
اختيار فوهة القطع بالليزر: أطراف حافة القطع
هل سبق لك أن واجهت صعوبة في اختيار فوهة القطع بالليزر المناسبة لمشروعك؟ يعد اختيار الفوهة المثالية أمرًا بالغ الأهمية لتحقيق قطع نظيف ودقيق وزيادة الكفاءة إلى أقصى حد. في هذا...
لقد أحدث القطع بالليزر ثورة في التصنيع، ولكن حتى أكثر الماكينات تقدمًا تواجه مشاكل. في هذه المدونة، نتعمق في هذه المدونة في المشاكل الشائعة التي تواجه ماكينات قطع الألواح بالليزر ونقدم حلولاً تفصيلية لاستكشاف الأخطاء وإصلاحها خطوة بخطوة. يقوم مهندسنا الميكانيكي الخبير بتحليل كل مشكلة، من عدم دقة القطع إلى الضوضاء غير الطبيعية، ويقدم تفسيرات واضحة وإصلاحات عملية. سواء كنت مشغلًا أو متخصصًا في الصيانة، سيساعدك هذا الدليل على تشخيص مشاكل ماكينات القطع بالليزر وحلها بسرعة، مما يضمن الأداء الأمثل وتقليل وقت التعطل إلى أدنى حد ممكن.

لقد أصبحت ماكينات النقش والقطع بالليزر أدوات لا غنى عنها في مختلف الصناعات، حيث توفر دقة وسرعة وتعدد استخدامات لا مثيل لها في معالجة المواد. ومع ذلك، يمكن أن تواجه هذه الماكينات المتطورة مجموعة من المشكلات التي قد تعطل أداءها. يقدم هذا الدليل طرقًا شاملة لاستكشاف الأعطال وإصلاحها لمساعدة المستخدمين على معالجة المشاكل الشائعة التي تواجه ماكينات النقش والقطع بالليزر. من خلال تحديد هذه المشكلات وحلها بشكل منهجي، يمكن للمستخدمين ضمان الأداء الأمثل للماكينة وطول عمرها الافتراضي.
يعد استكشاف الأخطاء وإصلاحها بشكل صحيح أمرًا ضروريًا للحفاظ على كفاءة وفعالية ماكينات النقش والقطع بالليزر. يمكن أن يؤدي تحديد المشكلات ومعالجتها على الفور إلى منع تفاقم المشكلات البسيطة إلى مشكلات كبيرة، وبالتالي تقليل وقت التعطل وتكاليف الإصلاح. كما أن استكشاف الأعطال وإصلاحها والصيانة الدورية يعززان أيضًا من جودة النقوش والقطع، مما يضمن نتائج متسقة وعالية الجودة.
تُعد ماكينات النقش والقطع بالليزر أنظمة معقدة تعتمد على المحاذاة الدقيقة والمعايرة والمكونات النظيفة لتعمل بشكل صحيح. على سبيل المثال، يمكن أن تؤدي المحاذاة الخاطئة أو التلوث إلى مشاكل مثل النقوش غير المحاذاة والصور غير الواضحة والسخونة الزائدة. من خلال اتباع خطوات استكشاف الأعطال وإصلاحها الموضحة في هذا الدليل، يمكن للمستخدمين معالجة هذه المشاكل بشكل منهجي، مما يضمن تشغيل ماكيناتهم بسلاسة وكفاءة.
محاذاة الليزر: تُعد المحاذاة المناسبة بالليزر أمرًا بالغ الأهمية للحصول على نقوش وقطع دقيقة. يمكن أن تؤدي محاذاة الليزر غير الصحيحة إلى نقوش غير متساوية أو غير صحيحة، مما قد يضر بجودة المنتج النهائي. يضمن الفحص المنتظم لمحاذاة الليزر وضبطها بانتظام الدقة والاتساق.
الغبار والتلوث: يمكن أن يتراكم الغبار والحطام على مكونات الماكينة، مما يؤثر على أدائها. على سبيل المثال، يمكن أن يؤدي الغبار على عدسة الليزر إلى تشتيت شعاع الليزر، مما يؤدي إلى نقوش غير واضحة. التنظيف المنتظم لمكونات الماكينة، وخاصة العدسة والمرايا، ضروري للحفاظ على الأداء الأمثل.
السخونة الزائدة: يمكن أن يؤدي ارتفاع درجة الحرارة إلى تلف آلة النقش والقطع بالليزر بشدة، مما يؤدي إلى إصلاحات مكلفة ووقت تعطل طويل. يعد ضمان وجود أنظمة تهوية وتبريد مناسبة أمرًا بالغ الأهمية لمنع ارتفاع درجة الحرارة. يمكن أن تؤدي مراقبة درجة حرارة الماكينة ومعالجة أي علامات للسخونة الزائدة على الفور إلى تخفيف المخاطر المحتملة.
ضع في اعتبارك السيناريو الذي تبدو فيه نقوش الليزر غير متحاذية. قد ترجع هذه المشكلة إلى عدم محاذاة الليزر نفسه. لمعالجة هذه المشكلة، يجب على المستخدم التحقق من محاذاة الليزر باستخدام أدوات المحاذاة المدمجة في الماكينة أو جهاز محاذاة الليزر. يجب إجراء التعديلات حتى تتم محاذاة شعاع الليزر بشكل صحيح مع المسار المقصود.
من السيناريوهات الشائعة الأخرى هي النقوش غير الواضحة أو الباهتة، والتي قد تنتج عن اتساخ عدسة الليزر. في هذه الحالة، يجب على المستخدم تنظيف العدسة بعناية باستخدام محلول مناسب لتنظيف العدسة وقطعة قماش خالية من الوبر، مع ضمان عدم ترك أي بقايا.
يساهم استكشاف الأعطال وإصلاحها بشكل صحيح في سلامة المشغلين وطول عمر الماكينة. يمكن أن يؤدي تحديد المشكلات مثل ارتفاع درجة الحرارة أو العدسات المكسورة على الفور إلى منع المخاطر المحتملة وإطالة عمر الماكينة. إن فهم المشاكل الشائعة وحلولها يمكّن المستخدمين من إجراء الصيانة الروتينية واتخاذ قرارات مستنيرة بشأن وقت طلب الإصلاحات الاحترافية.
باختصار، يوفر هذا الدليل تقنيات أساسية لاستكشاف الأعطال وإصلاحها لمساعدة المستخدمين على صيانة ماكينات النقش والقطع بالليزر الخاصة بهم، مما يضمن تقديم نتائج عالية الجودة باستمرار. من خلال معالجة المشكلات الشائعة بشكل منهجي، يمكن للمستخدمين زيادة أداء معداتهم وعمرها الافتراضي إلى أقصى حد، مما يؤدي في النهاية إلى تعزيز إنتاجيتهم وكفاءتهم.
