في منشور المدونة هذا، يشاركنا مهندس ميكانيكي متمرس نصائح وتقنيات من الداخل لإتقان أوامر مخرطة Fanuc بنظام التحكم الرقمي. اكتشف كيفية تحسين مهاراتك في البرمجة باستخدام الحاسب الآلي، وزيادة الإنتاجية، والارتقاء بمشاريع الماكينات إلى المستوى التالي.
تمثل قيمتا X (U) وZ (W) إحداثيات نقطة التقاطع الافتراضية بين الخطين المتجاورين AD وDE داخل نظام إحداثيات قطعة العمل، حيث تمثل X وZ قيم الإحداثيات المطلقة، وتمثل U وW قيم الإحداثيات التزايدية. تشير القيمة C إلى المسافة بالنسبة لنقطة بداية الشطب. تشير القيمة R إلى نصف قطر قوس الشطب.
R يمثل نصف قطر القوس. عندما يتراوح قياس الزاوية المركزية للقوس بين 0 درجة و180 درجة، فإن R تفترض قيمة موجبة؛ أما بالنسبة إلى الزاوية المركزية بين 180 درجة و360 درجة، فإن R تأخذ قيمة سالبة. يشير I وK إلى الإحداثيات الإضافية لمركز القوس بالنسبة إلى المحورين X وZ من نقطة بداية القوس، أي أن إحداثيات المركز تطرح إحداثيات نقطة البداية (I ممثلة بقيمة نصف القطر). عندما يكون I و K يساويان صفرًا، يمكن حذفهما.
يتم فحص الأداة للتأكد من عودتها إلى الإحداثيات X، Z المحددة كما هو محدد في البرنامج، باستخدام الأمر G00. إذا كان الإرجاع دقيقًا، يضيء ضوء المؤشر. ومع ذلك، تؤدي الاختلافات إلى إنذارات النظام على أداة الماكينة.
G28: العودة التلقائية إلى النقطة المرجعية
G28 X(U) Z(W)؛ X و Z هما النقطتان اللتان تم تمريرهما أثناء عملية الإرجاع.
ز29: العودة إلى النقطة المرجعية
G29 X(U) Z(W)
من النقطة المرجعية، مرورًا بنقطة المنتصف إلى الموضعين X و Z المحددين، تكون نقطة المنتصف هي النقطة المحددة بواسطة G28، وبالتالي، لا يمكن أن يظهر هذا الأمر إلا بعد G28.
G30: العودة إلى نقطة الضبط
G30 ص2/ص2/ص3/ص4 س ض
تمثّل النقاط المرجعية P2 وP3 وP4 النقاط المرجعية الثانية والثالثة والرابعة على التوالي، بينما تمثل النقطتان X وZ النقطتين الوسيطتين.
بمعنى: تمر الأداة عبر النقاط الوسيطة للوصول إلى مواضع النقاط المرجعية الثانية والثالثة والرابعة.
G31: وظيفة القفز G31: وظيفة القفز
G32: خيوط متساوية الدرجة G32: خيوط متساوية الدرجة
G32x(u)_z(w)_f_q_
G32 Z(W) F؛ (خيط أسطواني)
G32 X(U) F؛ (خيط نهاية الوجه)
G32 X(U) X(U) Z(W) F؛ (خيط مخروطي)
ملاحظة:
1. عند البرمجة، يجب دمج مقاطع القطع والقطع في برنامج خراطة الخيط.
2. بالنسبة لتصنيع اللولبة المخروطية، عندما تكون الزاوية α أقل أو تساوي 45 درجة، يتم تحديد مسار اللولبة في اتجاه المحور Z؛ وعندما تكون الزاوية α أكبر من 45 درجة وأقل أو تساوي 90 درجة، يتم تحديد مسار اللولبة في اتجاه المحور X.
3. Q تمثل زاوية بداية الخيط، بدون علامة عشرية، والوحدة 0.001°.
G34: خيط متغير الملعب G34: خيط متغير الملعب
G34 X(U) X(U) Z(W) F K؛ (خيط مخروطي)
يمثل K الزيادة (قيمة موجبة) أو النقصان (قيمة سالبة) لدرجات الميل لكل دورة، والباقي هو نفسه G32.
