دليل المبتدئين في اللحام بالأسلاك الساخنة TIG: الخصائص والتصنيفات
تخيل تحويل عملية اللحام الخاصة بك بتقنية تعزز الكفاءة دون المساس بالجودة. يحقق اللحام بالأسلاك الساخنة TIG ذلك بالضبط من خلال التسخين المسبق لسلك اللحام، مما يعزز السرعة والتحكم. تستكشف هذه المقالة خصائص اللحام بالأسلاك الساخنة TIG وطرقه المختلفة، وتسلط الضوء على مزاياه مقارنة باللحام التقليدي TIG وMIG. سيتعلم القراء كيف تعمل هذه الطريقة على تحسين اللحامات، مما يجعلها مثالية للهياكل متوسطة السماكة. تعمق في الموضوع لتكتشف كيف يمكن للحام السلك الساخن TIG أن يُحدث ثورة في نهجك لتحقيق جودة لحام فائقة.
اللحام بالأسلاك الساخنة TIG هو عملية لحام متقدمة وعالية الجودة وموفرة للطاقة تطورت من اللحام التقليدي TIG (غاز التنغستن الخامل) في عام 1956. تعمل هذه التقنية المبتكرة على تحسين إنتاجية اللحام بشكل كبير مع الحفاظ على جودة اللحام الفائقة.
ينطوي المبدأ الأساسي للحام السلك الساخن TIG على التسخين المسبق لسلك الحشو إلى درجة حرارة محددة قبل إدخاله في حوض اللحام. يتم تحقيق هذا التسخين المسبق عادةً عن طريق تمرير تيار كهربائي عبر السلك، باستخدام مقاومته الكهربائية لتوليد الحرارة. من خلال رفع درجة حرارة السلك قبل دخوله في حوض اللحام المنصهر، تسهل العملية من سرعة الذوبان ومعدلات الترسيب، مما يؤدي في النهاية إلى زيادة سرعات اللحام وتحسين الكفاءة.
يتم التحكم في درجة حرارة التسخين المسبق بعناية ويمكن أن تتراوح من 300 درجة مئوية إلى 800 درجة مئوية (572 درجة فهرنهايت إلى 1472 درجة فهرنهايت)، اعتمادًا على المادة التي يتم لحامها والنتائج المرجوة. يسمح هذا التحكم الدقيق في درجة الحرارة بتحسين مدخلات الحرارة وتقليل الإجهاد الحراري على قطعة العمل وتحسين التحكم في ديناميكيات حوض اللحام.
من خلال الجمع بين اللحامات عالية الجودة المميزة للحام TIG التقليدي ومعدلات الترسيب المتزايدة لتقنية الأسلاك الساخنة، تقدم هذه العملية العديد من المزايا الرئيسية:
زيادة الإنتاجية: يمكن أن تصل سرعات اللحام إلى 3-4 مرات أسرع من اللحام التقليدي TIG.
تحسين كفاءة الطاقة: يتطلب إدخال حرارة أقل من القوس، مما يقلل من الاستهلاك الكلي للطاقة.
جودة لحام محسّنة: يسمح السلك المسخن مسبقًا بالتحكم بشكل أفضل في حوض اللحام، مما يؤدي إلى حبات لحام أكثر سلاسة وتقليل مخاطر العيوب.
قدرات المواد الموسعة: يعتبر سلك TIG الساخن فعالاً بشكل خاص في لحام المواد الحساسة للحرارة والمقاطع السميكة.
خصائص وتصنيفات اللحام بالأسلاك الساخنة TIG
يعمل اللحام بالأسلاك الساخنة TIG على تحسين جودة اللحام من خلال آليات تآزرية متعددة. وتشمل هذه الآليات تنقية سطح سلك اللحام بالحرارة المتبقية، وتحريك البركة المنصهرة بواسطة التيارات الحرارية المتبقية، وتعديل شكل القوس عبر المجال المغناطيسي الناتج عن تيار التسخين المسبق. وتسمح هذه العملية بالتحكم المستقل في طاقة التسخين المسبق للسلك وطاقة قوس اللحام وفصل معدل الترسيب عن مدخلات الحرارة.