1.1. القطع له زوايا حادة خطوات الحل
خطوات الحل (إذا كانت الخطوة السابقة غير فعالة، انتقل إلى الخطوة التالية):
1.2. مشكلة تمويج القطع
خطوات الحل (إذا كانت الخطوة السابقة غير فعالة، انتقل إلى الخطوة التالية):
1.3 دقة القطع الضعيفة
خطوات الحل (إذا كانت الخطوة السابقة غير فعالة، انتقل إلى الخطوة التالية):
1.4 مشاكل الضوضاء غير الطبيعية
خطوات الحل (إذا كانت الخطوة السابقة غير فعالة، انتقل إلى الخطوة التالية):
1.5 التباين القطري
خطوات الحل (إذا كانت الخطوة السابقة غير فعالة، انتقل إلى الخطوة التالية):
1.6 توقف حركة المحور X والمحور Y والمحور Y والمحور Z
خطوات الحل (إذا كانت الخطوة السابقة غير فعالة، انتقل إلى الخطوة التالية):
1.7 مشاكل تأثير القطع
خطوات الحل:
الفولاذ الإنشائي: القطع باستخدام O2
| العيوب | الأسباب المحتملة | الحلول |
| لا توجد نتوءات وخطوط رصاص متناسقة | طاقة مناسبةسرعة قطع مناسبة | |
| إزاحة كبيرة في الخط السفلي السفلي وإزاحة كبيرة في الشق السفلي | سرعة القطع عالية جداًقوة القطع منخفضة جداًضغط الغاز منخفض جداًالتركيز مرتفع جداً | تقليل سرعة القطعزيادة قوة القطعزيادة قوة القطعزيادة ضغط الغاززيادة ضغط الغازخفض التركيز |
| نتوءات سفلية شبيهة بالخبث، وتشكل شكل قطرات ويسهل إزالتها | سرعة القطع عالية جداًضغط الغاز منخفض جداًالتركيز مرتفع جداً | تقليل سرعة القطعزيادة ضغط الغاززيادة ضغط الغازخفض التركيز |
| متصل شفرات معدنية يمكن إزالتها كقطعة كاملة | التركيز عالياً جداً | خفض التركيز |
| يصعب إزالة النتوءات المعدنية الموجودة على السطح السفلي | سرعة القطع عالية جداًضغط الغاز منخفض جداًغاز غير نقيالتركيز مرتفع جداً | خفض سرعة القطعزيادة ضغط الغاززيادة ضغط الغازاستخدام غاز أنقىخفيض التركيز |
| نتوءات على جانب واحد فقط | محاذاة محورية ليزرية غير صحيحةعيب في فوهة الفوهة | ضبط المحاذاة المحورية الليزريةاستبدال الفوهة |
المواد المقذوفة من الأعلى | الطاقة منخفضة جداًسرعة القطع عالية جداً | زيادة الطاقةإنقاص سرعة القطع |
| سطح القطع غير دقيق | ضغط الغاز مرتفع جداًفوهة تالفة قطر الفوهة كبير جداًجودة المواد رديئة | تقليل ضغط الغازاستبدال الفوهةتركيب فوهة مناسبةاستخدام مواد ذات أسطح ملساء ومتساوية |
الفولاذ المقاوم للصدأ: القطع بالضغط العالي N2
| العيوب | الأسباب المحتملة | الحلول |
| إنتاج نتوءات صغيرة منتظمة على شكل قطرات على شكل قطرات | تركيز منخفض جداًسرعة القطع عالية جداً | رفع التركيزتخفيض سرعة القطع |
نتوءات طويلة غير منتظمة تشبه الخيوط على كلا الجانبين، وتغير لون سطح اللوحة بشكل كبير | سرعة القطع منخفضة للغايةالتركيز مرتفع للغايةضغط الغاز منخفض للغايةالمادة ساخنة للغاية | زيادة سرعة القطعزيادة سرعة القطعخفض البؤرةزيادة ضغط الغازتبريد المادة |
نتوءات طويلة غير منتظمة على جانب واحد فقط من حافة القطع | محاذاة محورية ليزر غير صحيحةالتركيز مرتفع جداًضغط الغاز منخفض جداًالسرعة منخفضة جداً | ضبط المحاذاة المحورية الليزريةضبط المحاذاة المحورية الليزريةخفض التركيز البؤريزيادة ضغط الغاززيادة السرعة |
| تتحول حافة القطع إلى اللون الأصفر | شوائب الأكسجين في غاز النيتروجين | استخدام غاز النيتروجين عالي الجودة |
| تباعد الشعاع عند نقطة البداية | التسارع مرتفع للغايةالتركيز منخفض للغايةالمواد الذائبة لا يتم إخراجها بشكل صحيح | تقليل التسارعزيادة التركيززيادة التركيزثقب الفتحات المستديرة |
| خشن كرف | الفوهة تالفة العدسة متسخة العدسة متسخة | استبدل الفوهةنظف العدسة واستبدلها إذا لزم الأمر |
المواد المقذوفة من الأعلى | الطاقة منخفضة جداًسرعة القطع عالية جداًضغط الغاز مرتفع جداً | زيادة الطاقةتخفيض سرعة القطعتخفيض ضغط الغاز |
1.8 مشكلة تداخل المكونات
خطوات الحل (انتقل إلى الخطوة التالية إذا كانت الخطوة السابقة غير فعالة):
أولاً، إصدار حكم، واستشارة مفتشي مراقبة الجودة، ومراجعة الرسومات، إذا كان المكون غير مطابق للرسم، قم بإعادته إلى المستودع واستبداله بمكون مؤهل. إذا كان مطابقًا للرسم، استشر موظفي الدعم الفني للتحقق من الرسم وتقديم حل محدد. قائمة الحلول المحتملة:
1.9 مشاكل في التثبيت
خطوات الحل:
1.10 مشاكل التداخل
خطوات الحل:
1.11 إنذار المبرد 1.11
خطوات الحل (انتقل إلى الخطوة التالية إذا كانت الخطوة السابقة غير فعالة):
1.12 إنذار حد المحور Z
خطوات الحل (انتقل إلى الخطوة التالية إذا كانت الخطوة السابقة غير فعالة):
1.13 إنذار السائق
خطوات الحل:
1.14 مشكلة التعثر
خطوات الحل:
1.15 خطأ في برنامج القطع 1.15
1.16 خطأ في الأسلاك

2.1 دقة القطع الضعيفة مع الظرف اليدوي
خطوات الحل (انتقل إلى الخطوة التالية إذا كانت الخطوة السابقة غير فعالة):
2.2 دقة القطع الضعيفة مع الظرف الكهربائي
خطوات الحل (انتقل إلى الخطوة التالية إذا كانت الخطوة السابقة غير فعالة):
2.3 عدم تطابق نقاط بداية القطع
خطوات الحل (انتقل إلى الخطوة التالية إذا كانت الخطوة السابقة غير فعالة):
2.4 مشكلة تمويج القطع
ارجع إلى الفصل 1 مشكلة ماكينة قطع الأنابيب 1.2.