G40: إلغاء تعويض نصف قطر الحافة G40: إلغاء تعويض نصف قطر الحافة
G41: الإزاحة اليسرى لنصف قطر طرف الأداة
g41 (g42)g01 (g00) س زد و ز 40 ز 01 (ز 00) س ز و
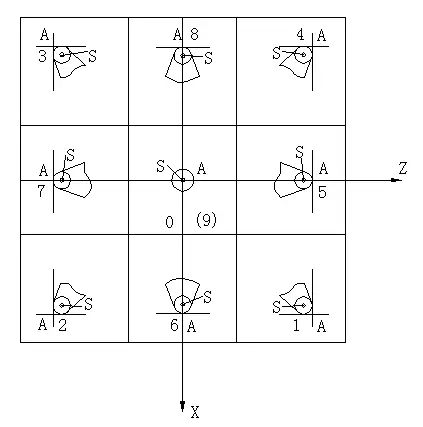
بالنسبة لحامل العِدَّة الأمامي، الدائرة الخارجية هي G42 مع رقم الموضع 3، وثقب الثقب هو G41 مع رقم الموضع 2. يوضح الشكل التالي رقم الموضع لحامل العِدَّة الأمامي، مع عكس الموضعين 2 و3، و1 و4 على حامل العِدَّة الخلفي، بينما تظل بقية المواضع كما هي.
G42: الإزاحة اليمنى لنصف قطر رأس الأداة
G50: إعداد نظام الإحداثيات أو الحد الأقصى للسرعة القصوى
G50 X Z أو G50 S
G50.3: إعداد نظام إحداثيات قطعة العمل مسبقًا
G50.2: إلغاء دوران المضلع G50.2: إلغاء دوران المضلع
G51: دوران المضلع
G52: نظام الإحداثيات المحلي
G52 X20 Z20 Z20: تمثل قيم X\Z موضع أصل نظام الإحداثيات المحلي داخل نظام إحداثيات قطعة العمل الأصلية.
في حالة G52 X0 Z0: يؤدي ذلك إلى إلغاء نظام الإحداثيات المحلي، واستعادة أصل نظام الإحداثيات الأصلي.
G53: اختيار نظام إحداثيات الأدوات الآلية
قم بإلغاء تحديد نظام إحداثيات قطعة العمل واختر نظام إحداثيات أداة الماكينة.
(G90) G53 G53 X_ Y_ Z_: صالح في الأمر المطلق (G90)، ولكنه غير صالح في الأمر التزايدي (G91).
ملاحظة:
(1) يجب إلغاء إزاحة قطر الأداة وإزاحة طول الأداة وإزاحة موضع الأداة قبل تعيين الأمر G53 الخاص بها. خلاف ذلك، سوف تتحرك أداة الماكينة وفقًا لقيم الإزاحة المعينة.
(2) قبل تنفيذ الأمر G53، يدويًا أو باستخدام الأمر G28، أعد أداة الماكينة إلى نقطة الأصل. هذا لأنه يجب تعيين نظام إحداثيات أداة الماكينة قبل إصدار الأمر G53.
G54▲: اختيار نظام إحداثيات قطعة العمل 1
G54؛ تشغيل الطاقة بشكل افتراضي.
ز 55-59: اختيار أنظمة إحداثيات قطعة العمل 2-6
G65: استدعاء غير نمطي لبرنامج ماكرو
تستخدم الفئة A نظام FANUC 0TD، بينما تستخدم الفئة B نظام FANUC 0I.
المتغيرات المحلية هي #1-#33، والمتغيرات المشتركة هي #100-#149، و#500-#549، ومتغيرات النظام هي #1000 وما فوق.
تنتهي برامج الماكرو بـ M99، ويمكن استدعاؤها بـ M98 أو "G65 P(رقم البرنامج) L(عدد)".
تنسيق برامج الفئة A هو G65 H(a)P(b)Q(c)R(d)، حيث أ هو رمز H، و b هو متغير النتيجة، و c، d هما متغيرا العملية.
