هل تساءلت يومًا كيف يتم قطع الصفائح المعدنية الضخمة بدقة وبأقل جهد ممكن؟ في هذه المقالة، نستكشف العالم الرائع للمقصات الهيدروليكية المقصلة الهيدروليكية. ستتعرف على ميزات السلامة الخاصة بها، وإرشادات التشغيل، والتقنية الكامنة وراء عمليات القطع الدقيقة. استعد للكشف عن أسرار هذه الماكينات القوية وعزز فهمك لقدراتها المذهلة.
عند تشغيل ماكينة القص بالمقصلة الهيدروليكية، فإن الالتزام ببروتوكولات السلامة الأساسية أمر بالغ الأهمية للحد من مخاطر الحريق والصدمات الكهربائية والإصابات الشخصية. قبل تشغيل الماكينة، يجب على المشغلين مراجعة جميع التعليمات وفهمها بدقة، والاحتفاظ بها للرجوع إليها في المستقبل.
يجب أن يمتلك المشغلون فهمًا شاملاً لبنية الماكينة وخصائصها ومعاييرها التشغيلية على النحو المفصل في دليل التشغيل. في سيناريوهات تعدد المشغلين، يجب أن يشرف مشرف معين على الإنتاج لضمان التشغيل المتماسك والآمن.
يُحظر تمامًا تشغيل الماكينة بأي جزء من الجسم، بما في ذلك اليدين، داخل منطقة تشغيل الماكينة. يجب توخي الحذر بشكل خاص لمنع اليدين من دخول المسافة بين القالبين العلوي والسفلي لأن ذلك يشكل خطرًا شديدًا للإصابة.
يجب استخدام التشحيم وفقًا لمخطط التشحيم المقدم، مما يضمن الصيانة المناسبة للماكينة وطول عمرها الافتراضي.
الحفاظ على مساحة عمل نظيفة ومنظمة، بما في ذلك المنطقة المحيطة وخطوط العزل الكهربائي. وينبغي إيلاء اهتمام خاص للحفاظ على منطقة طاولة العمل خالية من العوائق لمنع الحوادث وضمان سير العمل على النحو الأمثل.
إجراء فحوصات منتظمة وشاملة لجميع مكونات الماكينة لتحديد المخاطر المحتملة ومعالجتها قبل تفاقمها.
يتم ضبط ضغط التشغيل الأقصى للماكينة في المصنع عند 23 ميجا باسكال. يمكن تعديل ذلك لتلبية متطلبات تشغيلية محددة، ولكن فقط بواسطة موظفين مؤهلين يتبعون الإجراءات المناسبة.
يقتصر الوصول إلى الخزانة الكهربائية على الموظفين المصرح لهم فقط. قبل فتح باب الخزانة، تحقق من أن مفتاح الطاقة في وضع إيقاف التشغيل لمنع المخاطر الكهربائية.
هذه العلامة التحذيرية ودليل التشغيل جزء لا يتجزأ من سلامة الماكينة. لا تقم بإزالتهما أو تشويههما أو تغيير مكانهما تحت أي ظرف من الظروف.
مقدمة
نحث بشدة جميع المستخدمين والمشغلين على مراجعة دليل التشغيل هذا بدقة قبل تشغيل الماكينة. تم تصميم هذا الدليل الشامل للموظفين المتخصصين والمؤهلين، حيث يوفر المخططات والوثائق الأساسية لضمان التعامل الآمن، والتركيب السليم، والتشغيل الفعال، والصيانة الفعالة لماكينة قص الصفائح المعدنية الهيدروليكية.
المعلومات الواردة في هذا الدليل دقيقة اعتباراً من تاريخ النشر. ومع ذلك، تحتفظ شركتنا بالحق في تنفيذ التعديلات والتحسينات دون إخطار مسبق، كجزء من التزامنا بالتحسين المستمر للمنتج.
