ما هو الجلفنة الكهربائية؟
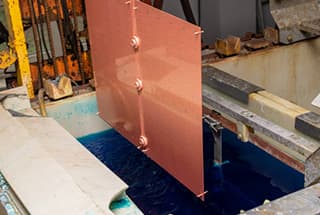
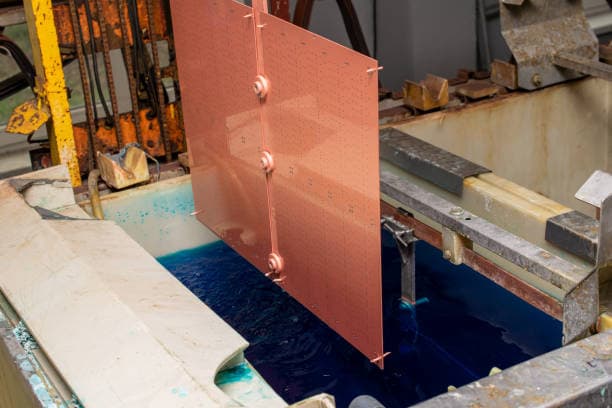
الجلفنة الكهربائية، التي يشار إليها عادةً بالجلفنة على البارد، هي عملية كهروكيميائية تُستخدم فيها سبائك الزنك كأنودات وشرائح الصلب ككاثودات.
وتنطوي العملية على فقدان ذرات الزنك للإلكترونات وتحولها إلى أيونات تذوب في الإلكتروليت. وبعد ذلك تستقبل الشرائح الفولاذية، التي تعمل ككاثودات، الإلكترونات من أيونات الزنك، وتختزلها مرة أخرى إلى ذرات الزنك وتترسب على سطح الشرائح الفولاذية لتكوين طبقة طلاء.
ما هي الصفيحة المجلفنة بالغمس الساخن؟
يوجد فرق كبير في كمية الجلفنة بين الألواح المجلفنة بالغمس الساخن والألواح المجلفنة كهربائيًا.
لا يمكن أن تكون كمية الجلفنة في الصفائح المجلفنة بالغمس الساخن منخفضة للغاية.
وعادةً ما يكون الحد الأدنى 50-60 جم/متر2 على كلا الجانبين، بحد أقصى 600 جم/متر2.
تحتوي الصفيحة المجلفنة كهربائيًا على طبقة مجلفنة رقيقة جدًا، بحد أدنى 15 جم/متر فقط2.
ومع ذلك، إذا كانت هناك حاجة إلى طلاء أكثر سمكًا، تكون سرعة الإنتاج بطيئة، مما يجعلها غير مناسبة لعمليات الإنتاج الحديثة.
عادةً ما تكون الكمية القصوى من الجلفنة للصفائح المجلفنة كهربائيًا حوالي 100 جم/م2.
ونظرًا لهذه القيود، فإن إنتاج الصفائح المجلفنة كهربائيًا محدود للغاية.
المجلفن الكهربائي مقابل الصاج المجلفن على الساخن
رأي الخبير 1
هناك اختلافات جوهرية في هيكل الطلاء بين الألواح المجلفنة بالغمس الساخن والألواح المجلفنة كهربائيًا.
وتحتوي الألواح المجلفنة بالغمس الساخن على طبقة مركبة هشة قليلاً بين طلاء الزنك النقي وركيزة الشريط الصلب. ويشكل معظم طلاء الزنك النقي زهور الزنك أثناء التبلور، مما ينتج عنه طلاء موحد بدون مسام.
وفي المقابل، لا تترسب ذرات الزنك للطبقة المجلفنة كهربائيًا إلا على سطح شريط الصلب من خلال الفعل الفيزيائي. ويترك ذلك العديد من ثقوب تجفيف الهواء، مما يجعلها عرضة للتآكل من الوسائط المسببة للتآكل.
ونتيجة لذلك، تكون الألواح المجلفنة بالغمس الساخن أكثر مقاومة للتآكل من الألواح المجلفنة بالكهرباء.
