تخيل مادة يمكن أن تدعم ناطحات السحاب الشاهقة، وتتحمل الزلازل، وتقاوم التآكل - كل ذلك مع كونها فعالة من حيث التكلفة وعالية الأداء. تُحدث القضبان الفولاذية عالية القوة، بقوة 500 ميجا باسكال فما فوق، ثورة في مجال البناء باستخدام طرق إنتاج متقدمة مثل سبائك الفاناديوم الدقيقة. يغوص هذا المقال في عالم هذه القضبان الفولاذية الرائع، ويستكشف تركيبها وعمليات تصنيعها وتطبيقاتها. تعرّف كيف أن هذه الابتكارات لا تعزز السلامة والمتانة فحسب، بل تمهد الطريق للجيل القادم من ممارسات البناء المستدام.
تعتبر قضبان الصلب عالية القوة العمود الفقري والهيكل العظمي لصناعة البناء والتشييد. وفي الوقت الحالي، هناك خمسة مجالات رئيسية لتطوير مواد التسليح عالية القوة:
التركيز على البحث والتطوير والترويج والتنفيذ لقضبان الصلب عالية القوة بقوة 500 ميجا باسكال فما فوق.
التركيز على إنتاج واستخدام التعزيزات الزلزالية.
التشديد على البحث والتطوير والترويج والتنفيذ للتقوية المقاومة للتآكل.
تعزيز البحث والتطوير والترويج وتطبيق التعزيز الفعال من حيث التكلفة والأداء العالي.
التركيز على البحث في تكنولوجيا التطبيق للتقوية عالية القوة.
تقدم هذه المقالة لمحة موجزة عن خصائص وعملية إنتاج القضبان الفولاذية عالية القوة والقضبان الفولاذية الزلزالية بدرجة 500 ميجا باسكال وما فوقها لتشييد المباني.
2. عملية إنتاج 500 ميجا باسكال وما فوقها من حديد التسليح عالي القوة
2.1 عملية إنتاج التعزيز عالي القوة 500 ميجا باسكال
وتتضمن عملية الإنتاج الأولية لقضبان الصلب عالية القوة 500 ميجا باسكال إضافة عنصر الفاناديوم ذو السبائك الدقيقة إلى الصلب منخفض السبائك 20MnSi واستخدام النيتروجين غير المكلف لتحقيق تقوية الترسيب. وهذا يسمح للصلب بتحقيق قوة 500 ميجا باسكال.
تتمتع تقنية سبائك الفاناديوم الدقيقة بالعديد من المزايا، بما في ذلك تصميم تركيبة فعالة من حيث التكلفة ومعقولة، وأداء تقوية مستقر، ونسبة قوة إلى إنتاجية عالية، وأداء ممتاز في درجات الحرارة المنخفضة وأداء لحام ممتاز.
تُعتبر هذه العملية الطريقة المثلى لإنتاج تسليح عالي القوة بقوة 500 ميجا باسكال.
2.1.1 تصميم التركيب والخواص الميكانيكية
يحدد GB1499.2 (المنقح في عام 2016) أن التركيب الكيميائي ومكافئ الكربون لـ HRB500 يجب أن يفي بالمتطلبات المدرجة في الجدول 1. بالإضافة إلى ذلك، يجب أن تستوفي عناصر مثل الفاناديوم والنيوبيوم و تيتانيوم يمكن إضافتها إلى الصلب حسب الحاجة.
يوضح الجدول رقم 1 في GB1499.2 (المنقح في عام 2016) التركيب الكيميائي ومتطلبات الخواص الميكانيكية للتقوية عالية القوة 500 ميجا باسكال.
تشمل العمليات الفنية لإنتاج قضبان الصلب عالية القوة 500 ميجا باسكال المعالجة الحرارية للنفايات بعد الدرفلة، والحبيبات فائقة النعومة، والسبائك الدقيقة.
