التعمق في المعالجة الحرارية للفولاذ المقاوم للصدأ الأوستنيتي
ما الذي يجعل الفولاذ الأوستنيتي المقاوم للصدأ مرنًا ومتعدد الاستخدامات؟ يكمن السر في عملية المعالجة الحرارية. تكشف هذه المقالة الخطوات المعقدة والمبادئ العلمية وراء تعزيز خصائصه. من خلال القراءة، ستكتشف كيف تؤثر درجات الحرارة والمعالجات المختلفة على بنية الفولاذ، مما يؤدي إلى تحسين مقاومة التآكل والقوة. تعمّق في فهم كيف يمكن للإدارة الحرارية الدقيقة تحسين أداء هذه المادة المهمة في مختلف التطبيقات.
مع تقدم التكنولوجيا المعدنية، تظهر باستمرار أنواع مختلفة من الفولاذ المقاوم للصدأ عالي الجودة. وعلى الرغم من قدرة صناعة المعادن على تطوير درجات فولاذ فائقة الجودة باستمرار، فإن المعالجة الحرارية المناسبة ضرورية لتحسين وظائف الفولاذ المقاوم للصدأ.
أثناء عمليات التسخين والتبريد لمختلف درجات الفولاذ، يختلف تحول بنية المصفوفة، كما يختلف توليد وانتقال الكربيدات والنتريدات والمركبات بين الفلزات، وكلها تؤثر بشكل مختلف على أداء الفولاذ المقاوم للصدأ.
لذلك، يجب اختيار عملية المعالجة الحرارية المناسبة بناءً على نوع الفولاذ والاستخدام المقصود أثناء المعالجة الحرارية للفولاذ المقاوم للصدأ.
1. الغرض من المعالجة الحرارية للفولاذ المقاوم للصدأ الأوستنيتي
يحتوي الفولاذ الأوستنيتي المقاوم للصدأ على الأوستينيت بنية المصفوفة. أثناء عملية التسخين والتبريد، لا يحدث أي تحول في الطور المارتنسيتي، ومن ثم لا توجد صلابة.
الغرض من المعالجة الحرارية الأوستنيتي هو تعزيز مقاومة التآكل، وتخفيف الآثار الضارة الناجمة عن المرحلة الثانوية، وتخفيف الإجهاد، أو تليين المادة التي خضعت بالفعل للتصلب أثناء العمل.
2. النظريات الأساسية
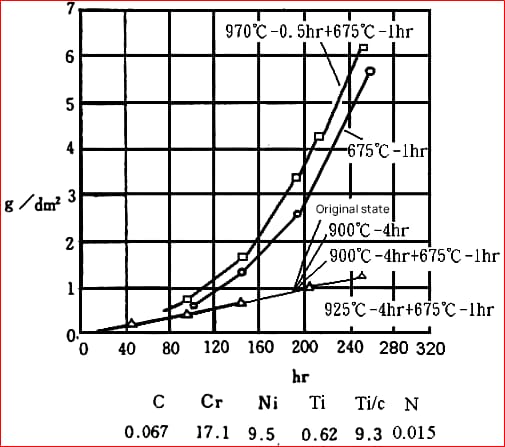
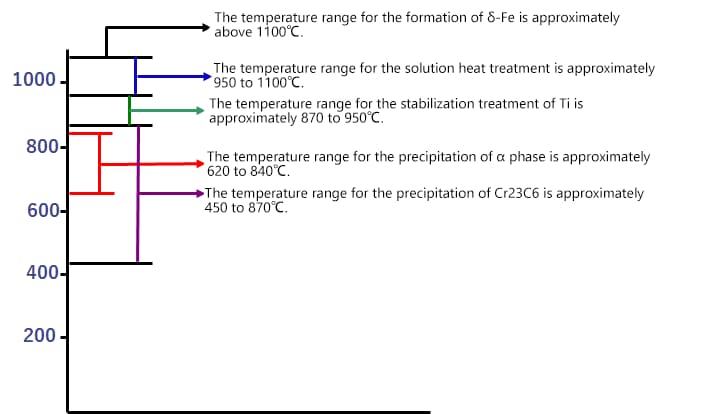
(1) درجة حرارة توليد الترسبات
(2) ترسيب وانحلال سبائك الكربيدات
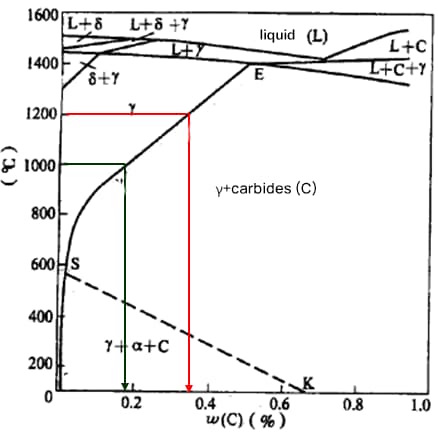
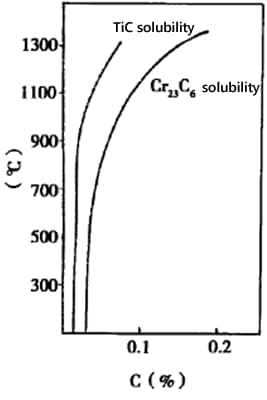
1) ذوبان الكربون
بالنسبة إلى الفولاذ 304 (18Cr-8Ni) تبلغ قابلية ذوبان الكربون عند 1200 ℃ 0.34%، وعند 1000 ℃ 0.18%، وعند 600 ℃ 0.03%.