كما أن عمليات إنتاج الألواح المجلفنة بالغمس الساخن والألواح المجلفنة كهربائيًا مختلفة تمامًا. تُصنع الصفائح المجلفنة بالغمس الساخن عادةً من صفائح مدرفلة على البارد يتم تلدينها وتغمس باستمرار على خط الجلفنة على الساخن. ويؤثر التسخين والتبريد السريع لشريط الصلب على قوته وليونته إلى حد ما وينتج عنه أداء ختم أقل مقارنة بالصفائح المدرفلة على البارد التي يتم إزالة الشحوم منها وتلدينها على خطوط الإنتاج الاحترافية.
من ناحية أخرى، تُصنع الصفائح المجلفنة كهربائيًا من الصفائح المدرفلة على البارد ولها نفس أداء المعالجة مثل الصفائح المدرفلة على البارد. ومع ذلك، فإن عملية الإنتاج المعقدة تزيد من التكلفة.
وختامًا، تتميز الصفائح المجلفنة بالغمس الساخن بتكلفة إنتاج أقل ونطاق أوسع من التطبيقات، مما يجعلها الصنف الرئيسي في سوق الصفائح المجلفنة.
رأي الخبير 2
الجلفنة الكهربائية هي عملية جلفنة من خلال تفاعل القطب الكهربائي، في حين أن الجلفنة بالغمس الساخن تتضمن غمس المواد الخام في وعاء الزنك لجلفنها، والتي تتضمن تفاعلات بين الفلزات وتفاعلات فيزيائية.
يتألف سطح المواد الخام في الجلفنة بالغمس الساخن من طبقة من المركبات البينية المعدنية يليها الزنك، في حين أن سطح الجلفنة الكهربائية يتكون من الزنك فقط دون طبقة وسيطة.
تكون طبقة الزنك في الجلفنة الكهربائية رقيقة، بينما تكون طبقة الزنك في الجلفنة بالغمس الساخن سميكة.
تتميز الجلفنة الكهربائية بقدرة إنتاجية محدودة وإنتاجية منخفضة، بينما تتميز الجلفنة بالغمس الساخن بقدرة إنتاجية وإنتاجية عالية.
إن تشطيب السطح ومقاومة التآكل في الجلفنة الكهربائية أفضل من الزنك بالغمس الساخن، مما يجعلها أكثر تكلفة. تكلفة الجلفنة الكهربائية مرتفعة، مما يؤدي إلى ارتفاع السعر. عندما يكون سعر سبيكة الزنك والألومنيوم للجلفنة بالغمس الساخن مرتفعًا، يمكن أن يتجاوز 4,000 يوان للطن الواحد.
على الرغم من وجود نفس المبدأ المضاد للتآكل، إلا أن عمليات الجلفنة الكهربائية والجلفنة بالغمس الساخن مختلفة. بعد الجلفنة، يكون السطح بعد الجلفنة أملس ومشرق، ولكن بمرور الوقت، قد تتساقط طبقة الزنك.
قد لا يكون الجلفنة بالغمس الساخن جذابًا بصريًا مثل الطلاء الكهربائي، ولكن طبقة الزنك تتغلغل بشكل أعمق، مما يجعلها أكثر متانة مع مرور الوقت.
رأي الخبير 3
(1) عادةً ما تكون طبقة الزنك للصفائح المجلفنة بالغمس الساخن أكثر سمكًا، حوالي 10 ميكرومتر أو أكثر، وتتمتع بمقاومة ممتازة للتآكل، مما يجعلها عملية طلاء بالزنك مستخدمة على نطاق واسع.
وبالمقارنة، تكون طبقة الزنك في الجلفنة الكهربائية رقيقة للغاية، حوالي 3-5 ميكرومتر. يكون سطح الجلفنة بالغمس الساخن خشنًا ومشرقًا، وفي الحالات الشديدة، قد يكون به أزهار زنك. ومن ناحية أخرى، يكون سطح الطلاء الكهربائي أملس وداكن (متسخ).
يتميز الفولاذ المجلفن المطلي بالكهرباء بقابلية معالجة جيدة، ولكن طلاءه الرقيق ومقاومته المنخفضة للتآكل تجعله أقل استحسانًا مقارنة بألواح الصلب المجلفن بالغمس الساخن.