2.5 خطأ كبير في تحديد الحافة
خطوات الحل (انتقل إلى الخطوة التالية إذا كانت الخطوة السابقة غير فعالة):
2.6 مشكلة التداخل
ارجع إلى الفصل 1 قطع الألواح مشكلة الماكينة 1.10.
2.7 إنذار آلة تبريد المياه 2.7
ارجع إلى الفصل 1 مشكلة ماكينة قص الألواح 1.11.
2.8 إنذار حد المحور Z
ارجع إلى الفصل 1 مشكلة ماكينة قص الألواح 1.12.
2.9 إنذار السائق
ارجع إلى الفصل 1 مشكلة ماكينة قص الألواح 1.13.
2.10 مشكلة التعثر
ارجع إلى الفصل 1 مشكلة ماكينة قص الألواح 1.14.
2.11 خطأ في برنامج القطع 2.11
ارجع إلى الفصل 1 مشكلة ماكينة قص الألواح 1.15.
2.12 خطأ في الأسلاك
ارجع إلى الفصل 1 مشكلة ماكينة قص الألواح 1.16.
مع تطور صناعة الليزر والتغيرات في متطلبات الصناعة النهائية، أصبحت معدات القطع بالليزر عالية الطاقة تدريجياً نقطة محورية في السوق.
وبفضل المزايا التي لا مثيل لها في السرعة والسماكة، أصبح القطع بالليزر عالي الطاقة يحظى الآن باعتراف واسع النطاق في السوق.

ومع ذلك، نظرًا لأن تقنية القطع بالليزر عالية الطاقة لا تزال في مراحلها الأولى من الاعتماد على نطاق واسع، فإن بعض المشغلين لا يتقنون تمامًا إدارة عملية القطع هذه، وغالبًا ما يجدون أنفسهم في حيرة من أمرهم عندما يواجهون مشكلات أثناء تصحيح أخطاء الإنتاج.
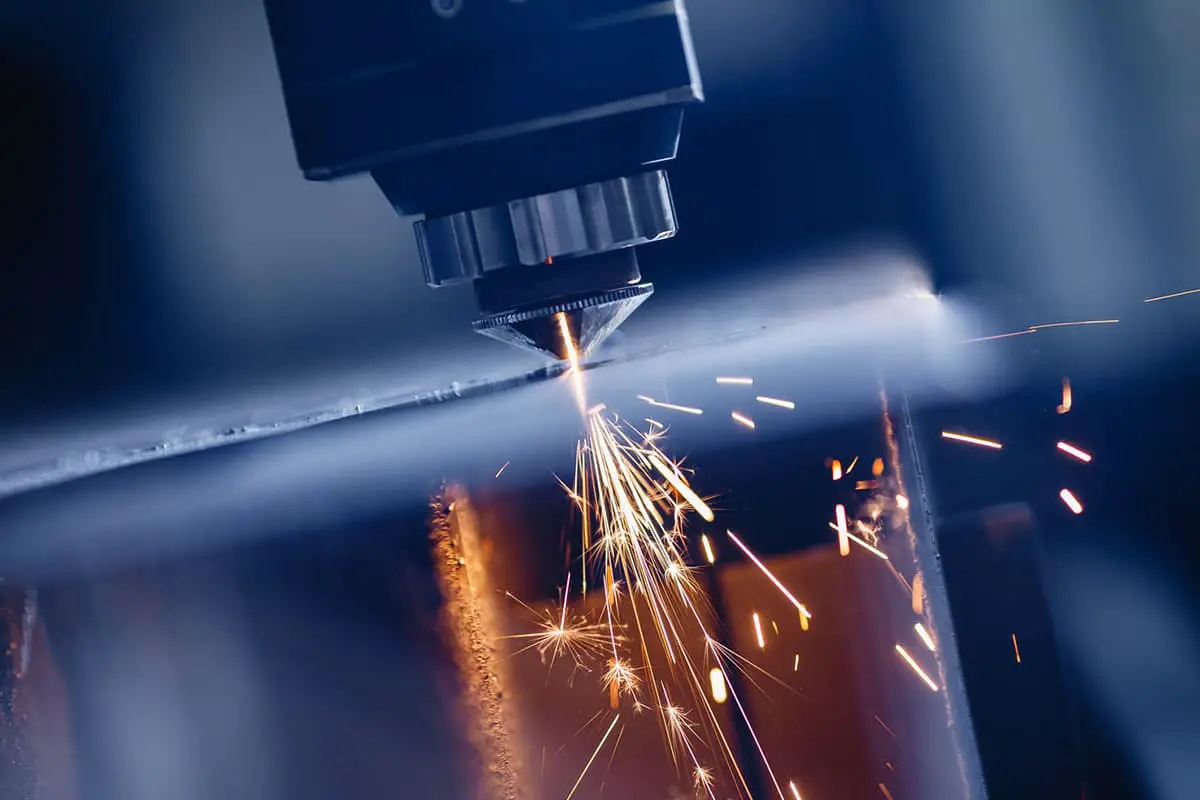
لمعالجة هذه المشاكل في عمليات القطع عالية الطاقة، يقدم فنيو عمليات القطع بعض النصائح لاستكشاف الأخطاء وإصلاحها لمساعدتك على ضبط القطع بالليزر معلمات العملية (الشكل 1).
لن يقلل ذلك من الخسائر الناجمة عن قطع العمل المعيبة فحسب، بل سيعزز أيضًا من فعالية التكلفة من منظور آخر.

هناك العديد من الأسباب التي تجعل أشعة الليزر عالية الطاقة تنتج قطع عمل معيبة أثناء عملية القطع. يمكن تشخيص المشاكل الرئيسية من الجوانب الأربعة التالية.
إذا تم اكتشاف نتائج قطع رديئة، تحقق من المشكلات التالية أولاً:
1. هل العدسات ملوثة؟
2. هل الفوهة تالفة؟
3. هل الضوء متمركز على الفوهة؟
4. هل هناك أي تسريبات أو أضرار في جسم السيراميك؟
1. الأسباب المحتملة:
اختيار فوهة غير صحيحة-فوهة كبيرة جدًا؛ إعداد ضغط هواء غير صحيح-إفراط في الاحتراق مع خطوط بسبب الضغط العالي جدًا؛ سرعة قطع غير صحيحة-إفراط في الاحتراق بسبب السرعة البطيئة جدًا أو السريعة جدًا.
