هل تساءلت يومًا كيف يتم قطع تلك الألواح الفولاذية الضخمة بهذه الدقة؟ ادخل عالم ماكينات القص الهيدروليكية - الأبطال المجهولون في صناعة تصنيع المعادن. في هذه المدونة، سنغوص في الميكانيكا الرائعة وراء هذه الماكينات القوية ونستكشف كيف تشكل العالم من حولنا، من السفن إلى ناطحات السحاب. استعد للاندهاش من القوة الهائلة والبراعة الفائقة لتكنولوجيا القص الهيدروليكي!
ماكينة القص الهيدروليكية هي قطعة متخصصة من المعدات المصممة لقص الألواح المعدنية بدقة. وهي تعمل باستخدام شفرة علوية متحركة وشفرة سفلية ثابتة لتطبيق قوة قص على ألواح معدنية متفاوتة السماكة. وتؤدي هذه العملية إلى فصل الألواح المعدنية إلى الأحجام المرغوبة، ويتم تحقيق ذلك من خلال استخدام خلوص الشفرة المناسب.
الميزات والوظائف الرئيسية
آلية الشفرة: تتكون الماكينة من شفرة علوية تتحرك عموديًا وشفرة سفلية تظل ثابتة. تحدث حركة القص عندما تنزل الشفرة العلوية إلى أسفل، فتقطع الصفيحة المعدنية الموضوعة على الشفرة السفلية.
النظام الهيدروليكي: يتم تشغيل حركة الشفرة العلوية بواسطة نظام هيدروليكي يوفر القوة والتحكم اللازمين للقطع الدقيق. يضمن هذا النظام التشغيل السلس والمتسق، مما يسمح بمعالجة مختلف سماكات المعادن.
تخليص الشفرة: الفجوة بين الشفرات العلوية والسفلية، والمعروفة باسم خلوص الشفرة، قابلة للتعديل. يعد الخلوص المناسب للشفرة أمرًا بالغ الأهمية لتحقيق قطع نظيف وتقليل تشوه المواد. يتم ضبط الخلوص بناءً على سُمك ونوع المادة التي تتم معالجتها.
التطبيقات في مختلف الصناعات
ماكينات القص الهيدروليكية هي نوع من ماكينات الحدادة تستخدم في المقام الأول لمعالجة المعادن. وتُستخدم على نطاق واسع في العديد من الصناعات نظرًا لتعدد استخداماتها وكفاءتها. تشمل بعض الصناعات الرئيسية التي تستفيد من ماكينات القص الهيدروليكية ما يلي:
الطيران: لقطع الصفائح المعدنية المستخدمة في تصنيع الطائرات وصيانتها.
الصناعات الخفيفة: في إنتاج السلع الاستهلاكية والتصنيع على نطاق صغير.
علم المعادن: لمعالجة المواد المعدنية الخام إلى أشكال قابلة للاستخدام.
الصناعة الكيميائية: في تصنيع المعدات والحاويات المستخدمة في المعالجة الكيميائية.
الإنشاءات: لقطع المكونات المعدنية المستخدمة في هياكل المباني.
بناء السفن: في بناء وإصلاح السفن، حيث يلزم قطع الألواح المعدنية الكبيرة بدقة.
السيارات: لتصنيع أجزاء جسم السيارة والمكونات الأخرى.
الطاقة الكهربائية: في إنتاج مكونات البنية التحتية الكهربائية.
الأجهزة الكهربائية: لصنع الأجزاء المعدنية المستخدمة في الأجهزة المنزلية والصناعية.
الديكور: في تصنيع العناصر المعدنية الزخرفية للأغراض المعمارية.
تلعب ماكينات القص الهيدروليكية دورًا حاسمًا في الإنتاج الصناعي الحديث، حيث توفر قدرات دقيقة وفعالة لقطع المعادن. ويسلط استخدامها على نطاق واسع في مختلف الصناعات الضوء على أهميتها في عمليات التصنيع والمعالجة. ومن خلال فهم وظائف هذه الماكينات وتطبيقاتها، يمكن للصناعات تحسين عمليات الإنتاج وتحقيق نتائج عالية الجودة.
للحصول على عرض توضيحي مرئي ل ماكينة قص هيدروليكية أثناء العمل، يُرجى الرجوع إلى الفيديو المتوفر أدناه.
ما هي ماكينة القص الهيدروليكية؟
ماكينة القص الهيدروليكية هي نوع من المعدات الصناعية المستخدمة لقص الصفائح والألواح المعدنية. تعمل باستخدام نظام هيدروليكي لتوليد القوة اللازمة للقص. تُستخدم هذه الماكينة على نطاق واسع في مختلف الصناعات نظرًا لدقتها وكفاءتها وقدرتها على التعامل مع مختلف سماكات المواد المعدنية.
المكونات والوظائف الرئيسية
اسطوانة تعليق الإيقاف المؤقت:
يتم تشغيل أسطوانة التثبيت بواسطة النظام الهيدروليكي لتثبيت اللوح المعدني بإحكام في مكانه أثناء عملية القطع. وهذا يضمن عدم تحرك المادة، مما يؤدي إلى قطع دقيق ونظيف.
أسطوانات الزيت اليمنى واليسرى:
تتحكم هذه الأسطوانات في حركة الشفرة. فهي تدفع حاملة الشفرة لأعلى ولأسفل، مما يتيح حركة القطع. تزامن هذه الأسطوانات أمر بالغ الأهمية للحفاظ على دقة القطع.
حامل الشفرات والشفرات:
يتم تثبيت الشفرة العلوية على حامل الشفرة، بينما يتم تثبيت الشفرة السفلية على حاملات الشفرات. يتم وضع الشفرات مع وجود خلوص مناسب بينهما، وهو قابل للتعديل بناءً على سُمك الصفيحة المعدنية التي يتم قطعها. هذا الخلوص ضروري لتطبيق قوة القص الصحيحة لتحقيق قطع نظيف دون الإضرار بالمادة.
التطبيقات
تُستخدم ماكينات القص الهيدروليكية في مجموعة متنوعة من الصناعات نظرًا لتعدد استخداماتها وكفاءتها. وتشمل بعض القطاعات الرئيسية ما يلي:
إنتاج الصلب: قطع صفائح وألواح الصلب إلى أحجام محددة لمزيد من المعالجة.
بناء السفن: تصنيع المكونات المعدنية لهياكل السفن.
تصنيع السيارات: إنتاج قطع الغيار والألواح للمركبات.
إنتاج الحاويات: إنشاء حاويات ومرفقات معدنية.
أجهزة التبديل الكهربائية: مكونات التصنيع للأجهزة الكهربائية.
تصنيع الماكينات: إنتاج قطع غيار لمختلف أنواع الآلات.
الصناعات الخفيفة: قطع الصفائح المعدنية للسلع الاستهلاكية والتطبيقات الصناعية الخفيفة الأخرى.
المزايا
الدقة: توفر ماكينات القص الهيدروليكية دقة عالية في القطع، وهو أمر ضروري للتطبيقات التي تتطلب تفاوتات ضيقة.
الكفاءة: يمكن لهذه الماكينات التعامل مع كميات كبيرة من المواد بسرعة، مما يجعلها مثالية للإنتاج الصناعي.
تعدد الاستخدامات: يمكنها قطع مجموعة كبيرة من المواد المعدنية وسماكاتها، مما يوفر مرونة في عمليات التصنيع.
السلامة: تم تجهيز ماكينات القص الهيدروليكية الحديثة بميزات السلامة لحماية المشغلين وضمان التشغيل الآمن.
مبدأ عمل ماكينة القص الهيدروليكية
تعمل ماكينة القص الهيدروليكية على مبدأ القطع بالقص، حيث يتم قطع الصفائح المعدنية عن طريق الحركة النسبية لشفرتين. يتم تشغيل العملية بواسطة نظام هيدروليكي يوفر القوة اللازمة والحركة المضبوطة. فيما يلي شرح أكثر تفصيلاً لمبدأ العمل:
وحدة الطاقة الهيدروليكية: يبدأ تشغيل الماكينة بوحدة طاقة هيدروليكية، والتي تتكون من محرك كهربائي ومضخة هيدروليكية وخزان سائل. تولد هذه الوحدة وتحافظ على الضغط الهيدروليكي اللازم لحركة القص.
الشفرات العلوية والسفلية: تتميز الماكينة بمكونين أساسيين للقطع - شفرة علوية (تسمى أيضًا الكبش) وشفرة سفلية (غالبًا ما تكون ثابتة). الشفرة العلوية متحركة ومتصلة بأسطوانات هيدروليكية.
حركة الشفرة: عند تنشيطه، يقوم النظام الهيدروليكي بدفع الشفرة العلوية لأسفل بطريقة محكومة. يتم توجيه الحركة عادةً بواسطة محامل خطية دقيقة لضمان الدقة.
حركة القص: أثناء هبوط الشفرة العلوية لأسفل، تلامس الصفيحة المعدنية الموضوعة على الشفرة السفلية. تتسبب القوة الهبوطية المستمرة في تشوه المعدن بشكل بلاستيكي وانفصاله في النهاية على طول خط القطع.
خلوص الشفرة: تُعد الفجوة بين الشفرات العلوية والسفلية، والمعروفة باسم خلوص الشفرة، أمرًا بالغ الأهمية للقطع النظيف وعادةً ما تكون قابلة للتعديل بناءً على سُمك المادة ونوعها.
آلية التثبيت: تشتمل العديد من المقصات الهيدروليكية على نظام تثبيت يثبّت قطعة العمل أثناء القطع، مما يمنع التشويه ويضمن قطعًا مستقيمًا.
إرجاع الشفرة: بعد الانتهاء من عملية القطع، يقوم النظام الهيدروليكي بسحب الشفرة العلوية إلى موضعها الأصلي، مما يجهز الماكينة للعملية التالية.
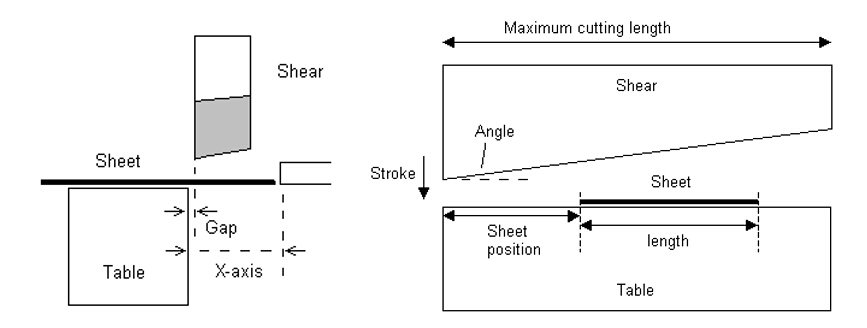
نظام التحكم: غالبًا ما تتميز ماكينات القص الهيدروليكية الحديثة بأنظمة تحكم محوسبة تسمح بالتعديل الدقيق لمعلمات القطع، مثل فجوة الشفرة وزاوية القطع وطول الشوط.
تمكّن هذه العملية التي تعمل هيدروليكيًا ماكينة القص من توفير قوى قطع عالية مع تحكم دقيق، مما يجعلها مناسبة لمجموعة كبيرة من سماكات الصفائح المعدنية والمواد.
أنواع مختلفة من آلات القص الهيدروليكية
آلات القص هي أدوات أساسية في صناعة تشغيل المعادن، وتستخدم لقطع الصفائح المعدنية وغيرها من المواد. ويمكن تصنيفها على نطاق واسع إلى نوعين رئيسيين: المقصات الهيدروليكية والمقصات الميكانيكية. تُستخدم ماكينات القص الهيدروليكية بشكل أكثر شيوعًا نظرًا لانخفاض استهلاكها للطاقة وانخفاض الضوضاء مقارنة بالمقصات الميكانيكية.
تصنيف ماكينات القص الهيدروليكية
يمكن تصنيف ماكينات القص الهيدروليكية بناءً على حركة حامل الشفرة:
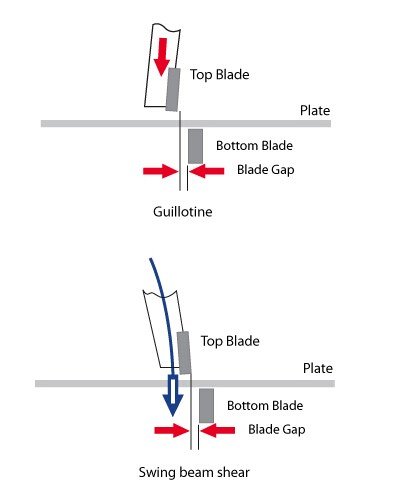
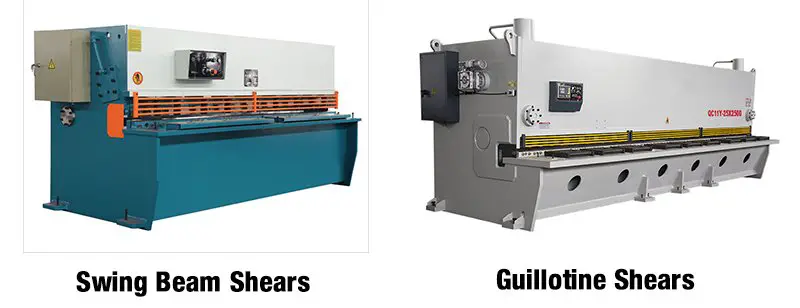
مقصات العارضة المتأرجحة الهيدروليكية: في هذه الماكينات، يتأرجح حامل الشفرة العلوي حول نقطة محورية.
مقصات المقصلة الهيدروليكية: تستخدم هذه الماكينات حركة خطية لتحريك الشفرة العلوية لأسفل في مسار مستقيم.
أنواع ماكينات القص
فيما يلي قائمة مفصلة بأنواع مختلفة من ماكينات القص، إلى جانب خصائصها المحددة:
القص بالمقصلة، قص الألواح، قص الألواح: تستخدم حركة خطية ترددية بين شفرتين لقطع الصفائح المعدنية.
المقص المقصلة اليدوية، قص اللوح اليدوي، قص اللوح اليدوي: مقصات تعمل يدوياً، مناسبة لمهام القطع الصغيرة أو الدقيقة.
القص المقصلة الهيدروليكي، قص الألواح الهيدروليكية: تعمل بنظام هيدروليكي، مما يوفر المزيد من القوة والدقة.
قص الشفرات المحورية، قص العارضة المتأرجحة: يتميز بحامل شفرة علوي يتأرجح حول محور.
قص الشفرة المحورية الهيدروليكية، قص العارضة المتأرجحة الهيدروليكية: المقصات ذات العارضة المتأرجحة التي تعمل بنظام هيدروليكي، تجمع بين مزايا الطاقة الهيدروليكية والحركة المحورية.
ماكينة التقطيع متعدد الشرائط، قص الشق اللولبي: يستخدم مقص متعدد الأقراص لتقطيع الملف إلى شرائح بالعرض المطلوب.