يتم جلفنة الصفائح المجلفنة على البارد بكمية قليلة من الزنك، ويتم جلفنتها على الجدار الخارجي للأنابيب فقط (الجلفنة بالغمس الساخن تغطي كلاً من الداخل والخارج). وتبلغ كمية الزنك 10-50 جم/م2 فقط، مما يؤدي إلى مقاومة تآكل أقل بكثير مقارنةً بالأنابيب المجلفنة بالغمس الساخن.
(2) غالبًا ما تستخدم الصناعة الكيميائية الجلفنة غير الكهربائية، وهي مناسبة للأجزاء الصغيرة.
وفي المقابل، عادةً ما تُستخدم الألواح المجلفنة بالغمس الساخن في معدات ومكونات الطاقة وهي مناسبة للأجزاء والمعدات الكبيرة.
الجلفنة الكهربائية، والمعروفة باسم الصفيحة المجلفنة على البارد، هي طريقة كهروكيميائية تُستخدم فيها سبائك الزنك كأنودات، مما يتسبب في فقدان ذرات الزنك للإلكترونات وتصبح أيونات تذوب في الإلكتروليت. يعمل الشريط الفولاذي ككاثود وتستقبل أيونات الزنك الإلكترونات وتختزل إلى ذرات الزنك، وتترسب على سطح الشريط الفولاذي وتشكل طبقة.
تبدأ عملية الجلفنة بالغمس الساخن بتخليل الأنبوب الفولاذي لإزالة أكسيد الحديد من على سطحه. بعد التخليل، يتم تنظيف الأنبوب الفولاذي في خزان يحتوي على محلول مائي من كلوريد الأمونيوم أو كلوريد الزنك أو خليط من الاثنين. بعد ذلك، يتم إرسال الأنبوب الفولاذي إلى خزان الجلفنة بالغمس الساخن.
(3) هناك فرق كبير في كمية الجلفنة بين الألواح المجلفنة بالغمس الساخن والألواح المجلفنة كهربائيًا.
لا يمكن أن تكون كمية الجلفنة للصفائح المجلفنة بالغمس الساخن صغيرة جدًا وتتراوح عادةً بين 50-60 جم/م كحد أدنى2 على كلا الجانبين إلى 600 جم/م بحد أقصى 600 جم/م2.
ومن ناحية أخرى، يمكن أن تكون الطبقة المجلفنة من الألواح المجلفنة كهربائيًا رقيقة جدًا، بحد أدنى 15 جم/م2. ومع ذلك، إذا كان الطلاء يحتاج إلى أن يكون سميكًا، تصبح سرعة خط الإنتاج بطيئة جدًا، مما يجعله غير مناسب للعمليات السريعة للوحدات الحديثة. وعمومًا، يبلغ الحد الأقصى لكمية الجلفنة للصفائح المجلفنة بالكهرباء حوالي 100 جم/م2.
هذا القيد في إنتاج الصفائح المجلفنة كهربائيًا يقيد استخدامها إلى حد كبير.
(4) هناك اختلافات جوهرية في هيكل الطلاء بين الألواح المجلفنة بالغمس الساخن والألواح المجلفنة كهربائيًا.
تحتوي الصفائح المجلفنة بالغمس على الساخن على طبقة مركبة هشة قليلاً بين طلاء الزنك النقي وركيزة الشريط الصلب. يشكّل معظم طلاء الزنك النقي زهور الزنك أثناء التبلور، مما يخلق طبقة موحدة بدون مسام.
ومن ناحية أخرى، لا تترسب ذرات الزنك للطبقة المجلفنة كهربائيًا إلا على سطح شريط الصلب من خلال الفعل الفيزيائي. ويؤدي ذلك إلى العديد من ثقوب تجفيف الهواء، مما يجعلها أكثر عرضة للتآكل من الوسائط المسببة للتآكل.
ونتيجة لذلك، تتمتع الصفائح المجلفنة بالغمس الساخن بمقاومة أفضل للتآكل مقارنةً بالصفائح المجلفنة كهربائيًا.