2. الحلول:
قم بتغيير الفوهة، اختر فوهة ذات قطر أصغر، على سبيل المثال، فوهة D1.4 عالية السرعة للقطع اللامع للفولاذ الكربوني 16 مم، وفوهة D1.6 عالية السرعة للقطع اللامع للفولاذ الكربوني 20 مم؛ قلل قطع الهواء الضغط لتحسين جودة مقطع القطع؛ ضبط سرعة القطع، بحيث تتطابق الطاقة مع سرعة القطع لتحقيق التأثير الموضح في الشكل 2.

1. الأسباب المحتملة:
قد تكون الفوهة المستخدمة صغيرة جدًا، وتركيز القطع غير متطابق؛ ضغط الهواء منخفض جدًا أو مرتفع جدًا، وسرعة القطع سريعة جدًا؛ نوعية المواد المستخدمة رديئة للوحة، وجودة اللوحة سيئة، والفوهات الصغيرة تواجه صعوبة في إزالة الخبث.
2. الحلول:
استبدلها بفوهة ذات قطر أكبر، اضبط التركيز على الموضع المناسب؛ قم بزيادة أو تقليل ضغط الهواء حتى يصبح تدفق الهواء مناسبًا؛ اختر مادة اللوحة ذات النوعية الجيدة. يمكن أن يحقق ذلك التأثير الموضح في الشكل 3.

1. الأسباب المحتملة:
قطر الفوهة صغير جدًا لتلبية متطلبات التصنيع الآلي؛ فإن السالب إلغاء التركيز غير متطابق وينبغي زيادته وتعديله إلى الوضع المناسب؛ ضغط الهواء منخفض للغاية، مما يؤدي إلى ظهور نتوءات سفلية وقطع غير كافٍ.
2. الحلول:
استخدم فوهة ذات قطر أكبر لزيادة تدفق الهواء؛ قم بزيادة إلغاء التركيز السالب لتمكين قسم القطع من الوصول إلى الموضع السفلي؛ قم بزيادة ضغط الهواء لتقليل النتوءات السفلية. يمكن أن يحقق ذلك التأثير الموضح في الشكل 4.

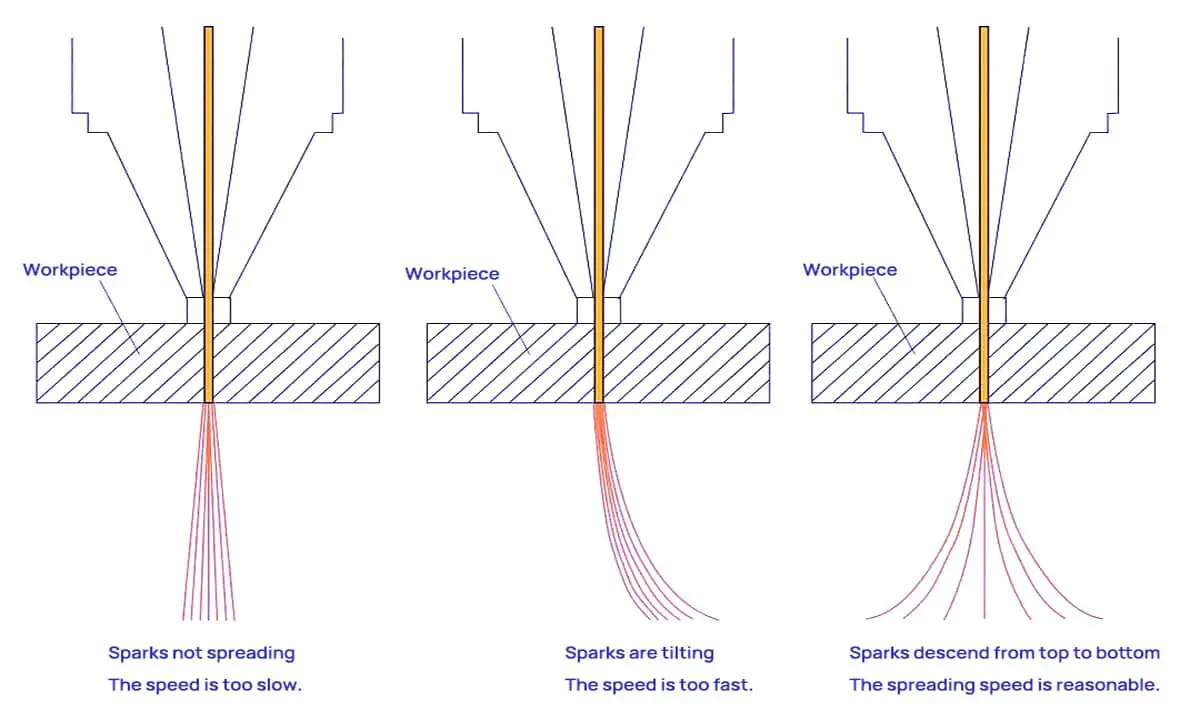
(1) سرعة القطع المناسبة: تنتشر شرارات القطع إلى أسفل، مما ينتج عنه سطح قطع أملس بدون بقايا في الأسفل.
(2) سرعة القطع المفرطة: تميل شرارة القطع.
(3) سرعة القطع غير كافية: لا تنتشر شرارات القطع وتكون قليلة ومتجمعة مع بعضها البعض.
واستجابةً لهذه المشكلات، تتوافق قوة ماكينة القطع بالليزر (انظر الشكل 6) مع أكثر ماكينات القطع بالليزر استخدامًا على نطاق واسع بقدرة 20,000 إلى 30,000 واط في سوق معالجة الصفائح المعدنية الحالي. وبفضل المحركات المؤازرة الثنائية، توفر الماكينة سرعات عالية وتحديدًا دقيقًا للموضع وتشغيلًا سلسًا.

تُعد سرعة القطع العالية عاملًا مهمًا ميزة الليزر القطع والسبب الرئيسي وراء اختيار العديد من مستخدمي معالجة الصفائح المعدنية لقواطع الليزر. ومع ذلك، فإن السرعة الأسرع ليست دائمًا أفضل. لا يمكن تحقيق سطح قطع سلس وخالٍ من الخبث وقطع عمل عالية الجودة إلا من خلال التحكم في سرعة القطع المناسبة.
تؤثر قوة الليزر على السرعة التي تقطع بها معدات الليزر الصفائح المعدنية، وتؤثر سرعة القطع هذه بدورها على جودة قطع الصفائح المعدنية. تحت ثابت طاقة الليزريوجد نطاق مثالي لسرعات القطع. السرعات التي تكون إما سريعة جدًا أو بطيئة جدًا يمكن أن تؤثر سلبًا على سلاسة المقطع العرضي للقطع.