يعد التركيب السليم للماكينة، كما هو مفصل في هذا الدليل، أمرًا بالغ الأهمية لتحقيق الأداء الأمثل. كما أن عمليات الفحص المنتظمة وخدمات الصيانة الدؤوبة لا تقل أهمية للحفاظ على كفاءة الماكينة ودقتها وطول عمرها الافتراضي. سيؤدي الالتزام بهذه الإرشادات إلى إطالة عمر خدمة الماكينة بشكل كبير وضمان إنتاج ثابت وعالي الجودة.
من الضروري ملاحظة أن التشغيل غير الصحيح أو غير المسؤول لماكينة قص الصفائح المعدنية الهيدروليكية يمكن أن يؤدي إلى تلف لا يمكن إصلاحه للمعدات، والأهم من ذلك، تعريض سلامة المشغل والأفراد المحيطين به للخطر. يجب اتباع بروتوكولات السلامة الموضحة في هذا الدليل بصرامة في جميع الأوقات.
تتنصل شركتنا من أي مسؤولية عن أي أضرار أو إصابات ناتجة عن الصيانة غير السليمة أو التعديلات غير المصرح بها أو التوصيلات التي يقوم بها أفراد غير مؤهلين. للحفاظ على ضمان الماكينة وضمان تشغيلها الآمن، يجب إجراء جميع أعمال الصيانة والتعديلات من قبل فنيين معتمدين باستخدام قطع غيار وإجراءات معتمدة.
نؤكد بشدة على أهمية الفهم الكامل لهذا الدليل قبل محاولة تشغيل ماكينة قص الصفائح المعدنية الهيدروليكية. يعد الفهم الصحيح لإمكانيات الماكينة وقيودها وميزات السلامة أمرًا ضروريًا لزيادة الإنتاجية إلى أقصى حد مع الحفاظ على بيئة عمل آمنة.
من خلال اتباع الإرشادات المقدمة في هذا الدليل، يمكن للمشغلين ضمان طول عمر الماكينة، والحفاظ على دقة القطع المثلى، والحفاظ على أعلى معايير السلامة في مكان العمل في عمليات تصنيع الصفائح المعدنية.
الميزات القياسية لماكينة القص بالمقصلة
تشتهر هذه الماكينة بموثوقيتها المثبتة وقدراتها عالية الأداء في عمليات قطع المعادن الدقيقة.
تضمن بنية الإطار القوية، المصممة بمواد عالية القوة، السلامة الهيكلية طويلة الأمد ودقة القطع الثابتة على مدى فترات تشغيل طويلة.
يقلل النظام الهيدروليكي المبتكر أحادي الكتلة بشكل كبير من الأنابيب الهيدروليكية، مما يقلل من نقاط التسرب المحتملة ويعزز موثوقية النظام بشكل عام وكفاءة الصيانة.
يوفر النظام الهيدروليكي ثنائي المضخة حركة قطع سريعة ومستقلة مع السماح بضغط تثبيت متغير، مما يحسن أداء القطع عبر مختلف سماكات المواد وأنواعها.
تعمل الحماية الهيدروليكية المتكاملة من الحمل الزائد على حماية المكونات الحرجة من القوى الزائدة، مما يعزز من طول عمر الماكينة وسلامة التشغيل.
تم وضع إضاءة LED عالية الكثافة بشكل استراتيجي لتوفير رؤية مثالية لمنطقة القطع، مما يحسن دقة القطع وسلامة المشغل.
يتم تسهيل ضبط الخلوص الدقيق للشفرة من خلال نظام مؤشر سهل الاستخدام تتم معايرته حسب سُمك المادة، مما يضمن جودة قطع متسقة عبر مختلف أبعاد المخزون.
يتيح نظام ضبط زاوية أشعل النار الكهربائي المائي ضبط زاوية الشفرة بدقة، مما يقلل من تشويه المواد ويزيد من قدرة القطع الفعالة للماكينة للصفائح الأكثر سمكًا.
صُنعت شفرات القص من فولاذ الأدوات D2 من الدرجة الممتازة الذي يتميز بمحتوى عالٍ من الكروم والكربون للحصول على صلابة فائقة ومقاومة للتآكل وأداء قطع فائق. يتم تصنيع هذه الشفرات حصريًا في المملكة المتحدة وفقًا لمعايير الجودة الصارمة.