ماكينة التقطيع متعدد النطاقات، قص الصفيحة الشق: مشابه لقص الحز اللولبي ولكنه يستخدم لتقطيع الألواح المعدنية إلى شرائح.
آلة القضم: يعالج الألواح إلى أي شكل مرغوب فيه من خلال طريقة خطوة بخطوة، وهي مثالية للقطع المعقدة.
القص الدائري، القص الدائري، القص الدوار: يستخدم زوج من الشفرات الدوارة لقطع الألواح بخطوط مستقيمة أو منحنية.
ماكينة تشكيل الحديد العالمية للتثقيب والقضيب والقص المقطعي: ماكينة متعددة الاستخدامات يمكنها تثقيب وتقطيع القضبان والمقاطع.
ماكينة تشكيل الحديد العالمية لقص الألواح والمقاطع: يجمع بين وظيفتي تثقيب الألواح المعدنية والقطع.
ماكينة تشكيل الحديد العالمية للتثقيب والصفائح والقضبان وقص المقطع: توفر ثلاث وظائف: تثقيب الألواح، وقص الألواح، وقص المقاطع.
ماكينة تشكيل الحديد العالمية للتثقيب والصفائح والقضبان وقص القضبان والمقاطع والقص، والتقطيع: تضيف وظيفة رابعة، وهي التحزيز، إلى قدرات ماكينة الحدادة العامة.
قص التمساح: يتميز بشفرة علوية تتحرك بحركة مقصية تشبه فكي التمساح.
عمود التسليح القص: مصممة خصيصًا لقطع قضبان التسليح المستخدمة في البناء.
قص القضبان الدقيق: يوفر قصًا دقيقًا للقضبان، وهو أمر ضروري للتطبيقات عالية الدقة.
قص الألواح: مصممة لقطع الألواح المعدنية الكبيرة.
قص الخردة: تستخدم لقطع خردة الصلب، والمساعدة في عمليات إعادة التدوير.
قص السبيكة: مصممة خصيصًا لقطع القضبان، وهي كتل كبيرة من المعدن.
تقدم ماكينات القص الهيدروليكية مجموعة من الخيارات التي تناسب مختلف الاحتياجات الصناعية، بدءًا من العمليات اليدوية البسيطة إلى الماكينات المعقدة متعددة الوظائف. يمكن أن يساعد فهم الأنواع المحددة وتطبيقاتها في اختيار الماكينة المناسبة لمهمة معينة، مما يضمن الكفاءة والدقة في عمليات تشغيل المعادن.
مزايا ماكينة القص الهيدروليكية
توفر ماكينات القص الهيدروليكية العديد من المزايا مقارنةً بمقصات الألواح التقليدية، مما يجعلها الخيار المفضل في التطبيقات الصناعية الحديثة. فيما يلي بعض المزايا الرئيسية:
1. الدقة والتحكم
التحكم العددي (NC): تتمثل إحدى أهم مزايا ماكينات القص الهيدروليكية في قدرتها على التحكم فيها من خلال رموز رقمية. يتم إنشاء هذه الرموز من خلال مجموعات مختلفة من الأحرف بناءً على متطلبات عمل محددة. يسمح هذا التحكم العددي بالإدارة الدقيقة لتوجيه الماكينة وسرعتها وقوة القطع.
تحديد المواقع بدقة: تتفوق ماكينات القص الهيدروليكية في دقة تحديد المواقع. يمكن لقضيب الضبط الدوران بشكل مستمر حول المحور المركزي دون زوايا ميتة، مما يضمن دقة القطع. هذه الميزة مفيدة بشكل خاص للمهام المعقدة والمتكررة.
2. الكفاءة التشغيلية
تشغيل هادئ: على عكس المقصات الميكانيكية التقليدية، تعمل ماكينات القص الهيدروليكية بهدوء. وهذا يقلل من التلوث الضوضائي في مكان العمل، مما يساهم في توفير بيئة أكثر متعة وصحة للمشغلين.
سهولة الاستخدام: تشغيل ماكينات القص الهيدروليكية بسيط وسهل التعلم. يحتاج المشغلون في المقام الأول إلى مهارات الكمبيوتر الأساسية لإدارة الماكينة، وذلك بفضل واجهتها سهلة الاستخدام وأدوات التحكم الآلي.
3. المتانة والثبات
جودة المواد: وعادةً ما يتم تصنيع هذه الماكينات من الفولاذ المقاوم للصدأ المتين، والذي يوفر مقاومة قوية للتآكل والثبات. وهذا يجعلها مناسبة للبيئات ذات السعة الاهتزازية العالية والظروف القاسية.
تصميم متين: يضمن البناء القوي لماكينات القص الهيدروليكية الموثوقية على المدى الطويل والحد الأدنى من متطلبات الصيانة، مما يعزز من كفاءتها التشغيلية.
4. ميزات السلامة
سياج الدفاع عن النفس السلامة هي اعتبار حاسم في الآلات الصناعية. يتم تجهيز ماكينات القص الهيدروليكية بسياج دفاع ذاتي قوي يحمي المشغلين. في حالة تعطل الماكينة، يعمل السياج كحاجز يمنع الاتصال المباشر بين المشغل والماكينة.
رؤية محسّنة: يعمل ضبط الإضاءة في ماكينات القص الهيدروليكية على تحسين الرؤية، مما يسمح للمشغلين بتحديد موضع المواد بسرعة ودقة. تضيف هذه الميزة الراحة والأمان إلى عملية الإنتاج.
5. التصميم الجمالي والوظيفي
مظهر أنيق: بالإضافة إلى فوائدها الوظيفية، غالبًا ما تتميز ماكينات القص الهيدروليكية بتصميم أنيق وعصري. ولا يعزز ذلك من المظهر الجمالي لمساحة العمل فحسب، بل يعكس أيضًا التكنولوجيا المتقدمة والهندسة الدقيقة وراء الماكينة.
تعدد الاستخدامات: ماكينات القص الهيدروليكية متعددة الاستخدامات، وقادرة على التعامل مع مجموعة كبيرة من المواد والسماكات. وهذا يجعلها مناسبة لمختلف التطبيقات الصناعية، من صناعة السيارات إلى صناعة الطيران.
تمثل ماكينات القص الهيدروليكية تقدمًا كبيرًا مقارنةً بمقصات الألواح التقليدية، حيث توفر الدقة والكفاءة والمتانة والسلامة والمظهر الجمالي. إن قدرتها على التحكم فيها من خلال أكواد رقمية، بالإضافة إلى بنيتها القوية وتشغيلها السهل الاستخدام، يجعلها رصيدًا لا يقدر بثمن في بيئات التصنيع الحديثة.
أجزاء ووظيفة ماكينة القص الهيدروليكية
تُعد ماكينات القص الهيدروليكية ضرورية في صناعة تشغيل المعادن لقطع الصفائح المعدنية بدقة وكفاءة. يعد فهم المكونات المختلفة ووظائفها أمرًا بالغ الأهمية للتشغيل والصيانة المثلى. فيما يلي نظرة عامة مفصلة على الأجزاء والوظائف الرئيسية لماكينة القص الهيدروليكية.
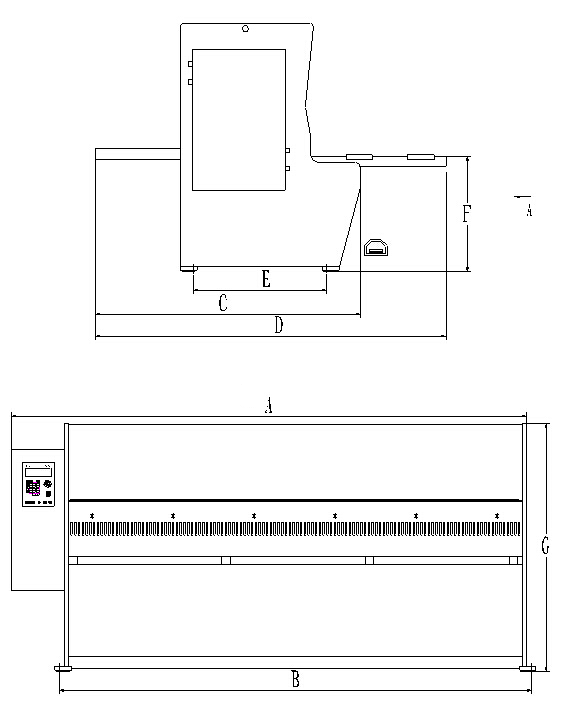
إطار ماكينة قص الإطار
هيكل ماكينة القص عبارة عن هيكل قوي مصنوع من ألواح فولاذية، مما يضمن الثبات والمتانة. ويشمل العديد من المكونات الرئيسية:
اللوحة اليمنى واليسرى: توفر هذه دعامة هيكلية للماكينة.
طاولة العمل: السطح الذي توضع فيه الصفيحة المعدنية للقطع.
حامل المشبك: تثبت الصفيحة المعدنية في مكانها أثناء عملية القص.
خزان الوقود: يحتوي على الزيت الهيدروليكي اللازم لتشغيل الماكينة.
بالإضافة إلى ذلك، يتم تركيب أسطوانات هيدروليكية ودعامات توجيه الكتلة المنزلقة على جانبي الإطار. تعمل هذه المكونات كآلية دفع لأعلى للتحكم في خلوص الشفرات، مما يضمن إجراء عمليات قطع دقيقة.
حامل الشفرة
حامل الشفرة هو مكون مهم يضم الشفرة العلوية. وهو متصل بالأسطوانة الهيدروليكية، مما يسمح بالحركة الرأسية لنقل قوة القص وإجراء القطع. يشتمل حامل الشفرة أيضًا على آلية المقياس الخلفي، والتي تحدد بدقة حجم الصفيحة المقصوصة.
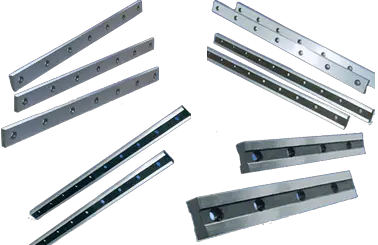
شفرة القص
شفرات القص مصنوعة من الفولاذ عالي المستوى، وهي مصممة لقطع أنواع مختلفة من صفائح الفولاذ، من الفولاذ منخفض الكربون إلى الفولاذ المقاوم للصدأ. تتميز كل من الشفرات العلوية والسفلية بأربع حواف قطع قابلة للتبديل، والتي يمكن تدويرها لإطالة عمر الشفرات.
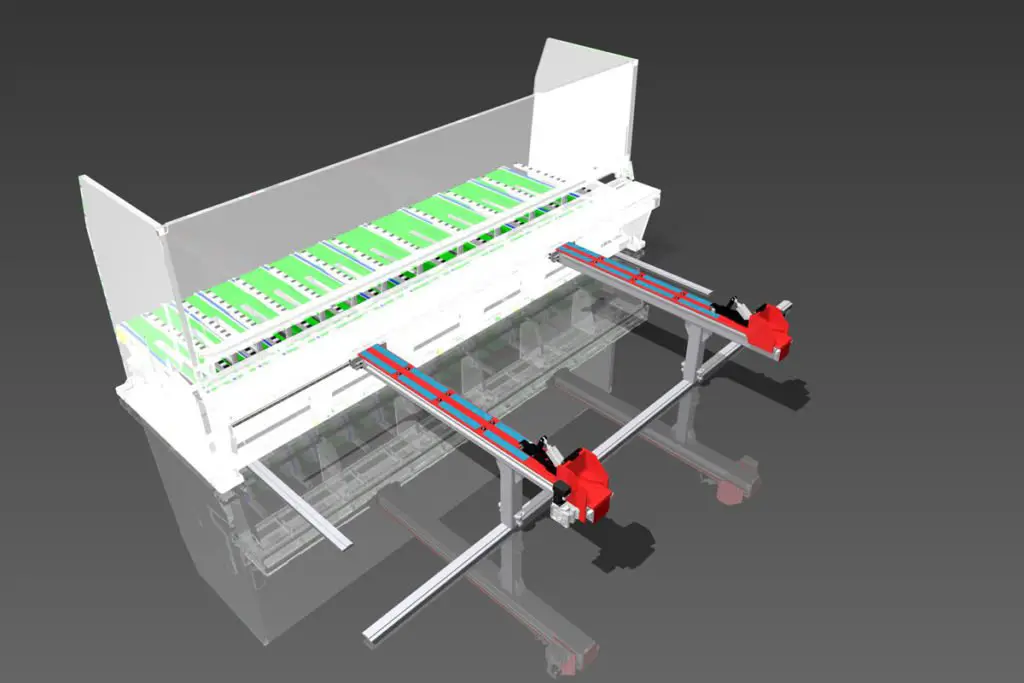
آلية القياس الخلفي
تعتبر آلية قياس الظهر ضرورية لعمليات القطع الدقيق للطول. وهي تشمل:
محرك تنظيم المقياس الخلفي: يقود حركة المقياس الخلفي.
آلية التعديل الديناميكي الجزئي: يسمح بإجراء تعديلات دقيقة.
آلية رفع المقياس الخلفي: يضبط ارتفاع المقياس الخلفي.
جهاز عرض رقمي: يعرض الإعدادات والقياسات الحالية.
برغي ناقل الحركة وعمود التوجيه: ضمان حركة سلسة ودقيقة للمقياس الخلفي.
خزان الوقود
يتم تركيب خزان الوقود على قاعدة خزان الزيت خلف ماكينة القص. وهو يضم:
كتلة الصمام الهيدروليكي المدمج الهيدروليكي: تتحكم في تدفق الزيت الهيدروليكي.
مضخة الزيت الهيدروليكية: تدوير الزيت الهيدروليكي.
المحرك الرئيسي: يشغل النظام الهيدروليكي.
يشير مقياس الزيت الموجود على الجانب الأيسر من الخزان إلى مستوى الزيت الهيدروليكي، والذي يجب الحفاظ عليه عند المستوى المتوسط لتحقيق الأداء الأمثل.
جهاز تعديل الخلوص
يسمح هذا الجهاز بضبط الفجوة بين الشفرات العلوية والسفلية لتتناسب مع سُمك المادة التي يتم قطعها. يعد الضبط المناسب للفجوة أمرًا بالغ الأهمية لتحسين قوة القص، وإطالة عمر الشفرة، وضمان إجراء عمليات قطع عالية الجودة. القاعدة العامة هي ضبط الفجوة على 10% من سُمك المادة.
الداعم الأمامي
يشتمل الداعم الأمامي على جهاز تثبيت جانبي متصل بمنضدة العمل، مما يضمن بقاء اللوحة المقصوصة متعامدة على كلا الجانبين، وهو أمر ضروري للقطع الدقيق والمستقيم.
لوحة حماية الأصابع
السلامة أمر بالغ الأهمية في تشغيل ماكينة القص. يتم تثبيت صفيحة حماية الأصابع على حامل مشبك الماكينة للحفاظ على مسافة آمنة بين أصابع المشغل وشفرات القطع. يجب أن تستوفي هذه اللوحة معايير السلامة الميكانيكية لمنع وقوع الحوادث.
