{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

كيفية تحديد خلوص المثقاب والقالب؟
هل تساءلت يومًا عن السر وراء إنتاج قطع مختومة عالية الجودة؟ في منشور المدونة هذا، سوف نتعمق في الدور الحاسم الذي يلعبه خلوص المثقاب والقالب في...
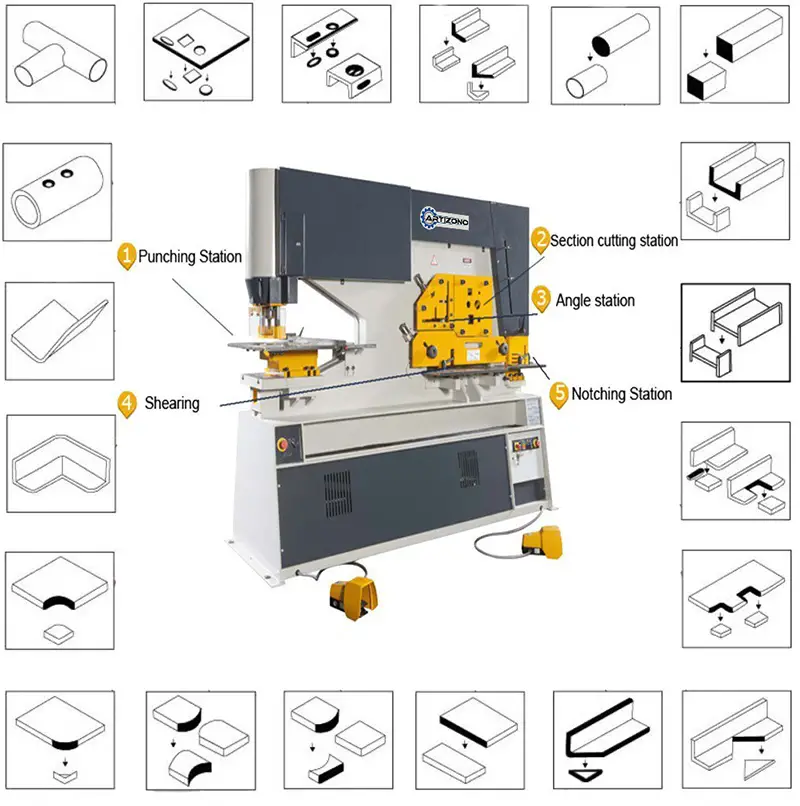
هل تساءلت يومًا كيف يحقق التصنيع الحديث هذه الدقة والكفاءة؟ أدخل ماكينة الحدادة الهيدروليكية - وهي ماكينة متعددة الاستخدامات تقوم بقطع المعادن وتثقبها وتقصها وتثنيها بسهولة. في هذه المقالة، سوف تستكشف وظائفها وفوائدها ولماذا لا غنى عنها في صناعات مثل الجسور والتطبيقات العسكرية. استعد لكشف الأسرار الكامنة وراء هذه الأداة القوية!

ماكينة تشكيل المعادن الهيدروليكية هي أداة ماكينة متعددة الاستخدامات مصممة لتصنيع المعادن متعددة الوظائف، حيث تدمج إمكانيات مثل القطع الدقيق، والثقب، والقص، والثني داخل وحدة واحدة. تُعرف هذه الماكينة أيضاً باسم ماكينة تشكيل الصلب الهيدروليكية، وتستخدم هذه الماكينة الطاقة الهيدروليكية لأداء عمليات تشغيل المعادن المختلفة بكفاءة.
تشمل الميزات الرئيسية لماكينات الحدادة الهيدروليكية ما يلي:
أصبحت ماكينات الحدادة الهيدروليكية لا غنى عنها في الصناعات التحويلية الحديثة، بما في ذلك:
على الرغم من وجود كلٍ من ماكينات الحدادة الهيدروليكية والميكانيكية، إلا أن هذا المنشور سيركز على تشغيل ومزايا النماذج الهيدروليكية، التي توفر تحكمًا فائقًا وتعدد استخدامات وكفاءة في تطبيقات معالجة المعادن.
توفر ماكينة الحدادة الهيدروليكية تنوعًا استثنائيًا في الاستخدامات ضمن مواصفاتها المقدرة، حيث تقوم بكفاءة في عمليات قطع القضبان المسطحة، واللكم بالثقوب والخرم والتثقيب. تعمل هذه الماكينة متعددة الوظائف على تبسيط عمليات تصنيع المعادن، مما يقلل من الحاجة إلى ماكينات متخصصة متعددة.
مع إضافة المعدات الاختيارية، تتوسع قدرات الماكينة بشكل كبير. يمكنها تنفيذ عمليات القطع واللكم والثني والخرم المتخصصة لإنتاج أشكال وملامح معقدة. تتيح هذه القدرة على التكيف للمصنّعين التعامل مع مجموعة كبيرة من المشروعات المخصصة دون الاستثمار في ماكينات منفصلة.
تشتمل ماكينة تشغيل الفولاذ على نظام قيادة هيدروليكي قوي، مما يضمن توفير طاقة ثابتة وتشغيل سلس في مختلف مهام تشغيل المعادن. ويكتمل هذا النظام الهيدروليكي بجهاز متطور لمراقبة الأداء والحماية من التحميل الزائد. تحمي ميزة السلامة المهمة هذه كلاً من المشغِّل والماكينة من خلال ضبط العمليات أو إيقافها تلقائيًا عند الاقتراب من حدود الحمولة، مما يمنع الضرر المحتمل ويضمن طول عمر المعدات.