القطع بالليزر غالبًا ما تواجه الماكينات أعطالًا أثناء الاستخدام. قد يكون من الصعب علينا تحديد مصدر المشكلة بدقة في معدات القطع بالليزر بدون إرشادات من متخصص. يمكننا فقط الاعتماد على خبرتنا الخاصة لمعرفة ذلك.
ومع ذلك، عندما تظهر بعض المشكلات لأول مرة، قد نشعر بالحيرة بل ونجد صعوبة في وصف المشكلة بوضوح عند استشارة دعم ما بعد البيع لدى الشركة المصنعة.
لمساعدتك، قمت باختيار بعض المشاكل الشائعة لماكينة القطع بالليزر ومصادرها أو حلولها بعناية.
1. رداءة جودة القطع أو عدم القدرة على القطع؟
تشمل الأسباب المحتملة إعدادات الطاقة المنخفضة، وتعديلات مقياس الجهد الصغيرة، والبصريات غير المحاذية، والعدسات المتسخة، وعدسات التركيز البؤري المثبتة بشكل غير صحيح، ومشكلات البُعد البؤري, طاقة الليزر مشاكل الإمداد، وتوهين طاقة أنبوب الليزر، وارتفاع درجة حرارة الماء، والجهد غير المستقر. عالج هذه المشكلات خطوة بخطوة بناءً على الوضع الفعلي.
2. غير قادر على الاتصال بالجهاز؟
تحقق مما إذا كانت برامج تشغيل اللوحة مثبتة، وما إذا كانت كبلات USB أو Ethernet متصلة بشكل صحيح، وما إذا كانت الكابلات تالفة، وما إذا كانت لوحة المحول معيبة، وغيرها من المشكلات المتعلقة باللوحة.
3. هل يعود الجهاز إلى أصل خاطئ عند تشغيله؟
قد يكون المفتاح الأصلي معيباً.
4. تشوه شكل القطع والقطع المتداخل؟
تتضمن الأسباب المحتملة براغي العجلة المتزامنة المفكوكة، وأسلاك المحرك المكسورة، والمحرك المعيب، ومشاكل في المحرك، ومشاكل في المحرك، ومشاكل في الجهد.
5. الجهاز لا يعمل، وينقطع قاطع الدائرة الكهربائية الداخلي عند تشغيله؟
تحقق مما إذا كان زر إيقاف الطوارئ مفصولاً، وما إذا كانت الدائرة الخارجية متصلة، وما إذا كان قاطع الدائرة الداخلية للجهاز مغلقاً، وما إذا كنت تسمع صوت "فرقعة" عند التشغيل. إذا كان الأمر كذلك، افحص الملامس الرئيسي ومحول التحكم.
بالإضافة إلى ذلك، تحقق من وجود تسرب للمياه في نظام حماية المياه مما تسبب في حدوث ماس كهربائي في مصدر طاقة الليزر (على سبيل المثال، حماية المياه JGHY12570 المثبتة على الجانب الذي يوجد به مصدر طاقة الليزر بالأسفل مباشرةً)، أو ماس كهربائي في مضخة المياه 107، أو استخدام قاطع دائرة كهربائية داخلي أقل من الحجم المطلوب.
6. تقوس الأسلاك ذات الجهد العالي؟
يمكن أن تكون هذه المشكلة مزعجة للغاية. يوصى بإضافة غلاف عازل عالي الجهد فوق سلك الجهد العالي.
7. هل حجم رسومات القطع كبير جداً أم صغير جداً؟
تحقق مما إذا كان حجم الرسم الناتج متناسقًا، وما إذا كانت هناك تغييرات في موضع ارتفاع المحور Z، وما إذا كانت ملفات المعايرة تحتاج إلى تعديلات.
8. ألوان مختلفة في المركز وحول الصورة المقطوعة؟
اضبط معامل الضبط البؤري ونقطة الضبط البؤري للمحور W.
9. علامات تالفة أو بقع خشنة أثناء وضع العلامات؟
تحقق من الديناميكيات ولوحة DA.
10. إزاحة موضع الرسم البياني؟
تحقق من إزاحة المحور X أو المحور Y في مرآة المسح الضوئي، وابحث عن نقطة المركز، واضبط موضع المحور XY وفقًا لاتجاه الإزاحة الفعلي.
11. هل يتأرجح المحور XY لمرآة المسح الضوئي بشكل عشوائي عند تشغيلها، ويصدر المحرك الديناميكي ضوضاء غير طبيعية؟
استبدل مصدر طاقة التبديل ± 12 ± 15 فولت؛ استبدل مصدر طاقة التبديل ± 12 ± 28 فولت.
12. لا يوجد مخرج ليزر؟
تحقق مما إذا كان تدفق الماء المرتجع للمبرد طبيعيًا، وما إذا كانت هناك تغييرات في موضع المحور W، وما إذا كان مصدر طاقة الليزر DC48V32A يعمل بشكل صحيح، وغيرها من المشكلات المتعلقة بأنبوب الليزر.
13. لا يوجد عرض على لوحة التحكم عند التشغيل؟
تحقق مما إذا كان مفتاح إمداد الطاقة 5V12V24V يعمل بشكل صحيح وافحص لوحة العرض.
14. هل تتعطل لوحة التحكم ولا تعود الماكينة إلى الأصل عند تشغيلها؟
استبدل بطاقة التحكم غير المتصلة بالإنترنت.
15. المحور Z لا يقوم بتغذية المواد أو يتحرك بشكل ضعيف؟
تتضمن الأسباب المحتملة مشاكل في محرك تغذية المحور Z، أو مشاكل في المحرك، أو المحامل، أو الأجسام الغريبة التي تسبب انسدادًا.
16. أنبوب زجاجي لا ينبعث منه ضوء؟
يشتمل التحكم في خرج الأنبوب الزجاجي بشكل أساسي على أنبوب الليزر ومصدر طاقة الليزر ونظام تدوير الماء وإشارة الخرج. تتكون إشارة الخرج من إشارة خرج PWM من بطاقة التحكم، وإشارة حماية المياه، وإشارة مفتاح الباب.
في حالة عدم انبعاث ضوء من أنبوب الليزر، ركز على أنبوب الليزر ومصدر طاقة الليزر ونظام تدوير الماء وإشارة الخرج.
أولاً، تحقق أولاً مما إذا كان مصدر طاقة الليزر يعمل بشكل طبيعي، وما إذا كان هناك أي تشوهات في الأنابيب الداخلية والخارجية لأنبوب الليزر، وما إذا كان نظام تدوير الماء طبيعيًا.
إذا لم يكن كذلك، استبدلها أو اضبطها وفقاً لذلك. إذا كان كل شيء طبيعياً، فكر في إشارة الخرج.
