
زيت مضاد للصدأ: 6 أنواع يجب أن تعرفها للحصول على الحماية المثلى
هل فكرت يومًا كم يكلف الصدأ اقتصادنا كل عام؟ يستكشف هذا المقال التأثير المذهل لتآكل المعادن ويقدم أنواعًا مختلفة من الزيوت المضادة للصدأ التي تحمي...
يمكن أن يكون الصدأ مدمراً صامتاً للمعادن، مما يؤدي إلى إضعاف الهياكل والآلات إذا تُركت دون مراقبة. تتعمق هذه المقالة في الدرجات المختلفة للصدأ، وتوضح بالتفصيل كيفية تأثير كل منها على الأسطح المعدنية، وتستكشف تقنيات إزالة الصدأ المختلفة. من السفع الكاشطة إلى الطرق اليدوية، يعد فهم هذه العمليات أمرًا بالغ الأهمية للحفاظ على سلامة المكونات المعدنية. من خلال القراءة، ستتعرف على معايير تصنيف الصدأ وأفضل الممارسات لاستعادة الأسطح المعدنية إلى حالتها الأصلية.

1. تعتمد معايير صدأ سطح الفولاذ ودرجة إزالة الصدأ على المعيار الوطني GB8923-88، المعروف باسم "درجة الصدأ وإزالة الصدأ من سطح الفولاذ قبل الطلاء".
2. يقسم المعيار إزالة الغبار تنقسم إلى ثلاثة أنواع: السفع بالخردق أو الكشط، والسفع اليدوي والكهربائي، وإزالة الغبار باللهب.
3. يمثل السفع بالخردق أو السفع الكاشطة بالحرف "sa" وينقسم إلى أربع درجات:
SA1 - تفجير خفيف. لا يحتوي السطح الفولاذي على أي شحوم أو أوساخ أو قشور ملتصقة غير متماسكة أو صدأ أو طلاءات طلاء أو أي بقايا أخرى.

sa2 - التفجير الشامل. لا يحتوي السطح الفولاذي على أي شحوم أو أوساخ وبقايا مرئية، مثل الترسبات الكلسية والصدأ، تتم إزالتها بشكل أساسي.
sa2.5 - تفجير شامل للغاية. لا يحتوي السطح الفولاذي على أي شحوم أو أوساخ أو قشور أو قشور أو صدأ أو طلاءات أو بقايا أخرى مرئية، وأي آثار متبقية ليست سوى بقع أو خطوط طفيفة.


sa3 - تفجير نظيف للغاية. لا يحتوي السطح الفولاذي على أي شحوم أو أوساخ أو قشور أو قشور أو صدأ أو طلاءات أو بقايا أخرى مرئية، ويظهر السطح بلون معدني موحد.

St1 - التنظيف الشامل اليدوي والكهربائي للأدوات الكهربائية:
عند الملاحظة بدون تكبير، يجب أن يكون السطح خاليًا من الزيوت والشحوم والأتربة المتبقية. يجب ألا يكون هناك أي جلد مؤكسد أو صدأ أو طلاء أو أجسام غريبة غير مثبتة. يجب أن تكون أي ملوثات متبقية ملتصقة بإحكام.
St2 - إزالة الغبار يدويًا وكهربائيًا بشكل كامل.
يجب ألا يكون سطح الفولاذ خاليًا من الشحوم والأوساخ الظاهرة، وألا يكون هناك قشور أو صدأ أو طلاءات ملتصقة غير متماسكة.


St3 - إزالة الغبار يدويًا وكهربائيًا بشكل دقيق للغاية.
يجب ألا يكون سطح الفولاذ خاليًا من الشحوم والأوساخ الظاهرة، وألا يكون هناك قشور أو صدأ أو طلاءات ملتصقة غير متماسكة. يجب أن تكون عملية إزالة الصدأ أكثر شمولاً من St2، ويجب أن يكون الجزء المكشوف من الركيزة بريقًا معدنيًا.


معالجة السطح هو المفتاح لتحقيق تأثير طلاء جيد. الاستثمار في المعالجة السطحية يستحق العناء. لذلك، يجب النظر بعناية في اختيار طرق المعالجة السطحية وأنظمة الطلاء المطابقة.
من المهم استخدام المعايير الدولية لقياس درجة المعالجة السطحية، مثل المعيار السويدي: SIS055900 أو ISO08501.
يكمن حجر الزاوية في معايير المعالجة السطحية في أربعة مستويات تآكل متميزة:
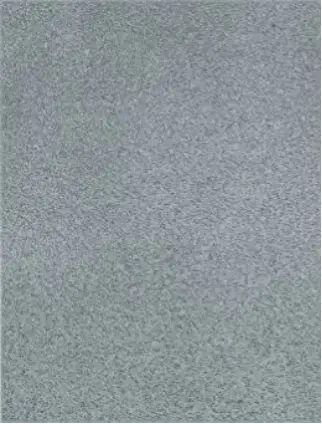
المستوى A: السطح الفولاذي مغطى بالكامل بقشور الطاحونة الملتصقة، مع عدم وجود صدأ تقريبًا.

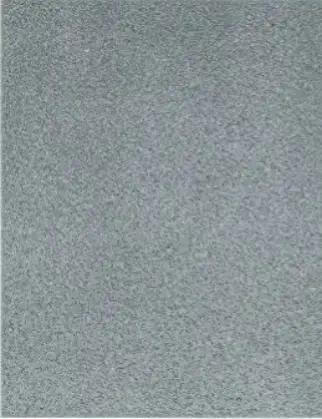
المستوى B: بدأ سطح الفولاذ في الصدأ، وبدأت قشرة الطاحونة في التقشر.