تم تجهيز المقياس الخلفي الآلي المزود بمحرك مع شوط 750 مم بقراءة رقمية وعجلة يدوية ذات ضبط دقيق، مما يسهل تحديد موضع المواد بدقة وعمليات القطع المتكررة.
يشتمل النظام الكهربائي على مكونات من الدرجة الصناعية مع حماية مدمجة للحمل الزائد للمحرك، مما يضمن أداءً موثوقاً وحماية ضد الأعطال الكهربائية.
يعمل ذراع التربيع مقاس 1000 مم المزود بمقياس مدمج وموقف قابل للسحب على تحسين مناولة المواد وتحسين دقة القطع لعمليات تشغيل الصفائح المعدنية الكبيرة.
يتم تسليم الماكينة مزودة بنظام هيدروليكي معبأ بالكامل، مما يسمح بالتشغيل الفوري عند التركيب.
يتم تضمين مجموعة شاملة من أدوات الصيانة التي تدعم الصيانة الروتينية والتعديلات الطفيفة للحفاظ على الأداء الأمثل.
تركيب المقصات الهيدروليكية المقصلة الهيدروليكية
تعبئة وشحن المقصات المقصات المقصلة
يتم إعداد جميع الماكينات بدقة للشحن، مع تثبيت ذراع التربيع ودواسة القدم بإحكام على واقي اليد لمنع الحركة أثناء النقل. يتم تخزين مجموعة شاملة من أدوات العمل ودليل التشغيل المفصل بأمان داخل اللوحة الكهربائية لسهولة الوصول إليها عند الوصول.
جميع الأسطح المعدنية المكشوفة محمية بمركب مقاوم للتآكل، ويمكن إزالته بسهولة باستخدام المذيبات المناسبة أو الكيروسين.
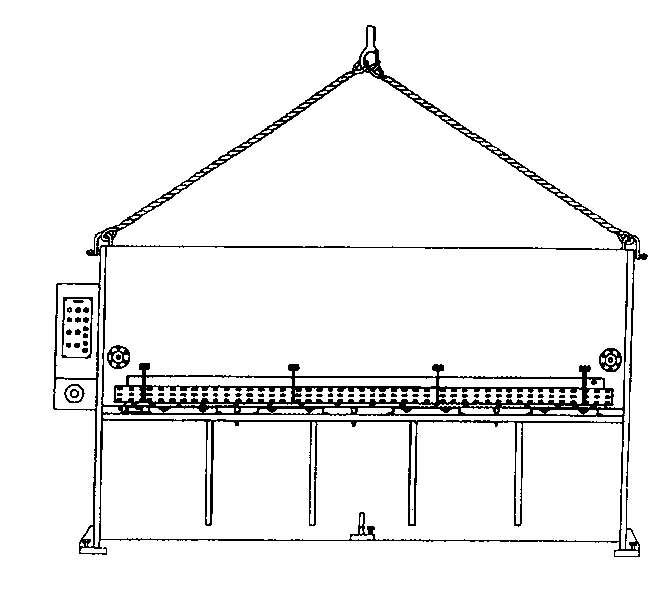
رفع ماكينة القص بالمقصلة
للرفع الآمن، لا تستخدم سوى الحبال أو السلاسل السلكية المعتمدة ذات سعة تحميل كافية. قم بتوصيلها بنقطتي الرفع الهندسيتين المدمجتين في إطار الماكينة على كلا الجانبين. تحقق دائمًا من أن السعة المقدرة لمعدات الرفع تتجاوز وزن الماكينة بعامل أمان مناسب.