وينتج عن تكامل هذه الميزات حل تصنيع معادن عالي الكفاءة ومتعدد الاستخدامات وآمن ومناسب للتطبيقات الصناعية المتنوعة. ويعطي تصميم الماكينة الأولوية للإنتاجية دون المساومة على الدقة أو سلامة المشغل، مما يجعلها من الأصول التي لا تقدر بثمن في منشآت تصنيع المعادن الحديثة.
يمكن رؤية السرير في الشكل 1
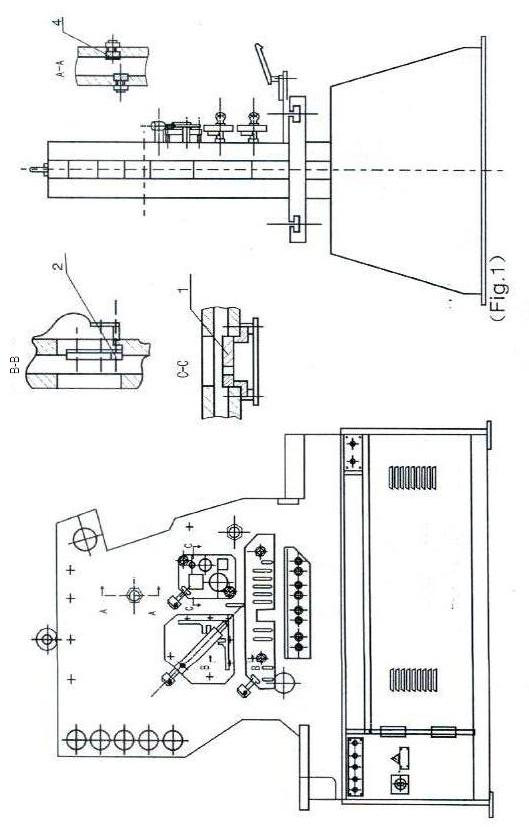
سرير ماكينة الحدادة تتألف من جسم، ومقعد، وقوس للمقطع، وقوس للزاوية، وطاولة قطع.
الهيكل والمقعد مصنوعان من هيكل ملحوم، والبعض الآخر من هيكل متصل بمسامير مما يمنح الماكينة قوة وصلابة كبيرة ويسمح بسهولة فكها أثناء إصلاح ماكينة الحدادة.
يتم تركيب وسادة قابلة للتعديل للحد من الحركة اليسرى اليمنى للشفرة على المبيت الأيسر الأيمن.
يتم تركيب مثبت قابل للتعديل لتثبيت الزاوية المراد قطعها على محطة القطع بالزاوية.
مع الفتحة المربعة والمستديرة بأحجام مختلفة على شفرة قطع المقطع، فإن ماكينة الحدادة قادرة على قطع مختلف القضبان المربعة والمستديرة.
تم تزويد طاولة القص بطاولة قص مزودة بمثبت قوي قابل للتعديل لأي سُمك من المواد ومزودة بإصبع إيقاف للسماح بالقطع الدقيق للزاوية والقضيب المسطح بأي زاوية.
محطة قطع المقطع (الشكل 2)
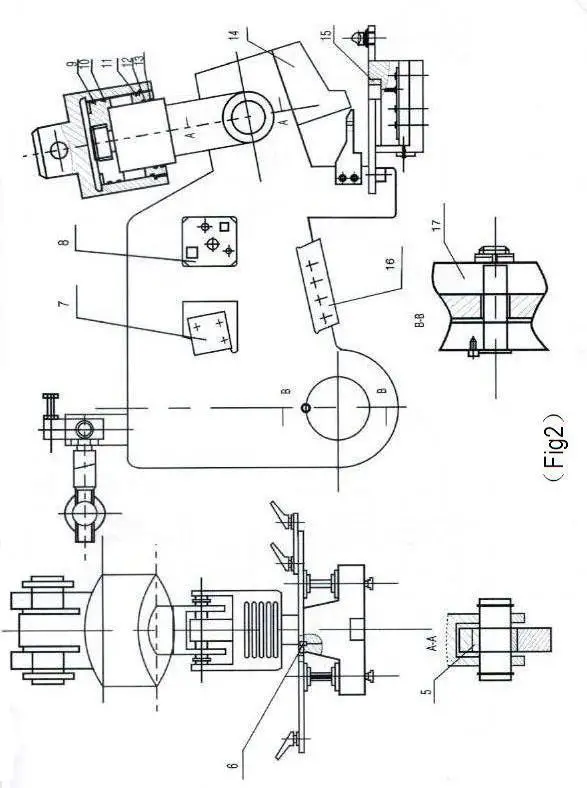
هذه المحطة مزودة بشكل قياسي بشفرات وهي عبارة عن هيكل صلب ومزودة بأربع فتحات لقطع القضبان ذات الزوايا والقضبان المستديرة والمربعة والمسطحة والشقوق صفيحة فولاذية.
مع الأدوات الإضافية على القضبان المربعة والمستديرة يمكن أيضًا إجراء قطع فتحات القناة وقضبان الرافعة.
يتم توصيل العارضة بأسطوانة الزيت مع الطرف العلوي المفصلي بالإطار.
تتأرجح العارضة التي تقودها أسطوانة الزيت لإجراء القطع.
يتم تثبيت شفرة التحزيز العلوية على العارضة.