وتستخدم الطريقتان الأوليان تركيبة الفولاذ منخفض السبائك 20MnSi، بينما تتضمن عملية السبائك الدقيقة إضافة عناصر السبائك الدقيقة مثل الفاناديوم والنيوبيوم والتيتانيوم إلى 20MnSi.
1) السبائك الدقيقة
تعمل تقنية السبائك الدقيقة على تحسين الخواص الميكانيكية للصلب بإضافة عناصر السبائك الدقيقة إلى الفولاذ 20MnSi من خلال الطرق المعدنية. تنطوي آلية التقوية على تكوين كربيدات ونتريدات عالية الصلابة وذات نقطة انصهار عالية من عناصر السبائك الدقيقة وذرات الكربون والنيتروجين في الفولاذ.
فمن ناحية، ترسيب هذه الكربيدات والنتريدات على الأوستينيت تعيق حدود الحبيبات نمو حبيبات الأوستينيت أثناء التسخين وتؤدي إلى تقوية الحبيبات الدقيقة.
ومن ناحية أخرى، فإن ترسيب هذه الكربيدات والنتريدات أثناء أو بعد تحوُّل الأوستينيت في الفريت يعيق حركة الخلع في شبكة الحديد ويؤدي إلى تقوية الترسيب.
2) تقنية الحبوب متناهية الصغر
إن تقنية الحبيبات متناهية الصغر هي عملية إنتاج حديثة تجمع بين الدرفلة المتحكم فيها والتبريد المتحكم فيه، ولا تتطلب إضافة عناصر السبائك الدقيقة. يتطلب تنفيذ هذه العملية التحكم في درجة الحرارة بالكمبيوتر في جميع أنحاء خط إنتاج درفلة الصلب، ويجب أن يكون نظام عملية درفلة الصلب المحدد مصممًا وفقًا لتنوع ومواصفات الصلب.
تستخدم هذه التقنية مزيجًا من الدرفلة المتحكم في إعادة التبلور، والدرفلة غير المتبلورة المتحكم فيها، والتحول الفريت الناجم عن التشوه، وآليات إعادة التبلور الديناميكي للفريت للتحكم في حجم الحبيبات والبنية المجهرية، مما يحقق في النهاية تقوية دقيقة للحبيبات في الفولاذ.
3) المعالجة الحرارية المتبقية بعد الدرفلة
إن تقنية المعالجة الحرارية لهدر النفايات بعد الدرفلة هي عملية لا تتطلب إضافة عناصر السبائك الدقيقة. وهي تدمج بين عمليتي الدرفلة على الساخن والمعالجة الحرارية، حيث يتم إخماد قضبان الصلب على الإنترنت بعد الدرفلة على الساخن لتبريد السطح ثم يتم استخدام الحرارة المهدرة من قلب الصلب لتلطيف الطبقة السطحية لقضبان الصلب. ويؤدي ذلك إلى تحويل البنية السطحية لقضبان الصلب إلى سوربيت مقسّى، والذي يحتفظ مارتينسايت الاتجاه، بينما يصبح القلب عبارة عن هيكل من الفريت والبيرلايت المكرر مع محتوى نسبي أعلى من البرليت. ويؤدي ذلك في النهاية إلى وصول فولاذ 20MnSi إلى مستوى قوة 500 ميجا باسكال من خلال تقوية البنية المجهرية.
على الرغم من أن المعالجة الحرارية بعد الدرفلة وتقنيات الحبيبات متناهية الصغر لا تتطلب إضافة عناصر السبائك الدقيقة، إلا أنها ذات تكلفة معدات عالية ونسبة قوة إلى إنتاجية منخفضة، كما أنها عرضة للتقادم. ونتيجة لذلك، فإن هذه الطرق غير مناسبة للتوصيلات الميكانيكية باستخدام اللحام أو التلف السطحي.
تتميز تقنية السبائك الدقيقة بأقل تكلفة للمعدات، حيث إنها لا تتطلب معدات للتحكم في درجة الحرارة على خط إنتاج درفلة الصلب. كما أنها تتميز بنسبة قوة إلى إنتاجية عالية، وحساسية منخفضة للشيخوخة، وأداء لحام جيد.