يُعد فهم أجزاء ماكينة القص الهيدروليكية ووظائفها أمرًا حيويًا لتشغيلها بكفاءة وأمان. يلعب كل مكون دورًا محددًا في ضمان دقة القطع، والحفاظ على طول عمر الشفرة، وحماية المشغل. ستعمل الصيانة الدورية والضبط المناسب لهذه المكونات على تحسين أداء الماكينة وإطالة عمرها التشغيلي.
مسافة آمنة لحماية الأصابع
المقصات
الحد الأقصى
الحد الأدنى.ب
8/6.5/3000
12
80
8/6/4000
12
80
10/3000/4000
20
120
13/3000
23
200
ملاحظة: تتوافق هذه الأبعاد مع معايير السلامة الميكانيكية.
عند وضع الصفيحة في الكتلة الخلفية، من الضروري تجنب وضع أصابعك بين الصفيحة وطاولة ماكينة القص. قد يؤدي عدم القيام بذلك إلى ضغط الصفيحة على أصابعك أثناء عملية الكبس مما يؤدي إلى إصابات خطيرة.
بالإضافة إلى ذلك، إذا لم تكن كتلة المقياس الخلفي في موضعها، فلا تدفع اللوحة من خلال لوحة حماية الأصابع. يساعد هذا الاحتياط على منع إصابات الأصابع المحتملة.
الضغط باستمرار على الأسطوانة
أسطوانة التثبيت ضرورية لمنع حركة اللوح أثناء عملية القطع. فهي تضغط بقوة على اللوح لضمان الثبات والدقة، وبالتالي تحسين جودة القطع والحفاظ على سلامة المشغل.
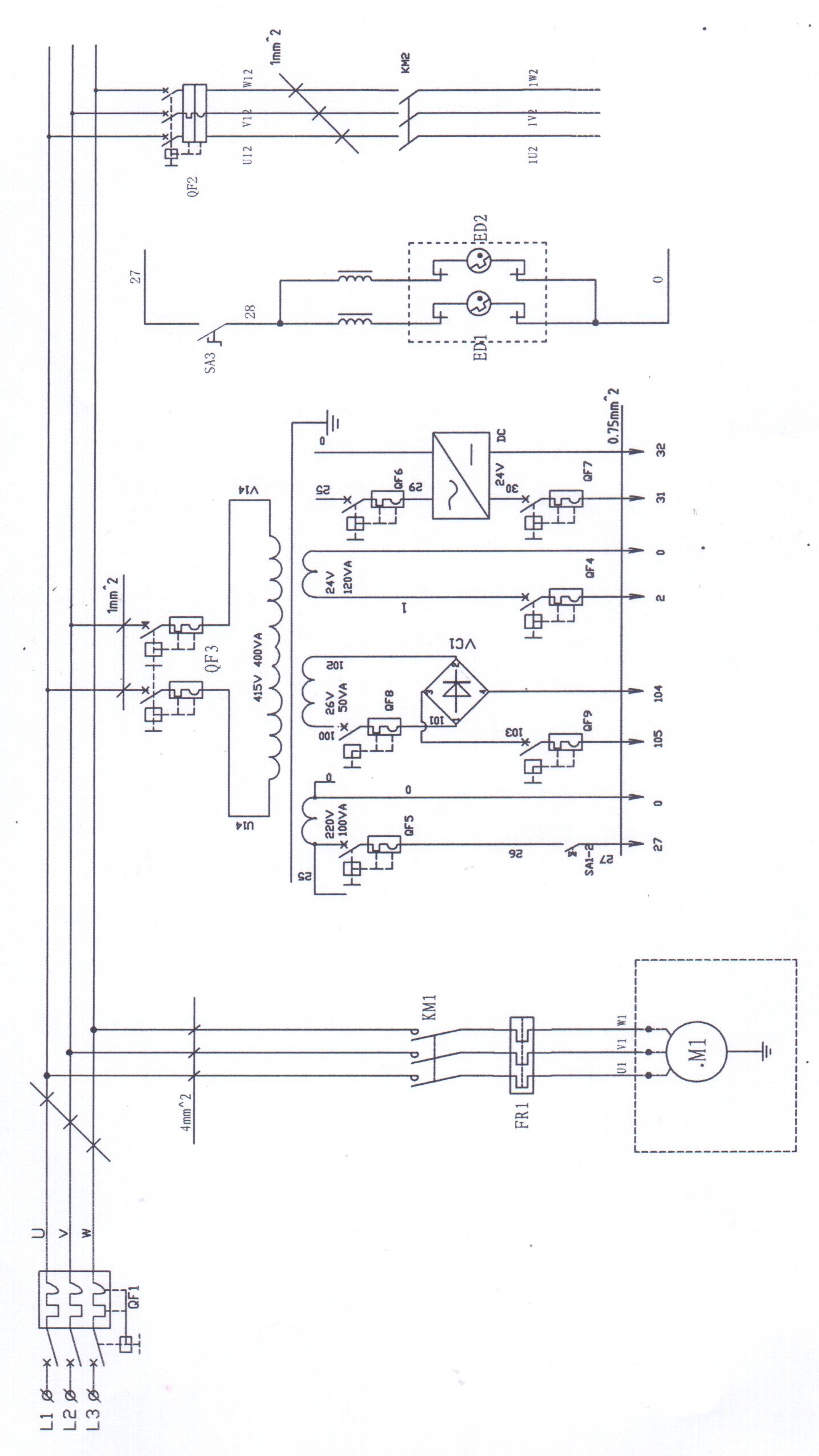
النظام الكهربائي لماكينة القص
تم تصميم النظام الكهربائي لماكينة القص لأداء العديد من الوظائف الهامة:
مزود الطاقة والتحكم: الغرض الأساسي هو بدء تشغيل محرك مضخة الزيت، الذي يحرك مضخة الزيت لتوفير الطاقة الهيدروليكية لماكينة القص.
دائرة التحكم: تقوم هذه الدائرة بتوصيل صمام الملف اللولبي وضغط الزيت بناءً على تعليمات التشغيل. وهي تدفع حركة حامل الشفرة لأعلى ولأسفل لتحقيق هدف القطع.
الضوابط الإضافية: تُستخدم الكهرباء أيضًا للتحكم في شوط الشفرة، والحركة ذهابًا وإيابًا، ومحاذاة خط القطع، وتعديل الفجوة، وزاوية القص.
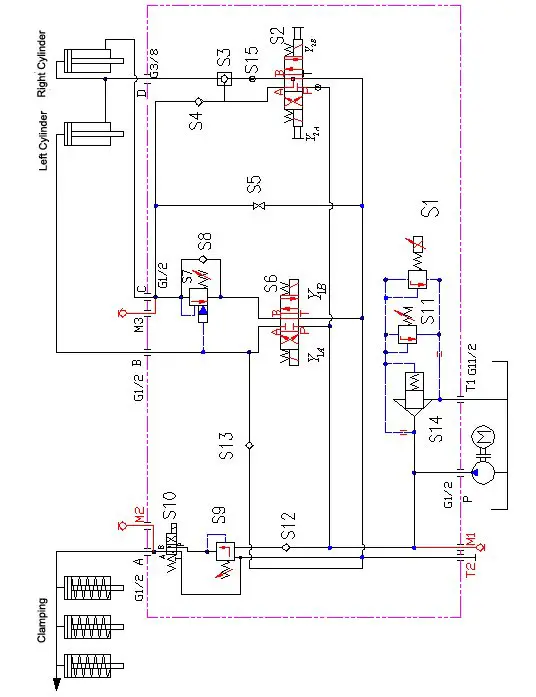
النظام الهيدروليكي لماكينة القص
النظام الهيدروليكي عبارة عن مجموعة معقدة من المكونات المختلفة التي تعمل معًا لإجراء عملية القطع. وهو يشمل:
مضخة الزيت الرئيسية: يوفر ضغط القص اللازم للمعدات الهيدروليكية.
المكونات الهيدروليكية: وتشمل الأسطوانة الهيدروليكية، وأسطوانة الضغط، والأنابيب الهيدروليكية، التي تتحكم في ضغط النظام واتجاه تدفق الزيت الهيدروليكي.
الاسطوانة الهيدروليكية: يدفع حركة حامل الشفرة لإجراء قطع اللوحة.
اسطوانة تعليق الإيقاف المؤقت: يضغط بشكل أساسي على قطعة العمل لضمان الدقة أثناء عملية القطع.
يعد التحكم الدقيق في النظام الهيدروليكي في الضغط واتجاه التدفق أمرًا بالغ الأهمية للتشغيل الفعال والدقيق لماكينة القص. تضمن هذه المراجعات ألا تكون المقالة دقيقة ومهنية فحسب، بل توفر أيضًا معلومات واضحة ومفصلة يمكن للقراء فهمها بسهولة، مما يعزز من جودتها وقيمتها الإجمالية.
مواصفات ماكينة القص الهيدروليكية
1. سُمك القص
يتم تحديد السُمك الأقصى الذي يمكن لماكينة القص الهيدروليكية أن تقصه في المقام الأول من خلال قوة آلية القص وقوة القص التي يمكن أن تولدها. وتؤثر عدة عوامل على قوة القص، بما في ذلك:
تخليص الحافة: الفجوة بين الشفرات العلوية والسفلية.
حدة الحافة: حالة حواف القطع.
زاوية القص: الزاوية التي تقطع بها الشفرة المادة.
سرعة القص: المعدل الذي تحدث به حركة القص.
درجة حرارة القص: درجة حرارة المادة التي يتم قصها.
عرض السطح المقصوص: بُعد المادة الملامسة للشفرات.
قوة المواد: القوة الكامنة في المادة التي يتم قصها.
وعادةً ما تستطيع ماكينات القص الهيدروليكية التعامل مع سماكات القص حتى 32 مم. وبعد هذه السماكة، تصبح العملية أقل فعالية من حيث التكلفة والكفاءة.
2. عرض صفيحة القص
يشير عرض صفيحة القص إلى أقصى عرض للصفيحة المعدنية التي يمكن قطعها في مسار واحد بواسطة آلية القص. يتم تحديد هذا العرض من خلال طول حافة القطع ومواصفات الشركة المصنعة.
القطع المتقاطع: تتضمن هذه الطريقة القطع عبر عرض الورقة.
الشق: يتضمن ذلك عدة قطع متوازية على طول الصفيحة.
طالما أن عرض الشريط أقل من عمق حلق آلية القص، فلا توجد قيود كبيرة على الحجم. وبفضل التطورات التكنولوجية، توفر ماكينات القص الهيدروليكية الآن عرضًا لقطع الألواح يصل إلى 6000 مم، مع وجود بعض الطرز الأجنبية التي يصل عرضها إلى 10000 مم.
3. زاوية القص
لتقليل الانحناء والتشويه في الصفيحة المعدنية المقصوصة، يُفضل عمومًا استخدام زاوية قص أصغر. وعلى الرغم من أن هذا يزيد من قوة القص المطلوبة، إلا أنه يعزز جودة القطع. ومع ذلك، يمكن أن تؤثر قوة القص المتزايدة على قوة وصلابة المكونات المجهدة لآلية القص.
4. عمق الحلق
عمق الحلق أمر بالغ الأهمية لطرق القطع الطولية. يعمل عمق الحلق الأصغر على تحسين صلابة الإطار ولكنه قد يقلل من الجودة الكلية للماكينة. يتمثل الاتجاه السائد في ماكينات القص الهيدروليكية الحديثة في تحسين عمق الحلق لتحقيق التوازن بين الصلابة وجودة القطع.
من خلال فهم هذه المواصفات، يمكن للمستخدمين اختيار ماكينة القص الهيدروليكية المناسبة لاحتياجاتهم الخاصة، مما يضمن عمليات قطع المعادن بكفاءة وجودة عالية.
تطبيقات ماكينات القص الهيدروليكية
تُعد ماكينات القص الهيدروليكية أدوات متعددة الاستخدامات تُستخدم على نطاق واسع في مختلف الصناعات نظرًا لدقتها وكفاءتها وقدرتها على التعامل مع مجموعة كبيرة من المواد. فيما يلي بعض التطبيقات الرئيسية لماكينات القص الهيدروليكية في مختلف القطاعات:
صناعة الديكور
في صناعة الديكور، غالبًا ما تُستخدم ماكينات القص الهيدروليكية جنبًا إلى جنب مع ماكينات الثني لإنشاء أبواب ونوافذ من الفولاذ المقاوم للصدأ. تساعد هذه الماكينات في قطع الصفائح المعدنية بأبعاد دقيقة، والتي يتم ثنيها وتشكيلها بعد ذلك لتشكيل عناصر زخرفية لأماكن خاصة، مما يعزز من الأداء الوظيفي والجاذبية الجمالية.
صناعات الطاقة الكهربائية والكهربائية
تلعب ماكينات القص الهيدروليكية دورًا حاسمًا في صناعات الطاقة الكهربائية والكهربائية. فهي تُستخدم لتقطيع الألواح المعدنية إلى أحجام محددة، والتي تتم معالجتها بعد ذلك باستخدام ماكينات الثني. وتعد هذه العملية ضرورية في تصنيع الخزانات الكهربائية وألواح الثلاجات وأغلفة تكييف الهواء. يضمن التقطيع الدقيق توافق المكونات معًا بسلاسة، مما يحافظ على سلامة الأجهزة الكهربائية وأمانها.
صناعات السيارات وبناء السفن
في صناعات السيارات وصناعة السفن، لا غنى عن ماكينات القص الهيدروليكية الكبيرة في مهام قص الألواح. تقطع هذه الماكينات الصفائح المعدنية الكبيرة التي تخضع بعد ذلك لعمليات ثانوية مثل اللحام والثني. إن القدرة على التعامل مع الألواح السميكة والكبيرة تجعل ماكينات القص الهيدروليكية مثالية لإنتاج هياكل السيارات وهياكل السفن والمكونات الهيكلية الكبيرة الأخرى.
صناعة الطيران والفضاء
تتطلب صناعة الطيران والفضاء دقة ودقة عالية، وهذا هو السبب في تفضيل ماكينات القص الهيدروليكية بنظام التحكم الرقمي وماكينات الثني بنظام التحكم الرقمي الكهروهيدروليكية المتزامنة الكهروهيدروليكية. توفر هذه الماكينات المتطورة دقة وكفاءة فائقة، وهي ضرورية لإنتاج مكونات فضائية عالية الجودة. يضمن القطع الدقيق أن تفي الأجزاء بمعايير الصناعة الصارمة ويمكنها تحمل الظروف الصعبة لتطبيقات الفضاء الجوي.
صناعات أخرى
بالإضافة إلى القطاعات المذكورة أعلاه، تُعد ماكينات القص الهيدروليكية وماكينات الثني الهيدروليكية حيوية أيضًا في مختلف الصناعات الأخرى. فهي تُستخدم في إنتاج الآلات، ومواد البناء، وحتى في تصنيع السلع الاستهلاكية اليومية. إن تعدد استخدامات ماكينات القص الهيدروليكية وكفاءتها يجعلها من الأصول القيمة في أي صناعة تتطلب قطع وتشكيل المعادن بدقة.