(5) تختلف أيضًا عمليات المعالجة الحرارية للصفائح المجلفنة بالغمس الساخن والصفائح المجلفنة كهربائيًا اختلافًا كبيرًا.
تُصنع الصفائح المجلفنة بالغمس على الساخن عادةً من صفائح مدرفلة على البارد ويتم تلدينها باستمرار وتجليدها بالغمس الساخن على خط الجلفنة. ويؤثر التسخين والتبريد السريع لشريط الصلب على قوته وليونته إلى حد ما، مما يؤدي إلى انخفاض أداء الختم مقارنة بالصفائح المدرفلة على البارد التي تم إزالة الشحوم منها وتلدينها على خط إنتاج احترافي.
ومن ناحية أخرى، تُصنع الصفائح المجلفنة كهربائيًا من الصفائح المدرفلة على البارد ولها أداء معالجة مماثل لأداء الصفائح المدرفلة على البارد. ومع ذلك، فإن عملية الإنتاج المعقدة تزيد من التكلفة.
وختامًا، تتميز الصفائح المجلفنة بالغمس الساخن بتكلفة إنتاج أقل ونطاق أوسع من التطبيقات، مما يجعلها الصنف المهيمن في سوق الصفائح المجلفنة.
(6) أنابيب الصفيحة المجلفنة بالغمس الساخن هي نوع من طبقات السبائك التي تتشكل عن طريق التفاعل بين المعدن المنصهر ومصفوفة الحديد، والتي تجمع بين المصفوفة والطلاء.
تتميز الصفائح المجلفنة بالغمس على الساخن بمزايا الطلاء الموحد، والالتصاق القوي، والعمر التشغيلي الطويل. ولضمان الجودة، لا يستخدم معظم مصنعي الأنابيب المجلفنة العادية الجلفنة الكهربائية (الطلاء على البارد). فقط الشركات الصغيرة ذات الحجم المحدود والمعدات القديمة هي التي تستخدم الجلفنة الكهربائية، ونتيجة لذلك فإن أسعارها رخيصة نسبيًا.
أعلنت وزارة التشييد والبناء رسميًا أنه سيتم التخلص التدريجي من استخدام التكنولوجيا القديمة في أنابيب الصاج المجلفن على البارد، ويُحظر استخدام أنابيب الصاج المجلفن على البارد كأنابيب للمياه والغاز.
في الوقت الحاضر، تُستخدم الصفائح المجلفنة بالغمس الساخن على نطاق واسع، بينما لا تزال الصفائح المجلفنة على البارد تُستخدم في توصيل الأسلاك الكهربائية، مع اختلافات طفيفة في اللون.
كيف يمكن التمييز بين الجلفنة على الساخن والجلفنة على البارد؟
أولاً، العملية مختلفة:
الجلفنة بالغمس الساخن
تتضمن عملية الجلفنة بالغمس الساخن غمر قطعة العمل في محلول الزنك المنصهر بعد خضوعها لعملية إزالة الشحوم والتخليل والتجفيف. تُترك قطعة العمل في المحلول لمدة محددة قبل إزالتها.
الجلفنة على البارد
تتضمن الجلفنة على البارد، والتي يشار إليها أيضًا بالجلفنة الكهربائية، استخدام معدات التحليل الكهربائي لإزالة الشحوم من قطعة العمل وتخليلها ثم وضعها في محلول يحتوي على ملح الزنك. يتم توصيل القطب السالب لمعدات التحليل الكهربي بقطعة الشغل، ويتم وضع صفيحة الزنك على الجانب المقابل وتوصيلها بالقطب الموجب للمعدات.
عندما يتم تشغيل الطاقة، يتدفق التيار من القطب الموجب إلى القطب السالب، مما يتسبب في ترسيب طبقة من الزنك على قطعة العمل.
اختلاف المظهر:
الطلاء الكهربائي بالزنك
تتميز الجلفنة الكهربائية بمظهر ناعم ومشرق نسبيًا. تكون طبقة الطلاء التي يتم الحصول عليها باستخدام عملية التخميل الملون ذات لون أصفر-أخضر بشكل أساسي وتعرض مجموعة من الألوان.
