
حاسبة وزن الفولاذ: أداة مجانية على الإنترنت
هل تشعر بالفضول بشأن وزن مشروعك الفولاذي؟ لا مزيد من البحث! في منشور المدونة هذا، سوف نستكشف عالم حساب وزن الفولاذ المثير للاهتمام. كمهندس ميكانيكي متمرس، سوف...
هل تساءلت يومًا عن سبب وجود عيوب سطحية في بعض منتجات الصلب؟ تكشف هذه المقالة عن العيوب الشائعة في الفولاذ المدرفل على الساخن، مثل قشور الأكسيد المضغوط والبثور. من خلال فهم أسبابها والوقاية منها، ستحصل على رؤى لتحسين جودة الصلب وكفاءة الإنتاج. تعمق لمعرفة المزيد!

درفلة الصلب هي عملية تشكيل المعادن الحرجة التي تغير شكل وأبعاد سبائك الصلب أو القضبان من خلال تطبيق قوى الضغط من خلال لفات دوارة. وتصنف هذه العملية إلى نوعين رئيسيين: الدرفلة على الساخن والدرفلة على البارد، ولكل منهما خصائص وتطبيقات مميزة.
تتم الدرفلة على الساخن في درجات حرارة مرتفعة تتراوح عادةً بين 1100 درجة مئوية و1250 درجة مئوية (2012 درجة فهرنهايت إلى 2282 درجة فهرنهايت). في درجات الحرارة هذه، يُظهر الفولاذ ليونة متزايدة ومقاومة تشوه منخفضة، مما يسمح بتغييرات كبيرة في الشكل مع مدخلات طاقة أقل نسبيًا. هذه العملية فعالة بشكل خاص للتشوه على نطاق واسع وإنتاج منتجات شبه جاهزة مثل الألواح والصفائح والأشكال الهيكلية.
تمثل شرائح الصلب المدرفلة على الساخن تطبيقًا جوهريًا لعملية الدرفلة على الساخن. وينطوي إنتاج هذه الشرائط على سلسلة من تمريرات الدرفلة التي يتم التحكم فيها بدقة، وغالبًا ما تكون في تكوين مطحنة مستمرة أو شبه مستمرة. لا تقوم هذه العملية بتشكيل الفولاذ فحسب، بل تعمل أيضًا على صقل بنية حبيباته، مما يساهم في تحسين الخواص الميكانيكية.
في صناعة الصلب الحديثة، وصل إنتاج الشرائح المدرفلة على الساخن إلى مستوى عالٍ من التطور التكنولوجي. وتتيح أنظمة التحكم المتقدمة، إلى جانب أحدث الأجهزة وأجهزة الاستشعار، إدارة دقيقة لمعلمات الدرفلة مثل درجة الحرارة، وفجوة الدرفلة، وسرعة الدرفلة، ومعدلات التبريد. ويؤدي هذا المستوى من التحكم إلى اتساق جودة المنتج وارتفاع كفاءة خط الإنتاج، حيث تتجاوز معدلات التشغيل في كثير من الأحيان 90%.
وعلى الرغم من هذه التطورات، فإن التعقيد المتأصل في عملية الدرفلة على الساخن يمثل تحديات مستمرة. يمكن أن يؤدي التفاعل بين مختلف معلمات العملية وظروف المعدات وخصائص المواد إلى مشاكل في جودة المنتج النهائي. وتشمل العيوب الشائعة الاختلافات في السُمك، وعيوب السطح، وعيوب الشكل (على سبيل المثال، تموجات الحواف أو التواءات المركز)، والتناقضات في الخواص الميكانيكية على طول الشريط أو عرضه.
وللتخفيف من حدة هذه التحديات، تستخدم مصانع الشرائح الساخنة الحديثة استراتيجيات متقدمة للتحكم في العمليات، مثل التحكم التنبؤي القائم على النموذج، والأنظمة التكيفية، ومراقبة الجودة في الوقت الحقيقي. وبالإضافة إلى ذلك، تركز الأبحاث الجارية على تطوير تصميمات أكثر قوة للسبائك، وتحسين جداول تمرير اللفائف، وتنفيذ خوارزميات التعلم الآلي للتنبؤ بالعيوب والوقاية منها.