أمر تشغيل برنامج ماكرو من الفئة ب.
التعيين
#i=#J
وظيفة الأرضية
#i=FUP[#j]
الإضافة
#i=#j+#k
اللوغاريتم الطبيعي
#i=LN[#j]
الطرح
#i=#j-#k
الدالة الأسية
#Ti=EXP[#j]
الضرب
#I=#J*#TK
أو
#iOR#J
الشعبة
#i=#J/#K
حصرياً أو
#IXOR#J
الجيب
#Ti=SIN[#j]
و
#i و#J
الجيب العكسي العكسي
#i=ASIN[#j]
تحويل BCD إلى BIN
#i=BIN[#j]
جيب التمام
#Ti=CON[#J]
تحويل BIN إلى BCD
#i=BCD[#j]
جيب التمام العكسي
#i=ACON[#j]
يساوي
المكافئ
الظل
#I=TAN[#J]
لا يساوي
شمال شرق
الظل العكسي
#i=ATAN[#j]/[#k]
أكبر من
جي تي
الجذر التربيعي
#i=SQRT[#j]
أكبر من أو يساوي
جنرال إلكتريك
القيمة المطلقة
#i=ABS[#j]
أقل من
ل.ت
التقريب
#Ti=ROUND[#J]
أقل من أو يساوي
جنيه مصري
السقف
#Ti=FIX[#j]
أمر التحكم GOTO n - قفزة غير مشروطة
إذا كان [تعبير الشرط] GOTO n - بيان القفز الشرطي
WHILE [تعبير الشرط] DO m (م=1، 2، 3، 3...) - أمر التكرار
...
نهاية م;
G66: استدعاء نموذج برنامج ماكرو برنامج ماكرو
G67: إلغاء الاستدعاء المشروط للبرنامج الكلي
G70: الدورة الثابتة للخراطة الأسطوانية الدقيقة الداخلية والخارجية G70: دورة ثابتة للخراطة الأسطوانية الدقيقة الداخلية والخارجية
تنسيق البرمجة: G70 P(ns) P(ns) Q(nf) G70
أين:
ns يمثل رقم مقطع برنامج البداية لعملية التصنيع الآلي الدقيق;
nf يشير إلى رقم مقطع البرنامج النهائي لعملية التصنيع الآلي الدقيق;
الملاحظات:
(1) لا يمكن استخدام الأمر G70 بشكل مستقل؛ يجب دمجه مع الأوامر G71، G72، G73 لإكمال الدورة الثابتة للخراطة الدقيقة للقطع، أي بعد خراطة الشُّغْلَة بشكل خشن باستخدام الأوامر G71، G72، G73، يتم استخدام الأمر G70 لتحديد الدورة الثابتة للخراطة الدقيقة، وإزالة البدل الذي تركته الخراطة الخشنة.
(2) في هذه الحالة، تكون الأوامر F، S، T في مقاطع البرنامج G71، G72، G73 غير صالحة؛ فقط الأوامر F، S، T في مقاطع البرنامج ns~nf فعالة. عندما لا يتم تحديد الأوامر F، S، T في مقاطع برنامج ns~nf، تكون الأوامر F، S، T لدورة الدوران الخام فعالة.