وتتمثل الميزة الرئيسية لهذه التقنية في القدرة على زيادة سرعة انصهار الأسلاك دون زيادة مدخلات الحرارة بشكل متناسب. ويؤدي ذلك إلى زيادة كبيرة في كفاءة اللحام، حيث يمكن أن تتضاعف معدلات الترسيب وسرعات اللحام مقارنة باللحام التقليدي TIG، مع الحفاظ على نفس مستويات التيار.
يجمع لحام الأسلاك الساخنة TIG بين خصائص اللحام عالية الجودة التي يتميز بها لحام TIG التقليدي مع تحسين الإنتاجية، مما يجعله مناسباً بشكل خاص لهياكل اللحام المتوسطة إلى السميكة. في حين أن معدلات ترسيبها مماثلة للحام MIG، فإن لحام السلك الساخن TIG يوفر تحكمًا فائقًا في تشكيل اللحام بسبب سرعة تغذية السلك المستقلة. ويسمح هذا الاستقلال عن تيار اللحام باندماج أفضل للجدار الجانبي في تكوينات الأخدود المفتوح، متفوقاً بذلك على MIG في هذا الجانب.
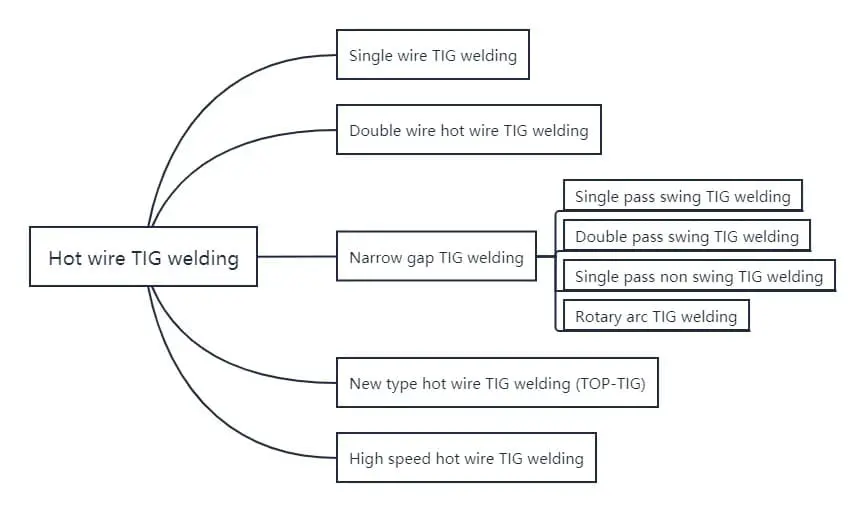
وقد أدى تطور اللحام بالأسلاك الساخنة TIG إلى تطوير تقنيات متخصصة متنوعة، تتميز في المقام الأول بطرق تسخين الأسلاك الخاصة بها. وتهدف هذه الابتكارات إلى زيادة تعزيز كفاءة الترسيب وتوسيع نطاق تطبيق العملية عبر سيناريوهات اللحام المتنوعة. يوضح الشكل 1 التصنيفات الرئيسية لمتغيرات اللحام بالأسلاك الساخنة TIG.
الشكل 1: التصنيفات الرئيسية لـ TIG السلك الساخن طرق اللحام.
لحام الأسلاك الساخنة عالية التردد بالحث عالي التردد TIG لسبائك الألومنيوم
تستخدم طرق لحام السلك الساخن TIG الحالية في الداخل والخارج تيارًا معينًا على سلك اللحام لتسخينه بواسطة المقاومة الناتجة عن سلك اللحام نفسه. ومع ذلك، فإن هذه الطريقة بها بعض أوجه القصور:
أولاً، يصعب التحكم في درجة حرارة سلك اللحام، مما يؤثر على كفاءة اللحام و جودة اللحام.