مقياس الأكسيد المضغوط هو عيب سطحي يتكون من انضغاط مقياس الأكسيد في سطح شريط الصلب أثناء الدرفلة على الساخن. واعتمادًا على سببه، يمكن تقسيمه إلى قشور الأكسيد الناتجة عن الفرن (أولية)، أو قشور الأكسيد الناتجة عن الدرفلة (ثانوية)، أو قشور الأكسيد من سطح اللفافة التي تنفصل وتضغط في شريط الصلب (ثانوي).
① تشققات طولية شديدة على سطح البليت الصلب;
② عملية تسخين غير سليمة أو عملية تسخين غير سليمة لقضبان الصلب، مما يجعل من الصعب إزالة القشور الأولية;
③ انخفاض الضغط في ماء إزالة الترسبات الكلسية عالي الضغط أو انسداد الفوهة أثناء عملية الدرفلة، مما يؤدي إلى إنتاج قشور الأكسيد التي يتم ضغطها على سطح الشريط الفولاذي;
④ سرعة الدرفلة السريعة جدًا أو ضعف تبريد اللفائف، مما يتسبب في تقشر طبقة الأكسيد على سطح اللفافة وانضغاطها على سطح الشريط الفولاذي.
يؤثر على جودة سطح الشريط الفولاذي وتأثير الطلاء.
①تعزيز فحص جودة البليت الصلب. يجب تنظيف القضبان ذات الشقوق الطولية الشديدة على السطح وتأهيلها قبل الاستخدام;
② تطوير عملية تسخين معقولة لقضبان الصلب، وتسخينها وفقًا للمواصفات;
③ افحص بانتظام معدات نظام مياه إزالة الترسبات عالية الضغط لضمان ضغط مياه إزالة الترسبات وتجنب انسداد الفوهة;
④ التحكم بشكل معقول في وتيرة الدرفلة وضمان تأثير تبريد اللفائف ومنع تقشر طبقة الأكسيد على سطح اللفافة.

الندبة عبارة عن ندبة غير منتظمة الشكل ومرتفعة صفيحة معدنية مثبتة على سطح الشريط الفولاذي، وتظهر على شكل ورقة أو ريشة أو قضيب أو حراشف سمك أو لسان أو ما شابه ذلك.
هناك نوعان من الندوب: أحدهما متصل بجسم الصلب وينطوي على سطح الصفيحة ولا يسهل سقوطه، والآخر غير متصل بجسم الصلب ولكنه ملتصق بسطح الصفيحة ويسهل سقوطه مكونًا حفرة ملساء نسبيًا بعد سقوطه.
① لم يتم تنظيف الندبة الأصلية أو العيب الجلدي الثقيل على سطح البليت وبقي على سطح الشريط الفولاذي بعد الدرفلة;
② بقايا تنظيف اللهب على سطح البليت، والتي تم ضغطها على سطح الشريط الفولاذي أثناء الدرفلة.
يمكن أن يؤدي إلى تقشير المعدن أو حدوث ثقوب أثناء المعالجة والاستخدام اللاحقين.
تعزيز فحص جودة البليت، وتنظيف أي ندوب أو بقايا تنظيف باللهب على سطح البليت قبل الدرفلة.
البثور عبارة عن انتفاخات دائرية أو بيضاوية الشكل على سطح الشريط الفولاذي موزعة بشكل غير منتظم. وتكون حافتها الخارجية ملساء نسبياً. بعد سحق البثور، قد يظهر على سطح الشريط الفولاذي تشققات أو تقشر.
لا تبرز بعض البثور ويكون لها سطح لامع بعد تسطيحها، ويظهر السطح المقطوع بنية طبقية.
① تراكم الكثير من الغازات داخل البليت بسبب سوء إزالة الأكسدة أو نفخ النيتروجين بشكل غير صحيح;
② يكون البليت في الفرن لفترة طويلة، وتتعرض الفقاعات تحت الجلد وتتراكم.
قد يسبب طبقات أو لحام رديء أثناء المعالجة والاستخدام اللاحقين.
①تعزيز فحص جودة البليت وتجنب استخدام القضبان ذات العيوب الفقاعية المكشوفة;
② اتبع بدقة مواصفات تسخين البليت وتجنب إبقاء البليت في الفرن لفترة طويلة جدًا.