G71: دورة ثابتة للخراطة الأسطوانية الدقيقة الداخلية والخارجية الأسطوانية الدقيقة الثابتة
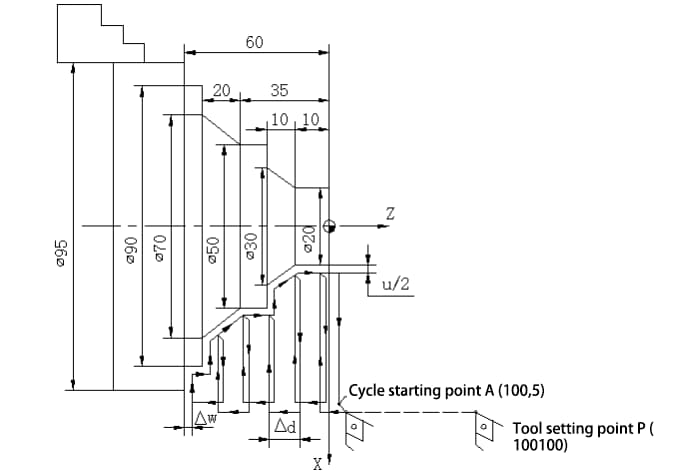
تنسيق البرمجة: G71U (△d) R(e)
G71 P(ns) Q(nf) U (△u) W(△w) F S T ;
أين:
ns: يشير إلى رقم برنامج البداية لمقطع الماكينات الدقيقة;
nf: يشير إلى رقم البرنامج النهائي لقطعة الماكينات الدقيقة;
△u: يمثل البدل المتبقي للتشغيل الآلي الدقيق في الاتجاه الشعاعي (اتجاه المحور X) (قيمة القطر);
△w: يمثل البدل المتبقي للتشغيل الآلي الدقيق في الاتجاه المحوري (اتجاه المحور Z);
△d: يمثل عمق القطع لكل زمن (قيمة نصف القطر);
هـ هو مقدار التراجع الشعاعي أثناء سحب الأداة
F: يمثل سرعة التغذية أثناء التشغيل الآلي الخشن؛ S: يمثل سرعة عمود الدوران أثناء التشغيل الآلي الخشن;
T: يمثل رقم الأداة المستخدمة أثناء التشغيل الآلي الخشن.ملاحظات:
(1) عند استخدام التعليمات المذكورة أعلاه للتشغيل الآلي الداخلي للقطعة الداخلية، يجب أن تكون △u قيمة سالبة.
(2) عند استخدام G71 للتخشين، تكون الدوال F، S، T فقط المضمنة في جزء برنامج G71 فعالة. لا تكون الدوال F، S، T المضمنة في مقطع برنامج ns~nf غير فعالة لدورة التخشين، حتى لو تم تحديدها. يمكن إجراء تعويض الأداة، ويمكن برمجة تعويض نصف قطر طرف الأداة قبل G70، وعادةً ما يتم دمجها في الحركة التي تقترب من نقطة البداية. على سبيل المثال G42g00x55z2؛ G70p10q20؛ G40g00x100z50;
(3) هذه التعليمات قابلة للتطبيق في حالة وجود زيادة أو نقصان رتيب في الإحداثي Z، ويتغير الإحداثي X أيضًا بشكل رتيب. يجب أن يتقدم مقطع البرنامج Ns على طول المحور X، ويجب ألا تظهر قيم Z.
G72: الدورة الثابتة المركبة ذات الخراطة الخشنة للوجه النهائي
تنسيق البرمجة: G72W (△d) R(e)
G72 P(ns) Q(nf) U (△u) W(△w) F S T ;
2. d: مقدار القطع الخلفي في الاتجاه Z، بدون علامة؛ المعلمات الأخرى هي نفسها G71. يجب تغذية مقطع البرنامج Ns في الاتجاه Z ولا يمكن أن يحتوي على قيمة X. عند استخدام الأمر أعلاه للتشغيل الآلي الكنتوري الداخلي لقطعة العمل، يجب أن تكون △u قيمة سالبة.