متطلبات التأسيس
على الرغم من أن المقصات لدينا مصممة للتشغيل المستقل، إلا أن الأداء الأمثل وطول العمر يتحققان من خلال قاعدة خرسانية مسلحة عالية الجودة. تشمل المواصفات الموصى بها ما يلي:
الحد الأدنى للسُمك: 150 مم
قوة الخرسانة: لا تقل عن 25 ميجا باسكال (3600 رطل لكل بوصة مربعة)
حديد التسليح: شبكة فولاذية أو حديد تسليح حسب قوانين البناء المحلية
تسطيح السطح: في حدود ± 5 مم على امتداد 3 أمتار
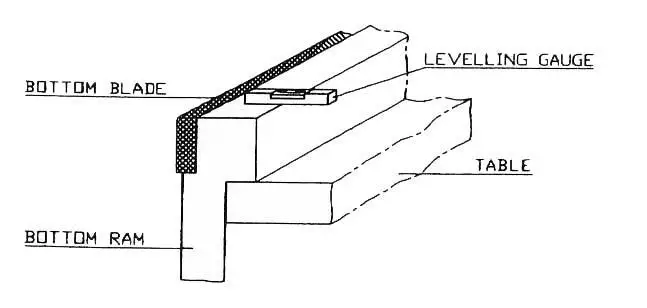
إجراء التركيب والتسوية
التسوية الدقيقة أمر بالغ الأهمية لضمان دقة القطع المثلى وتقليل التآكل على المكونات. اتبع هذه الخطوات:
ضع خمسة ألواح قاعدة (بأبعاد لا تقل عن 150 × 150 × 9 مم) تحت أقدام الماكينة لتوزيع الحمل وحماية الأرضية.
استخدم مستوى ميكانيكي دقيق (دقة لا تقل عن 0.02 مم/متر) على منطقة تثبيت اللوح.
اضبط براغي التسوية بشكل منتظم، مع التحقق من المحاور الطولية والعرضية.
بمجرد تسوية الماكينة، قم بتأمين الماكينة باستخدام خليط جص إيبوكسي عالي القوة وغير قابل للانكماش. اترك وقت المعالجة المناسب حسب مواصفات الشركة المصنعة.
التركيبات الكهربائية
قبل توصيل الطاقة:
تحقق من أن مصدر الطاقة المحلي يطابق متطلبات جهد الماكينة وترددها وطورها.
تأكد من أن كابل الطاقة يفي بالقوانين الكهربائية المحلية فيما يتعلق بالأمبيرية والعزل.
قم بتوصيل كابل الطاقة بالطرف الطرفي R.S.T.E. الموجود في الجزء السفلي الأيسر من اللوحة الكهربائية.
بالنسبة للآلات التي تتطلب سلكًا محايدًا (N)، تأكد من توصيله وتأريضه بشكل صحيح.
قم بتنفيذ حماية مناسبة للتيار الزائد، ومفتاح فصل قابل للقفل، إذا كانت اللوائح المحلية تقتضي ذلك.
استشر دائمًا كهربائيًا مرخصًا لإجراء التوصيلات النهائية وفحوصات السلامة.
جهاز التحكم القياسي في المعدات
زر البدء
لبدء تشغيل المحرك الرئيسي ودائرة التحكم في التشغيل والتحكم
زر الإيقاف
لإيقاف تشغيل المحرك الرئيسي ودائرة التحكم
الوضع التلقائي/الرجل
حدد وضع العمل
مفتاح الاختيار
في الوضع التلقائي: -وظيفة ضبط زاوية المضرب قادرة على -وظيفة المقياس الخلفي الآلي قادرة على -يمكن أمر القطع بدواسة القدم فقطفي وضع الرجل: -تعديل زاوية المضرب غير قابل للتعديل- قادر على العمل -المقياس الخلفي الآلي غير قادر على العمل -تحريك حاملة الشفرات العلوية لأعلى ولأسفل بواسطة زر الضغط '↑' أو '↓'
دواسة القدم
ادفع للتحكم في شفرة القطع لأسفل ثم حررها لترتفع حاملة الشفرة العلوية في الوضع التلقائي.
ضوء الإضاءة
مصباح عمل يضيء في منطقة شفرة القطع، يعمل بمصدر طاقة أحادي الطور بجهد 220 فولت، 50 هرتز.