وباختصار، تُعد ماكينات القص الهيدروليكية أدوات أساسية في العديد من الصناعات، حيث تساهم في إنتاج مكونات ومنتجات عالية الجودة. إن قدرتها على قطع وتشكيل المعادن بدقة وكفاءة تجعلها لا غنى عنها في عمليات التصنيع الحديثة.
كيفية استخدام ماكينة القص الهيدروليكية
التحضير قبل العملية
نظف الزيت من سطح كل مكون من مكونات ماكينة القص، مع التأكد من أن الصمام الكروي في وضع الفتح.
تأكد من التأريض السليم للماكينة وتشغيل مصدر الطاقة. تحقق من تنسيق كل مكون كهربائي.
قبل البدء، خاصةً إذا كانت هناك حاجة إلى إعادة نفخ المجمّع، تحقق من موضع رأس الكرة.
خطوات استخدام ماكينة القص الهيدروليكية
ينطوي استخدام ماكينة القص الهيدروليكية على عدة خطوات هامة لضمان السلامة والدقة والكفاءة. فيما يلي دليل تفصيلي حول كيفية تشغيل الماكينة بشكل صحيح:
1. الإعداد والاختبار الأولي
تشغيل الماكينة: قم بتشغيل ماكينة القص الهيدروليكية واتركها تعمل لبضع دورات. يساعد ذلك على التأكد من أن الماكينة تعمل بشكل صحيح ويمكنها التعامل مع الألواح ذات السماكات المختلفة.
اختبار القطع: قم بإجراء عمليات قطع اختبارية بدءًا من أنحف الألواح إلى أكثرها سُمكًا للتحقق من أن الماكينة تعمل بشكل طبيعي في ظروف مختلفة.
2. مراقبة ضغط الزيت
مفتاح قياس الضغط المفتوح: أثناء عملية القطع، افتح مفتاح قياس الضغط لمراقبة ضغط الزيت.
ضبط صمام التدفق الزائد: إذا لاحظت أي خلل في ضغط الزيت، قم بضبط صمام الفائض للتأكد من أن الضغط يفي بمتطلبات التشغيل.
3. تعديل خلوص الشفرة
ضبط خلوص الشفرة المضبوطة: اضبط خلوص الشفرة وفقًا لسُمك اللوح الذي تنوي قطعه. يُعد الخلوص المناسب للشفرة أمرًا بالغ الأهمية للحصول على قطع نظيف وإطالة عمر الشفرة.
4. وضع اللوحة
نقل اللوحة إلى طاولة العمل: ضع الصفيحة بعناية على طاولة عمل ماكينة القص.
5. ضبط المقياس الخلفي
ضبط المقياس الخلفي: اضبط المقياس الخلفي على الموضع المناسب بناءً على الحجم المطلوب للوح القطع. يضمن مقياس الظهر إجراء عمليات قطع متسقة ودقيقة.
6. ضبط حجم القص
وضع اللوحة: ادفع اللوحة بحيث تتلامس مع لوحة المقياس الخلفي.
ضبط حجم القصّ بالمجموعة: تأكيد وضبط حجم القص لضمان الدقة في عملية القطع.
7. قص اللوح
تنشيط مفتاح القدم: اضغط على مفتاح القدم لبدء عملية القص. ستقوم الماكينة بقص الصفيحة الفولاذية وفقًا للمعايير المحددة.
8. تكرار العملية
كرر الخطوات 4-6: بالنسبة للصفائح الإضافية، كرر خطوات نقل اللوحة، وضبط مقياس الظهر، وضبط حجم القص.
الاستبدال والمعالجة: بعد قطع قطعة من الفولاذ، استبدلها بالقطعة التالية وكرر خطوات المعالجة (4-8).
9. إيقاف التشغيل والصيانة
إيقاف تشغيل الطاقة: بمجرد الانتهاء من جميع مهام القطع، قم بإيقاف تشغيل الطاقة عن ماكينة القص.
الصيانة اليومية: قم بإجراء الصيانة اليومية على النحو المحدد في تعليمات صيانة الماكينة. تضمن الصيانة المنتظمة طول عمر الماكينة وأداءها الأمثل.
من خلال اتباع هذه الخطوات، يمكنك تشغيل ماكينة القص الهيدروليكية بأمان وكفاءة، مما يضمن إجراء عمليات قطع عالية الجودة وإطالة عمر الماكينة.
إرشادات التشغيل الآمن لماكينة القص الهيدروليكية
تدريب المشغل والإلمام بالمشغل
المعارف العامة: يجب أن يكون المشغل على دراية بالهيكل العام لمعدات القص وتشغيلها.
التدريب: يجب تدريب المشغل على استخدام معدات القص وصيانتها.
فحوصات التشحيم وفحوصات ما قبل التشغيل
التشحيم: قم بتشحيم ماكينة القص وفقًا لتعليمات التشحيم. افحص مستوى الزيت وجودته، وتأكد من تغطية كوب الزيت.
محاذاة الشفرة: قبل التشغيل، قم بمحاذاة شفرة القطع. يجب ضبط خلوص الشفرة بناءً على سُمك المادة التي يتم قطعها، وعادةً ما يكون 5-7% من سُمك المادة. اضبط الخلوص عن طريق تدوير دولاب الموازنة بيدك لجعل الشفرة العلوية والسفلية تتبادلان مرة واحدة، ثم تحقق من الخلوص باستخدام مقياس تحسس.
ضبط لوحة التثبيت: استنادًا إلى متطلبات المادة التي يتم قطعها، قم بفك مسمار التثبيت، واضبط موضع لوحة التثبيت، وشدها. يجب تشغيل ماكينة القص من 2-3 مرات قبل بدء العمل لضمان التشحيم الجيد والتشغيل الخالي من الأخطاء.
السلامة التشغيلية
احتياطات التعديل: لا تستخدم الإيقاع لفك جهاز القياس الخلفي أو ضبط خلوص الشفرة. عند ضبط خلوص القضيب التوجيهي وخلوص الشفرة، يجب إيقاف الماكينة قبل إجراء أي تعديلات. لا تصل إلى منطقة القطع أو تتعامل مع المواد أثناء التشغيل.
صيانة الشفرات: يجب أن تكون الشفرة حادة ويجب شحذها أو استبدالها على الفور في حالة تلفها أو تآكلها.
التعديلات الخاصة بالمواد: عند قطع مواد مختلفة السُمك وأنواع مختلفة من المواد، اضبط ضغط نابض المشبك وخلوص الشفرة بشكل مناسب لمنع كسر النابض أو تلف حافة الشفرة.
المواد المحظورة: لا تقطع القضبان الفولاذية باستخدام ماكينة القص الهيدروليكية. لا تضع أي أشياء أخرى على طاولة العمل لتجنب تلف الشفرة.
سلوك المشغل
الإشراف المستمر: يجب على المشغل عدم ترك الماكينة أثناء التشغيل أو السماح لأي شخص آخر بتشغيلها.
الاهتمام بالآليات: انتبه جيدًا لآلية التشبيك والقابض والمكابح بحثًا عن أي علامات عطل غير طبيعي. ابق متيقظًا أثناء القص، وإذا اكتشفت أي سلوك غير طبيعي في الماكينة، أوقف القص على الفور، وقم بإيقاف تشغيل الطاقة وإبلاغ موظفي الصيانة.
إجراءات ما بعد العملية
إيقاف التشغيل والتنظيف: قبل مغادرة العمل، قم بإيقاف تشغيل الطاقة، وامسح المعدات، وقم بعمل سجل للفحص.
القيود المادية
المواد المحظورة: لا تقطع الألواح الطويلة أو السميكة بشكل مفرط أو الفولاذ عالي السرعة، أو فولاذ الأدوات، أو الحديد الزهر. لا تقطع المواد القابلة للانفجار أو القضبان أو المواد الرقيقة للغاية أو المواد غير المعدنية.
تدابير السلامة الإضافية
القابض والمحرك: يجب إيقاف تشغيل القابض قبل بدء التشغيل، ويجب ألا يبدأ تشغيل المحرك مع وجود حمولة.
اختبار القطع الفارغ: قبل البدء، اختبر عملية القطع الفارغة. بمجرد أن يعمل كل شيء بشكل جيد، ثم ابدأ عملية القطع.
قضيب السحب والتثبيت: افحص قضيب السحب بحثًا عن أي علامات عطل وتأكد من أن برغي التثبيت آمن.
سلامة الأصابع: أبعد أصابعك عن مسار الشفرة عند تلقيم المواد. لا تقطع المواد مع اثنين من المشغلين في نفس الوقت، ولا تقف خلف ماكينة القص.
من خلال الالتزام بهذه الإرشادات، يمكن للمشغلين ضمان الاستخدام الآمن والفعال لماكينات القص الهيدروليكية، مما يقلل من مخاطر الحوادث وتلف المعدات.
الأمور التي يجب مراعاتها أثناء تشغيل ماكينة القص الهيدروليكية
يتطلب تشغيل ماكينة القص الهيدروليكية اهتمامًا دقيقًا بالتفاصيل والالتزام ببروتوكولات السلامة لضمان الأداء الأمثل ومنع وقوع الحوادث. فيما يلي الاعتبارات الرئيسية التي يجب وضعها في الاعتبار:
1. ضبط خلوص الشفرة
تحقق بانتظام من خلوص الشفرة واضبطه وفقًا لسُمك المواد المختلفة التي يتم قطعها. تُعد الخلوص المناسب للشفرة أمرًا بالغ الأهمية للحصول على قطع نظيف وإطالة عمر الشفرات.
2. حدة الشفرة وجودة القطع
تأكد من أن الشفرة حادة وأن سطح القطع خالٍ من الندوب والقطع الغازي والنتوءات البارزة. يمكن أن تؤدي الشفرات الباهتة إلى ضعف جودة القطع وزيادة تآكل الماكينة.
3. السلامة أثناء التعديلات
عند إجراء تعديلات على الماكينة، يجب إيقاف تشغيلها لتجنب الإصابة الشخصية وتلف الماكينة. اتبع دائمًا إرشادات الشركة المصنعة لإجراء التعديلات بأمان.
4. مراقبة التشوهات
إذا تم اكتشاف ضوضاء غير طبيعية أو ارتفاع درجة حرارة خزان الزيت أثناء التشغيل، أوقف ماكينة القص على الفور للتحقيق في المشكلة. يجب ألا تتجاوز أعلى درجة حرارة لخزان الزيت 60 درجة مئوية. قد يشير السخونة الزائدة إلى وجود مشكلات محتملة في النظام الهيدروليكي والتي يجب معالجتها على الفور.
5. حدود عرض القطع
لا تحاول قطع الشرائط، لأن ذلك قد يؤدي إلى تلف الماكينة. يجب ألا يقل الحد الأدنى لعرض المادة التي يتم قطعها عن 40 مم. يمكن أن يؤدي قطع الشرائط الضيقة إلى وضع ضغط لا داعي له على الشفرات وإطار الماكينة.
6. قدرة قطع المواد
تعتمد قدرة القطع لآلة القص الهيدروليكية على قوة المادة التي يتم قطعها. على سبيل المثال:
مع أقصى سُمك للقطع يبلغ 16 مم للصلب Q235 (بقوة شد 450 ميجا باسكال)، فإن سُمك القطع للصلب Q345 سيكون 13 مم.
بالنسبة للصلب Q235 بسماكة قطع 8 مم، يكون سمك القطع للصلب Q345 6 مم.
يعد فهم خصائص المواد وضبط إعدادات الماكينة وفقًا لذلك أمرًا ضروريًا للحفاظ على سلامة الماكينة وضمان إجراء عمليات قطع دقيقة.
من خلال اتباع هذه الإرشادات، يمكن للمشغلين ضمان التشغيل الآمن والفعال لماكينات القص الهيدروليكية، مما يؤدي إلى إنتاج عالي الجودة وإطالة عمر الماكينة.
شفرة ماكينة القص الهيدروليكية
مادة شفرة ماكينة القص
تُعد شفرات ماكينات القص الهيدروليكية مكونات حاسمة تحدد جودة وكفاءة عملية القطع. عادةً ما تكون هذه الشفرات مصنوعة من فولاذ الأدوات عالي الجودة، والذي يتم اختياره لصلابته ومتانته ومقاومته للتآكل. تشمل المواد الأكثر استخدامًا لشفرات ماكينات القص ما يلي:
فولاذ عالي الكربون عالي الكروم (D2): معروف بمقاومته العالية للتآكل والمتانة.
فولاذ عالي السرعة (HSS): يوفر صلابة ومقاومة ممتازة للحرارة.
سبائك فولاذ الأدوات: يوفر توازناً جيداً بين الصلابة والمتانة.
كربيد التنغستن كربيد التنغستن: صلبة للغاية ومقاومة للاهتراء ومناسبة لقطع المواد شديدة الصلابة.
فولاذ الكروم الفاناديوم الفاناديوم: توفر صلابة ومقاومة جيدة للتآكل.
فولاذ المنغنيز: معروف بقوة صدماته العالية ومقاومته للتآكل.
فولاذ الأدوات الكربوني: خيار اقتصادي مع صلابة جيدة ومقاومة للتآكل.
تُعد صلابة شفرات ماكينات القص عاملاً حاسمًا يؤثر على أداء القطع والمتانة. وتختلف الصلابة القياسية لهذه الشفرات باختلاف سُمك المادة المصممة لقطعها. فيما يلي قيم الصلابة النموذجية للشفرات المستخدمة في ماكينات القص الهيدروليكية:
للمواد بسماكة 6.5/10 مم: لجنة حقوق الإنسان 58/59
للمواد بسماكة 13/16 مم: لجنة حقوق الإنسان 56/57
تضمن مستويات الصلابة هذه قدرة الشفرات على قطع الألواح المدرفلة على البارد القياسية ومعظم ألواح الفولاذ المقاوم للصدأ بفعالية.
جدول صلابة الشفرة القياسي
6.5/10 مم
لجنة حقوق الإنسان
58/59
13/16 مم
لجنة حقوق الإنسان
56/57
أداء القطع واعتباراته
عند تقطيع كميات كبيرة من الفولاذ المقاوم للصدأ أو المواد الصلبة الأخرى، قد تحدث حواف خشنة أثناء عملية القطع. قد يرجع ذلك إلى زيادة البلى على الشفرات التي قد لا تحافظ على حدتها ودقتها مع الاستخدام الطويل. ولمعالجة هذه المشكلة، تتوفر شفرة اختيارية ذات صلابة أقل قليلاً (HRC 56/57) لمقصات 6.5/10 مم. صُممت هذه الشفرة لتوفير توازن بين الصلابة والمتانة، مما يقلل من حدوث الحواف الخشنة ويحسن من جودة القطع بشكل عام.