أولاً، اختبر أنبوب الليزر ومصدر طاقة الليزر باستخدام طريقة إشارة الدائرة القصيرة. إذا نجح ذلك، فلا توجد مشاكل في أنبوب الليزر أو مصدر طاقة الليزر، وتكمن المشكلة في مفتاح حماية الماء أو المرحل أو مفتاح الباب أو إشارة PWM لبطاقة التحكم.
إذا فشلت هذه الطريقة، فإن المشكلة في أنبوب الليزر أو مصدر طاقة الليزر، ويمكنك استخدام طريقة الاستبدال لحل المشكلة.
17. أنبوب ليزر التردد اللاسلكي لا ينبعث منه ضوء؟
تأكد من أن دورة المياه نظيفة وأن مصدر طاقة الليزر يعمل بشكل طبيعي.
أولاً، اختبر ما إذا كان جهد التيار المستمر 48 فولت من مصدر طاقة الليزر طبيعي. افحص توصيل السنون 4 و13 على موصل أنبوب الليزر ذي 25 سنًا؛ يشير التوصيل إلى أن إشارة الحماية من الماء طبيعية. إذا لم يكن كذلك، افحص الحماية من الماء.
اختبر الجهد بين السنون 7 و20؛ يشير جهد التيار المستمر من 4-5 فولت عند عدم الضغط على الضبط المسبق أو بدء التشغيل و1-3 فولت عند الضغط على الضبط المسبق أو بدء التشغيل إلى إشارة عادية (توصيل منخفض المستوى).
إذا كانت المياه ومصدر الطاقة وهاتين الإشارتين طبيعيتين، فهذه مشكلة في أنبوب الليزر بشكل عام. إذا كانت الإشارات غير طبيعية، فهذا يشير إلى وجود مشكلة في بطاقة التحكم أو مشكلة في الدائرة.
18. استبدال أنبوب الليزر RF يظهر "خطأ في توصيل أنبوب الليزر"؟
إذا كان الموصل (الأسلاك الداخلية غير مفكوكة أو قصيرة الدائرة)، وأسلاك إمداد الطاقة (الموجب الأيسر والسالب الأيمن والأرضية المتصلة بالطرف السالب)، وتوصيلات الماء طبيعية، ولا يزال الجهاز غير قادر على التوصيل بشكل صحيح بعد إعادة تشغيل المبرد والمعدات، فإن المشكلة بشكل عام تكون مشكلة في لوحة دائرة توصيل الموصل ذات 25 سنًا أو عدم التوافق، مثل عدم توافق الأنابيب المشفرة وغير المشفرة مع لوحة الدائرة.
19. قطع آلة القطع غير متناسقة؟
(قطع الرسومات المتراكبة أو العمودية المقطوعة بمسافة كبيرة)
1.) تغذية الجروح المنحرفة:
2.) عدم تغذية الجروح غير المتناسقة:
20. تغذية طويلة على ماكينة التغذية؟
إذا كانت ماكينة التغذية تتغذى لفترة طويلة جدًا، فعادةً ما يرجع ذلك إلى خلل في المفتاح الكهروضوئي أو حساسية الضوء غير الصحيحة للمفتاح الكهروضوئي. يمكن ضبط الحساسية الضوئية للمفتاح الكهروضوئي.
عندما يضيء كلا المفتاحين العلوي والسفلي في نفس الوقت أثناء عمل ماكينة التغذية، ستبدأ ماكينة التغذية في العمل.
إذا كانت حساسية الضوء عالية جدًا، فسوف تستشعر الماكينة الضوء حتى عندما تكون مادة القطع تحجبه، مما يؤدي إلى الإفراط في التغذية. في هذه الحالة، اضبط مقبض الحساسية على أسلاك المفتاح الكهروضوئي حتى يضيء ضوء المؤشر عندما تكون المادة تحجبه.
21. بقعة ضوئية خشنة على آلة الجلفانومتر؟
إذا كانت كثافة الضوء غير كافية وتم ضبط المسار البصري الأساسي والمسار البصري لموسع الشعاع بشكل جيد، وتم ضبط البُعد البؤري الديناميكي بشكل جيد، ولكن بقعة الضوء لا تزال خشنة، فأنت بحاجة إلى ضبط المسافة بين عدستي موسع الشعاع.
بالنسبة لموسع الشعاع 3x الشائع الاستخدام لدينا، فإن ضبط قطر بقعة شعاع الخرج إلى 13-14 مم يعطي نتائج جيدة بشكل عام. يمكنك أيضًا ضبطه وفقًا لمتطلبات معالجة العميل.
22. آلة جلفانومترية ذات إثارة ذاتية ديناميكية؟
بالنسبة لديناميكيات شنغهاي، اضبط R103 و R28 لتنظيم الإثارة الذاتية والعواء. إذا كان الضبط غير فعال، فقم بقياس ما إذا كان عمود المحرك قصير الدائرة مع غلاف الماكينة. أثناء القياس، افصل سلك إمداد طاقة المحرك؛ وإلا فسيكون موصلًا باستمرار.
إذا استمر التوصيل بعد فصل سلك إمداد طاقة المحرك، استخدم غشاء عازل لعزل المحرك وغلاف الماكينة، ثم اضبط R103 و R28 مرة أخرى. إذا كان لا يزال غير فعال بعد معالجة هذه المشكلات، استبدل المكونات.
23. وضع علامات أو علامات غير صحيحة حجم القطع على ماكينات الوسم والقطع؟
للديناميكية ماكينات الوسم، فإن الحجم غير الصحيح دون تحريك عدسة الجلفانومتر لأعلى ولأسفل يرجع عمومًا إلى تغيير بيانات معلمات المعايرة أو الخطأ فيها. يمكن أن تؤدي إعادة معايرة معلمات الجلفانومتر إلى حل المشكلة.
بالنسبة لماكينات القطع، عادةً ما تكون أحجام القطع غير الصحيحة ناتجة عن أخطاء في مسافة الخطوة وعدد نبضات المحرك. بشكل عام، يمكن أن يؤدي تحديد عدد النبضات وحساب مسافة الخطوة إلى حل المشكلة.
24. هل تعكس ماكينة القطع اتجاه الموضع الرئيسي عند تشغيلها؟
عادة ما يكون هذا النوع من الأعطال ناتجاً عن تلف مفتاح الوضع الرئيسي. هناك نوعان من مفاتيح تبديل الوضع الرئيسي: مفاتيح القرب ومفاتيح القصب (مفاتيح التحكم المغناطيسية). عادةً ما يكون الاتجاه العكسي للموضع الرئيسي ناتجًا عن قصر الدائرة الكهربائية في ملف المفتاح. يمكن أن يؤدي استبدال المفتاح إلى حل المشكلة.