قم بإزالة ذراع التربيع ودواسة القدم من منطقة واقي اليد. قم بإعداد ذراع التربيع على الجانب الأيسر (بالقرب من اللوحة الكهربائية) عن طريق تثبيته على طاولة ماكينة القص وثقبين جانبيين.
بدء تشغيل ماكينة القص
اضغط على زر "START" ثم حرره. يجب أن يضيء ضوء مؤشر "تشغيل" المحرك. بعد ذلك، اضبط محدد الوضع من الوضع "MAN" إلى الوضع "AUTO". سيرتفع حامل الشفرة العلوي بعد بضع ثوانٍ. إذا لم يحدث ذلك، فهذا يشير إلى أن المحرك يعمل في الاتجاه الخاطئ. في هذه الحالة، قم بإيقاف تشغيل مصدر الطاقة، وعكس أحد أسلاك الطورين، ثم قم بتشغيل المحرك مرة أخرى. سوف يرتفع حامل الشفرة العلوي ويتوقف عندما يصل إلى مفتاح الحد L/S 2.
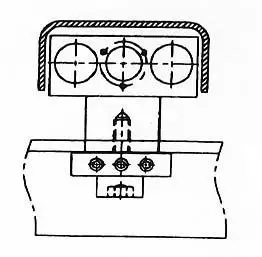
تعديل زاوية أشعل النار
ضع مفتاح الاختيار على الوضع "AUTO". لا يتوفر ضبط زاوية التدوير إلا في هذا الوضع.
اضغط على زر "الزاوية +"، يجب أن يرتفع حامل الشفرة العلوي إلى 3 درجات (يجب أن تضيء ثلاثة أضواء) ويتوقف عندما يصل إلى مفتاح الحد L/S 7.
اضغط على زر "الزاوية -"، يجب أن ينخفض حامل الشفرة العلوي إلى درجة واحدة (يجب أن يضيء مصباح واحد) ويتوقف عندما يصل إلى مفتاح الحد L/S 5.
يؤكد ما سبق أن نظام ضبط زاوية أشعل النار يعمل بشكل صحيح.
إعداد ذراع التربيع
قم بتشغيل المحرك وإبقائه في الوضع التلقائي.
اضغط على زر "الزاوية -" حتى تنخفض زاوية أشعل النار إلى درجة واحدة وتتوقف بالضغط على مفتاح الحد L/S 5.
قم بتبديل المحدد إلى الوضع "MAN".
اضغط على الزر "↓"، ستنزل الشفرة العلوية وتتقاطع مع الشفرة السفلية. تأكد من أن نقطة التقاطع على بعد حوالي 300 مم إلى 400 مم من بداية القطع (LHS).
استخدم مقياساً ثلاثي المربعات موثوقاً لقياسه مقابل الشفرة العلوية لضبط تربيع ذراع التربيع باستخدام البرغيين والصواميل الجانبيين.
تعديل خلوص الشفرة
في الجزء الخلفي من ماكينة القص، يوجد مستويين لضبط خلوص الشفرة على جانبي الماكينة، وكلاهما مزود بمؤشر لسُمك الصفيحة. يقوم المصنع بضبطهما في أدنى وضع أثناء التسليم، وهو مناسب لقطع ألواح الصلب الطري بسمك 5 إلى 6 مم (1/4 بوصة). لضبط الإعدادات، اسحب جلبة القفل وارفعها لأعلى إلى وضع 1 مم. سيكون ضبطه على الموضع العلوي (1 مم) أثقل من ضبطه على الموضع السفلي (6 مم) بسبب شد النابض. كلا جانبي ضبط خلوص الشفرة مضبوطان في المصنع ويجب أن يكون لهما نفس الشد.