مثال على ذلك: كما هو موضح في الشكل، قائمة البرامج الخاصة به هي:
O4534;
n10 g50 g50 x100.0 z100.0 ;
N20 M03 M03 S1000؛ N20 M03 S1000;
N30 G00 N30 G00 X100.0 Z5.0 M08 ;
N35 G72W3R0.5
N40 G72 P50 P50 Q120 U0.5 W0.5 W0.2 D3.0 F300;
N50 G00 N50 Z-60.0;
N60 G01 Z-55.0 Z-55.0 F200;
N70 X70.0 ;
ن80 × 50.0 × 50.0 ض-35.0 ;
N90 W15.0.0 ;
N100 X30؛ N100 X30;
ن110 × 20.0 ث 10.0 ;
N120 Z5.0.0؛ N120 Z5.0;
ن130 ز130 ج00 س 100.0 ض 100.0 م09؛
N140 M05؛ N140 M05;
N150 M30؛ N150 M30;
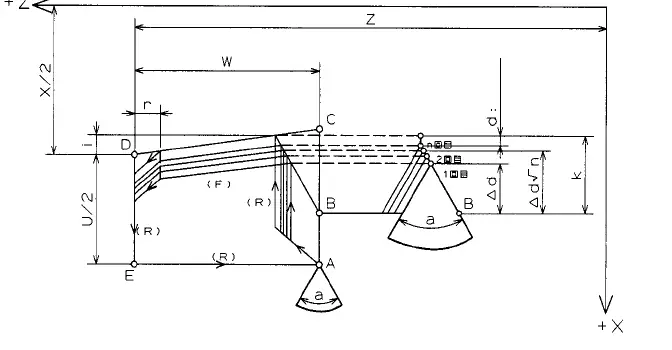
G73: دورة الازدواج الكنتوري
صيغة البرمجة: G73 U(△i) W(△k) R (د);
G73 P(ns) Q(nf) U (△u) W(△w) F S T ;
d: يمثل عدد الدورات في الخراطة الخشنة (عدد الطبقات);
△i: أثناء الخراطة الخشنة، إجمالي البدل المطلوب إزالته في اتجاه المحور X (مقدار سحب الأداة) والاتجاه، قيمة نصف القطر. أي: الحجم الخام مطروحًا منه أصغر حجم لقطعة العمل مقسومًا على 2.
△k: أثناء الخراطة الخشنة، يكون إجمالي البدل المطلوب إزالته في اتجاه المحور Z (مقدار سحب الأداة) واتجاهه؛ △k يساوي صفرًا بشكل عام. الباقي هو نفس الأمر G71.
m - عدد مرات التكرار الدقيق للتشغيل الآلي، يمكن أن يتراوح بين 1 و99، وهذه قيمة مشروطة.
r - مقدار الشطب في نهاية اللولبة (مسافة سحب الأداة المائلة في الاتجاه Z)، وهي من 0.0 إلى 9.9 أضعاف ميل اللولبة، الوحدة 0.1S، ممثلة برقمين من 00-99.
α - زاوية طرف اللولب (زاوية سن اللولب)، يمكنك تحديد واحد من الخيارات الستة التالية: 80 درجة، و60 درجة، و55 درجة، و30 درجة، و29 درجة، و0 درجة، يتم تحديدها برقمين. هذه قيمة مشروطة.
△ د دقيقة - الحد الأدنى لمقدار أكل ظهر الأداة أثناء القطع، محدد كقيمة نصف قطرية، بالميكرومتر، بدون رقم عشري.
د - بدل التصنيع الآلي الدقيق، ويتم تمثيله كقيمة مشروطة بقيمة نصف قطر عشرية، بالملليمتر.
i - الفرق في نصف القطر بين نقطتي بداية الخيط ونهايته. عندما يكون i صفراً، فإنه يشير إلى قطع اللولب المستقيم القياسي.
k - عمق اللولبة. بالنسبة للسنون اللولبية الخارجية، يتم حساب k على أنه 649.5P، وبالنسبة للسنون اللولبية الداخلية، يتم حساب k على أنه 541.3P، محددًا كقيمة نصف قطر بالميكرومتر، بدون رقم عشري.
△د - عمق القطع الأول، المحدد كقيمة نصف قطرية، بالميكرومتر، بدون رقم عشري.
X، Z - في البرمجة بالقيمة المطلقة، تمثلان إحداثيات نقطة نهاية اللولب تحت نظام إحداثيات قطعة العمل. أما في البرمجة التزايدية، فهي تمثل قيم الإحداثيات التزايدية لنقطة نهاية القطع بالنسبة لنقطة بداية الدورة، ممثلة بـ U وW.
L - ميل اللولب، بالملليمتر.
G90: أسطواني/سطح أسطواني/سطح مخروطي أحادي الدورة الثابتة
ز 90 س (ش) س (ش) ض (ث) ص ف;
يشير R إلى نصف الفرق بين الإحداثي X عند نقطة البداية والإحداثي X عند نقطة نهاية قطع السطح المخروطي. يمكن أن تكون سالبة، حيث يشير السالب إلى مخروط منتظم والموجب إلى مخروط مقلوب. بدون R، فهو قطع أسطواني. سرعة القطع: G00 - G01 - G01 - G01 - G00.
