلوبة. على سبيل المثال، عادةً ما يتطلب الفولاذ عالي القوة عامل ثني أكبر مقارنةً بالفولاذ الطري بسبب زيادة مقاومته للتشوه اللدنّي.
بنية الحبيبات وتباين الخواص:
تلعب البنية البلورية والاتجاه الحبيبي للمعادن دورًا حاسمًا في سلوك الانحناء. قد تُظهر المواد ذات التركيب الحبيبي الواضح، مثل بعض سبائك الألومنيوم، خصائص متباينة الخواص مما يؤدي إلى عوامل انحناء مختلفة اعتمادًا على اتجاه الانحناء بالنسبة لاتجاه الحبيبات. يمكن أن يؤدي ذلك إلى عدم اتساق في الانعطاف والعيوب المحتملة إذا لم يتم حسابها بشكل صحيح في الحسابات.
خصائص التصلب في العمل:
تتطلب المواد ذات معدلات تصلب الشغل المختلفة، مثل الفولاذ الأوستنيتي المقاوم للصدأ مقابل الفولاذ منخفض الكربون، أساليب مختلفة لحسابات معامل الانحناء. يمكن أن يؤدي تصلب العمل أثناء عملية الثني إلى تغيير خصائص المادة بشكل كبير، مما يؤثر على الشكل النهائي ودقة الأبعاد.
معاملات التمدد الحراري:
بالنسبة للعمليات التي تنطوي على حرارة، مثل الثني الساخن أو المعالجة الحرارية اللاحقة، يصبح معامل التمدد الحراري للمادة عاملاً حاسمًا. قد تتطلب المواد ذات المعاملات الأعلى تعويضًا في معامل الانحناء لمراعاة التغيرات في الأبعاد أثناء التبريد.
حالة السطح ومعالجته:
يمكن أن تغير المعالجات السطحية مثل الأنودة أو الجلفنة أو التصلب في حالة الطلاء بأكسيد الألومنيوم أو الجلفنة أو التصلب في حالة التصلب من خصائص سطح المادة، مما يؤثر على الاحتكاك أثناء الثني وربما يغير عامل الثني المطلوب. يجب مراعاة وجود طبقات الأكسيد أو الطلاءات في حسابات الانحناء الدقيقة.
اختلافات السُمك:
في حين أن سُمك المادة في حد ذاته عامل رئيسي، فإن اتساق السُمك عبر الصفيحة لا يقل أهمية. قد تتطلب المواد المعرضة لاختلافات السُمك، مثل بعض السبائك المدرفلة، عوامل ثني متكيفة أو حسابات أكثر تحفظًا لضمان نتائج متسقة عبر قطعة العمل.
حساسية معدل الإجهاد:
تُظهر بعض المواد، وخاصةً بعض سبائك الألومنيوم والفولاذ عالي القوة، حساسية لمعدل الإجهاد. هذا يعني أنه قد يلزم تعديل عامل الانحناء بناءً على سرعة عملية الانحناء، مع احتمال أن يتطلب الانحناء الأسرع حسابات مختلفة عن العمليات الأبطأ والأكثر تحكمًا.
حالة الإجهاد المتبقي:
يمكن أن يؤثر وجود إجهادات متبقية في المادة، والتي يمكن أن تختلف بناءً على نوع المادة وتاريخ المعالجة السابقة، بشكل كبير على سلوك الانحناء. قد تتطلب المواد التي تحتوي على مستويات عالية من الإجهادات المتبقية معالجات لتخفيف الضغط أو تعديل عوامل الانحناء لتحقيق نتائج دقيقة.
لتحسين عمليات الثني لأنواع مختلفة من المواد، من الضروري القيام بما يلي:
من خلال النظر بعناية في هذه التأثيرات الخاصة بالمواد على عامل الانحناء، يمكن للمصنعين تحقيق دقة أعلى، وتقليل معدلات الخردة، وتحسين عمليات ثني الصفائح المعدنية عبر مجموعة واسعة من المواد.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