ضع مفتاح الاختيار على الوضع AUTO، فالمقياس الخلفي الآلي يعمل فقط في هذا الوضع. قام المصنع بضبط قراءة المقياس الخلفي الآلي بدقة ويجب أن تتوافق مع المسافة من شريط المقياس الخلفي إلى حافة القطع. عند الضغط على الزر "+"، يتحرك شريط المقياس الخلفي نحو الخلف، وتزداد القراءة وتتوقف عندما يصل إلى مفتاح حد الانتقال الأقصى L/S 3. عند الضغط على الزر "-"، يتحرك شريط المقياس الخلفي نحو الأمام، وتنخفض القراءة وتتوقف عندما يصل إلى مفتاح حد الانتقال الأدنى L/S 4. لقد قام المصنع بضبط توازي المقياس الخلفي، ولكن يمكن معايرته إذا لزم الأمر. لإزالة الطلاء المضاد للصدأ قبل القطع، قم بإحضار عمود المقياس الخلفي إلى الخلف.
خلوص الشفرة
جدول خلوص الشفرة
إعداد سريع للشفرة
Cleأرانس
Fأو سُمك المادة
Blأدي
Cleأرانس
المركز الأول
1 إلى 2 مم
(من 1/24 بوصة إلى 1/12 بوصة)
0.05 مم
(0.002")
المركز الثاني
3 إلى 4.5 مم
(من 1/8 بوصة إلى 3/16 بوصة)
0.3 مم
(0.012")
أدنى مركز
5 إلى 6.5 مم
(من 5/24 بوصة إلى 13/48 بوصة)
0.6 مم
(0.023")
تحقق من الخلوص الأقصى
اضبط ذراع خلوص الشفرة على أدنى موضع.
ضع زاوية الانحناء عند 3 درجات في الوضع "AUTO".
بدّل المحدد إلى الوضع "MAN".
اضغط على الزر "↓" لجلب حامل الشفرة العلوي لأسفل للحصول على نقطة اعتراض الشفرة العلوية والسفلية قبل نهاية الشفرة (RHS)
استخدم مقياس تحسس للتحقق من الخلوص عند نقطة الاعتراض، يجب أن يكون 0.6 مم (0.023")
اضغط على الزر "↑" لإحضار حامل الشفرة العلوي لأعلى حتى نقطة الاعتراض قبل بدء القطع مباشرةً
استخدم مقياس تحسس للتحقق من ذلك، يجب أن يكون 0.6 مم (0.023 بوصة)
تحقق من الحد الأدنى للخلوص
قم بتبديل مفتاح الاختيار إلى الوضع "MAN".
تأكد من ضبط أذرع الخلوص السريع للشفرة على الموضع الثاني (3 مم). اضغط على الزر "↓" حتى ينتقل حامل الشفرة العلوي إلى أدنى موضع.
أحضر أذرع الخلوص السريع للشفرة إلى الموضع العلوي (1 مم). اضغط على زر "↑" حتى نقطة الاعتراض في نهاية القطع.
قم بإجراء القياس باستخدام مقياس التحسس، يجب أن يكون 0.05 مم (0.002"). اضغط على زر "↑" حتى نقطة الاعتراض في بداية القطع، وقم بأخذ القياس، يجب أن يقرأ 0.05 مم (0.002").
انتباه
لا يُسمح إلا للموظفين ذوي الخبرة والمهارة فقط
يوصى بأن يقوم الأفراد ذوي الخبرة والمهارة فقط بإجراء فحوصات إزالة الشفرات. كما يوصى بأن يعمل شخصان معاً.
الإجراء السليم
يجب ضبط المقياس الخلفي على وضعه الخلفي (الحد الأقصى للخارج) قبل البدء.
السلامة أولاً
توخَّ الحذر الشديد عند ضبط خلوص الشفرة أو التحقق من خلوصها لأن التعامل غير السليم قد يؤدي إلى تلف مفرط للشفرة أو إصابة الأفراد.
الصيانة
التشحيم والزيت الهيدروليكي
ماكينة القص بالمقصلة هذه تتطلب زيت هيدروليكي درجة 68. استخدم فقط هذه الدرجة نفسها من الزيت لإعادة التعبئة أو الاستبدال.
FIAT-HTF 68
إنيرجول إتش إل بي 68
إيسو نوتو H68
زيت موبيل-ديت 26
قذيفة-تيلوس s68
إجمالي-أزولا 68
برنامج التشحيم
بعد 1500 ساعة عمل أولية، قم بتغيير كل الزيت في الماكينة. من المهم تصريف كل الزيت من خزان الزيت لإزالة أي شوائب قد تكون دخلت أثناء التجميع.