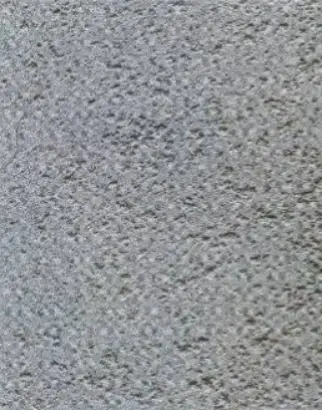
المستوى C: صدأ قشور الطاحونة على سطح الفولاذ أو يمكن كشطها، ولكن يمكن رؤية بقع الصدأ الطفيفة بالعين المجردة.

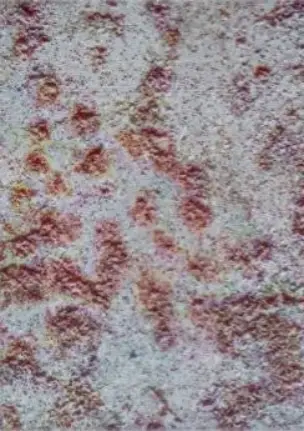
المستوى D: صدأ وتقشر القشور الكلسية على سطح الفولاذ، مع وجود عدد كبير من بقع الصدأ المرئية بالعين المجردة.

وفقًا للمعيار SIS055900، تتم المعالجة السطحية لمستويات التآكل هذه وفقًا لمعايير الجودة التالية لتنظيف الأسلاك بالفرشاة السلكية والسفع الكاشطة:
عند الملاحظة بدون تكبير، يجب أن يكون السطح خاليًا من الزيوت والشحوم والأتربة المتبقية. يجب ألا يكون هناك أي جلد مؤكسد أو صدأ أو طلاء أو أجسام غريبة غير مثبتة. يجب أن تكون أي ملوثات متبقية ملتصقة بإحكام.
يجب أن يكون السطح خاليًا من الشحوم المرئية والأوساخ وقشور الطواحين والصدأ وطلاء الطلاء والمواد الغريبة.
مشابه لـ St2، ولكن يجب أن يكون معالجاً بشكل أكثر دقة من St2، مع إظهار الركيزة المعدنية بريقاً معدنياً.
توفر هذه المعايير إرشادات ومساعدة كبيرة لمعالجة الأسطح. ويضع موردو الطلاء بشكل عام معايير ومتطلبات المعالجة السطحية المقابلة لكل نوع من أنواع الطلاء.
قبل عملية السفع الكاشط، يجب إزالة جميع طبقات الصدأ السميكة على السطح. يجب أيضًا إزالة أي زيوت وشحوم وأوساخ مرئية. بعد عملية السفع الكاشط، يجب أن يكون السطح نظيفًا وخاليًا من الغبار والحطام.
يجب أن يكون السطح خاليًا من الشحوم المرئية والأوساخ وطبقات الأكسدة غير المستقرة والصدأ وطلاء الطلاء والشوائب.
يجب أن يكون السطح خاليًا بشكل أساسي من الشحوم المرئية والأوساخ وطبقات الأكسدة والصدأ وطلاء الطلاء والشوائب، مع التصاق أي مواد متبقية بإحكام.
يجب أن يكون السطح خاليًا من الشحوم المرئية والأوساخ وطبقات الأكسدة والصدأ وطلاء الطلاء والشوائب. يجب ألا تظهر الآثار المتبقية إلا في صورة بقع أو خطوط طفيفة أو بقع طفيفة.
يجب أن يكون السطح خاليًا من الشحوم المرئية والأوساخ وطبقات الأكسدة والصدأ وطلاء الطلاء والشوائب، مع إظهار بريق معدني موحد.
بدون تكبير، يجب أن يبدو السطح خاليًا من الزيوت والشحوم والأتربة المتبقية، وخاليًا من أي طبقة أكسدة غير مثبتة والصدأ والطلاء والأجسام الغريبة، ويظهر بريقًا معدنيًا موحدًا.

قبل التنظيف باللهب، يجب كشط الطبقات السميكة من الصدأ، كما يجب إزالة البقايا المرئية والزيوت والأوساخ. بعد تنظيف اللهب، يجب تنظيف السطح بفرشاة سلكية تعمل بالطاقة.
(يشمل تنظيف اللهب الإزالة النهائية للمنتجات الثانوية باستخدام فرشاة سلكية تعمل بالطاقة. لا يمكن أن تحقق الفرشاة السلكية اليدوية سطحاً مرضياً للطلاء).
بدون تكبير، يجب أن يبدو السطح خالياً من الأكسدة والصدأ والطلاء والمواد الغريبة. يجب أن تظهر أي مواد متبقية فقط على شكل تغير في لون السطح (ظلال بألوان مختلفة).



يشمل مصطلح "المواد الغريبة" الأملاح القابلة للذوبان وخبث اللحام. لا يمكن إزالة هذه الملوثات بالكامل عن طريق السفع الرملي الجاف أو الأدوات اليدوية أو الآلية أو اللهب. وبدلاً من ذلك، يجب استخدام طرق السفع الرملي الرطب أو الرش بالماء.
تُعتبر الأكاسيد والصدأ والطلاء الذي يمكن كشطه بمكشطة الحجر الزيتي ملتصقة بشكل غير محكم. قبل عملية السفع الرملي، يجب كشط طبقات الصدأ السميكة من الصدأ، كما يجب إزالة الزيوت والشحوم والأوساخ المتبقية المرئية. بعد السفع الرملي، يجب تنظيف الغبار والبقايا بعد السفع الرملي.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