25. محرك ماكينة القطع، سائق المحرك، وسلك المحرك، وسلك المحرك، ومفتاح إمداد طاقة التيار المستمر للسائق؟
المظاهر المحددة لهذه الأعطال على المعدات بشكل عام:
(1) لا يتحرك رأس الليزر
(2) حركة رأس الليزر غير طبيعية، مع وجود توقف مؤقت أو ارتعاش أثناء التشغيل في مثل هذه الحالات، قم أولاً بملاحظة وقياس ما إذا كان مصدر طاقة التبديل 48 فولت أو 42 فولت تيار مستمر يعمل بشكل صحيح.
يمكن أن يتسبب جهد الإمداد غير الكافي أو غير المستقر في حدوث هذه الظواهر. إذا كان مزود الطاقة التبديلي يعمل بشكل طبيعي، ففكر فيما إذا كان العطل يكمن في المشغل أو المحرك أو سلك المحرك.
لتحديد ما إذا كان المحرك معطوبًا، تحقق أولاً مما إذا كان المحرك نفسه يدور بسلاسة بدون طاقة ومع فصل سلك المحرك عن المحرك. إذا كان دوران المحرك غير طبيعي، فيمكن تحديد ما إذا كان المحرك معطلاً واستبداله مباشرةً. إذا كان المحرك يعمل بشكل طبيعي، فقم بقياس ملف المحرك.
بالنسبة لمحرك بستة أسلاك، يشكل AC و A+ و A- مجموعة لفائف واحدة؛ يجب أن يكون AC و A+ و A- موصلًا. تشكل BC و B+ و B- مجموعة لفائف أخرى، بنفس حالة التوصيل. إذا كانت الموصلية غير طبيعية، فيمكن تحديدها مباشرةً على أنها عطل في المحرك.
بالنسبة لمحركات السائر Baishan و YAKO، إذا كان مصدر طاقة التيار المستمر طبيعيًا وكان سلك المحرك مفصولاً، وكان ضوء مؤشر المحرك مطفأ، فيمكن تحديده مباشرةً على أنه عطل في المحرك. إذا لم تتمكن من تحديد العطل مباشرة، يمكنك استخدام طريقة الاستبدال للاختبار.
أعطال أسلاك المحرك هي مشاكل منخفضة الاحتمال في هذا النوع من الأعطال. إذا تم استبعاد كل من المحرك والمحرك، فيجب النظر في سلك المحرك. تحقق من وجود دوائر قصيرة ودوائر مفتوحة، واستخدم مقياس متعدد لاختبار الاستمرارية التفصيلي لاستكشاف الأعطال وإصلاحها.
26. أنبوب ليزر لا ينبعث منه ضوء؟
27. أنبوب ليزر ينبعث منه ضوء ضعيف؟
28. لا يمكنك قطع الطريق؟
29. لا يمكن تشغيل الجهاز؟
30. مصدر طاقة المفتاح 24 فولت معطل؛ لا يمكن تحريك المحور X، المحور Y للماكينة؟
31. المحور X أو المحور Y للماكينة لا يتحرك أو لا يعمل؟
32. اختلال محاذاة القطع بالماكينة
33. لا يمكن اكتشاف بطاقة التحكم عند توصيلها بالجهاز؟
34. التقطيع بالكاميرا غير دقيق
35. لا يوجد انبعاث ضوئي؟
قصر الدائرة L وGND؛ إذا كان هناك ضوء مستمر، فهذا يشير إلى أن مصدر طاقة الليزر وأنبوب الليزر لا توجد به مشاكل، فقط مشاكل في الإشارة. قم بقطع الدائرة القصيرة P وGND لتحديد ما إذا كان مفتاح حماية الماء طبيعيًا. قصر الدائرة الكهربائية AIN و 5 فولت؛ إذا كان هناك ضوء مستمر، فهذا يشير إلى أن أنبوب الليزر ومصدر طاقة الليزر ومفتاح حماية المياه متصلان بشكل صحيح.
36. هل يتعذر الاتصال بالكمبيوتر والمعدات؟
قم بتحديث برنامج التشغيل D13؛ قد تكون المشكلة أيضاً في كابل USB.
37. متى يمكن دفع محور واحد باليد أثناء بدء التشغيل؟
إذا كان المحور لا يتحرك أثناء المعالجة، فعادةً ما يكون ذلك بسبب تلف برنامج التشغيل؛ وقد يكون ذلك أيضًا بسبب رخاوة ميكانيكية في ناقل الحركة (على سبيل المثال، إذا لم يتحرك كلا المحورين أثناء المعالجة ويمكن دفعهما باليد أثناء بدء التشغيل، وكان ضوء برنامج التشغيل غير مضاءً، فهذا يشير إلى أن مصدر الطاقة 42 فولت تالف).
38. عدم المحاذاة في اتجاه واحد أثناء القطع؟
زيادة تيار المحرك؛ قد يكون السبب أيضًا تلف المحرك أو مشكلة في سلك المحرك.
39. القطع له نمط سن المنشار؟
مشكلة المنزلق.
40. لا يمكنك قطع الطريق؟
قد يكون أنبوب الليزر ضعيفًا؛ وقد يكون مسار الشعاع غير متناسق؛ وقد يكون مصدر طاقة الليزر أيضًا.
41. يصطدم رأس الليزر بالماكينة ولا يمكن تقييدها؟
قد يكون مفتاح الأصل تالفاً، أو قد لا يكون مضبوطاً على لوحة التحكم.
42. القطع لا يغلق؟
اضبط إعدادات الحزام والمعلمات.
43. آلة القطع المتصلة بها ضوء أثناء الضبط المسبق ولكن ليس أثناء المعالجة؟
هذه مشكلة بطاقة تحكم بشكل عام.
44. أبعاد القطع غير متناسقة؟
لم يتم ضبط إعدادات مسافة المحور والنبض بشكل صحيح.
45. أثناء العمل، يتم تخطي جزء صغير من منحنى كامل ولا يتم قطعه، ويعرف أيضاً باسم "تخطي الضوء"؟
تحدث هذه المشكلة بشكل عام بسبب ارتخاء منزلق العربة الكبيرة أثناء التشغيل عالي السرعة على المدى الطويل. ما عليك سوى إعادة ضبط المنزلقات على جانبي العربة الكبيرة لحل المشكلة.
46. أثناء العمل، لا تقطع بعض المناطق على نفس اللوحة بينما تقطع مناطق أخرى؟
تحدث هذه المشكلة بشكل عام بسبب اختلال محاذاة الشعاع أو عدم استواء طاولة العمل. اضبط مسار العارضة وقم بتسوية طاولة الشُّغْلَة. في بعض الأحيان، يحدث اختلال في محاذاة العارضة بسبب تشوه السكة، وفي هذه الحالة يجب ضبط السكة.