G92: دورة قطع الخيط G92: دورة قطع الخيط
ز92 س (ش) س (ش) ض (ث) و ص;
R = (نقطة البداية X - نقطة النهاية X) / 2. R غير نمطية ويجب تضمينها في كل جملة.
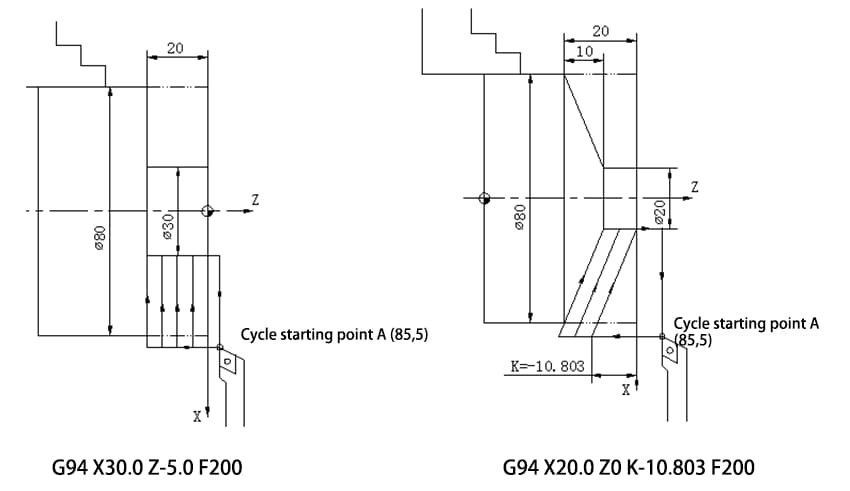
G94: دورة قطع الوجه النهائي
تنسيق الأمر g94 x(u) z(w) f;
تنسيق أمر قطع الوجه الطرفي المدبب g94 x(u) x(u) z(w) k f
حيث، X، Z تمثلان القيمة الإحداثية المطلقة لنقطة نهاية قطعة القطع;
تمثل U، W قيمة الزيادة في الإحداثيات لنقطة نهاية مقطع القطع بالنسبة لنقطة بداية الدورة؛ وتمثل F معدل التغذية. تمثل K الفرق في قيم الإحداثي Z بين نقطتي بداية ونهاية مقطع القطع (عادةً ما تكون قيمة سالبة)، أي K= نقطة بداية Z - نقطة نهاية Z.
G96: تنفيذ السرعة الخطية الثابتة
M3S300؛ السرعة الأولية
G50S1000؛ الحد الأقصى للسرعة القصوى 1000
G96S100؛ سرعة عمود الدوران 100 م/دقيقة
…
G97▲: إلغاء السرعة الخطية الثابتة، إنهاء السرعة.
G97 S300؛ إلغاء السرعة الخطية الثابتة، السرعة 300 لفة/دقيقة
الوحدة: مم/متر/معدل دوران مثال: g99 g01 x20 x20 f0.2;
M00: تتوقف جميع الإجراءات.
M01: إيقاف اختيار البرنامج M01: إيقاف اختيار البرنامج
يجب الضغط على: حدد مفتاح الإيقاف حتى يكون فعالاً، وهو ما يعادل M00;
M02: إنهاء البرنامج
المؤشر لا يعود.
M03/M04: عمود الدوران للأمام (في اتجاه عقارب الساعة) / للخلف (عكس اتجاه عقارب الساعة)
M03 S300
M05: توقف عمود الدوران M05: توقف عمود الدوران
M08/09: تشغيل/إيقاف تشغيل/تشغيل سائل التبريد
م 30: إنهاء البرنامج
يعود المؤشر إلى بداية البرنامج.