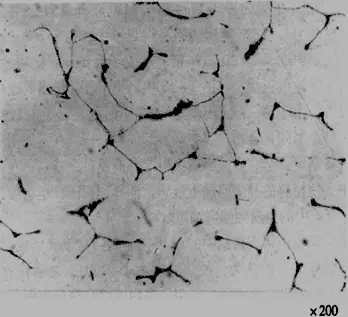
إن محتوى الكربون في الفولاذ 304 لا يتجاوز 0.08%. فوق 1000 ℃، يذوب الكربون في الأوستينيت. ونظرًا لصغر نصف قطر ذرات الكربون، فمع انخفاض درجة الحرارة، يترسب الكربون على طول حدود الحبيبات.
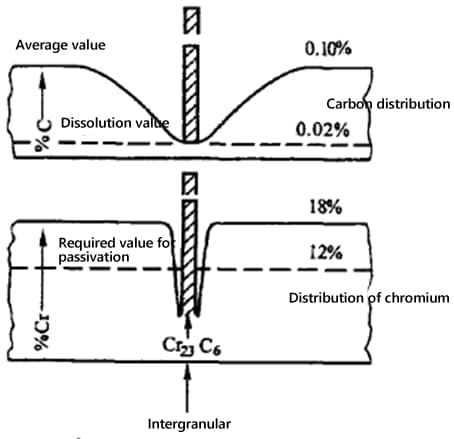
2) نضوب الكروم بين الخلايا الحبيبية
قابلية الذوبان في الكربون: مع انخفاض درجة الحرارة، تنخفض الذوبانية.
نصف قطر ذرة الكربون: نصف القطر الذري الأصغر يعني قابلية ذوبان أقل، مما يؤدي إلى الترسيب على طول حدود الحبيبات.
الاستقرار: ذرات الكربون المترسبة غير مستقرة وتشكل مركبات مستقرة مع الكروم والحديد، مثل Cr23C6 أو (FeCr)23C6.
معدل الانتشار الذري: ينتج عن نصف القطر الأصغر لذرات الكربون معدل انتشار أعلى. وعلى العكس من ذلك، ينتج عن نصف القطر الأكبر لذرات الكروم معدل انتشار أقل.
(3) مرحلة سيجما
1) شروط التكوين:
- تسخين مطول في نطاق درجة حرارة 620 ~ 840 ℃.
- إضافة العناصر المكونة للفريت، مثل تيتانيوم (Ti)، النيوديميوم (Nd)، إلخ.
- استخدام قضبان اللحام التي تحتوي على نسبة عالية من العناصر المكونة للحديد في درز اللحام.
- في الأوستينيت مع المنجنيز (Mn)، والنيتروجين (N) الذي يحل محل النيكل (Ni).
2) الآثار الضارة:
- انخفاض في اللدونة، وخاصة صلابة الصدمات.
- طور سيجما هو مركب غني بين الفلزات، يمكن أن يؤدي تكوينه بسهولة إلى التآكل بين الخلايا الحبيبيةوالتنقر في وسط الكلوريد (Cl-).