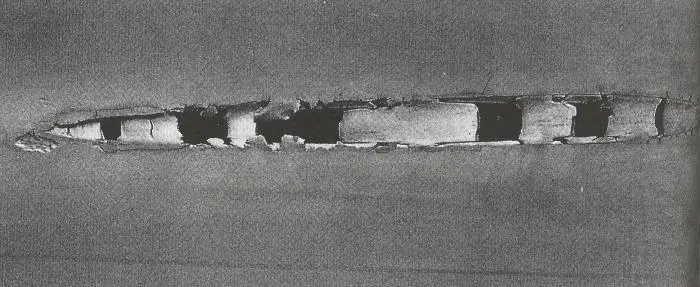
يُطلق على ظاهرة تداخل الطبقات المتعددة أو تدحرجها أو ثقبها أو تمزقها وما إلى ذلك على سطح الشريط الفولاذي اسم السحق المتداول.
① الضبط غير الصحيح لخلوص اللفافة أو سوء المطابقة بين شكل اللفافة وشكل البليت الوارد، مما يؤدي إلى تمديد غير متساوٍ لشريط الفولاذ;
② درجة حرارة تسخين موضعي غير متساوية للبليت أو درجة حرارة غير متساوية للقطعة المدرفلة;
③ ضبط درجة فتح لوحة التوجيه الجانبية النهائية غير معقول;
④ معدل التدفق أثناء الدرفلة الدقيقة غير متطابق.
إن صفيحة فولاذية مع عيوب السحق المتداول لا يمكن استخدامها بسبب انقطاع عملية الدرفلة.
① قم بتهيئة أشكال البكرات بشكل معقول وانتبه لضبط خلوص البكرة;
② تعزيز التحكم في درجة حرارة تسخين البليت وضمان درجة حرارة موحدة للقطعة المدرفلة;
③ضبط درجة فتح لوحة التوجيه الجانبية النهائية بشكل معقول;
④ الحفاظ على معدل تدفق ثابت أثناء الدرفلة المستمرة.
علامات البكرات عبارة عن عيوب مقعرة ومحدبة ذات أشكال غير منتظمة يتم توزيعها بشكل دوري على سطح الشريط الفولاذي.
تكون البكرات متشققة أو بها تشققات موضعية أو بها أجسام غريبة ملتصقة بسطحها، مما ينتج عنه سطح مقعر ومحدب على البكرة، والذي يتم ضغطه على سطح شريط الصلب أثناء الدرفلة أو المعالجة النهائية، مما يشكل عيوبًا مقعرة ومحدبة.
قد تتسبب علامات الدرفلة المحدبة في حدوث عيوب في الطي أثناء عمليات الدرفلة اللاحقة، بينما قد تتسبب علامات الدرفلة المقعرة في حدوث ثقوب أثناء عمليات الدرفلة اللاحقة.
① فحص جودة سطح البكرات بانتظام، والتعامل مع البكرات التي بها تشققات أو أجسام غريبة في الوقت المناسب;
② أثناء عملية الدرفلة، تحقق من جودة سطح اللفائف في الوقت المناسب عند حدوث حالات غير طبيعية مثل انحشار الفولاذ، ورمي الذيل، وسحق الدرفلة، ومنع تلف سطح اللفائف أو التصاق الأجسام الغريبة;
③قم بإيقاف الماكينة على الفور للتحقق من جودة سطح البكرات عند العثور على علامات البكرات.

وتسمى ظاهرة ظهور لفائف الصلب على شكل بيضاوي الشكل بالتسطيح.
① ال لفائف الصلب يتعرض لصدمات مفرطة أثناء المناولة;
② يكون شد الملف الفولاذي أثناء اللف منخفضًا جدًا، ويتم تكديس الملفات أفقيًا أو بطبقات متعددة.
ويؤثر ذلك على تعبئة ومناولة لفائف الصلب، ولا يمكن استخدام الملفات المسطحة بشدة.
① التعامل مع لفائف الصلب بعناية;
② ضبط شد اللف بشكل معقول، والتحكم في عدد طبقات التكديس الأفقي، واستخدام التكديس الرأسي إذا لزم الأمر.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