ثانيًا، توجد دائرة تيار سلك ساخن بين قطعة العمل وسلك اللحام المجاور لدائرة اللحام الرئيسية. ويتأثر قوس اللحام بقوة لورنتز المغناطيسية لهذه الدائرة، مما يتسبب في حدوث ضربة مغناطيسية، والتي لها تأثير سلبي على شكل اللحام وتحديد موضع القوس بدقة. وفي الحالات الشديدة، قد يمنع ذلك اللحام.
ثالثًا، بالنسبة إلى منخفضياللحام بالمقاومة مثل أسلاك الألومنيوم وسبائك الألومنيوم، تكون كفاءة التسخين بالمقاومة منخفضة، مما يجعل من الصعب الوصول إلى درجة الحرارة المناسبة.
لذلك، فإن اللحام بالأسلاك الساخنة التقليدية TIG غير مناسب للحام السبائك مثل الألومنيوم والنحاس.
بالمقارنة مع لحام الأسلاك الساخنة التقليدية TIG، يتميز لحام الأسلاك الساخنة TIG بالتسخين الحثي عالي التردد بالخصائص التالية:
كفاءة تسخين عالية للأسلاك وسرعة تسخين سريعة.
مناسبة لتسخين مختلف المواد المعدنية من أسلاك اللحام، وخاصة أسلاك اللحام منخفضة المقاومة.
لا يوجد أي تداخل من المجال المغناطيسي للتيار الجانبي، مما يقضي على ظاهرة النفخ المغناطيسي.
يمكن التحكم في درجة حرارة سلك اللحام بدقة عن طريق التحكم في تيار الخرج عالي التردد. ومن خلال تغيير تردد تذبذب الخرج والاستفادة من تأثير الجلد الحثي عالي التردد، يمكن التحكم في عمق التسخين بالحث.
وباستخدام قوس TIG كمصدر للحرارة، يتم تسخين سلك اللحام الذي على وشك الدخول إلى حوض اللحام المنصهر مباشرة، كما هو موضح في الشكل 2.
الشكل 2 رسم تخطيطي للسلك الحراري القوسي الكهربائي
العوامل الرئيسية التي تؤثر على درجة حرارة سلك اللحام هي تيار قوس السلك الساخن I، وسرعة تغذية السلك V، وتبديد حرارة سطح سلك اللحام Qf، وانتقال حرارة الإشعاع لقوس اللحام على سلك اللحام Qt.
من بينها، العاملان الأولان هما العاملان المؤثران الرئيسيان. لا يزال تأثير Qt موجودًا في حالة عدم وجود لحام السلك الساخن، لذلك يمكن حذفه عند المقارنة، ويمكن أن يعزى تأثير Qf إلى تأثير التسخين الفعال للقوس η.
تأثير تيار قوس السلك الساخن وسرعة تغذية السلك
يوضح الشكل 3 مبدأ القياس، باستخدام تخزين الطاقة اللحام الموضعي لحام المزدوج الحراري بسلك اللحام وتثبيته على طاولة العمل. تحت محرك المحرك، يتحرك مسدس اللحام بسرعة معينة لمحاكاة تغذية السلك.
الشكل 3 رسم تخطيطي لنظام قياس درجة الحرارة.
يتم توصيل الإشارة الكهربائية التي تولدها المزدوجة الحرارية بجهاز قياس درجة الحرارة متعدد القنوات، ثم يتم نقل البيانات التي تم الحصول عليها إلى جهاز كمبيوتر لتخزينها وتحليلها.
كما هو موضح في الشكل 4، ترتفع درجة الحرارة بشكل حاد في لحظة معينة ثم تنخفض ببطء. يمكن اعتبار درجة الحرارة عند النقطة الأكثر سخونة في مجال درجة الحرارة حيث يتحرك مصدر الحرارة [4] هي درجة الحرارة عندما يمر القوس عبر المزدوجة الحرارية.