استنادًا إلى مقارنة أداء المنتج وتكلفة الإنتاج، يمكن استنتاج أن أفضل طريقة تقنية لإنتاج قضبان فولاذية عالية القوة 500 ميجا باسكال هي من خلال عملية السبائك الدقيقة.
يوضح الجدول 2 في GB1499.2 (المنقح في عام 2016) التركيب الكيميائي ومتطلبات الخواص الميكانيكية للتقوية عالية القوة 600 ميجا باسكال.
2.2 عملية إنتاج التعزيز عالي القوة 600 ميجا باسكال
2.2.1 تصميم التركيب والخواص الميكانيكية
وفي الوقت الحالي، تتمتع مصانع الصلب مثل شاجانج وتشنجانج وجيجانج في الصين بسجل حافل بالنجاح في إنتاج قضبان الصلب المدرفلة على الساخن المدرفلة على الساخن بقوة 600 ميجا باسكال.
يوضح الجدول 2 في GB1499.2 (المنقح في عام 2016) متطلبات التركيب الكيميائي والخواص الميكانيكية للتقوية عالية القوة 600MPa HRB600.
2.2.2.2 المسار التقني
في الوقت الحاضر، يمكن للعديد من مصانع الصلب في الصين إنتاج قضبان فولاذية عالية القوة بدرجة 600 ميجا باسكال والتي تستخدم في مشاريع البناء. ومع ذلك، هناك أبحاث محدودة حول التركيب الكيميائي، وتحول الطور، وتطور البنية المجهرية لهذه القضبان الفولاذية وعلاقتها بعمليات إنتاج الدرفلة والتبريد. ويؤدي ذلك إلى مطابقة غير سليمة لتكنولوجيا السبائك الدقيقة وعمليات الدرفلة والتبريد المتحكم فيها، مما يؤدي إلى إهدار تكلفة باهظة الثمن عناصر السبائك وعدم استيفاء الخواص الميكانيكية المطلوبة لقضبان الصلب.
وتعتمد مصانع الصلب المحلية، مثل شاجانغ وتشنغانغ وجيغانغ، التي نجحت في إنتاج قضبان الصلب عالية القوة HRB600 بشكل أساسي على تقنية سبائك الفاناديوم، والتي تتضمن إضافة الفاناديوم لتحسين القوة بشكل كبير. لا يزال إنتاج قضبان الصلب عالية القوة 600 ميجا باسكال من خلال النيوبيوم والتيتانيوم والتحكم في العملية أمرًا نادرًا.
تكنولوجيا سبائك الفاناديوم هي المسار التقني الرئيسي لتطوير قضبان الصلب عالية القوة القابلة للحام على مستوى العالم. ويمكن التحكم في العملية من خلال الدرفلة المتحكم فيها والتبريد المتحكم فيه أو المعالجة الحرارية بعد الدرفلة. يتم إنتاج القضبان الفولاذية عالية القوة من خلال الدرفلة المتحكم فيها والتبريد المتحكم فيه، وذلك من خلال الدرفلة بدرجة حرارة منخفضة والتبريد السريع بشكل أساسي لتقليل حجم الحبيبات وتحسين القوة.
إن استخدام نفس عملية الإنتاج مثل قضبان الصلب متوسطة ومنخفضة القوة لإنتاج قضبان الصلب عالية القوة 600 ميجا باسكال من خلال السبائك له عدة فوائد. أولاً، إنه يتجنب تحويل خط الإنتاج والمشاكل المرتبطة به، بما في ذلك مدخلات التكلفة لتعديل المعدات. وثانيًا، يساعد في الإنتاج السريع على نطاق واسع والترويج لمنتجات HRB600 الجديدة.
ومع ذلك، فإن الاعتماد فقط على السبائك لتحسين القوة يزيد من تكلفة السبائك، كما يمكن أن يتسبب ارتفاع محتوى السبائك في حدوث تشوهات هيكلية.