الموارد الإضافية
للحصول على معلومات أكثر تفصيلاً عن المواد المستخدمة في شفرات القص الهيدروليكية، يمكنك الرجوع إلى الدليل على "8 مواد شائعة الاستخدام لشفرة المقصات الهيدروليكية." يوفر هذا المورد نظرة متعمقة على خصائص وتطبيقات مواد الشفرات المختلفة، مما يساعدك على اختيار الشفرة المناسبة لاحتياجات القطع الخاصة بك، ومن خلال فهم تركيبة المواد وصلابة شفرات ماكينات القص، يمكنك اتخاذ قرارات مستنيرة لتحسين أداء ماكينة القص الهيدروليكية وطول عمرها.
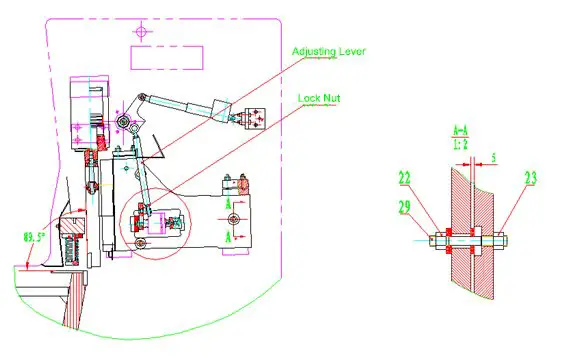
تعديل زاوية شفرة ماكينة القص
تعديل زاوية شفرة ماكينة القص بالقص
أهمية زاوية الشفرة والخلوص
في تشغيل ماكينات القص، يعد ضبط زاوية الشفرة والخلوص أمرًا بالغ الأهمية لتحقيق نتائج القطع المثلى. وتعتمد هذه التعديلات اعتمادًا كبيرًا على المادة التي تتم معالجتها، حيث إن المواد المختلفة لها خصائص مختلفة مثل السُمك والصلابة وقوة الشد.
ضبط زاوية الشفرة
تلعب زاوية الشفرة، التي غالبًا ما يشار إليها باسم "زاوية أشعل النار" أو "زاوية الميل"، دورًا مهمًا في عملية القص. يمكن أن يكون لضبط هذه الزاوية تأثيرات مختلفة على جودة القطع والكفاءة الكلية لماكينة القص.
زيادة زاوية الشفرة
المزايا: يمكن أن تقلل زيادة زاوية الشفرة من قوة القطع المطلوبة، وهو ما يمكن أن يكون مفيدًا عند العمل مع مواد أكثر سمكًا أو أكثر صلابة. يمكن أن يساعد هذا التعديل أيضاً في الحصول على حافة قطع أنظف.
العيوب: ومع ذلك، قد يؤدي ارتفاع زاوية الشفرة إلى زيادة التشوه، خاصة عند قطع الشرائح الضيقة. يمكن أن يظهر هذا التشوه على شكل اعوجاج أو انحناء للمادة، وهو أمر غير مرغوب فيه في التطبيقات الدقيقة.
تقليل زاوية الشفرة
المزايا: يمكن أن يؤدي تقليل زاوية الشفرة إلى تقليل التشوه، مما يؤدي إلى قطع أكثر دقة مع اعوجاج أقل. يكون هذا مفيدًا بشكل خاص عندما تكون الدقة أمرًا بالغ الأهمية، كما هو الحال في تصنيع المكونات التي تتطلب تفاوتات ضيقة.
العيوب: قد تزيد زاوية الشفرة المنخفضة من احتمالية تكون نتوءات على حافة القطع. النتوءات عبارة عن نتوءات صغيرة وخشنة متبقية على المادة، والتي يمكن أن تؤثر على جودة الصقل وقد تتطلب عمليات إزالة الحواف الإضافية.
حساب الخلوص
يُعد الخلوص بين الشفرات معلمة حيوية أخرى تحتاج إلى ضبط دقيق. يضمن الخلوص المناسب قطعًا نظيفًا وإطالة عمر الشفرات.
مراعاة المواد القياسية: يجب تعديل الخلوص بناءً على سُمك ونوع المادة التي يتم قصها. على سبيل المثال، قد تتطلب المواد الأكثر ليونة مثل الألومنيوم خلوصًا مختلفًا مقارنةً بالمواد الأكثر صلابة مثل الفولاذ.
التأثير على جودة القص: يمكن أن يؤدي الخلوص غير الصحيح إلى سوء جودة القص، مثل الحواف الخشنة أو التآكل المفرط على الشفرات. يساعد الخلوص المحسوب بشكل صحيح في تحقيق قطع سلس ويقلل من الحاجة إلى صيانة الشفرات بشكل متكرر.
التعديل والمراقبة العملية
غالبًا ما تأتي ماكينات القص الحديثة مزودة بأنظمة تحكم متقدمة تسمح بإجراء تعديلات في الوقت الفعلي ومراقبة زاوية الشفرة والخلوص.
مخطط خزانة الغاز: تتميز بعض ماكينات القص بخزانة غاز مزودة برسم تخطيطي يمكن تعديله في أي وقت لتحسين نتائج القص. يوفر هذا الرسم البياني تمثيلاً مرئيًا للإعدادات الحالية ويسمح للمشغلين بإجراء تعديلات دقيقة بناءً على المادة والنتائج المطلوبة.
تحليل النظام الخارجي: في حين أن التحليل الخارجي للنظام ليس مطلوبًا في هذا السياق، إلا أنه من الضروري مراقبة معلمات القص وتعديلها بانتظام للحفاظ على الأداء الأمثل وإطالة عمر الماكينة.
يُعد ضبط زاوية الشفرة والخلوص في ماكينات القص جانبًا مهمًا لتحقيق عمليات قطع عالية الجودة والتشغيل الفعال. ومن خلال فهم تأثيرات هذه التعديلات وإجراء تغييرات دقيقة بناءً على خصائص المواد، يمكن للمشغلين تحسين أداء ماكينات القص الخاصة بهم وتحقيق نتائج فائقة. كما تضمن المراقبة والتعديلات المنتظمة، التي تسهلها أنظمة التحكم المتقدمة، إجراء عمليات قص متسقة وموثوقة.
الحد الأدنى لعرض القطع لماكينة القص الهيدروليكية
عند استخدام ماكينة القص الهيدروليكية، يُعد الحد الأدنى لعرض القطع عاملًا حاسمًا يجب مراعاته لضمان جودة القطع ودقته. تختلف الإرشادات الخاصة بالحد الأدنى لعرض القطع اعتمادًا على ما إذا كان القص دقيقًا أم لا.
القص غير الدقيق
بالنسبة للقص غير الدقيق، يجب ألا يقل عرض الشريط المقصوص عن ثلاثة أضعاف سُمك الصفيحة. يساعد هذا المبدأ التوجيهي على منع التشوه المفرط ويضمن عملية قطع أكثر استقرارًا. على سبيل المثال، إذا كان سُمك الصفيحة 5 مم، يجب ألا يقل عرض شريط القص عن 15 مم على الأقل.
القص الدقيق
بالنسبة للقص الدقيق، تكون المتطلبات أكثر صرامة. يجب أن يكون عرض المادة المقصوصة ستة أضعاف سُمك الصفيحة على الأقل. هذه النسبة الأعلى ضرورية لتجنب تشويه أو ثني المادة، مما قد يؤثر على دقة وجودة القطع. على سبيل المثال، إذا كان سُمك الصفيحة 5 مم، فيجب ألا يقل عرض الشريط المقطوع عن 30 مم على الأقل.
دقة القص لماكينة القطع الهيدروليكية
عند تقييم جودة القص الذي تقوم به ماكينة القص الهيدروليكية، يجب مراعاة العديد من المعلمات الرئيسية، خاصةً بالنسبة للوح المدلفن على البارد العادي مقاس 2 مم. تضمن هذه المعلمات دقة واتساق عملية القص، وهو أمر بالغ الأهمية للحفاظ على جودة المنتج النهائي. فيما يلي المعايير التفصيلية لتقييم دقة القص:
المعلمات الرئيسية
تحمل التوازي:
الإعداد: X = 100 مم
المتطلبات: يجب ألا يتجاوز تفاوت التوازي للعينة 0.15 مم على أي طول 1000 مم.
الشرح: وهذا يعني أنه عند قياس قطعة 100 مم بطول 1000 مم، يجب أن يكون الانحراف في التوازي في حدود 0.15 مم. وهذا يضمن بقاء الحواف المقطوعة متوازية مع بعضها البعض، وهو أمر بالغ الأهمية لملاءمة الأجزاء المقصوصة وتشطيبها.
الاستقامة:
الإعداد: X = 100 مم
المتطلبات: يجب ألا يتجاوز استقامة العينة 0.25 مم على أي طول 1000 مم.
الشرح: يضمن هذا المعيار ألا تنحرف حافة القطع أكثر من 0.25 مم عن خط مستقيم على طول 1000 مم. الحفاظ على الاستقامة مهم للسلامة الهيكلية وتجميع المكونات المقطوعة.
تكرار دقة تحديد الموضع للمحور X:
المتطلبات: يجب أن تكون دقة تحديد موضع التكرار 0.02 مم.
الشرح: تشير هذه المعلمة إلى قدرة الماكينة على العودة إلى موضع محدد مسبقًا بدرجة عالية من الدقة. تضمن دقة التموضع المتكرر التي تبلغ 0.02 مم أن يتم إجراء كل عملية قطع بدقة في الموقع المقصود، وهو أمر ضروري لإنتاج الدُفعات والحفاظ على التوحيد عبر قطع متعددة.
اعتبارات إضافية
طول العينة: يمكن أن يكون طول العينة مساويًا لعرض الصفيحة التي يتم قصها. تسمح هذه المرونة باختبار أحجام العينات المختلفة، مما يضمن أداء ماكينة القص بشكل متسق عبر الأبعاد المختلفة.
قوة الشد للعينة:
المتطلبات: يجب ألا تتجاوز قوة الشد للعينة σb ≤ 450 ميجا باسكال.
الشرح: يضمن حد قوة الشد أن تكون المادة التي يتم قصها في حدود قدرة الماكينة. قد يؤدي تجاوز هذا الحد إلى قطع غير دقيق أو تلف الماكينة.
من خلال الالتزام بهذه المعايير، يمكن تقييم دقة القص لماكينة القطع الهيدروليكية والحفاظ عليها بفعالية. ويضمن ضمان التوازي والاستقامة ودقة تحديد موضع التكرار ضمن التفاوتات المحددة نتائج قص عالية الجودة، والتي تعتبر ضرورية لعمليات التصنيع اللاحقة والجودة الشاملة للمنتج النهائي.
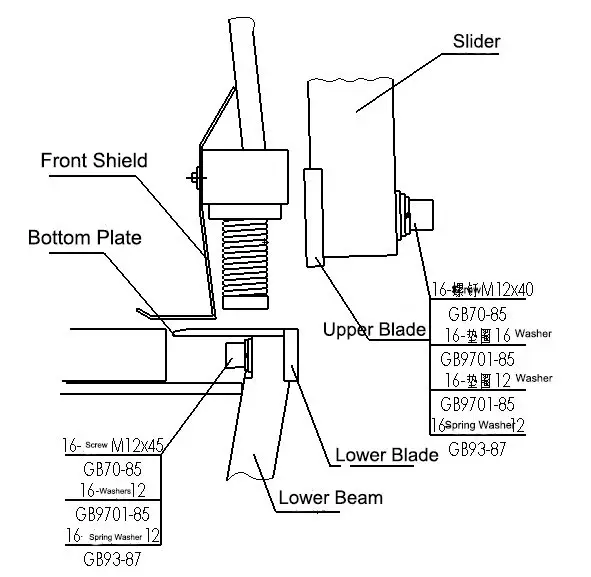
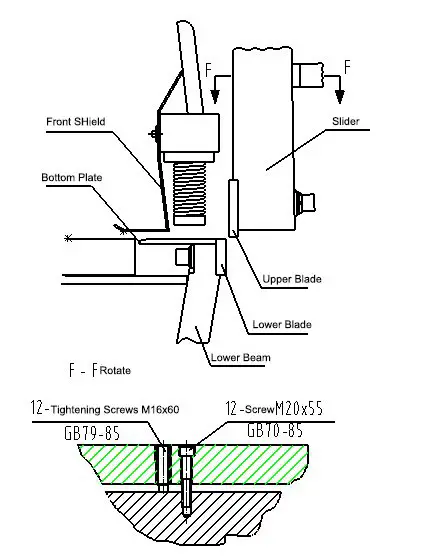
تركيب الشفرات العلوية والسفلية
تركيب الشفرة العلوية
تركيب الشفرة:
اربط البراغي M12*40 بإحكام على الشفرة. لا تُحكم ربط البراغي عند الطرفين بعد.
التموضع الأولي:
استخدم عصا لتثبيت الشفرة في مكانها. أحكم ربط البراغي المثبتة M12*40 تدريجيًا واحدًا تلو الآخر حتى يصبح سطح الشفرة ملامسًا تمامًا للمنزلق.
الشد النهائي:
اخفض المنزلق وأوقف تشغيل محرك المضخة. ثم، أحكم ربط البراغي M12*40 على طرفي الشفرة.
مواصفات عزم الدوران:
تأكد من أن عزم ربط براغي الشفرة هو 35 نيوتن-متر.
تركيب الشفرة السفلية
تجهيز الماكينة:
ابدأ تشغيل مضخة الزيت وارفع شريط التمرير إلى أعلى نقطة له. بمجرد إيقاف تشغيل مضخة الزيت، ضع الشفرة في موضعها.
التموضع الأولي:
قم بفك البراغي السداسية M12*45 قليلاً (لا تشدها كثيراً في الوقت الحالي). استخدم عصا للضغط على الشفرة بحيث تكون قريبة من أسفل طاولة العمل.
الشد النهائي:
أحكم ربط البراغي M12*45 بالتناوب حسب الحاجة.
ملاحظة مهمة
يجب إحكام ربط مسامير الشفرات بعزم الدوران المحدد لضمان التشغيل السليم للماكينة.
نصائح إضافية
السلامة أولاً: تأكد دائمًا من إيقاف تشغيل الماكينة وتأمينها بشكل صحيح قبل البدء في أي أعمال صيانة أو تركيب.
التحقق من المحاذاة: بعد التثبيت، تحقق مرة أخرى من محاذاة الشفرات للتأكد من أنها متوازية وموضوعة بشكل صحيح.
الصيانة الدورية: افحص الشفرات والبراغي بانتظام للتأكد من عدم تآكلها أو تلفها، وتأكد من إحكام ربطها دائمًا بعزم الدوران المحدد.
باتباع هذه الإرشادات التفصيلية، يمكنك ضمان التركيب السليم والأداء الأمثل للشفرات على ماكينة القص الهيدروليكية الخاصة بك.
تعديل خلوص الشفرة في ماكينات القص
يعد خلوص الشفرة عاملاً حاسمًا في تشغيل ماكينات القص، مما يؤثر بشكل مباشر على جودة سطح القص وعمر الشفرة. يضمن الضبط المناسب التشغيل الفعال والآمن. إليك دليل مفصل حول ضبط خلوص الشفرة:
1. خلوص الشفرة صغير جداً
عادةً ما يكون الخلوص القياسي بين الشفرات العلوية والسفلية حوالي 0.02 مم، وهو تقريبًا سمك ورقة A4 القياسية. من الطرق الشائعة لضبط خلوص الشفرة أثناء التركيب استخدام ماكينة القص لقص الورق.