تكون طبقة الطلاء التي يتم الحصول عليها من خلال عملية التخميل الأبيض إما بيضاء مائلة للسماوي أو بيضاء مائلة للأخضر، ولها تأثير قزحي طفيف عند النظر إليها من زاوية معينة في ضوء الشمس.
قد تواجه قطع العمل المعقدة "احتراقًا" حول الزوايا والحواف، مما يؤدي إلى ظهور طبقة سميكة من الزنك تبدو رمادية اللون. يمكن أن تؤدي الزوايا الميتة للتيار في الزوايا الداخلية أيضًا إلى مناطق رمادية تحت التيار حيث تكون طبقة الزنك رقيقة.
المنتج النهائي خالٍ من كتل الزنك والتكتل.
الجلفنة بالغمس الساخن
يكون مظهر الجلفنة بالغمس الساخن أكثر خشونة قليلاً ولونه أبيض فضي اللون مقارنةً بالجلفنة الكهربائية. وقد تظهر عليها أيضًا علامات مائية أثناء العملية وبضع قطرات، خاصةً في أحد طرفي قطعة العمل.
ومع ذلك، تكون طبقة الزنك في الجلفنة بالغمس الساخن أكثر سمكًا بعدة مرات من الجلفنة الكهربائية وتوفر مقاومة أكبر عدة مرات للتآكل.
الفرق بين المنتجات النهائية المجلفنة المجلفنة:
- يتم طلاء الأسطح الداخلية والخارجية لأنابيب الصلب المجلفن بالغمس الساخن بالجلفنة، بينما يتم طلاء السطح الخارجي فقط لأنابيب الصلب المجلفن بالغمس البارد.
- يكون الطلاء على أنابيب الصلب المجلفن بالغمس على البارد رقيقًا ومتساويًا، بينما يكون الطلاء بالغمس على الساخن سميكًا وغير متساوٍ.
- يتميز الجلفنة بالغمس على البارد بمظهر ساطع، بينما يتميز الجلفنة بالغمس الساخن بلون أغمق.
- ونظرًا لسمكه الرقيق، تكون مقاومة التآكل في الطلاء بالغمس على البارد ضعيفة، بينما يشكل الطلاء بالغمس على الساخن، الذي يكون أكثر سمكًا بعشرات المرات، طبقة متسللة مع المعدن الأساسي ويوفر مقاومة جيدة للتآكل.
- تتميز الأنابيب الفولاذية المجلفنة بالغمس على البارد بمظهر أكثر إشراقًا وسلاسة، بينما تتميز الأنابيب الفولاذية المجلفنة بالغمس على الساخن بسطح أقل حساسية وإشراقًا، مع بعض النتوءات غير المستوية ومظهر باهت.
هل تصدأ أنابيب الصلب المجلفن؟
يمكن أن يصدأ الأنبوب الفولاذي عندما يتعرض للهواء ويتفاعل مع الأكسجين أو عندما يتآكل بفعل الأكسجين في الماء.
ولمنع ذلك، يتم وضع طبقة من الجلفنة على الأنبوب الفولاذي لتشكل طبقة مجلفنة تعزلها عن الهواء وتجعلها أكثر مقاومة للتآكل والصدأ.
هل تصدأ الأنابيب الفولاذية المجلفنة؟
ليس من غير المألوف أن تصدأ أنابيب الصلب المجلفن بمرور الوقت، على الرغم من أنها أقل عرضة للصدأ من الأنابيب غير المجلفنة. يعتمد طول الفترة الزمنية قبل حدوث الصدأ على عوامل مختلفة، بما في ذلك البيئة والظروف التي يتم فيها استخدام الأنبوب. على سبيل المثال، إذا كانت البيئة رطبة أو إذا تعرضت الأنابيب للمطر لفترة طويلة، فقد تتأكسد وتظهر عليها بقع، مما يؤدي في النهاية إلى الصدأ.