وفي الختام، فإن مسار العملية الحالية لإنتاج حديد التسليح عالي القوة 600 ميجا باسكال هو في الأساس عملية صناعة السبائك، مدعومة بالتحكم في العملية. خلال المرحلة الأولية، يجب أن تكون عملية إنتاج التسليح عالي القوة 600 ميجا باسكال قريبة قدر الإمكان من عملية إنتاج التسليح متوسط ومنخفض القوة لتسهيل اعتماده وتطبيقه على نطاق واسع.
3. عملية إنتاج التعزيزات المضادة للزلازل عالية القوة
نظرًا للطلبات المتزايدة لصناعة التشييد الصينية على قضبان الصلب عالية الأداء، هناك قلق واسع النطاق بشأن سلامة هياكل المباني ومقاومتها للزلازل.
3.1 تصميم التركيب والخواص الميكانيكية
في المعيار GB 1499.2-2007، تم تضمين مؤشر الأداء الزلزالي للتقوية لأول مرة كمعيار وطني. وقد تم تحديد ثلاثة مؤشرات تمثيلية للتقوية الزلزالية: نسبة القوة إلى المردود (R ˚ m / R ˚ eL)، ومؤشر الأداء الزلزالي الفائق نسبة الانحناء (R ˚ eL/ReL)، والاستطالة الكلية عند أقصى قوة (Agt).
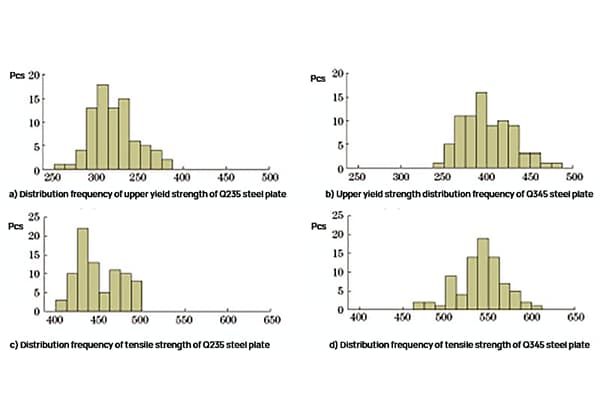
يوضّح الجدولان 3 و4 التركيب الكيميائي ومؤشرات الخواص الميكانيكية لحديد التسليح الزلزالي HRB400E وHRB500E من مصنع فولاذ محلي. تم الحصول على هذه المؤشرات من الفحص متعدد العينات.
الجدول 3 التركيب الكيميائي للتركيب الكيميائي لتقوية HRB400E وHRB500E ذات القوة الزلزالية العالية %
العلامة التجارية
C
سي
من
V
HRB400E
0.19-0.25
0.36-0.57
0.27-1.52
0.035-0.056
HRB500E
0.20-0.25
0.36-0.57
1.38-1.58
0.082-0.113
الجدول 4 فحص الخواص الميكانيكية لتقوية HRB400E وHRB500E ذات القوة الزلزالية العالية
العلامة التجارية
رطل، ميجا باسكال
ر م، م ب أ
A,%
أغت ,%
R0م/ص0ص ل
R0pL/RpL
HRB400E
425-485
570-625
21.5-30.5
10.5-18.5
1.28-1.41
1.06-1.21
HRBS00E
515-595
665-725
19.5-26.5
10.0-17.5
1.26-1.39
1.03-1.19
3.2 المسار التقني
3.2.1 تقنية السبائك الدقيقة
إن أداء الإجهاد العالي منخفض الدورة هو مؤشر الزلازل الأساسي لقضبان الصلب.
تتمثل الطريقة الأساسية لتعزيز أداء الإجهاد عالي الإجهاد منخفض الدورة لقضبان الصلب الزلزالي في تحسين أداء الإجهاد عالي الإجهاد لقضبان الصلب الزلزالي من خلال السبائك الدقيقة. تُستخدم هذه التقنية على نطاق واسع محليًا ودوليًا لتحسين الخصائص الشاملة لقضبان الصلب من خلال تنقية الحبيبات وتقوية الترسيب.