(4) دلتا فيريت
1) شروط التكوين:
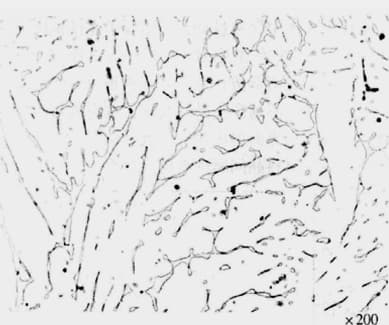
في الفولاذ الأوستنيتي المقاوم للصدأ المصبوب المصنوع من الكروم والنيكل، يكون التركيب الكيميائي لحالة الصب غير متساوٍ، مما يؤدي إلى وجود مناطق غنية بالعناصر المكونة للفريت.
في هيكل اللحام لبعض أنواع الفولاذ الأوستنيتي المقاوم للصدأ.
2) التأثيرات المفيدة:
يمكن أن يقلل احتواء الفريت الدلتا 5-20% من التآكل بين الخلايا الحبيبية.
المعالجة بالتثبيت هي طريقة المعالجة الحرارية المستخدمة في الفولاذ الأوستنيتي المقاوم للصدأ الذي يحتوي على Nd أو Ti.
1) درجة حرارة معالجة التثبيت: أعلى من درجة حرارة ذوبان كربيدات الكروم (450-870 ℃) ولكن أقل أو أعلى قليلاً من درجات حرارة ذوبان TiC و NbC (750-1120 ℃). التوصية العامة هي 870-950 ℃.
2) وقت النقع: 2-4 ساعات (حسب شكل قطعة العمل, عناصر السبائكإلخ). يبلغ وقت النقع للأحجام التي يبلغ سمكها أو قطرها 25 مم ساعتين، وتضاف ساعة إضافية للأحجام الأكبر.
3) التبريد: معدلات تبريد بطيئة، مثل تبريد الهواء أو تبريد الفرن.
1) يجب اختيار عملية التلدين لتخفيف الإجهاد للفولاذ الأوستنيتي المقاوم للصدأ بناءً على خصائص المادة، وبيئة التشغيل، والغرض من إزالة الإجهاد، وحجم وشكل قطعة العمل.
2) أغراض التلدين المخفف للإجهاد هي:
لإزالة الإجهاد المتبقيتقليل التشقق الناتج عن التآكل الإجهادي;
لضمان ثبات الأبعاد النهائية لقطعة العمل.
3) التشقق الناتج عن التآكل الإجهادي
درجة الفولاذ
المعالجة الحرارية
الإجهاد المتبقي بالكيلو جرام/مم2
الوقت الذي يحدث فيه التمزق في غليان 42% MgCl2 (عند 154 درجة مئوية).
الاتجاه المحيطي
الاتجاه الطولي
304
حالة التبريد(قوة الشد 115.9 كجم/مم2)
32.4
48.3
7.5
الكسر
حالة نصف الصلابة (قوة الشد 93.2 جم/مم2)
–
–
6
الكسر
540℃
24 ساعة
تبريد الهواء
–
–
7.5
الكسر
650
0.5
تبريد الهواء
–
–
22
الكسر
650
8
تبريد الهواء
–
–
14.5
الكسر
745
0.5
تبريد الهواء
1.3
5.9
245
الكسر البسيط
745
0.5
التبريد الكاذب
–
–
292
تمزق
870
0.5
تبريد الهواء
–
–
>292
لا يوجد كسر
870
0.5
التبريد الكاذب
–
–
>292
لا يوجد كسر
870
24
تبريد الهواء
–
–
>292
لا يوجد كسر
316
حالة التبريد 1/4H (قوة الشد 80.4 كجم/مم2)
36.7
14.7
7.5
الكسر
المعالجة الحرارية في الموقع وتصحيح التبريد (قوة الشد 64.3 كجم/مم2)
أنواع المواد طريقة استخدام المواد ظروف الاستخدام والغرض من تخفيف الضغط.
النوع الأول (كربون منخفض للغاية) 00Cr19Ni10 00Cr17Cr17Ni14Mo2
الفئة الثانية (بما في ذلك العناصر المستقرة) 0Cr18Ni10Ti 0Cr18Ni11Nb
النوع الثالث (أخرى) 0Cri8Ni10 0Cr17Ni12Mo2
لبيئات التآكل عالية الإجهاد.
أ-ب
ب-أ
①
لبيئات التآكل متوسطة الإجهاد.
أ-ب-ج
ب-أ-ج
C①
لبيئات التآكل منخفضة الإجهاد.
أ-ب-ج-د-ي
ب-أ-ج-د-ي
ج-هـ
تخفيف تركز الإجهاد الموضعي.
E
E
E
قابل للتطبيق في بيئات التآكل بين الحبيبات.