عواقب خلوص الشفرة الصغيرة جداً:
الضغط المفرط على حافة القطع: عندما يكون الخلوص صغيرًا جدًا، تكون حافة القطع للشفرة تحت ضغط مفرط، مما قد يؤدي إلى تلفها وتبلّدها بشكل مباشر.
خلع الشفرة: يمكن أن يحدث خلع بين الشفرتين العلوية والسفلية، مما يتسبب في قطع الشفرة العلوية في الشفرة السفلية. يمكن أن يؤدي ذلك إلى تشقق حافة القطع، مما يشكل خطراً على المشغل.
2. خلوص الشفرة كبير جداً
هذا خطأ شائع يرتكبه غير المحترفين أثناء تركيب الشفرات. ولمنع اصطدام الشفرات ببعضها البعض، فإنهم غالبًا ما يزيدون الفجوة دون داعٍ، وهو أمر غير صحيح.
عواقب الخلوص الكبير جداً للشفرة:
دقة القطع المنخفضة: عندما يكون خلوص الشفرة كبيرًا جدًا، تتأثر دقة لوحة القطع، مما يؤدي إلى ظهور العديد من النتوءات المعدنية على حافة القطع، خاصة عند قطع مواد الصفائح المعدنية الرقيقة.
الصفائح المعدنية المحصورة: قد تنحصر الصفيحة المعدنية بين الشفرات العلوية والسفلية، مما يجعل من الصعب إزالتها. لا يؤدي ذلك إلى تآكل الشفرات فحسب، بل قد يتسبب أيضًا في تعطل ماكينة القص. ومع ذلك، قد لا تكون هذه المشكلة ملحوظة عند قطع الألواح السميكة.
التعديل المنتظم لخلوص الشفرة
من الضروري ضبط خلوص الشفرة بانتظام بعد الاستخدام المطول للمقص. يوصى بضبط خلوص الشفرة عند حوالي 10% من سُمك الصفيحة المعدنية. يتم تثبيت الشفرة السفلية على ماكينة القص الهيدروليكية، ولا يمكن ضبط خلوص الشفرة إلا من خلال تغيير موضع الشفرة العلوية. يجب أن يكون الحد الأدنى للخلوص بين 0.05-0.1 مم.
خطوات التعديل:
ضبط النهايات: يمكن ضبط خلوص الشفرة عند الأطراف عن طريق ضبط العمود (كما هو موضح في الشكل).
تعديل البرغي السداسي اللولبي: إذا كان الخلوص بين الشفرة السفلية لا يفي بالمتطلبات، فيمكن ضبطه بالرجوع إلى الشكل وضبط البراغي السداسية M1660 و M1265 لضمان أن يكون بدل التوازي بين الشفرات العلوية والسفلية في حدود 0.05 مم.
تكرار التعديلات: قد تكون التعديلات المتكررة للبراغي السداسية الداخلية M1265 و M1660 ضرورية لتحقيق الخلوص المثالي للشفرة.
يعد ضبط خلوص الشفرة بشكل صحيح أمرًا حيويًا للحفاظ على جودة سطح القص وإطالة عمر الشفرات. تضمن الفحوصات والتعديلات المنتظمة، خاصة بعد الاستخدام المطول، تشغيل ماكينة القص بكفاءة وأمان.
صيانة ماكينة القص الهيدروليكية
تعد الصيانة السليمة لماكينة القص الهيدروليكية أمرًا بالغ الأهمية لضمان طول عمرها وموثوقيتها وسلامتها. يوضح هذا الدليل مهام الصيانة الأساسية، بما في ذلك التشحيم اليومي، والتنظيف، وتعليمات السلامة المحددة.
1. إرشادات السلامة
عند إجراء أي صيانة على ماكينة القص، من الضروري إعطاء الأولوية للسلامة. اتبع هذه الخطوات لضمان بيئة عمل آمنة:
مزود الطاقة: قم دائمًا بفصل التيار الكهربائي قبل بدء أي أعمال صيانة.
وقت التفريغ: انتظر لمدة 20 ثانية على الأقل للسماح بتفريغ المكثف ومضخم المؤازرة بالكامل.
تشغيل الأجزاء الهيدروليكية: كن حذرًا لأن شريط التمرير قد يتحرك أثناء تشغيل الأجزاء الهيدروليكية. التزم بهذه الإرشادات:
لا تضع الذراعين أو القدمين بين الشفرات العلوية والسفلية.
قبل إزالة الصمام:
أغلق المضخة.
قم بخفض المنزلق إلى أسطوانة الزيت بدون زيت. إذا لم يكن ذلك ممكناً، استخدم كتلة خشبية لتوسيدها ومراقبة أي تغيرات في الضغط في النظام بسبب إزالة صمام المنزلق.
تأكد من عدم إجراء أي عملية على ماكينة القص دون اتخاذ تدابير السلامة المناسبة.
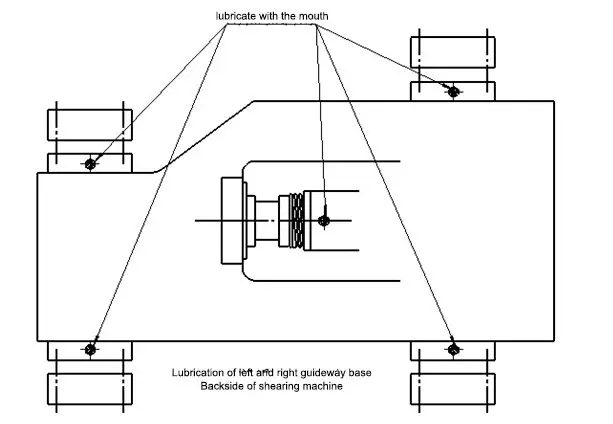
2. تشحيم ماكينة القص
التشحيم ضروري للتشغيل السلس لماكينة القص. اتبع هذه الإرشادات:
التردد: قم بتشحيم الماكينة مرة واحدة في الأسبوع أو كل 40 ساعة تشغيل.
زيوت التشحيم: استخدم شحم أساسه الكالسيوم.
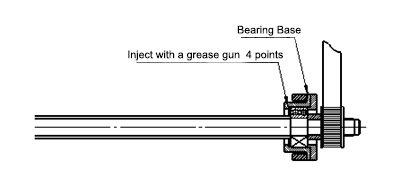
التطبيق: احقن الشحوم في كل نقطة تشحيم باستخدام مسدس تشحيم.
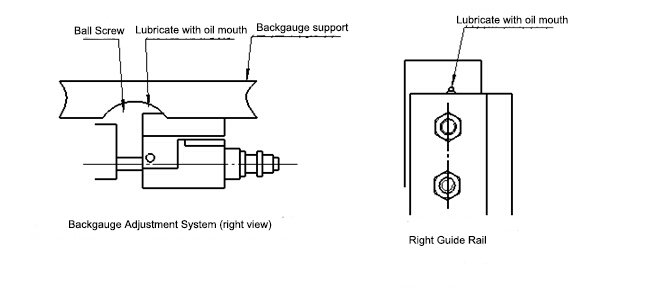
نقاط التشحيم موضحة أدناه:
لا يوجد
نقطة التشحيم
الشحوم
1
برغي كروي وصامولة ومحمل طرف البرغي
شحم قاعدة الكالسيوم
2
سكة توجيه وقاعدة توجيه الشرائح
شحم قاعدة الكالسيوم
3
سكة توجيه الكتلة المنزلقة
شحم قاعدة الكالسيوم
4
سكة التوجيه وبرغي تعديل الخلوص والصامولة
شحم قاعدة الكالسيوم
3. الزيت الهيدروليكي وشحم قاعدة الكالسيوم
للحصول على الأداء الأمثل، استخدم الزيوت الهيدروليكية التالية:
الشركة المصنعة
الزيت الهيدروليكي
ESSO
نوتو H46
شيل
تيلوس 46
الخليج
HARMONY 46 AW
شركة بريتيش بتروليوم
HLP46
TBXACO
زيت راندو 46
موبيل أويل
موبيل DTE 25
4. تغيير الزيت الهيدروليكي
يعد الاستبدال المنتظم للزيت الهيدروليكي أمرًا بالغ الأهمية للحفاظ على أداء ماكينة القص. اتبع هذه الخطوات:
الاستبدال الأولي: استبدل الزيت الهيدروليكي بعد أول 2000 ساعة من التشغيل.
الاستبدالات اللاحقة: استبدل الزيت كل عامين أو بعد 4000 ساعة من الاستخدام.
التحضير: تنظيف المنطقة المحيطة بغطاء الخزان والأنابيب لمنع التلوث.
التصريف: قم بتفريغ الزيت الهيدروليكي عندما يكون دافئًا، وتأكد من أن المنزلق عند النقطة الميتة العليا.
التنظيف: نظف الخزان من الداخل باستخدام قطعة قماش نظيفة ومذيب مناسب.
استبدال المرشح: استبدل مرشحات الزيت.
إعادة التعبئة: أضف زيت هيدروليكي جديد.
التداول: قم بتشغيل مضخة الزيت لمدة ساعة تقريبًا لتدوير الزيت الهيدروليكي الجديد قبل إعادة تشغيل ماكينة القص.
5. إجراءات صيانة ماكينة القص الهيدروليكية
لضمان التشغيل الموثوق به، التزم بإجراءات الصيانة التالية، والتي تستند إلى أسبوع عمل لمدة 5 أيام عمل لمدة 8 ساعات عمل في اليوم:
المهام اليومية: إجراء التشحيم والتنظيف اليومي.
المهام الأسبوعية: إجراء تشحيم شامل لجميع النقاط المحددة.
المهام الدورية: استبدل الزيت الهيدروليكي والمرشحات حسب الجدول الزمني الموصى به.
من خلال اتباع إرشادات الصيانة هذه، يمكنك ضمان التشغيل الفعال والآمن لماكينة القص الهيدروليكية الخاصة بك، مما يؤدي في النهاية إلى إطالة عمر خدمتها والحفاظ على أدائها.
البند
نقاط الانتباه
الفترة
الجسم كله
قم بتنظيف الغبار والأوساخ الموجودة على الماكينة، وزيت الشفرة برفق
أسبوعياً
شريط التمرير
تشحيم المسدس
أسبوعياً
محمل الدعم الخلفي
تشحيم المسدس
أسبوعياً
برغي كروي لولبي خلفي
تشحيم المسدس
أسبوعياً
سكة توجيه المنزلق
تحقق من ضبط الحفار
3 أشهر
تحقق من موضع المقياس الخلفي
إذا تجاوز خطأ الموضع للكتل الخلفية + 0.1 مم، يُرجى إعادة الضبط
3 أشهر
الأجزاء والأنظمة الهيدروليكية
افحص مستوى زيت الخزان. إذا كنت بحاجة إلى استبدال الزيت الجديد، قم بتغيير الفلتر إلى 20 ميكرومتر
أسبوعياً
صفي الزيت القديم وأضف الزيت الجديد
12 شهرًا للمرة الأولى
افحص جميع الصمامات والنظام الهيدروليكي والأنابيب والموصلات لمنع التسرب والانسداد واستبدالها عند الضرورة.
3 أشهر
تحقق من نظافة مرشحات الاستيراد والتصدير
3 أشهر
مفتاح تبديل القدم
افحص دواسة تبديل القدم، في حالة وجود تشوه أو كسر، إلخ.
شهرياً
معدات التحكم الكهربائية
افحص مفاتيح الحد في الخزانة الكهربائية، ويجب استبدال مفاتيح الحد في الوقت المناسب
3 أشهر
المقصات
مراقبة التآكل والخلل في المقصات المعدنية الهوائية
3 أشهر
واقي الأصابع
تحقق من جهاز حماية مقصات الألواح لمنع دخول الإصبع إلى المنطقة الخطرة
شهرياً
استكشاف أعطال ماكينة القص الهيدروليكية وإصلاحها
دليل تعليمات ماكينة القص الهيدروليكية
يمكنك النقر على الرابط أدناه لعرض كل من دليل التعليمات الخاص بمقصات العارضة المتأرجحة والمقصات المقصلة.
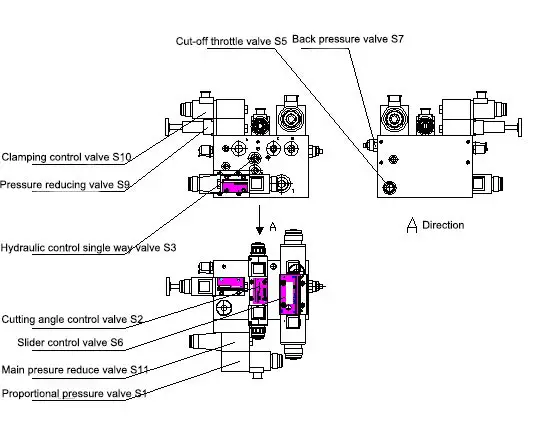
عندما يتم توجيه الزيت من أنبوب الزيت الرئيسي إلى صمام التحكم الاتجاهي رباعي الاتجاهات ثلاثي الأوضاع S6، يتم تنشيط S6Y1A. يدخل الزيت بعد ذلك إلى S6B من خلال S6P، ويفتح الصمام أحادي الاتجاه S8، ويتدفق إلى الحجرة السفلية للأسطوانة اليمنى (الأسطوانتان اليمنى واليسرى متصلتان على التوالي)، مما يتسبب في تدفق الزيت من الخزان الأيمن إلى الحجرة السفلية للأسطوانة اليسرى.
يدخل الزيت الموجود في الحجرة العلوية للأسطوانة اليسرى إلى S6A ثم S6T، مما يتسبب في تحريك شريط التمرير لأعلى.
إذا تم تنشيط S6Y1، فسوف يدخل الزيت إلى S6A من خلال S6، ثم إلى الغرفة العلوية للأسطوانة اليسرى، ثم إلى الغرفة العلوية للأسطوانة اليمنى.
سوف يتغلب الزيت على ضغط صمام الضغط الخلفي S7 ويدخل S6T من خلال S6B، ثم يعود إلى خزان الزيت، مما يتسبب في تحريك شريط التمرير لأسفل.
2. ضبط زاوية القص
في حالة عدم وجود قيمة محددة لزاوية القص لماكينة القص، لا يمكن أن تتحرك كتلة المنزلق لأعلى ولأسفل. لذلك، يجب ضبط زاوية القص من خلال وحدة التحكم.
يتم ضبط زاوية القص على النحو التالي:
عندما يتم توجيه الزيت إلى صمام التحكم الاتجاهي رباعي الاتجاهات ثلاثي المواضع S2، ويتم تنشيط Y2A، يدخل الزيت إلى S2B من خلال S2P، ويفتح صمام التحكم الهيدروليكي أحادي الاتجاه S3، ويتدفق إلى الحجرة السفلية للأسطوانة اليسرى والحجرة العلوية للأسطوانة اليمنى، مما يتسبب في عدم تشكيل الحجرة العلوية لأسطوانة الزيت اليسرى دائرة وعدم تحركها.