في الصين، يُفضّل استخدام الفاناديوم كعنصر من السبائك الدقيقة، وتُضاف كمية صغيرة من النيتروجين في نفس الوقت لزيادة عدد الأطوار المترسبة من V (C، N). هذا يعزز دور تقوية الترسيب وتقوية الحبوب الدقيقة، ويحسن بشكل كبير الأداء الزلزالي للصلب.
كما نجح بعض الباحثين أيضًا في تطوير تقوية مضادة للزلازل عالية القوة مضادة للزلازل بدرجة 600 ميجا باسكال باستخدام عملية السبائك الدقيقة Cr+V. يُستخدم الفاناديوم لتكوين مركبات V (C، N) في الفولاذ، مما يحسن قوته بشكل كبير. بالإضافة إلى ذلك، تتم إضافة كمية معينة من الكروم لتعزيز الأداء الزلزالي للتقوية. تفي الخواص الميكانيكية النهائية بمتطلبات مقاومة الزلازل عالية القوة الحبيبية الدقيقة 600 ميجا باسكال.
يتكون التركيب المعدني للتقوية من "الفريت + البرليت" عند الحافة والوسط، مع عدم وجود بنية من البينيت أو بنية تقسية الحواف التي من شأنها أن تؤثر سلبًا على أداء الخدمة.
3.2.2.2 تقنية التبلور الدقيق
لليابان تاريخ طويل في دراسة تكنولوجيا التبلور الدقيق، والتي تنطوي على الجمع بين الدرفلة ذات التشوه الكبير وإعادة التبلور الديناميكي لتحسين بنية الحبيبات. وقد أدى ذلك إلى تطوير حديد التسليح الزلزالي فائق القوة مع قوة تتراوح بين 685-980 ميجا باسكال، والتي تعتبر على مستوى متقدم على المستوى الدولي.
وفي المقابل، تركز الصين على الجمع بين التشوه والتحول الطوري لتحقيق صقل الحبيبات.
لوحظ أن القضبان الفولاذية ذات الحبيبات الدقيقة تتميز بنطاقها الواسع من التشوه اللدني الدوري وانخفاض احتمالية التشقق أثناء تشوه المواد. وبالإضافة إلى ذلك، تتمتع هذه القضبان بصلابة دورية أعلى وعمر إجهاد أقل للدورة مقارنةً بقضبان الصلب المعالجة بالحرارة. علاوة على ذلك، يتمتع الفولاذ فائق النعومة بحبيبات فائقة الصلابة قابلية اللحام من فولاذ الفريت بيرلايت الفريت.
ومع ذلك، لا تزال هناك بعض القيود في التطبيق العملي لقضبان الصلب ذات الحبيبات الدقيقة. وتشمل هذه القيود المتطلبات الصارمة للمعدات وحجم قطعة العمل، والبنية المجهرية والخصائص غير المتساوية بسبب التشوه والتبريد غير المتساوي للقضبان كبيرة الحجم، وانخفاض نسبة إنتاجية القوة بسبب زيادة قوة الخضوع عن قوة الشد عندما يكون حجم الحبيبات صغيرًا جدًا. كما يتميز الفولاذ ذو الحبيبات الدقيقة أيضًا بمقاومة منخفضة للتآكل بسبب بنية الحبيبات الدقيقة وزيادة عدد حدود الحبيبات.
لذلك، من الضروري إجراء المزيد من التطوير لتقنية التبلور الدقيق.
4. خاتمة
هناك ثلاث طرق شائعة لإنتاج قضبان الصلب عالية القوة وهي السبائك الدقيقة والتبلور الدقيق والمعالجة الحرارية للنفايات.
مقارنةً بالعمليتين الأخريين، تتميز القضبان الفولاذية ذات السبائك الدقيقة بأداء مستقر، وحساسية منخفضة لتقادم الإجهاد، وأداء لحام جيد.