أ-جيم②
أ-ج-ب-ب②
C
التخلص من الإجهاد الكبير المتبقي بعد المعالجة.
أ-ج
أ.ج
C
تخفيف الضغط المتكبد أثناء عملية التصنيع الآلي.
أ-ب-ج
ب-أ-ج
C③
في الحالات التي تنطوي على إجهاد كبير متبقي من التصنيع الآلي والإجهاد المتولد أثناء الاستخدام، بالإضافة إلى المكونات الملحومة واسعة النطاق ذات المقاطع الكبيرة.
أ-ج-ب
أ-ج-ب
C
ضمان ثبات أبعاد المكونات.
F
F
F
ملاحظة: الطرق الواردة في الجدول مرتبة حسب الأولوية.
ج: يُسخّن إلى 1010-1120 درجة مئوية، ثم يُترك ليبرد ببطء.
ب: يُسخّن إلى 850-900 درجة مئوية، ثم يُترك ليبرد ببطء.
C: يُسخّن إلى 1010-1120 ℃، ويُثبّت ثم يبرد بسرعة.
د: يُسخّن إلى 480-650 درجة مئوية، ثم يُترك ليبرد ببطء.
ه: يُسخّن إلى 430-480 درجة مئوية، ثم يُترك ليبرد ببطء.
F: يُسخّن إلى 200-480 درجة مئوية ثم يُترك ليبرد ببطء.
وقت الانتظار: لكل 25 مم، يتم الانتظار لمدة 1-4 ساعات. هناك حاجة إلى فترات تثبيت أطول في درجات الحرارة المنخفضة.
الملاحظات:
للعمل في بيئات التآكل عالية الإجهاد، من الأفضل استخدام معالجة الفولاذ من النوع الأول A أو معالجة الفولاذ من النوع الثاني B.
يجب تطبيق ذلك عندما تصبح قطعة العمل حساسة أثناء عملية التصنيع.
إذا خضعت قطعة العمل للمعالجة C بعد المعالجة الآلية النهائية، في هذه المرحلة، يمكن استخدام المعالجة A أو B.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
ما الذي يميز الفولاذ المقاوم للصدأ 201 عن 202؟ على الرغم من أنهما ينتميان إلى نفس السلسلة، إلا أنه توجد اختلافات طفيفة يمكن أن تؤثر بشكل كبير على استخداماتهما. تستكشف هذه المقالة الاختلافات الرئيسية في...
تخيل المواد التي يمكن أن تحدث ثورة في صناعات بأكملها - مما يجعل الأشياء أقوى وأخف وزنًا وأكثر ذكاءً. يستكشف هذا المقال 50 مادة مبتكرة من المقرر أن تحدث تحولاً في التكنولوجيا والتصنيع. من قوة الجرافين التي لا مثيل لها...
هل تساءلت يومًا لماذا يتعطل الفولاذ أحيانًا بشكل غير متوقع؟ في هذه التدوينة المضيئة، سوف نتعمق في عالم عيوب الفولاذ الرائع. وبصفتي مهندس ميكانيكي متمرس، سوف...
هل سئمت من ارتفاع تكاليف الفولاذ المقاوم للصدأ لمشاريعك؟ تستكشف هذه المقالة بديلاً فعالاً من حيث التكلفة للفولاذ المقاوم للصدأ 304-SUS443. تعرّف كيف يوفر SUS443 مقاومة فائقة للتآكل،...
هل تساءلت يومًا عن الأنواع المختلفة من الفولاذ المقاوم للصدأ وتطبيقاتها؟ في منشور المدونة هذا، سوف نتعمق في عالم درجات الفولاذ المقاوم للصدأ، ونستكشف أنواعها الفريدة...
هل تساءلت من قبل عن الاختلافات بين الفولاذ المقاوم للصدأ S30408 و304؟ في منشور المدونة هذا، سوف نتعمق في الفروق الرئيسية بين هاتين المادتين الشائع استخدامهما. لدينا...
هل تساءلت يومًا لماذا لا يصدأ الفولاذ المقاوم للصدأ مثل الفولاذ العادي؟ ستستكشف هذه التدوينة عالم الفولاذ المقاوم للصدأ الرائع وخصائصه الفريدة ودوره الحاسم في...
هل تساءلت يومًا لماذا يبدو الفولاذ المدرفل على الساخن مختلفًا عن الفولاذ المدرفل على البارد؟ تتعمق هذه المدونة في الاختلافات الرائعة بين هاتين المادتين الأساسيتين. سوف تكتشف كيف تؤثر درجة الحرارة...