توجد 3 شفرات سفلية مثبتة بشكل منفصل على مقعد القالب مع أكشاك، ويمكن ضبط شفرات الشق على كلا الجانبين للسماح بخلوص قطع كافٍ.
يتم تركيب مقياس جانبي ومقياس خلفي على طاولة الحز للسماح بحز الصفيحة في الموضع الصحيح.
ثقب التثقيب (الشكل 3)

يتم تثبيت المثقاب على الطرف السفلي من قضيب المكبس لأسطوانة الزيت بصامولة قفل ويتم تثبيت القالب في المحول.
بعد محاذاة المثقاب والقالب مع بعضهما البعض، يجب إحكام ربط البراغي.
لتثقيب الثقب الدائري المربع والطويل، يوجد موجه على السطح الجانبي لقضيب المكبس، بالإضافة إلى ذلك، يتم طحن فتحة تحديد الموضع المستديرة على طول الوسادة وأعلى المثقاب لمنع المثقاب من الدوران.
وبفضل الأدوات الإضافية في هذه المحطة، يمكن تنفيذ أعمال الثني، وتثقيب الأنابيب، وتثقيب الفتحات الكبيرة، وتثقيب القنوات، والرافدة، وتثقيب اللولب.
1) بعد بدء تشغيل المحرك، يعود تدفق الزيت، الذي يتم ضغطه من المضخة (1)، إلى خزان الزيت عبر صمام الملف اللولبي (4) لتمكين المضخة من التفريغ.
2) من خلال تدوير مقبض الوضع إلى الوضع "SINGLE" والضغط على دواسة القدم لثقب التثقيب، يتم تشغيل المغناطيس الكهربائي YV5b، ويتدفق الزيت الهيدروليكي إلى الحجرة العلوية لوحدة التثقيب من خلال الصمام (3)، ويعود الزيت في الحجرة المنخفضة إلى خزان الزيت عبر الصمام (3)، وبالتالي تتحرك المثقاب إلى أسفل لإجراء التثقيب.
عند ملامسة المثقاب لمفتاح الحد عند النقطة الميتة السفلية، يتم إيقاف تشغيل YV5b، ويتم ضبط المضخة على التفريغ، وبالتالي يتم إيقاف المثقاب. عند تحرير دواسة القدم وتشغيل YV5a، يتدفق الزيت الهيدروليكي إلى الغرفة السفلية للأسطوانة الهيدروليكية، ويتحرك المثقاب لأعلى ليلامس مفتاح الحد عند النقطة الميتة العلوية، وبالتالي يتم إيقاف تشغيل YV5a ويتم إيقاف تشغيل YV5a ويتم إيقاف المثقاب عند النقطة الميتة العلوية.
وبنفس الطريقة، بالضغط على دواسة القدم لقسم القطع، يتم تشغيل YV7b، ويدخل الزيت إلى الحجرة العلوية لأسطوانة الزيت لقسم القطع، ويعود الزيت في الحجرة السفلية إلى خزان الزيت عبر صمام الملف اللولبي (3)، وبالتالي تتحرك الشفرة إلى أسفل لأداء أعمال القطع.
عندما تلامس الشفرة مفتاح الحد عند النقطة الميتة المنخفضة، يتم إيقاف تشغيل YV7b، ويتم إيقاف الشفرة عند النقطة الميتة.
عندما يتم تحرير دواسة القدم، يتم تشغيل YV7a، ويدخل الزيت إلى الحجرة السفلية في أسطوانة الزيت لأسطوانة القطع، ويعود الزيت في الحجرة العلوية إلى خزان الزيت، وبالتالي تتحرك الشفرة لأعلى، حيث تلامس الشفرة مفتاح الحد عند النقطة الميتة العلوية، فهي هناك.
3) من خلال تدوير مقبض الوضع إلى وضع "INCHING" والضغط على دواسة القدم لثقب التثقيب، يتم تشغيل المغناطيس الكهربائي YV5b، ويدخل جزء من الزيت الهيدروليكي إلى الحجرة العلوية في أسطوانة الزيت لثقب التثقيب,
4) الحد الأقصى لضغط العمل في النظام الهيدروليكي هو 250 كجم/سم 2 (24. 5 ميجا باسكال). نطاق ضبط الضغط في صمام التدفق الزائد هو 25 ميجا باسكال. النظام الهيدروليكي بأكمله محمي ضد الحمل الزائد بواسطة صمام التدفق الزائد.
5) تم تزويد ماكينة شد الصلب بمقياس ضغط يستخدم لفحص الضغط في النظام الهيدروليكي وضبط الضغط بعد استبدال العناصر الهيدروليكية.
لاستخدامه، يتم إزالة البرغي الطرفي الموجود على كتلة الصمام، وتركيب مقياس الضغط وإحكام ربطه، ثم تشغيل ديك مقياس الضغط.
يظهر صمام الضغط على المقياس أثناء التشغيل.
لقد تم ضبط الضغط في النظام الهيدروليكي قبل تسليم الماكينة بشكل صحيح على تسليم ماكينة الحدادة بشكل صحيح إلى قيمة التشغيل القصوى، لذا يُرجى عدم إعادة الضبط حسب اختيارك.