عندما يعود الزيت الموجود في الحجرة السفلية للأسطوانة اليمنى إلى خزان الزيت من خلال S6T، وصمام الضغط الخلفي S7، وصمام S6B، تصبح زاوية القطع أصغر.
وعلى العكس من ذلك، إذا تم تنشيط Y2B، فسوف يدخل الزيت إلى S2A من خلال S2P، ويفتح الصمام أحادي الاتجاه S4، ويتدفق إلى الغرفة السفلية لأسطوانة الزيت اليمنى.
لا يمكن للزيت الموجود في الحجرة العلوية للأسطوانة اليمنى أن يدخل إلا إلى صمام التحكم الهيدروليكي أحادي الاتجاه S3 (عند هذه النقطة، يكون صمام S3 مفتوحًا)، وسيدخل الزيت إلى S2T من خلال S2B، مما يتسبب في زيادة زاوية القص.
العلاقة بين زاوية القص وقوة القص:
الفولاذ الطري (مم)
6
8
10
13
13
13
13
16
16
20
الفولاذ المقاوم للصدأ (مم)
3
4
6
8
8
8
8
10
10
12
قوة القص (ك ن)
132
220
430
730
620
620
650
730
850
1270
تعديل زاوية القص (°)
0.5-2.5
0.5-2.5
0.5-2
0.5-2
0.5-2.5
0.5-2.5
0.5-2
0.5-3
0.5-2.5
0.5-3
3. عمل أسطوانة التثبيت
عندما يدخل الزيت إلى صمام التحكم الاتجاهي S9 من خلال صمام التحكم التناسبي للتشبيك S10 (يتم التحكم في الضغط النسبي له بواسطة مفتاح ضبط ضغط القوس الكهربائي)، عند تنشيط S9، يدخل الزيت إلى S9A من خلال S9P ثم يدخل إلى الغرفة العلوية لجهاز التشبيك، مما يتسبب في تحرك مكبس التشبيك إلى أسفل وإحداث ضغط.
عند فقدان S9 للكهرباء، سيتم دفع مكبس التشبيك لأعلى بواسطة النابض الداخلي للمشبك، مما يجبر الزيت الموجود في الحجرة العلوية لأسطوانة التشبيك على الدخول إلى S9T من خلال صمام S9، مما يؤدي إلى إعادة ضبط جهاز التشبيك.
** رسم هيكل ماكينة القص الهيدروليكية
قائمة الأجزاء الضعيفة لماكينة القص الهيدروليكية
لا يوجد
البند
المبلغ
السعر (رنمينبي)
1
حزام التوقيت
1
150
2
يا خاتم
1
10
3
يا خاتم
1
12
4
حلقة الختم
4
174
5
حلقة مقاومة للغبار
2
302
مسؤولية مشغل ماكينة القص الهيدروليكية
المسؤوليات العامة
تحت إشراف مدير ورشة الصفائح المعدنية، يجب على مشغل ماكينة القص الهيدروليكية أن يقوم بما يلي:
الالتزام بلوائح الشركة.
اتبع توجيهات القيادة.
الحفاظ على وحدة الموظفين.
ابذل جهداً إيجابياً.
تصرف بطريقة اقتصادية.
تنفيذ أعمال ذات جودة عالية.
إنتاج منتجات مؤهلة.
الصيانة وحفظ السجلات
مسؤول عن الصيانة الروتينية اليومية، بما في ذلك فحص المقصات وإصلاحها وتعديلها وشدها.
الاحتفاظ بسجلات مفصلة لأنشطة الصيانة.
إجراءات السلامة والتشغيل
الإلمام بإجراءات التشغيل الفنية للسلامة واتباعها بدقة.
إتقان طرق التشغيل العادية لماكينة القص.
الحكم بدقة على الحالات غير الطبيعية واتخاذ إجراءات الطوارئ الصحيحة في الوقت المناسب.
قم بتشغيل الماكينة بصرامة وفقًا لقواعد التشغيل؛ لا يمكن تشغيل المعدات إلا عندما تكون بيئة العمل طبيعية.
فحوصات ما قبل التشغيل
افحص خزان تخزين الزيت للتأكد من كفايته.
افحص الصمامات وخطوط الأنابيب بعد بدء تشغيل مضخة الزيت للتأكد من أن الضغط يفي بالمتطلبات.
راقب مقاومة حركة الشفرة وابدأ القطع فقط عندما يكون الاختبار طبيعيًا (يحظر البدء المفاجئ).
مناولة المواد والقطع
لا تقطع مواد الألواح المغلفة أو تقليم حواف الألواح ذات النتوءات أو قص الألواح الضيقة والمواد القصيرة التي لا يمكن ضغطها بإحكام.
اضبط خلوص الشفرة وفقًا لسُمك اللوح (على ألا يتجاوز 1/30 من سُمك اللوح).
تأكد من تثبيت الشفرة بإحكام وإبقائها متوازية لمنع وقوع الحوادث.
حافظ على حافة الشفرة حادة وأصلحها أو استبدلها إذا كانت باهتة أو متشققة.
اضغط على المواد بإحكام على الصفيحة أثناء القص وتجنب القص تحت الضغط.
القيود التشغيلية
لا تقم بضبط الصمام الهيدروليكي بنفسك.
لا تستخدم ماكينة القص للمواد التي تتجاوز قدرتها، مثل الطول/السمك الفائق، أو الفولاذ، أو الفولاذ عالي الكربون، أو سبائك الفولاذ، أو سبائك الفولاذ، أو الحديد الزهر، أو المواد الهشة.
افحص براغي التثبيت بشكل متكرر للتأكد من عدم ارتخاءها.
لا تقم بتشغيل ماكينة القص بمفردك؛ قم بالتنسيق مع شخص آخر لتوصيل المواد ودقة الأبعاد ومناولة المواد.
اضبط خلوص الشفرة وفقًا لسُمك اللوحة وتجنب قطع مواصفات أو مواد مختلفة في وقت واحد.
أبقِ أصابع المشغل على بعد 200 مم على الأقل عن المقص وجهاز الضغط.
تحديد سُمك القطع وفقًا لرسم منحنى منحنى قوة/سُمك اللوحة.
لا تضع أشياء أخرى على طاولة العمل.
إجراءات ما بعد العملية
نظف الماكينة بعد التوقف.
قم بتشغيل ماكينة القص في الوضع الفارغ بعد ضبط الشفرة لاختبارات المحاذاة.
قم بتكديس المنتجات الجاهزة وإخلاء الحقل وقطع التيار الكهربائي وقفل صندوق التبديل قبل مغادرة منطقة العمل.
من خلال الالتزام بهذه المسؤوليات والإجراءات، يضمن مشغل ماكينة القص الهيدروليكي عمليات آمنة وفعالة وعالية الجودة داخل ورشة الصفائح المعدنية.
سعر ماكينة القص الهيدروليكية
تُعد ماكينات القص الهيدروليكية أدوات أساسية في صناعة تصنيع المعادن، وتستخدم في المقام الأول لقطع ألواح الصلب. تأتي هذه الماكينات بتكوينات مختلفة، وأكثرها شيوعًا مصممة للتعامل مع ألواح الصلب بسماكة 4-8 مم وعرض 2.5-3.2 متر.
الأسعار النموذجية
قص العارضة المتأرجحة الهيدروليكية:
4 * 2500 شعاع القص المتأرجح الهيدروليكي: يبلغ سعر هذا الطراز، الذي يمكنه قطع ألواح الصلب التي يصل سمكها إلى 4 مم وعرضها 2.5 متر، حوالي 6000 دولار أمريكي.
6 * 3200 شعاع القص المتأرجح الهيدروليكي: هذا الطراز، القادر على تقطيع ألواح الصلب التي يصل سمكها إلى 6 مم وعرضها 3.2 متر، يكلف بشكل عام حوالي 10000 دولار أمريكي.
المقص المقصلة الهيدروليكية:
يبلغ سعر المقص المقصلة الهيدروليكية بشكل عام حوالي 2000 دولار أمريكي أكثر من مقصات العارضة المتأرجحة المماثلة. وهذا يعني أنه إذا كان سعر مقصات العارضة المتأرجحة 6000 دولار أمريكي، فإن المقص المقص المقصلة ذات السعة المماثلة سيكون سعره حوالي 8000 دولار أمريكي. وبالمثل، إذا كان سعر مقصلة العارضة المتأرجحة 10000 دولار أمريكي، فإن المقصلة المقصلة ستكون تقريبًا 12000 دولار أمريكي.
الاختلافات بين قص العارضة المتأرجحة والقص المقصلة
قص العارضة المتأرجحة: في هذا النوع من القص، تتأرجح الشفرة العلوية في قوس لقطع المادة. وهو عادة ما يكون أكثر اقتصادًا وأبسط في التصميم، مما يجعله مناسبًا للتطبيقات الأقل تطلبًا.
مقصلة القص المقصلة: يتميز هذا النوع من المقصات بحركة قطع مستقيمة لأعلى ولأسفل، مما يوفر دقة أعلى وجودة قطع أفضل. وهي بشكل عام أكثر قوة ومناسبة للمواد السميكة أو الأكثر صلابة، وهو ما يبرر ارتفاع سعرها.
يمكن أن يساعد فهم الاختلافات ونقاط السعر لهذه الماكينات في اتخاذ قرار مستنير بناءً على المتطلبات المحددة لمهام القطع المطروحة.
يمكن التحقق من الفرق التفصيلي بين قص العارضة المتأرجحة والقص المقصلة هنا.
كيفية اختيار ماكينة القص الهيدروليكية المناسبة
ينطوي اختيار ماكينة القص الهيدروليكية المناسبة لاحتياجاتك على عدة خطوات حاسمة. سيساعدك هذا الدليل في هذه العملية لضمان اتخاذ قرار مستنير يتماشى مع متطلباتك وميزانيتك المحددة.
تحديد المواصفات ونطاق التكلفة
تحديد احتياجاتك: ابدأ بفهم الاحتياجات المحددة لعمليتك. ضع في اعتبارك نوع المواد التي ستقوم بقصها، وسُمك هذه المواد، وحجم العمل. سيساعدك ذلك على تحديد المواصفات اللازمة لماكينة القص الهيدروليكية، مثل سعة القطع وطول الشفرة وزاوية القطع.
تحديد الميزانية: حدد نطاق التكلفة الذي يتماشى مع قيودك المالية مع ضمان عدم التنازل عن الميزات الأساسية. تذكّر أن التكلفة الأولية ليست التكلفة الوحيدة؛ ضع في اعتبارك تكاليف الصيانة والتشغيل والتكاليف المحتملة لوقت التعطل.
العثور على الشركة المصنعة
الشركات المصنعة للأبحاث: ابحث عن المصنعين ذوي السمعة الطيبة المتخصصين في ماكينات القص الهيدروليكية. استخدم موارد مثل أدلة الصناعة والمعارض التجارية والمنصات الإلكترونية لتجميع قائمة بالموردين المحتملين. أولِ اهتمامًا خاصًا بالمصنعين الذين يتمتعون بحضور قوي في السوق، مثل المصنعين في الصين، المعروفة بقدراتها التصنيعية الواسعة.
التحقق من القدرات: تأكد من أن الشركات المصنعة المدرجة في قائمتك لديها القدرة على إنتاج النوع المحدد من ماكينات القص الهيدروليكية التي تحتاج إليها. هذه الخطوة ضرورية لتجنب إضاعة الوقت على الموردين الذين لا يمكنهم تلبية متطلباتك.
التحقق من النماذج
مقارنة النماذج: تقدم الشركات المصنعة المختلفة نماذج مختلفة بميزات وقدرات مميزة. قارن بين هذه الموديلات بناءً على احتياجاتك المحددة. ابحث عن تفاصيل مثل دقة القطع وسهولة التشغيل وميزات السلامة وكفاءة الطاقة.
تحقق من التوفر: تأكد من توفر الطراز الذي تهتم به. قد تحصل بعض الشركات المصنعة على موديلات معينة من شركات أخرى، لذا من المهم التحقق من مصدر الماكينة ومدى توفرها.
فحص الشركة والآلة
زيارة الشركة المصنعة: إذا كان ذلك ممكنًا، قم بزيارة منشأة الشركة المصنعة لرؤية الماكينات أثناء التشغيل. سيمنحك ذلك فهماً أفضل لجودة بناء الماكينة وأدائها.
جمع المعلومات: جمع معلومات مفصلة عن الماكينة، بما في ذلك المواصفات الفنية والضمان وخدمة ما بعد البيع. يمكن للشركة المصنعة التي لديها دعم قوي لما بعد البيع أن تقلل بشكل كبير من وقت التعطل وتكاليف الصيانة.
تقييم الخدمة: ضع في اعتبارك سمعة الشركة المصنعة فيما يتعلق بخدمة العملاء. اقرأ المراجعات، واسأل عن المراجع، وتحدث إلى عملاء آخرين إن أمكن. يمكن أن تكون الخدمة الممتازة بنفس أهمية الماكينة نفسها.
توقيع عقد وإيداع وديعة
مراجعة العقد: مراجعة شروط العقد بعناية قبل التوقيع. تأكد من أن جميع المواصفات المتفق عليها والجداول الزمنية للتسليم وشروط الدفع مذكورة بوضوح. ابحث عن أي بنود قد تكون غير مواتية أو مخالفة للقوانين المحلية.
قم بإيداع مبلغ: بمجرد أن تكون راضيًا عن العقد، تابع عملية الإيداع. تؤمن هذه الخطوة عادةً طلبك وتبدأ عملية التصنيع.
الأسئلة المتداولة
فيما يلي إجابات على بعض الأسئلة المتداولة:
ما هي المواد التي يمكن لماكينة القص الهيدروليكية قطعها؟
ماكينات القص الهيدروليكية متعددة الاستخدامات للغاية ويمكنها قطع مجموعة كبيرة من المواد المعدنية بسماكات وخصائص مختلفة. يمكن لهذه الماكينات قطع ألواح الفولاذ الكربوني وألواح وألواح الفولاذ المقاوم للصدأ (سواءً المدرفلة على الساخن أو المدرفلة على البارد)، وألواح وألواح الألومنيوم، والتي تستخدم عادةً في صناعات الطيران والسيارات والإلكترونيات. وبالإضافة إلى ذلك، يمكن للمقصات الهيدروليكية التعامل مع المعادن الأخرى مثل النحاس الأصفر والنحاس والسبائك المختلفة.
هذه الماكينات قادرة على قطع الصفائح والألواح المعدنية بسماكات تتراوح بين الرقيقة جدًا إلى 40 مم أو أكثر، حسب سعة الماكينة. تسمح زاوية القص القابلة للتعديل وخلوص الشفرة في ماكينات القص الهيدروليكية بالقطع الفعال للمواد ذات السماكات المختلفة، مما يضمن الحد الأدنى من التشويه والدقة العالية.