47. أثناء القطع، تقطع الأطراف بعضها ببعض أحياناً وتنفصل أحياناً أخرى؟
ترجع هذه المشكلة بشكل عام إلى ارتخاء براغي تثبيت العجلة المتزامنة أو مشاكل في أسلاك المحرك. إذا كانت هناك مشاكل في أسلاك المحرك، فمن الأفضل استبدال المجموعة بأكملها، وليس فقط سلك أو سلكين فرديين.
48. في الصيف، يكون المبرد عرضة لإنذارات ارتفاع درجة الحرارة؟
تحدث هذه المشكلة بشكل عام بسبب الطقس الحار أو سوء تبديد الحرارة في المبرد أو عدم كفاية سعة التبريد. لا تحتوي المبردات التي تصنعها بنفسك عادةً على سعة تبريد غير كافية، وعادةً ما تكون المشكلة ناتجة عن أحواض الحرارة المتسخة أو سوء التهوية، مما يؤدي إلى إطلاق الإنذارات.
قد تكون المبردات الصغيرة ذات سعة تبريد غير كافية؛ يمكن أن يساعد ضبط فرق درجة الحرارة وزيادة درجة حرارة الإنذار في حل المشكلة.
49. يبعث الضوء أحيانًا وأحيانًا لا يبعث الضوء؟
أولاً، افحص بحثًا عن وجود إشارات غير مستقرة، بما في ذلك إشارات الانبعاثات الضوئية وإشارات المبرد. ثم، افحص بحثًا عن أي تلامسات ضعيفة في مقياس الجهد. وأخيرًا، افحص مصدر الطاقة بحثًا عن أي تلف.
50. عند بدء التشغيل، لا تعود الماكينة إلى الأصل، ولا يمكنها التحرك.
ترجع هذه المشكلة بشكل عام إلى عدم تشغيل محرك العربة الصغيرة. في ظروف بدء التشغيل، يمكن دفع رأس الليزر بسهولة باليد. عادةً ما يكون سبب العطل هو تلف مصدر الطاقة 48 فولت أو الحماية الذاتية. أوقف تشغيل الماكينة لمدة عشر دقائق ثم أعد تشغيلها مرة أخرى؛ إذا استمرت المشكلة، استبدل مصدر الطاقة 48 فولت.
51. يصبح الضوء المنبعث من أنبوب الليزر ضعيفاً بعد القطع لبضع دقائق؟
عادةً ما يكون لهذه المشكلة ثلاثة أسباب محتملة: مشكلة في مصدر الطاقة، أو أنبوب ليزر تالف، أو تردد انبعاث ضوء غير صحيح لأنبوب الليزر في البرنامج.
52. عربة كبيرة تتعرض لاهتزاز عنيف أثناء الحركة؟
تحدث هذه المشكلة عادةً بسبب مشاكل في أسلاك الحد المؤازر أو مفاتيح الحد. يجب أن يؤدي استبدال الأسلاك أو مفاتيح الحد إلى حل المشكلة.
53. رأسان ليزر يتحركان بشكل غير منتظم
يرجع هذا بشكل عام إلى لوحة تحكم تالفة، والتي تنتج إشارات غير صحيحة.
54. في بعض الأحيان يلزم توصيل نمطين ولكنهما لا يتحاذيان عند القطع؟
هذه المشكلة ناتجة عن محور محرك التغذية والعربة الصغيرة ملف الألومنيوم غير متوازية. لا يمكن ضبط العربة الصغيرة؛ يجب ضبط محور محرك التغذية لحل المشكلة.
55. القطع له نمط سن المنشار؟
المنزلق مفكوك أو تالف، السير مفكوك أو العجلة المتزامنة للسير غير مركزية، قيمة الانحناء عالية جدًا، سرعة الزاوية سريعة، العدسة غير مشدودة، إلخ.
56. طاقة أنبوب الليزر غير مستقرة؛ النقش جيد في البداية ولكنه يختلف في العمق بعد بضعة أيام؟
أنبوب الليزر ومصدر الطاقة غير مستقر.
57. لا يوجد انبعاث ضوئي؟
مفتاح مستوى الماء يسرب.
58. هل يتقوس مصدر طاقة الليزر؟
منطقة اللحام غير موصلة بشكل صحيح، لا يوجد سيليكون مطبق، سلك عالي الجهد يلامس المعدن.
59. غير قادر على قطع الطريق؟
عدم محاذاة الشعاع، عدسة متسخة أو مفكوكة، طول بؤري غير صحيح، توهين طاقة أنبوب الليزر.
60. الماكينة لا تعمل؟
إيقاف الطوارئ، ومصدر طاقة خارجي، وموصل طاقة خارجي.
61. المحور XY لا يتحرك؟
محرك تالف، مشاكل في أسلاك المحرك أو الموصل، عجلة متزامنة مفكوكة السير، مزود طاقة 42 فولت تالف.
62. لوحة العرض لا تضيء؟
تلف مصدر الطاقة 24 فولت، أو تلف كابل التوصيل بين لوحة التحكم ولوحة العرض.
63. تأثير القطع الضعيف؟
الضوء الأصفر حول منطقة القطع غير صحيح، ونفخ الهواء غير كافٍ.
64. هل يحدث احتراق في الزاوية أو خبث أثناء قطع الأجزاء القائمة الزاوية؟
عند استخدام ماكينة القطع بالليزر لقطع الأجزاء ذات الزاوية اليمنى المصنوعة من الفولاذ الكربوني أو الفولاذ المقاوم للصدأ، قد تنشأ مشكلات مثل احتراق الزوايا أو الخبث بسبب عوامل مختلفة مثل عملية القطع والمعلمات.
بناءً على نصيحة مهندس شركتنا الذي يتمتع بخبرة عشر سنوات من الخبرة، هناك ثلاثة حلول رئيسية:
في الختام، يُعد دليل استكشاف أعطال ماكينات القطع بالليزر وإصلاحها موردًا لا يقدر بثمن لأي شخص يتطلع إلى تحسين أداء ماكينته.
مع وجود حلول لمجموعة كبيرة من المشكلات الشائعة، بالإضافة إلى نصائح لقص مجموعة متنوعة من المواد، يُعد هذا الدليل ضروريًا للمبتدئين والمحترفين ذوي الخبرة على حد سواء.
باتباع الحلول المفصلة خطوة بخطوة الموضحة في هذه المقالة، ستتمكن من حل أي مشاكل قد تواجهها مع ماكينة القطع بالليزر بسرعة وكفاءة.
سواء كنت تتعامل مع زوايا حادة، أو دقة ضعيفة، أو ضوضاء غير طبيعية، فإن هذا الدليل سيوفر لك كل ما تحتاج إليه.
لذا، لا تدع المشاكل الشائعة تعيقك - استفد من المعرفة والخبرة المتوفرة في هذا المورد الشامل وحقق النتائج الدقيقة التي تحتاجها.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