إليك الرسومات
رسم تخطيطي للنظام الهيدروليكي للمكواة 1
مخطط النظام الهيدروليكي لمكواة الحديد 2
مخطط النظام الهيدروليكي لمكواة الحديد 3
مخطط النظام الهيدروليكي لمكواة الحديد 4
مخطط النظام الهيدروليكي لمكواة الحديد 5
مخطط النظام الهيدروليكي لمكواة الحديد 6
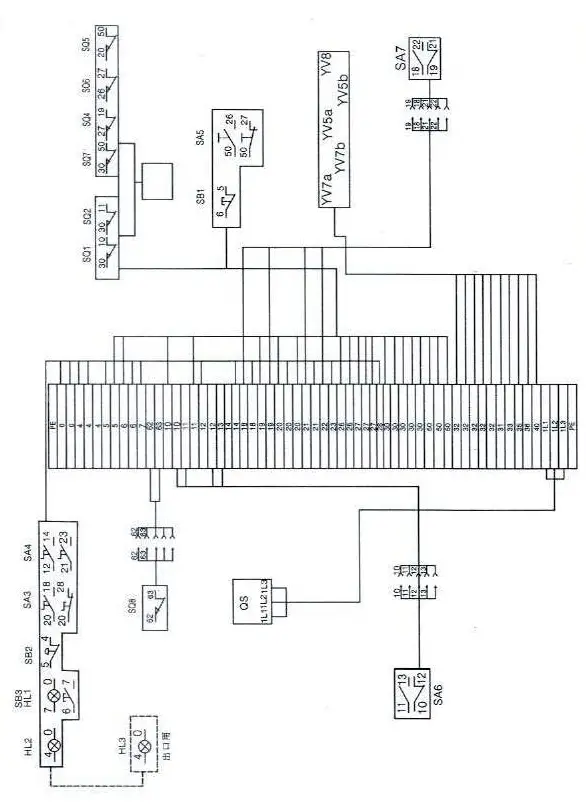
(1) مقدمة:
تتبنى ماكينة شد الفولاذ الهيدروليكية النظام الكهربائي لـ A. C ثلاثي الطور و208/220/440 فولت 50 هرتز في الدائرة الرئيسية و24 فولت و6 فولت أحادي الطور يأتي من محول في دائرة التحكم ودائرة الإشارة.
محطة القطع المقطعية مزودة بشكل قياسي بقاعدة دفع سفلي لإيقاف الطوارئ.
وفقًا لطلب تكنولوجيا الماكينة، يتضمن النظام الكهربائي ما يلي:
(2) بدء تشغيل المحرك وإيقافه:
بالضغط على الزر SB3، يتم تشغيل محرك مضخة الزيت بالضغط على الزر SB1 أو SB2، يتم إيقاف المحرك. يتم تنفيذ حماية الدائرة القصيرة والحماية من الحمل الزائد بواسطة مفتاح التشغيل الآلي.
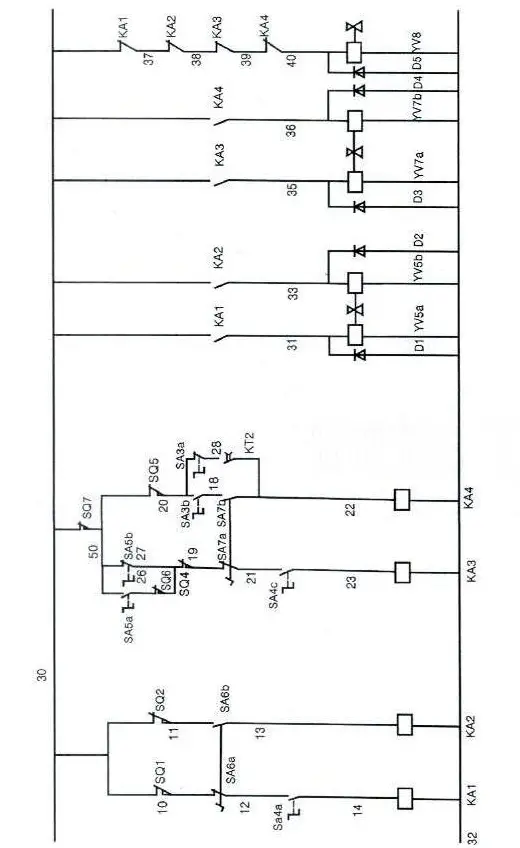
(3) عملية التشغيل:
1) ضربة واحدة
عن طريق تحويل المفتاح SA4 إلى وضع الوضع "NORMAL" والضغط على دواسة القدم SA6 أو SA7، يحصل KA2 أو KA4 على الطاقة، وفي نفس الوقت يحصل YU5b أو YU7b على الطاقة أيضًا، وبالتالي يتحرك مكبس التثقيب أو مكبس قطع المقطع إلى أسفل. بمجرد أن يلمسوا مفتاح الحد SQ2 أو SQ5، يحصل KA1 أو KA3 على الطاقة، ويفقد KA2 أو KA4 الطاقة ويتم إيقاف تشغيل YU5b أو YU7b، وتتوقف مكابس السحب عن الحركة لأسفل، وفي نفس الوقت، يتم تشغيل KA1 أو KA3 يتم تشغيل YV5a أو YV7a، ويبدأ المكابس في العودة.
عندما يلمسوا مفتاح الحد SQ1 أو SQ4 أو SQ6، تنتهي العودة.
عندما تنتقل الأسطوانة إلى الوضع الأوسط. حرر SA6 أو SA7 إلى الوضع النصفي، يفقد KA2 أو KA4 الطاقة. YV5b أو YV7b تفقد الأسطوانة الطاقة.
عند تحرير مفتاح القدم SA6 أو SA7، سيعود.