في تطبيقات محددة، تُستخدم المقصات الهيدروليكية في صناعة الطيران لقطع ألواح الصلب عالية القوة لأجزاء الطائرات، وفي صناعة السيارات لقطع ألواح الصلب والألومنيوم لمكونات المركبات مثل الهياكل والأبواب، وفي إنتاج الأجهزة المنزلية والإلكترونيات لقطع ألواح الفولاذ المقاوم للصدأ والألومنيوم لمنتجات مثل الثلاجات ومكيفات الهواء وأغلفة الأجهزة الإلكترونية. وبشكل عام، تُعد ماكينات القص الهيدروليكية أدوات أساسية في مختلف القطاعات الصناعية نظرًا لقدرتها على التعامل مع مجموعة متنوعة من المواد المعدنية.
كيف يمكنني الاختيار بين ماكينة القص الهيدروليكية اليدوية وماكينة القص الهيدروليكية التي يتم التحكم فيها بنظام التحكم الرقمي CNC؟
عند المفاضلة بين ماكينة القص الميكانيكية اليدوية وماكينة القص الهيدروليكية التي يتم التحكم فيها بنظام التحكم الرقمي، يجب مراعاة عدة عوامل: الدقة والسرعة والتحكم والصيانة ومتطلبات الورشة المحددة.
تتفوق ماكينات القص الهيدروليكية التي يتم التحكم فيها بنظام التحكم الرقمي باستخدام الحاسب الآلي في الدقة والدقة حيث توفر مستويات تفاوت تصل إلى ± 0.1 مم وتنتج عمليات قطع عالية الجودة مع الحد الأدنى من تشويه المواد. وعلى النقيض من ذلك، لا يمكن لماكينات القص الميكانيكية اليدوية، على الرغم من دقتها، أن تضاهي الدقة اللازمة للتطبيقات الحرجة.
فيما يتعلق بالسرعة، يمكن لماكينات القص الميكانيكية تحقيق 60-100 عملية قطع في الدقيقة، مما يجعلها مثالية للإنتاج بكميات كبيرة. ومع ذلك، فإنها تتطلب تعديلات دورية للراحة وفجوة الشفرة. تعمل ماكينات القص الهيدروليكية بسرعة أبطأ تتراوح بين 20 و30 عملية قطع في الدقيقة، وهي مناسبة للقطع الدقيق ولكن بكميات أقل بسبب ديناميكيات السوائل المستخدمة.
التحكم والأتمتة من المزايا الهامة للماكينات الهيدروليكية التي يتم التحكم فيها بنظام التحكم الرقمي. فهي تتميز بالتعديلات الآلية، وشاشات العرض الرقمية، والتحكم الدقيق في معلمات القطع المختلفة، مما يقلل من الأخطاء البشرية. وتفتقر الماكينات الميكانيكية اليدوية إلى ميزات الأتمتة هذه، مما يؤدي إلى احتمال حدوث تناقضات في عملية القطع.
تختلف الصيانة والتكاليف أيضًا. تتطلب ماكينات القص الهيدروليكية صيانة دورية للنظام الهيدروليكي، مما قد يزيد من التكاليف. أما ماكينات القص الميكانيكية فهي أبسط وأسهل في الصيانة، حيث لا تحتاج إلى زيت هيدروليكي، مما يجعلها أكثر صداقة للبيئة. ومع ذلك، فإنها تشكل المزيد من المخاوف المتعلقة بالسلامة وتتطلب تعديلات دورية.
السلامة هي اعتبار آخر. عادةً ما تكون الماكينات الهيدروليكية مزودة بحماية مدمجة للحمل الزائد وهي أكثر أمانًا في التشغيل. تمثل الماكينات الميكانيكية، بحركاتها الميكانيكية السريعة وتشغيلها اليدوي، المزيد من مخاطر السلامة.
باختصار، إذا كان متجرك يتطلب إنتاجًا بكميات كبيرة مع تركيز أقل على الدقة، فقد تكون ماكينة القص الميكانيكية أكثر ملاءمة. أما بالنسبة للقطع الدقيق بكميات أقل مع التحكم الآلي، فإن ماكينة القص الهيدروليكية التي يتم التحكم فيها باستخدام الحاسب الآلي هي الأفضل. ضع في اعتبارك تكاليف الصيانة وميزات السلامة أيضًا، حيث توفر الماكينات الهيدروليكية سلامة وأتمتة أفضل بتكلفة صيانة أعلى، في حين أن الماكينات الميكانيكية أبسط وأكثر صداقة للبيئة.
ما المواصفات التي يجب مراعاتها عند شراء ماكينة قص هيدروليكية؟
عند شراء ماكينة قص هيدروليكية، يجب مراعاة العديد من المواصفات والعوامل الرئيسية لضمان تلبية الماكينة لاحتياجاتك الخاصة بالتطبيق وتشغيلها بكفاءة.
أولاً، ضع في اعتبارك نوع المادة والسماكة التي تنوي قطعها. يجب أن تتمتع الماكينة بالقدرة القصوى المناسبة للقطع والحمولة القصوى المناسبة للتعامل مع المواد التي تريدها، حيث يمكن أن تؤدي الحمولة غير الكافية إلى ضعف جودة القطع وانخفاض الكفاءة.
بعد ذلك، حدد طول القطع المطلوب. يجب أن يكون طول القطع في الماكينة كافيًا للتعامل مع المواد الخاصة بك في عملية قطع واحدة لتجنب عدم الكفاءة وزيادة وقت الإنتاج.
كما أن جودة الشفرات ونوعها مهمان أيضاً. يجب أن تكون الشفرات مصنوعة من مواد متينة مثل سبائك الفولاذ ويجب أن تكون مناسبة للمواد التي تقطعها لضمان قصها بجودة عالية. قد تكون التعديلات أو الاستبدالات المنتظمة ضرورية.
يؤثر نظام التحكم في الماكينة على دقتها وكفاءتها. وتتراوح الخيارات من أنظمة التحكم اليدوي إلى أنظمة التحكم الآلي، مع أنظمة التحكم الرقمي المتقدمة مثل تلك الموجودة في سيبيليك أو ديلم التي توفر أتمتة ودقة معززة.
ميزات السلامة أمر بالغ الأهمية. ابحث عن الماكينات المزودة بحراسات، وأزرار إيقاف الطوارئ، وأقفال السلامة لمنع الحوادث والإصابات.
يجب أن يكون هيكل الماكينة وتكوينها، بما في ذلك الهيكل، ومساند الأدوات، والنظام الهيدروليكي، وآلية ضبط فجوة الشفرة، قويًا وموثوقًا. تأكد من أن الماكينة تتمتع بقوة وصلابة جيدة وأن النظام الهيدروليكي سهل الصيانة.
تعديل فجوة الشفرة ضروري لاستيعاب سماكات المواد المختلفة. يمنع الضبط المناسب تلف الشفرة ويضمن إجراء عمليات قطع نظيفة.
تؤثر زاوية القص، التي تتراوح عادةً بين 0.5 درجة و3.5 درجة، على تشوه المادة. يمكن أن تؤدي زاوية القص الأصغر إلى تحسين جودة القطع ولكنها قد تتطلب قوة أكبر.
تعتبر الميزانية والعائد على الاستثمار (ROI) من الاعتبارات المهمة أيضًا. تأكد من أن الماكينة تناسب ميزانيتك وتوفر عائد استثمار مُرضٍ لتجنب الضغوط المالية.
الصيانة والخدمة أمران ضروريان لطول عمر الماكينة وكفاءتها. تعتبر مهام الصيانة الدورية مثل سن الشفرات، وتغيير الزيت، والفحص الكهربائي ضرورية للحفاظ على الماكينة في حالة مثالية.
وأخيرًا، ضع في اعتبارك احتياجاتك الإنتاجية المستقبلية. يجب أن تكون الماكينة متعددة الاستخدامات بما يكفي للتعامل مع التوسع المحتمل وأي متطلبات خاصة قد تنشأ.
من خلال تقييم هذه العوامل، يمكنك اختيار ماكينة قص هيدروليكية تلبي احتياجاتك الخاصة، وتعزز الكفاءة، وتوفر عائدًا جيدًا على الاستثمار.
كيف يمكنني صيانة ماكينة القص الهيدروليكية للحصول على الأداء الأمثل؟
لصيانة ماكينة القص الهيدروليكية للحصول على الأداء الأمثل، التزم بالممارسات التالية:
قم بتشغيل الماكينة بدقة وفقًا لإرشادات الشركة المصنعة. قم بتنظيف الماكينة بانتظام لإزالة الغبار والنشارة المعدنية والحطام باستخدام فرشاة أو هواء مضغوط، خاصةً حول منطقة القطع ونظام القياس الخلفي وقضبان التوجيه. قم بتشحيم الأجزاء والتركيبات المتحركة وفقًا لتعليمات الشركة المصنعة، مع التأكد من أن زيت التشحيم نظيف وخالٍ من الترسبات.
استبدل شحم التشحيم في محمل المحرك بانتظام وقم بتشحيم جميع النقاط المحددة يوميًا، خاصة في الماكينات المزودة بأنظمة تشحيم لا مركزية. افحص الأجزاء الحرجة والمتحركة بانتظام بحثًا عن وجود تآكل أو تلف أو اختلال في المحاذاة. افحص الشفرة للتأكد من عدم وجود تقطيع أو بهتان وطحنها أو استبدالها حسب الضرورة. افحص الحزام على شكل V، والمقبض، والمقبض، والمقبض، والأزرار بحثًا عن وجود تلف أو تآكل شديد واستبدالها على الفور.
افحص مستوى الزيت الهيدروليكي بانتظام، مع الحفاظ عليه عند المستوى الموصى به. افحص المرشحات الهيدروليكية واستبدلها وفقًا لإرشادات الشركة المصنّعة، وافحص النظام الهيدروليكي بحثًا عن وجود تسربات أو تلف في الخرطوم، ومعالجة أي مشاكل على الفور. افحص الوصلات الكهربائية بانتظام بحثًا عن أي تآكل أو تلف أو ارتخاء، مع التأكد من أن جميع الوصلات آمنة. حافظ على لوحة التحكم نظيفة ومحمية من الماء أو الغبار أو الحرارة الزائدة، وقم بتحديث البرامج والبرامج الثابتة على النحو الموصى به.
تنفيذ إجراءات الإغلاق/التعطيل قبل إجراء أي صيانة أو فحص لمنع تشغيل الماكينة عن طريق الخطأ. تأكد من أن الموظفين المعينين فقط هم من يقومون بتشغيل الماكينة وأن الماكينة متوقفة عند عدم مراقبتها. قم بتنظيف الماكينة جيدًا أسبوعيًا وتشحيم أسطح السكك التوجيهية والأسطح المنزلقة والكرات والبراغي. قم بتشحيم أدوات الماكينة وتنظيفها يوميًا، وفحص براغي تثبيت الأدوات وآليات النقل والعجلة اليدوية وبراغي دعم الطاولة وخطوط الرافعة وتشديدها.
افحص مستويات الزيت والنيتروجين في كل خزان زيت التشحيم وإعادة التزود بالوقود حسب اللوائح، وتأكد من أن نافذة الزيت ساطعة وخزان الزيت خالٍ من الرواسب. افحص أجزاء ناقل الحركة للتأكد من عدم وجود رخاوة وتشابك التروس والرفوف، مع تعديلها أو استبدالها حسب الضرورة. نظف الشحوم القديمة من البراغي الكروية واستبدلها بشحوم جديدة. تنظيف الصمامات والمرشحات المختلفة، وتغيير الزيت حسب الحاجة. افحص سطح عاكس المحرك، وإزالة النتوءات، وتنظيف مسحوق الكربون، واستبدال فرش الكربون البالية.
تجنب قطع المواد التي تكون طويلة وسميكة للغاية، مثل الفولاذ عالي السرعة أو فولاذ الأدوات أو الحديد الزهر، ولا تقطع خارج سطح المادة المحدد لمنع تلف الماكينة. راقب درجة حرارة خزان الوقود، وأوقف تشغيل الماكينة إذا ارتفعت عن 60 درجة، وانتبه لأي أعطال غير طبيعية في آليات التشبيك والقوابض والمكابح، وأوقف الماكينة على الفور إذا تم اكتشاف مشاكل.
من خلال اتباع خطوات الصيانة الشاملة هذه، يمكنك ضمان تشغيل ماكينة القص الهيدروليكية على النحو الأمثل وإطالة عمرها التشغيلي.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل تساءلت يومًا عن الشركات الرائدة في صناعة ماكينات القص الهيدروليكية؟ تستكشف هذه المقالة أفضل 26 شركة مصنعة في جميع أنحاء العالم، وتوضح بالتفصيل تاريخها وتخصصاتها وانتشارها العالمي. من الشركات العريقة...
هل تساءلت يومًا عن كيفية تحويل الماكينات القوية للمعادن الخام إلى أجزاء دقيقة وقابلة للاستخدام؟ يكشف هذا المقال النقاب عن أسرار ماكينة القص الهيدروليكية، أعجوبة الهندسة. تعلم كيف تقطع...
هل تساءلت يومًا عن كيفية زيادة كفاءة وسلامة ماكينة القص إلى أقصى حد؟ يتعمق هذا الدليل في النصائح الأساسية لتشغيل هذه الأدوات القوية وصيانتها. من اختيار الماكينة المناسبة...
هل تساءلت يومًا كيف يتم قطع الصفائح المعدنية الضخمة بدقة وبأقل جهد ممكن؟ في هذه المقالة، نستكشف العالم الرائع للمقصات الهيدروليكية المقصلة الهيدروليكية. سوف تتعلم عن...
هل تساءلت يومًا ما الذي يصنع شفرة القص المثالية؟ في هذا المقال، سوف نستكشف العالم الرائع لفولاذ القوالب، بدءًا من أنواع الفولاذ المصنوع على البارد وحتى أنواع الفولاذ المصنوع على الساخن. ستكتشف الأسرار الكامنة وراء...
هل تساءلت يومًا عن سبب خروج بعض الصفائح المعدنية مسطحة تمامًا بينما يخرج بعضها الآخر مشوهًا ومشوهًا؟ تكشف هذه المقالة الأسرار الكامنة وراء قوى القطع في مقصات الألواح الدوارة. سوف تتعلم كيف...
هل تساءلت يومًا من هم كبار اللاعبين في صناعة ماكينات القص؟ في هذه المقالة، سوف نستكشف الشركات الرائدة في تصنيع ماكينات القص في الصين لعام 2023. سوف تكتشف الشركات التي...
ما الذي يميز المقصات المقصلة الهيدروليكية عن المقصات ذات العارضة المتأرجحة، وما أهمية هذه الفروق بالنسبة لمشاريعك في تشغيل المعادن؟ تستكشف هذه المقالة الاختلافات الرئيسية، بما في ذلك حركة الشفرة، ومقصات القص...
ما الذي يتسبب في تعطل النظام الهيدروليكي في المقصلة المقصلة؟ تستكشف هذه المقالة المشاكل الشائعة مثل فقدان الضغط، وأعطال الصمام، والسقوط التلقائي للقدم الكابسة....















{kind=link}
{kind=link}