هناك نوعان من أنابيب الصلب المجلفن: المجلفن على الساخن والمجلفن على البارد. تكون الأنابيب المجلفنة على الساخن أقل عرضة للصدأ بشكل عام من الأنابيب المجلفنة على البارد.
ما المدة التي لا تصدأ فيها الأنابيب الفولاذية المجلفنة على البارد؟
يتأثر معدل التآكل للأنابيب المجلفنة إلى حد كبير بعوامل مثل طريقة الجلفنة، وسمك الطبقة المجلفنة، وكمية الجلفنة، والبيئة التي تستخدم فيها الأنابيب.
الأنابيب المجلفنة على البارد معرضة بشكل خاص للتآكل. فهي تحتوي على كمية منخفضة من الجلفنة، حيث يتم طلاء الجزء الخارجي فقط من الأنبوب الفولاذي، تاركًا الجزء الداخلي مكشوفًا. بمتوسط 20 جم/متر فقط2 من الزنك على جانب واحد، فهذه الأنابيب عرضة للصدأ.
في ظل الظروف العادية، من المتوقع أن تبدأ أنابيب الصلب المجلفن على البارد في الصدأ في غضون عام. ويمكن إطالة فترة الصدأ بزيادة سُمك الطبقة المجلفنة. على سبيل المثال، قد تستغرق الأنابيب التي يقل سمكها عن 2.75 مم أقل من 2.75 مم من 2-3 سنوات لبدء الصدأ، في حين أن الأنابيب التي يبلغ سمكها 3.0 مم أو أكثر يمكن أن تستمر لمدة 3-5 سنوات قبل أن يبدأ الصدأ.
كيفية إزالة الصدأ من الأنابيب المجلفنة؟
إذا أصبحت الأنابيب المجلفنة صدئة، فيمكن معالجتها لإزالة الصدأ. وفيما يلي الطرق الرئيسية لإزالة الصدأ من الأنابيب المجلفنة:
- أولاً، يتم تنظيف سطح الأنبوب الفولاذي بمذيب لإزالة أي مواد عضوية موجودة على السطح.
- بعد ذلك، يتم استخدام الفرشاة السلكية أو غيرها من الأدوات لإزالة الصدأ المتساقط أو المتقشر وخبث اللحام.
- بعد التخليل، تتم إزالة الصدأ من الأنبوب المجلفن بالكامل تقريبًا.
هل يجب طلاء الأنابيب الفولاذية المجلفنة بطلاء مضاد للصدأ؟
بعد خضوع الأنبوب الفولاذي للجلفنة، يتم طلاء سطحه بطبقة من الزنك، والتي تعمل كحاجز بين الأنبوب الفولاذي والغلاف الجوي. وهذا يمنع التلامس المباشر بين الغلاف الجوي والأنبوب الفولاذي ويحميه من التآكل.
يكون طلاء الزنك على سطح الأنبوب الفولاذي شديد التفاعل، وفي درجات الحرارة العادية، تتشكل طبقة رقيقة وكثيفة من كربونات الزنك في الهواء لحماية الزنك من الأكسدة.
ونتيجة لذلك، تكون الأنابيب المجلفنة محمية من الصدأ ولا تحتاج إلى طلاء بطلاء مضاد للصدأ، سواء كان طلاء الزنك أو الأنبوب الفولاذي نفسه.
ومع ذلك، في حالة تلف طلاء الزنك (على سبيل المثال، عندما يتم لحام الأنبوب الفولاذي ويحترق الطلاء عند الوصلة)، يتعرض الأنبوب الفولاذي للهواء ويفقد حماية طلاء الزنك. في هذه الحالة، يجب إعادة طلائه بطلاء مضاد للصدأ.
تتميز الطبقة المجلفنة من الأنابيب الفولاذية المجلفنة بخصائص مضادة للصدأ ويتم توصيلها عادةً باستخدام خيوط.
وبصفة عامة، ليس من الضروري الطلاء بطلاء مضاد للصدأ إلا إذا تم استخدام طرق توصيل غير تقليدية، مثل اللحام. في حالة تلف الطبقة المجلفنة، يجب طلاء المنطقة المصابة بطلاء مضاد للصدأ.