2) تعديل الغداء
من خلال تحويل المفتاح SA4 إلى وضع "JOG" وتثقيب دواسة القدم SA6 أو SA7، يتم تشغيل KA6، وبالتالي فإن مكبس التثقيب أو مكابس قطع المقطع والتقطيع تتحرك إلى أسفل ببطء، عندما تلامس مفتاح الحد SQ2 أو SQ5، يتم إيقاف تشغيل KA3 أو KA6 أو YU5b أو YU7b، وبالتالي يتوقف المكابس عن الحركة إلى أسفل، عندما يتم تحرير دواسة القدم SA6 أو SA7.
لا يمكن للمكبسين التحرك لأعلى. للعودة بعد ذلك إلى النقطة الميتة العلوية، يجب تحويل المفتاح SA4 إلى الوضع "NORMAL".
3) جهاز القياس الخلفي
عند وضع المفتاح SA3 على الوضع التلقائي، أدر المفتاح SA4 إلى الوضع "NORMAL"، مع وضع مادة القطع على المقياس الخلفي بالضغط على المفتاح SQ8.
يبدأ قطع المقطع في العمل بعد أن يتأخر المؤخر الزمني KT2 بضع ثوانٍ عندما يحصل KA5 على الطاقة.
عند لمس مفتاح الحد SQ5، تعود أسطوانة قطع المقطع إلى النقطة الميتة العلوية. تكتمل عملية القطع.
قائمة العناصر الكهربائية
| الرمز | الاسم | البيانات الفنية | الكمية | النوع |
|---|---|---|---|---|
| SB1-2 | زر الضغط | رأس الفطر الأحمر | 2 | XB2-BS542C |
| SB3 | زر البدء | أخضر φ22 | 1 | XB2BWW337B1C |
| SA3-5 | مفتاح الحد | أسود φ22 | 3 | XB2BD217 |
| ق1-2 | مفتاح الحد | 2 | Z-15GW22-B | |
| ق4-6 | مفتاح الحد | 3 | Z-15GW22-B | |
| كيو إس | مفتاح التحميل | V2 | 1 | VAR10 |
| KM1 | A. ج. المقاول | 24V | 1 | LC1-D3210 |
| KA1-4 | السداد المتوسط | 24 فولت 5 أمبير | 4 | MY4 |
| فو1-4 | فيوز | 6A | 4 | C45N |
| فو5-6 | فيوز | 6A | 2 | C45N |
| HL2 | مصباح الإشارة | 24 فولت أخضر | 1 | XB2-EV136 |
| رأس المال المتداول | مقوم السيليكون | 2A | 1 | KBPC20-10 |
| V | كابت التيار الزائد | 1 | 3TX3-221A | |
| TC | المحول | 440 فولت 220 فولت 220 فولت 208 فولت 250 فولت أمبير/29 فولت 24 فولت 24 فولت | 1 | JBK3-250 |
| SA6-7 | مفتاح تبديل الدواسة | SFM-1 | 2 | |
| SQ7 | مفتاح الحد | 1 | 4MC-5000 | |
| مؤسسة قطر | قاطع المحرك | 25-40A | 1 | GV2-M |
| SQ8 | مفتاح الحد | 1 | Z-15G-B |
الرفع
ماكينة الحدادة الهيدروليكية مزودة بحلقة رفع مثبتة أعلى الماكينة.
يجب أن تتم جميع عمليات الرفع والمناورة باستخدام هذه الحلقة مع سلسلة أو حبال ذات تصنيف مناسب.
يمكن إزالة الحلقة إذا رغبت في ذلك بعد التثبيت النهائي للماكينة. لا تستخدم السلسلة والحمالة تحت ماكينة الشد الحديدي.
إليك الرسومات
رسم تخطيطي لتركيب ماكينة الشد الحديدي الهيدروليكية
يجب إعداد الأساس المزود بفتحات لمسمار التثبيت قبل إعداد الماكينة.
لا يمكن تركيب الماكينة عليها إلا بعد تثبيت الأساس الخرساني بشكل صلب.
ثم قم بتسوية الماكينة باستخدام مقياس التسوية، وقم بتركيب مسامير التثبيت، والخرسانة السائلة في الجزء السفلي من جسم الماكينة وثقوب مسامير التثبيت.
بعد أن تصلب الخرسانة، قم بتسوية طاولة العمل في محطة التثقيب بالماكينة (التماسك المسموح به هو 100:0. 2)، ثم أحكم ربط مسامير التثبيت.
التحضير قبل إجراء التجربة
قم بتنظيف وإزالة الشحوم المقاومة للصدأ الموجودة على القالب وشفرة الماكينة وإزالتها، وفحص ما إذا كانت جميع الأجزاء وسلك إمداد الطاقة والخط الأرضي في حالة جيدة، ويجب تشحيم جميع نقاط التشحيم.

تستخدم ماكينة الحدادة الهيدروليكية نظام تشحيم مركزي مزود بمسدس تشحيم يدوي لصيانة فعالة وإطالة عمر المعدات. يضمن هذا النظام تشحيمًا متسقًا في جميع المكونات المهمة، مما يقلل من التآكل ويعزز الأداء العام.
لتحسين لزوجة مادة التشحيم وخصائصها الوقائية، يوصى باستخدام خليط مركب بعناية. اجمع بين الزيت الهيدروليكي ISO VG 68 (ما يعادل الزيت الميكانيكي #35) مع الشحوم القائمة على الكالسيوم بنسبة 4:1. يوفر هذا المزيج التصاقًا فائقًا بالأسطح المعدنية ومقاومة ممتازة للانجراف المائي، وهو أمر بالغ الأهمية للبيئة الصعبة لعمليات تشغيل المعادن.