M98: استدعاء الروتين الفرعي
تنسيق البرمجة: M98 PxxxxL ;
أو M98 Pxxxxxxxxxxxx ;
M99: العودة إلى البرنامج الرئيسي
في هذا، تمثل الأرقام الأربعة التي تلي العنوان P بعد النداء رقم الروتين الفرعي، ويمثل النداء الذي يلي العنوان L أوقات النداء. عندما تكون أوقات النداء 1، يمكن حذفها، وأوقات النداء المتكررة المسموح بها تصل إلى 999. عندما تكون الأرقام الثمانية التي تلي العنوان P، تمثل الأرقام الأربعة الأولى أوقات الاستدعاء، وتمثل الأرقام الأربعة الأخيرة رقم الروتين الفرعي. عندما تكون أوقات الاستدعاء 1، يمكن حذفها.
إذا كان M99 P100؛ يمثل العودة إلى مقطع البرنامج الرئيسي N100، إذا كان الروتين الفرعي M99 L2، فهذا يعني أن الروتين الفرعي مجبر على التنفيذ مرتين، بغض النظر عن عدد المرات التي يطلبها البرنامج الرئيسي.
T××××: أمر الأداة
في T0101، يمثل الرقمان الأولان رقم الأداة، بينما يشير الرقمان الأخيران إلى رقم تعويض الأداة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل تساءلت يومًا كيف يتم تصنيع التروس الحلزونية بدقة باستخدام التكنولوجيا الحديثة؟ تتعمق هذه المقالة في العملية المعقدة لتصنيع التروس الحلزونية باستخدام ماكينة بنظام التحكم الرقمي رباعي المحاور. ويغطي...
في هذا المقال، سوف نستكشف عالم مصنعي الماكينات اليابانيين، الأبطال المجهولين وراء العديد من الابتكارات الصناعية. اكتشف تقنياتهم المتطورة، وخبراتهم التي اختبرت عبر الزمن، ومساهماتهم الهامة في العديد من...
هل تساءلت يومًا عن عمالقة صناعة ماكينات بنظام التحكم الرقمي؟ في هذه التدوينة الرائعة سنغوص في عالم التصنيع باستخدام الحاسب الآلي ونستكشف في هذه المدونة الرائعة...
في عالم التصنيع سريع التطور، أصبحت ماكينات بنظام التحكم الرقمي لا غنى عنها في عالم التصنيع سريع التطور. ولكن مع وجود العديد من الشركات المصنعة التي تتنافس على جذب الانتباه، كيف تختار الأفضل؟ بصفتك مهندسًا ميكانيكيًا متمرسًا،...
اكتشف اللغة السرية التي تبعث الحياة في الآلات! في هذه التدوينة الآسرة، سنغوص في عالم رائع من الكود G-كود والرمز M-كود، وهما أمران أساسيان للبرمجة يعملان على تشغيل...
هل تساءلت يومًا كيف تحقق المصانع الحديثة هذه الدقة والكفاءة؟ يستكشف هذا المقال العالم الرائع لأنظمة التحكم العددي بالكمبيوتر (CNC)، ويكشف كيف أحدثت ثورة في التصنيع. اكتشف مفتاح...
هل تساءلت يومًا عن سبب استمرار تعطل ماكينة بنظام التحكم الرقمي CNC لديك؟ من حوادث التصادم إلى الأعطال الكهربائية، تواجه ماكينات الماكينات بنظام التحكم الرقمي العديد من التحديات التشغيلية. تستكشف هذه المقالة المشاكل الشائعة وتوفر حلولاً عملية...
هل تساءلت يومًا كيف تُصنع الماكينات التي تشكل عالمنا؟ يستكشف هذا المقال أفضل الشركات المصنِّعة للمخارط بنظام التحكم الرقمي، ويكشف الأسرار الكامنة وراء تقنياتها المتطورة وتأثيرها العالمي. اكتشف...
تخيل أن أداة الماكينة بنظام التحكم الرقمي الخاصة بك خارج المحاذاة - مجرد سوء تقدير بسيط قد يؤدي إلى أخطاء مكلفة. توضح هذه المقالة الطرق الأساسية للمحاذاة الدقيقة للأداة في التفريز باستخدام الحاسب الآلي...