استبدل فلتر الزيت بنفس درجة فلتر الزيت.
بعد ذلك، قم بتغيير الزيت كل 5000 ساعة عمل.
قم بتشحيم جميع نقاط حلمات الشحوم على مجموعة المقياس الخلفي كل أسبوعين.
معايرة المقياس الخلفي
تمت معايرة المقياس الخلفي للماكينة بشكل صحيح في المصنع. ومع ذلك، قد يلزم إعادة معايرته حسب الضرورة.
أحكم ربط البراغي الصغيرة الموجودة على حامل الشفرة العلوي إذا لزم الأمر لتقليل خلوص الشفرة.
تذكر التحقق من الحد الأدنى من الخلوص وضبط البراغي الصغيرة لإغلاق الشفرات حسب الحاجة.
تذكر إعادة توصيل السلكين "F" و"S" إلى مواضعهما الأصلية قبل إعادة تشغيل الماكينة.
تنبيه: يجب على الموظفين المؤهلين وذوي الخبرة فقط أداء هذه المهمة لمنع تلف شفرات/ماكينة القص أو الإصابة المحتملة للموظفين.
طحن شفرة القص
شفرة القص مستطيلة الشكل ولها أربع حواف للقطع. لا تكون إعادة اللف ضرورية إلا بعد استخدام جميع الحواف الأربعة.
تذكّر: قم بطحن السماكة فقط وليس ارتفاع الشفرة.
بعد إعادة الطحن، قد يكون من الضروري إغلاق حامل الشفرة العلوي عن طريق إحكام ربط مسمار الشد الموجود بالقرب من ذراع الخلوص السريع للشفرة بسبب فقدان سمك الطحن لشفرات القص.
نظام العمل
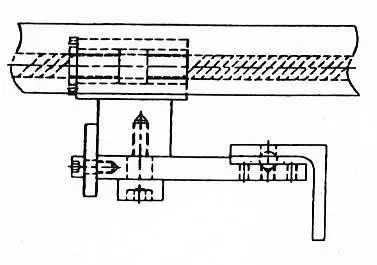
النظام الهيدروليكي (راجع الدائرة الهيدروليكية - Drg. 9.1 (b) )
عند الضغط على دواسة القدم والإمساك بها، يتم تنشيط الصمامات C و D، مما يؤدي إلى نزول مشابك اللوحة.
يؤدي مفتاح الضغط إلى تنشيط الصمام B، مما يؤدي إلى نزول الشفرة العلوية وقطع المادة.
عندما يتم تحرير دواسة القدم في نهاية القطع أو في أي وقت أثناء القطع، يتم تنشيط الصمامات A وD وG، مما يؤدي إلى ارتفاع الشفرة العلوية إلى أعلى المركز الميت وتكون جاهزة للقطع التالي.
لزيادة زاوية أشعل النار، يتم تنشيط الصمامات D وF.
لتقليل زاوية أشعل النار، يتم تنشيط الصمامات D وE.
النظام الكهربائي
في الوضع التلقائي، يتم تنشيط الملامس R4 أثناء حالة الخمول.
عندما يتم الضغط على دواسة القدم والإمساك بها، يأمر الملامس R1 مشابك اللوحة والشفرة بالهبوط.
عند تحرير دواسة القدم لأعلى، يجب تنشيط الملامس R2 عند تحرير دواسة القدم لأعلى.
يتم تنشيط الملامس R3 (مانع التكرار) طالما أن دواسة القدم مضغوطة أثناء الضربة العلوية للشفرة العلوية لمنع حدوث ضربة ثانية للشفرة العلوية.
يقوم الملامس A1 بتحريك المقياس الخلفي بعيدًا عن حافة القطع.
يقوم الملامس A2 بتحريك المقياس الخلفي نحو حافة القطع.