لتحقيق الأداء الأمثل للماكينة وطول عمرها الافتراضي، قم بتنفيذ روتين تشحيم يومي. قم بتشغيل مسدس التشحيم مرتين أو ثلاث مرات يوميًا، مع ضمان حصول جميع نقاط التشحيم المحددة على إمدادات كافية من خليط مواد التشحيم. تحافظ هذه الممارسة على الحماية المناسبة للمكونات، وتقلل من الاحتكاك، وتقلل من خطر التآكل أو التعطل المبكر.
يمكن أن يساعد الفحص المنتظم لنقاط التشحيم ومراقبة استهلاك الشحوم في تحديد المشكلات المحتملة مبكرًا، مما يسمح بالصيانة الاستباقية وتقليل وقت التعطل إلى أدنى حد. اضبط تكرار التشحيم بناءً على عبء عمل الماكينة وظروف التشغيل للحفاظ على أعلى كفاءة.
1) تعديل شوط التثقيب (الشكل 3)
توجد كتل إيقاف لمفتاح الحد العلوي والسفلي، والتي يمكن ضبطها عموديًا، على الجانب الأيمن من محطة التثقيب.
وفقًا للوضع المطلوب، يتم تثبيت الكتل على قضيب التوجيه، الذي يتم تثبيته على قضيب المكبس ويمكن تحريكه معه بواسطة برغي التثبيت.
2) تعديل المثقاب والقالب
قم بفك المسمار الغاطس لمثبت القالب وأدر المقبض إلى وضع "INCHING" لجعل قضيب المكبس في أسطوانة التثقيب يتحرك لأسفل بمقدار بوصة واحدة ويجعل المثقاب يحاذي نفسه مع القالب، مع ضمان توزيع الخلوص بينهما بشكل جيد.
ثم ثبت المسند على طاولة العمل بواسطة برغي التثبيت واجعل المثقاب يعود إلى النقطة الميتة العلوية، وبالتالي فإن الضبط قبل عملية التثقيب انتهى
يوجد ثقبان لتركيب القوالب أو ثقب كبير يستخدم لتركيب القالب لتثقيب ثقب كبير على اللوح الرقيق والآخر يستخدم لتركيب القالب لتثقيب ثقب بقطر أقل من 30 مم ولتثقيب الثقب على شفة القناة وقضيب الزاوية.
3) تعديل وحدة التثبيت
يجب ضبط وحدة التثبيت بشكل صحيح للسماح بمناولة المواد بسهولة.
بشكل عام، يجب ضبط المسافة بين الجزء السفلي من المثبت وأعلى القالب على 1. 2 ضعف سُمك الصفيحة المراد ثقبها.
لضبط التثبيت لأسفل، من الضروري فقط تدوير صامولة ذات خيط أيسر أو أيمن متصل بوحدة الثقب لأسفل.
4) استبدال المثقاب والقوالب
قم بفك الصامولة الثابتة بواسطة مفتاح ربط، ويمكن إزالة المثقاب.
بعد تركيب المثقاب الجديد، يتم إحكام ربط الصامولة (حجم تركيب أطراف المثاقب المختلفة متماثل للسماح بسهولة الاستبدال).
عملية استبدال القالب سهلة وبسيطة للغاية.

سواء كنت تقطع قضيبًا مسطحًا أو تقطع المظهر الجانبي أو الحزّ، يجب ضبط خلوص الشفرة بشكل صحيح أولاً.
كما هو موضح في الشكل 1هناك ست وسادات (4) على المبيت الأيمن لجسم الماكينة.
من خلال ضبط البرغي والصامولة على الوسادات، يمكن الحصول على الخلوص المناسب للشفرة بين المبيت الأيسر والوسادات.
1) تعديل خلوص الشفرة
يتم وضع مسامير الضبط حول براغي التثبيت الثابتة لدعم وإعادة ضبط شفرات القصيمكن الوصول إليها عند إزالة طاولة القص.
من خلال تدوير هذه البراغي، سيتم الحصول على الخلوص المناسب بين الشفرات الثابتة والمتحركة.
يجب الحفاظ على خلوص متساوٍ بينهما على طول الشفرة بالكامل.
بشكل عام، يجب أن يكون هذا الخلوص 10% سمك اللوح المراد قطعه.
بعد إعادة تركيب طاولة القص بعد الضبط.
2) استبدال الشفرة
تحتوي كل من الشفرات العلوية والسفلية على أربع حواف للقطع.
بعد تدوير الشفرات لمدة 4 مرات، يجب إعادة طحن الشفرة الجديدة أو استبدالها.
بعد استبدال إعادة الضبط يجب أخذ خلوص الشفرات في الاعتبار.

1) تعديل خلوص الشفرة
وحدة القطع بالزاوية مزودة بشفرة ثابتة تتألف من شفرتين متساويتين في المربع مع بعضهما البعض.
يتم وضع براغي الضبط حول براغي تثبيت الشفرات لدعم شفرات القطع.
من خلال تدوير براغي الضبط يمكن الحصول على الخلوص المناسب بين الشفرة الثابتة والشفرة المتحركة على العربة.
من المهم وجود خلوص متساوٍ بين الشفرات الثابتة والمتحركة على طول الشفرة بالكامل، ويجب الحرص على أن تكون الشفرة الثابتة موازية للشفرة المتحركة.
هذا الخلوص، بشكل عام، هو 10% من سمك متساوٍ لشفة الزاوية المراد قطعها.