يتم إنتاج قضبان الصلب المعالجة حرارياً عن طريق تبريد قضبان الصلب المدرفلة على الساخن، مما يؤدي إلى تحسين القوة. وتتسم هذه العملية بالكفاءة في استخدام الموارد والطاقة، مما يؤدي إلى انخفاض تكاليف الإنتاج.
إن التسليح الدقيق الحبيبات قادر على تلبية متطلبات القوة والمتانة للتقوية الزلزالية.
على الرغم من هذه التطورات، لا تزال هناك بعض التحديات في العمليات المذكورة أعلاه، بما في ذلك:
تعقيد تقنية التبلور الدقيق وانخفاض نسبة إنتاجية قوة التسليح.
ولذلك، لإنتاج قضبان فولاذية عالية القوة، من الضروري الجمع بفعالية بين تقنيات السبائك الدقيقة والبلورة الدقيقة والمعالجة الحرارية للنفايات بناءً على احتياجات التطبيق الفعلية وفعالية التكلفة. لن يؤدي ذلك إلى تقليل إضافة عناصر السبائك وخفض تكاليف الإنتاج فحسب، بل سيعزز أيضًا بشكل كبير من الخواص الميكانيكية للصلب القضبان.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
ما الذي يجعل المعدن الأقوى؟ في هذا المقال، نستكشف عالم المعادن الرائع، بدءاً من قوة الشد التي لا مثيل لها في التنجستن إلى مقاومة التيتانيوم المذهلة للتآكل. اكتشف كيف يمكن لهذه المعادن القوية...
في هذا المقال، نستكشف طرق الاختبار غير المدمرة المبتكرة التي تكشف عن الدرجة والقوة الحقيقية لهياكل الصلب. تعرّف على كيفية استخدام العلماء لاختبارات الصلابة والصيغ التجريبية للتأكد من...
ما الذي يجعل التبريد بالتسخين الحثي ضروريًا في تشغيل المعادن الحديثة؟ تخيل تحويل الصلب عالي السرعة في ثوانٍ، وتحقيق الصلابة والكفاءة المثلى دون التأثير البيئي للطرق التقليدية. تتعمق هذه المقالة في...
ماذا لو كان بإمكانك إطلاق العنان للقوة الخفية في المعادن باستخدام بعض التقنيات المبتكرة؟ تتعمق هذه المقالة في أربع عمليات مجربة - تقوية المحلول الصلب، وتقوية العمل وتقوية الحبيبات الدقيقة، وتقوية...
يمكن لإزالة الكربنة في الفولاذ عالي السرعة أن يقلل بشكل كبير من جودة المنتج، مما يتسبب في الفشل المبكر، وشقوق التبريد، وانخفاض قوة التعب. ولكن ما الذي يسبب هذا التأثير الضار؟ الملوثات في حمامات الملح، والرطوبة في...
لماذا تتعطل المكونات ذات درجات الحرارة العالية مثل التوربينات البخارية والغلايات قبل الأوان؟ تكمن الإجابة في التفاعل المعقد بين الزحف والتعب. تستكشف هذه المقالة طرقًا مختلفة للتنبؤ بالتفاعل المعقد بين الزحف والإجهاد...
لماذا يظل فولاذ الأدوات حادًا حتى في درجات الحرارة العالية بينما يفقد فولاذ آخر حدته بسرعة؟ تستكشف هذه المقالة الاختلافات الرئيسية بين الفولاذ عالي السرعة (HSS) وفولاذ التنغستن...
لماذا ينكسر الفولاذ عالي الكربون بسهولة أكبر؟ عندما يضاف الكربون إلى الفولاذ لتعزيز قوته، فإنه يشكل كربيدات الحديد التي تعمل ككاثودات، مما يسرع من التآكل. تحبس هذه العملية...
ما الذي يجعل من التيتانيوم مادة لا غنى عنها في صناعة الطيران، والزراعات الطبية، والأدوات اليومية مثل أدوات المطبخ؟ تتعمق هذه المقالة في خصائص التيتانيوم الفريدة، بدءاً من قوته العالية وكثافته المنخفضة إلى خصائصه الرائعة...