يتم الحصول على درجة حرارة سلك اللحام عند دخوله الحوض المنصهر من خلال الجمع بين سرعة تغذية السلك، والمسافة بين نقطة تسخين القوس والحوض المنصهر، واستخدام الاستيفاء.
الشكل 5 العلاقة بين درجة الحرارة وتيار السلك وسرعة التغذية.
كما هو موضح في الشكل 5، عندما تكون سرعة تغذية السلك ثابتة، يزداد ارتفاع درجة الحرارة خطيًا مع التيار، ويتحدد ميله بكفاءة التسخين η؛ عندما يكون تيار قوس السلك الساخن ثابتًا، ينخفض ارتفاع درجة الحرارة وفقًا لقاعدة قطعية زائدية مع سرعة تغذية السلك، ويتحدد شكل القطع الزائد بكفاءة التسخين η.
يمكن حساب كفاءة التسخين η لسرعات تغذية الأسلاك المختلفة من ميل المنحنى.
الخاتمة
(1) يرتبط ارتفاع درجة حرارة سلك اللحام باستخدام طريقة السلك الساخن القوسي خطيًا بتيار قوس السلك الساخن ويتناسب عكسيًا مع سرعة تغذية السلك.
(2) يمكن أن يحسن لحام الأسلاك الساخنة TIG القوسي بشكل كبير من كفاءة لحام TIG.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل تساءلت يوماً كيف تقف ناطحات السحاب شامخة أو كيف تبقى السيارات ملحومة معاً؟ تكشف هذه المدونة عن السحر الكامن وراء آلات اللحام الكهربائية. تعرّف على أفضل الشركات المصنعة مثل لينكولن إلكتريك وميلر للحام...
هل تساءلت يومًا ما هي العلامات التجارية لمعدات اللحام التي تقود الصناعة اليوم؟ تستكشف هذه المقالة أفضل عشر شركات مصنعة لماكينات اللحام، وتسلط الضوء على ابتكاراتها وحضورها العالمي ونقاط قوتها الفريدة....
هل تساءلت يومًا كيف يحقق اللحامون وصلات مثالية في المواضع الصعبة؟ اللحام 6GR هو تقنية متخصصة في لحام خطوط الأنابيب بحلقة عوائق بزاوية 45 درجة، وهي تقنية حاسمة لضمان...
هل تساءلت يومًا ما معنى تلك الأرقام والحروف الموجودة على قضبان اللحام؟ يزيل هذا المقال الغموض عن نظام ترميز قضبان اللحام المصنوعة من الفولاذ المقاوم للصدأ والكربون، مما يساعدك على فهم قوة الشد الخاصة بها...
هل تساءلت يومًا عن كيفية حساب استهلاك قضبان اللحام بدقة؟ في منشور المدونة هذا، سنستكشف الطرق والصيغ التي يستخدمها خبراء الصناعة لتقدير استهلاك قضبان اللحام...
يمكن أن يؤدي تشوه اللحام في الفولاذ المقاوم للصدأ إلى مشاكل كبيرة في تصنيع المعادن. تستكشف هذه المقالة طرقًا مختلفة للتحكم في هذه التشوهات وتصحيحها، مثل استخدام ألواح النحاس، والماء...
هل تساءلت يومًا كيف يقوم المحترفون بعمل قطع دقيقة في المعدن السميك دون اللجوء إلى الطرق التقليدية؟ قد يكون التقطيع بالقوس الكربوني هو الإجابة التي تبحث عنها. هذه العملية، باستخدام...
هل تساءلت يومًا ما عن كيفية لحام أنواع مختلفة من الفولاذ المقاوم للصدأ بفعالية؟ تتعمق هذه المقالة في طرق اللحام المتخصصة للفولاذ المقاوم للصدأ المارتنسيتي والدوبلكس الفولاذ المقاوم للصدأ، وتوضح بالتفصيل التحديات...