بعد التعديل، يتم تركيب داعم الزاوية.
2) استبدال الشفرة
تتحد كل من الشفرة الأفقية والرأسية للشفرة الثابتة بأربع حواف قطع.
أعد تقشيرها أو استبدلها بشفرات جديدة بعد تقليبها أربع مرات.
يتم تثبيت الشفرة المتحركة على عربة بواسطة براغي.
بعد إعادة الطحن أو استبدال الشفرات غير الحادة، يجب إعادة ضبط خلوص الشفرة.

1) ضبط الخلوص
هناك كتلتا إيقاف على شكل زاويتين، تدعمان الشفرة الثابتة ومثبتتان على المبيت بواسطة براغي على جانبي الشفرة الثابتة.
يتم وضع براغي الضبط حول براغي التثبيت لضبط الخلوص بين كتلة إيقاف شكل الزاوية والمبيت، والخلوص بين الوجه الداعم المثبت على كتلة إيقاف شكل الزاوية والشفرة الثابتة والمبيت.
لذلك يتم إجراء تعديل الخلوص بين الشفرة الثابتة والشفرة المتحركة المثبتة على العربة.
بعد القيام بذلك، يتم تركيب داعم الملف الشخصي.
2) استبدال الشفرة
قم بإزالة العربة وفك كتلة إيقاف شكل الزاوية لاستبدال الشفرة القديمة بأخرى جديدة. بعد استبدالها يجب إجراء إعادة ضبط الخلوص.

1) تعديل خلوص الشفرة
من خلال تحريك المسند الذي توجد عليه الشفرة العلوية العلوية، يتم ضبطه بحيث يكون موازيًا للذي على المثقاب للسماح بالخلوص المناسب، ثم تثبيت المسند على الطاولة بواسطة المسمار.
يتم وضع مسامير الضبط حول برغي التثبيت لضبط الشفرات على جانبي المثقاب، مما يضمن خلوصًا مناسبًا يبلغ 10% من سُمك اللوح المراد قطعه.
بعد القيام بذلك يتم تركيب طاولة التحزيز.
2) استبدال الشفرة
جميع الشفرات الموجودة على القالب لها أربع حواف. بعد استبدالها أربع مرات، من الضروري إعادة طحنها أو استبدالها بأخرى جديدة.
الشفرة العلوية مثبتة على المثقاب بواسطة البرغي، قم بفك البرغي واستبدال الشفرة القديمة بأخرى جديدة.
بعد الاستبدال يجب إجراء إعادة ضبط الخلوص.
يمكن إجراء القطع بزاوية فولاذية بزاوية 45 درجة في موضع المقطع في الصورة (1) ب-ب.

1) صب كمية كافية من الزيت الهيدروليكي المفلتر (الذي يوفره المستخدم نفسه) في خزان الزيت.
2) تحقق مما إذا كان خلوص الشفرات مناسبًا، واضبطه حسب الضرورة.
3) قم بتشغيل مصدر الطاقة وتحقق مما إذا كان عمل العناصر الكهربائية المختلفة صحيحًا، والتركيب سليمًا.
يمكنك الضغط على جميع أزرار الضغط، ومفاتيح الحد، ودواسة القدم وما إلى ذلك، لمراقبة حركة المغناطيس الكهربائي وإعادة التشغيل في متناول اليد.
4) قم بتجربة المحرك للتحقق مما إذا كان اتجاه تشغيله صحيحًا، والضغط في النظام الهيدروليكي متوافق مع المتطلبات، وضغط الفائض في صمام الفائض متوافق مع المتطلبات وعمل صمام التحويل سهل الاستخدام.
بعد الانتهاء من جميع أعمال التحضير قبل التشغيل التجريبي، يمكن إجراء عملية التشغيل والتشغيل التجريبي.
تتم عملية التشغيل على النحو التالي:
1) بالضغط على زر التشغيل وتشغيل مصدر الطاقة، يضيء مصباح إشارة أخضر للإشارة إلى أن النظام الكهربائي قد تم تشغيله ويمكن بدء التشغيل.
2) بدء تشغيل المحرك، وتشحيم الغرف العلوية والسفلية لأسطوانة التثقيب وأسطوانة قطع المقطع من أجل التحقق مما إذا كان يمكن أن تصل شفرة التثقيب وقطع المقطع إلى النقطة الميتة العلوية والسفلية.
3) التشغيل التجريبي في دورة خاملة، واختبار البوصة والشوط الواحد للتثقيب والقطع المقطعي بالترتيب.
أثناء الاختبار، يجب فحص ظروف تشغيل الأجزاء المختلفة بعناية. إذا كان أي منها معطلاً، بعد إزالة هذه المشاكل، يمكن إجراء مزيد من الاختبار.
4) يجب إضافة الضغط خطوة بخطوة في اختبار الحمل. ويجب ألا يقل عدد مرات إجراء اختبار القطع أو التثقيب في السعة القصوى عن 3 مرات.
يتم تركيب أغطية واقية في كل محطة عمل. لا تمد يديك أو أدواتك خارج هذه الأغطية. بالإضافة إلى ذلك، يجب الالتزام بإرشادات السلامة والصيانة الهامة التالية:
1) يجب أن يكون المشغلون على دراية تامة بدليل تشغيل الماكينة وتطوير مهارات التشغيل المتقنة قبل الاستخدام.
2) فحص وصيانة العزل الكهربائي وتوصيلات التأريض المناسبة بانتظام لضمان السلامة.