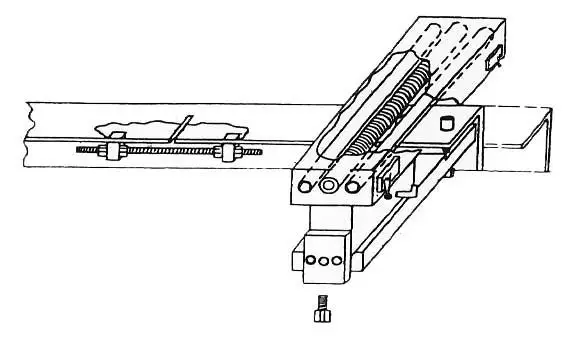
مقياس خلفي بمحرك
يعمل المقياس الخلفي كجهاز قياس، حيث يقوم بإيقاف الصفيحة المراد قطعها عند دفعها في القص. يمكن تحريكه بوسائل كهربائية أو يدوية، باستخدام زوج من البراغي الرصاصية الدقيقة. في سلسلة ماكينات RAS، توجد القراءة في مقدمة الماكينة ويمكن ضبطها بزيادات 0.1 مم. يمكن أيضًا محاذاة شريط التوقف الخلفي من أجل الاستقامة عن طريق ضبط براغي الضبط والمسمار المضاد داخل القضيب نفسه. التزييت المنتظم ضروري، على فترات متباعدة مرة واحدة في الأسبوع.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل تساءلت يومًا عن سبب خروج بعض الصفائح المعدنية مسطحة تمامًا بينما يخرج بعضها الآخر مشوهًا ومشوهًا؟ تكشف هذه المقالة الأسرار الكامنة وراء قوى القطع في مقصات الألواح الدوارة. سوف تتعلم كيف...
هل واجهت من قبل تحدي تغيير الشفرات في المقصلة الهيدروليكية؟ يرشدك هذا الدليل التفصيلي خلال العملية، مع ضمان السلامة والدقة في كل خطوة. من التفكيك الأولي...
ما الذي يميز المقصات المقصلة الهيدروليكية عن المقصات ذات العارضة المتأرجحة، وما أهمية هذه الفروق بالنسبة لمشاريعك في تشغيل المعادن؟ تستكشف هذه المقالة الاختلافات الرئيسية، بما في ذلك حركة الشفرة، ومقصات القص...
ما الذي يتسبب في تعطل النظام الهيدروليكي في المقصلة المقصلة؟ تستكشف هذه المقالة المشاكل الشائعة مثل فقدان الضغط، وأعطال الصمام، والسقوط التلقائي للقدم الكابسة....
هل تساءلت يومًا كيف تعمل ماكينة القص بالمقصلة بدقة شديدة؟ تكشف هذه المقالة النقاب عن طريقة عمل نظامها الهيدروليكي المعقد، وتوضح بالتفصيل مكونات مثل المحرك ومضخة الزيت والمضخة الهيدروليكية...
هل تساءلت يومًا كيف يتم قطع تلك الألواح الفولاذية الضخمة بهذه الدقة؟ ادخل إلى عالم ماكينات القص الهيدروليكية - الأبطال المجهولون في صناعة تصنيع المعادن....
كيف يمكنك التأكد من أن المقص المقص المقصلة يعمل بأمان ويدوم لفترة أطول؟ تستكشف هذه المقالة ممارسات الصيانة الأساسية للمقصات المقصلة، بدءًا من الفحوصات اليومية وحتى الإصلاحات السنوية. ستتعرف على أهم...
هل تساءلت يومًا عن الشركات الرائدة في صناعة ماكينات القص الهيدروليكية؟ تستكشف هذه المقالة أفضل 26 شركة مصنعة في جميع أنحاء العالم، وتوضح بالتفصيل تاريخها وتخصصاتها وانتشارها العالمي. من الشركات العريقة...
هل تساءلت يومًا عن كيفية تحويل الماكينات القوية للمعادن الخام إلى أجزاء دقيقة وقابلة للاستخدام؟ يكشف هذا المقال النقاب عن أسرار ماكينة القص الهيدروليكية، أعجوبة الهندسة. تعلم كيف تقطع...