3) لا تقم أبدًا بإجراء عمليات التثقيب والتثقيب في وقت واحد، حيث يمكن أن يؤدي ذلك إلى زيادة الحمل على الماكينة وتعريض السلامة للخطر.
4) تجنب التحميل الزائد على الماكينة. الالتزام بمواصفات المواد: قوة شد قصوى تبلغ 450 نيوتن/مم² وصلابة لا تتجاوز HB 180.
5) الحفاظ على الحواف الحادة لجميع شفرات القطع من خلال الفحص المنتظم والشحذ أو الاستبدال حسب الحاجة.
6) التأكد من خلو قطع العمل من ندوب اللحام أو النتوءات أو غيرها من المخالفات السطحية قبل التثقيب أو القطع لمنع تلف الأدوات وضمان إجراء قطع نظيف.
7) اضبط وحدة التثبيت وفقًا لسُمك المادة في حدود سعة الماكينة لتأمين قطع العمل بشكل صحيح ومنع الحركة أثناء التشغيل.
8) بعد استبدال الشفرة، افحص الخلوص بدقة واضبطه للحفاظ على أداء القطع الأمثل ومنع التآكل المبكر.
9) إجراء عمليات فحص منتظمة لجميع الوصلات والمكونات الميكانيكية. وفي حالة اكتشاف أي خلل ما، يوقف التشغيل فوراً وإجراء الإصلاحات أو الصيانة اللازمة.
10) التزم بجدول تشحيم صارم لجميع النقاط المحددة لمنع التآكل المفرط على أسطح العمل وضمان التشغيل السلس.
| لا يوجد | الاسم | المواصفات. | الكمية |
|---|---|---|---|
| 1 | الأكمام | 1 | |
| 2 | كتلة الاحتكاك | 3 | |
| 3 | إيقاف تشغيل المربع المتوقف | 1 | |
| 4 | حلقة ختم على شكل YX | D165 | 2 |
| 5 | حلقة ختم على شكل O | 130×3. 1 | 1 |
| 6 | -القيام بـ | 165×5. 7 | 1 |
| 7 | حلقة ختم على شكل YX | d125 | 1 |
| 8 | حلقة واقية من الغبار | 125 | 1 |
| 9 | حلقة ختم على شكل YX | D200 | 2 |
| 10 | حلقة ختم على شكل O | 135×5. 7 | 2 |
| 11 | -القيام بـ | 200×5. 7 | 1 |
| 12 | حلقة ختم على شكل YX | d125 | 1 |
| 13 | حلقة واقية من الغبار | 125 | 1 |
| 14 | المحمل المركب SF-1 من المواد المركبة | 5560 | 1 |
| لا يوجد | الاسم | المواصفات أو النوع | الكمية |
|---|---|---|---|
| 1 | دواسة القدم | Y13-11 | 2 قطعة |
| 2 | مفتاح الجهاز المتشابك | 2 قطعة | |
| 3 | مفتاح ربط المفتاح السداسي | S=3-19 | 1مجموعة |
| 4 | مفتاح ربط على شكل خطاف | D=90-95 | 1 قطعة واحدة. |
| 5 | قضيب التفريغ | 1 قطعة واحدة. | |
| 6 | وحدة المانومتر | 1مجموعة | |
| 7 | حلقة ختم على شكل O | 130×3. 1 (GB1235-76) | 1 قطعة واحدة. |
| 8 | -القيام بـ | 165×5. 7 (GB1235-76) | 1 قطعة واحدة. |
| 9 | -القيام بـ | 200×5. 7 (GB1235-76) | 1 قطعة واحدة. |
| 10 | -القيام بـ | 135×5. 7 (GB1235-76) | 2 قطعة. |
| 11 | حلقة واقية من الغبار | 125 | 2 قطعة |
| 12 | محمل SF-1 للمواد المركبة | 5560 (SF-1) | 1 قطعة واحدة. |
| 13 | مدفع الزيت | السعة:200 سم مكعب | 1 |
قائمة التعبئة والتغليف
| لا يوجد | الاسم | المواصفات أو النوع | الكمية |
|---|---|---|---|
| 1 | دليل التشغيل | 1نسخة | |
| 2 | شهادة الاختبار | 1نسخة | |
| 3 | قائمة التعبئة | 1نسخة | |
| 4 | دواسة القدم | SFM-1 | 2 قطعة |
| 5 | برغي الأرض | M16×300 | 4 قطع |
| 6 | مفتاح الوحدة المتشابكة | 2 قطعة | |
| 7 | وحدة المانومتر | 1مجموعة | |
| 8 | مفتاح ربط على شكل خطاف | D=90-95 | 1 قطعة |
| 9 | طباخ التفريغ | 1 قطعة | |
| 10 | مفتاح ربط المفتاح السداسي | S=3-19 | 1مجموعة |
| 11 | حلقة ختم على شكل O | 130×3. 1 (GB1235-76) | 1 قطعة |
| 12 | -القيام بـ | 165×5. 7 (GB1235-76) | 1 قطعة |
| 13 | -القيام بـ | 200×5. 7 (GB1235-76) | 1 قطعة |
| 14 | -القيام بـ | 135×5. 7 (GB1235*5. 7) | 2 قطعة |
| 15 | حلقة واقية من الغبار | 125 | 2 قطعة |
| 16 | محمل SF-1 للمواد المركبة | 5560 (SF-1) | 1 قطعة |
| 17 | مدفع الزيت | السعة: 200 سم | 1 |

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







