
نجاح القطع بالليزر: الكشف عن 12 عاملاً حاسماً
هل تساءلت يومًا كيف يمكن لليزر أن يقطع الفولاذ بدقة متناهية؟ في هذه المقالة، نكشف الأسرار الكامنة وراء القطع بالليزر. من أنماط الليزر إلى تعديلات الفوهة، اكتشف كيف يمكن لكل...
كيف يحول الليزر المعادن الصلبة إلى أشكال دقيقة وتصميمات معقدة؟ تتعمق هذه المقالة في أساسيات الحفر والقطع بالليزر، وتشرح الآليات الفيزيائية والعوامل المؤثرة والتطبيقات العملية لهذه التقنيات المتقدمة. من فهم طاقة النبضات إلى إتقان سرعة القطع، سيكتسب القراء نظرة ثاقبة حول كيفية تحقيق الليزر للدقة العالية في مختلف الصناعات. استكشف كيف يمكن لتقنية الليزر تحسين عمليات التصنيع الخاصة بك وفتح إمكانيات جديدة في تشغيل المعادن.
عند إشعاع مادة معدنية بواسطة ليزر بكثافة قدرة 106-109واط/سم2، بسبب كثافة طاقة الليزر العالية، ستتجاوز درجة حرارة سطح المادة نقطة الغليان، مما يؤدي إلى الانصهار أو التبخير، وسيتم إخراج الخليط المنفصل المؤكسد على السطح.
في نهاية نبضة الليزر، تنخفض كثافة طاقة الليزر وتضعف النفاثة المنقسمة.
مع حقن النواتج الانشطارية، يحدث التبخير بسرعة معينة.
تتحرك الدرجة نحو داخل المادة، ويتم تبخير المادة وإزالتها، ويتم تعميق الثقب تدريجيًا.
مع زيادة قطر الحفرة وعمقها، تتم إزالة نواتج الانشطار تباعًا بواسطة ضغط البخار، وأخيرًا تتشكل حفرة عميقة.
تصنيف الحفر بالليزر

(1) طاقة النبض
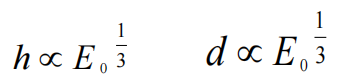
عمق التغويز الأولي:

Lm و Lv هي الحرارة الكامنة لانصهار المواد وتبخرها على التوالي.
في هذا الوقت، تكون كتلة إزالة المادة πa02د'ρ
ج: السعة الحرارية النوعية
Tb: درجة حرارة نقطة الانصهار
T0: درجة حرارة الغرفة
E0: طاقة النبض
تجاهل التوصيل الحراري والانبعاثات السطحية.
(2) عرض النبض
| الطاقة/ج | عرض النبضة/مللي ثانية | عمق الفتحة/ملم | فتحة العدسة/ملم | نسبة قطر العمق |
| 5.4 5.1 5.9 5.7 5.4 5.0 | 0.25 0.35 0.55 0.75 0.85 1.15 | 1.2 1.3 1.5 1.6 1.8 1.6 | 0.42 0.39 0.38 0.36 0.30 0.26 | 2.9 3.3 3.9 4.4 6.0 6.1 |
يعتمد اختيار عرض النبضة على متطلبات الثقب:
مع زيادة عرض النبضة، يتم استخدام المزيد من الحرارة في التسخين غير المدمر للمواد، مما يؤدي إلى تشوه كبير في المواد، وإجهاد حراري كبير وتشققات سهلة.
بشكل عام، يتم استخدام عرض النبضة 0.3-0.7 مللي ثانية.
(3) الشكل الموجي النبضي
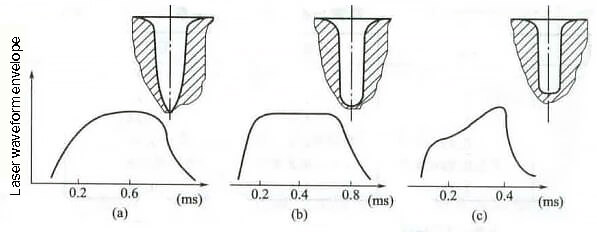
يجب اختيار الشكل الموجي ذي الحواف الأمامية والخلفية الحادة وشدة ضوء الليزر المتزايدة تدريجيًا قدر الإمكان.
بشكل عام، يجب التحكم في الحافة الأمامية لليزر عند 8 ~ 10us للحصول على مدخل أفضل، ويمكن أن تحصل الحافة الخلفية الأقصر من 8us على جودة جدار داخلي عالية.
خاصةً بالنسبة للفتحة الصغيرة التي تقل عن 50 بوصة، يتم زيادة تدرج الحافة الخلفية لمنع انسداد الفتحة بالمواد السائلة.
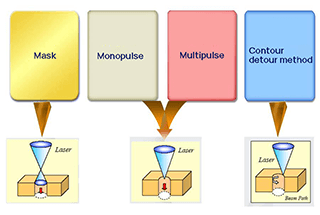
(4) وضع الليزر
تؤثر زاوية تباعد الليزر بشكل أساسي على فرق الفتحة والاستدقاق عند المدخل والمخرج.
وعمومًا، مع زيادة زاوية التباعد، يزداد تفتق الثقب، ويزداد أيضًا قطر البقعة المركزة لشعاع الليزر.
الصيغة التقريبية لنصف قطر التركيز البؤري:

الصيغة التقريبية لعمق التركيز البؤري:

كلما كان المنوال أقل، كانت زاوية التباعد أصغر.
زاوية تباعد القالب الأساسي هي الأصغر.
يجب أن يكون مستدق الحفر للقالب الأساسي صغيرًا.
(5) ظروف التركيز البؤري (التركيز البؤري ومقدار إلغاء التركيز البؤري)

تأثير مقدار إلغاء الضبط البؤري △ على شكل جدار الفتحة

(6) الخصائص المادية (الخصائص الفيزيائية، الأبعاد الكلية)

عندما يكون طاقة الليزر الكثافة F منخفضة، وفقدان الانتشار الحراري للألومنيوم أعلى من الحديد، وعمق ثقب الألومنيوم أقل عمقًا من الحديد.
مع زيادة F، ستصل المادة بسرعة إلى نقطة الغليان وتكون سرعة التسخين سريعة.
في هذا الوقت، يمكن تجاهل فقدان التوصيل الحراري.
نظرًا لأن الألومنيوم يحتوي على حرارة تبخير كامنة، فإن كمية إزالة التبخير من الألومنيوم أكبر من الحديد، وبالتالي فإن عمق ثقب الألومنيوم أعمق من الحديد.
يجب استخدام نبضة الليزر ذات كثافة الطاقة العالية للحفر.
(7) الحفر متعدد النبضات
إن عمق الثقب في الحفر بنبضة واحدة محدود، فقط 3 ~ 4 مرات من قطر الثقب، ومن الصعب التحكم في الدقة والتكرار.
بشكل عام، يتم استخدام الحفر متعدد النبضات.
يمكن أن يتحكم الحفر متعدد النبضات في العوامل غير المستقرة مثل تشوه شكل الثقب، وتمدد المنطقة المتأثرة بالحرارةوالتشقق السطحي.

(8) التكنولوجيا المساعدة للحفر بالليزر (8)
تحسين شكل الحفرة:
(أ) يتم طلاء الطبقة السائلة ذات التوتر السطحي المنخفض لتقليل الترسبات واستدقاق الثقب.
(ب) تغطية طبقة التدريع بحيث يكون مستدق الحفر بالليزر على طبقة التدريع.
(ج) النفخ في الهواء المضغوط لتحسين جودة السطح.
(د) يتم تركيب عاكس تحت قطعة العمل.
(هـ) الحفر متعدد النبضات، وتركيز شعاع الليزر بشكل دوري على موضع معين في قاع الحفرة.
(و) بعد الحفر بالليزر، التصحيح الإضافي.
| ميزة الجودة | الخصائص التقنية | Pالتطبيق العملي |
| 1. يمكن لليزر حفر ثقوب صغيرة عميقة | تركيز الليزر يمكن أن يصل قطرها إلى 0.3 مم | فوهات وقنوات تبريد خاصة |
| 2. ثقب الثقوب المائلة والثقوب ذات الشكل الخاص على المستوى المائل | نقل الهواء بالليزر | حفر شفرة المحرك التوربيني |
| 3. تثقيب الأجزاء الخزفية شديدة الصلابة | لا توجد صعوبة فنية في حفر ثقوب السيراميك بالليزر | فوهة لهب مقاومة لدرجات الحرارة العالية لصناعة الصلب |
| 4. دقة تثقيب عالية وأداء موثوق به | لا يوجد تآكل في الأدوات أثناء الحفر بالليزر | حفر فوهة محرك الغاز |
| 5. حفر ثقوب صغيرة عالية الكثافة بالليزر | يمكن استخدام الليزر للحفر بالليزر بطريقة الطيران عالي السرعة | صناعة كيميائية دقيقة، لوحة غربال صيدلانية دقيقة |
أمثلة تطبيقية للحفر بالليزر:

سيراميك - Φ ثقب 0.5 مم

شفرة المحرك - Φ 0.5 مم ثقب صغير 0.5 مم
الحفر بالليزر لمكونات الطائرات:


يتمثل القطع بالليزر في تشعيع قطعة العمل بشعاع ليزر عالي الكثافة مركّز عالي الطاقة.
على فرضية أن كثافة طاقة الليزر تتجاوز عتبة الليزر، فإن طاقة شعاع الليزر وطاقة حرارة التفاعل الكيميائي المضافة في عملية القطع بمساعدة الغاز النشط تمتصها المادة جميعها، مما يؤدي إلى ارتفاع درجة حرارة نقطة تشغيل الليزر بشكل حاد.
بعد الوصول إلى نقطة الغليان، تبدأ المادة في التبخر وتكوين ثقوب.
مع الحركة النسبية للشعاع وقطعة الشغل، تشكل المادة في النهاية شقًا، ويتم نفخ الخبث عند الشق بواسطة كمية معينة من الغاز المساعد.
يمكن تقسيم القطع بالليزر إلى القطع بالتبخير والقطع بالصهر والقطع الداعم باحتراق الأكسجين.
القطع الداعم للاحتراق بالأكسجين هو الأكثر استخدامًا.
من قطع المواد المختلفة، يمكن تقسيمها إلى قطع المعادن بالليزر والقطع بالليزر غير المعدني.
قراءة ذات صلة: أساسيات القطع بالليزر
(1) القطع بالتبخير
يشير القطع بالتبخير إلى تسخين شعاع الليزر لقطعة العمل إلى درجة حرارة أعلى من درجة الغليان.
تتسرب بعض المواد على شكل بخار، وتتطاير بعض المواد من قاع القطع على شكل نفاثات.
تبلغ طاقة القطع بالليزر المطلوبة 10 أضعاف طاقة القطع بالذوبان.
الآلية كالتالي:
① يعمل الليزر على تسخين المادة، فتنعكس جزئياً وتمتص جزئياً، وتقل انعكاسية المادة مع زيادة درجة الحرارة.
② ارتفاع درجة الحرارة في منطقة عمل الليزر سريع بما يكفي لتجنب الذوبان الناتج عن التوصيل الحراري.
③ يتسرب البخار بسرعة من سطح قطعة العمل بسرعة صوتية تقريبية.
يتم تطبيق القطع بالتبخير فقط على مواد مثل الخشب والبلاستيك والكربون التي لا يمكن صهرها.
فيمتو ثانية ينتمي القطع بالليزر إلى القطع بالتغويز.
(2) القطع بالذوبان
يتمثل القطع بالذوبان في أنه عندما تتجاوز كثافة طاقة شعاع الليزر قيمة معينة، يتبخر الجزء الداخلي من قطعة العمل لتكوين ثقب، ثم ينفخ غاز خامل مساعد مع المحور البصري لإبعاد المواد المنصهرة حول الثقب.
آلية الصهر والقطع هي:
① عندما يشع شعاع الليزر قطعة العمل، فإن بقية الطاقة، باستثناء الانعكاس، تسخن المادة وتتبخر إلى ثقوب.
② بمجرد تكوين الثقب، يمتص كل الطاقة الضوئية بجسم أسود، ويحيط بالثقب جدار معدني منصهر. ويُحفظ الجدار المنصهر مستقرًا نسبيًا بواسطة تدفق البخار عالي السرعة.
③ يمر متساوي الانصهار عبر قطعة العمل، ويتم نفخ المادة المنصهرة عن طريق النفخ الإضافي.
④ مع حركة قطعة العمل، يتحرك الثقب الصغير أفقيًا بواسطة شق.
(3) احتراق الأكسجين الداعم للاحتراق الأكسجيني للقطع
آلية الصهر والقطع بمساعدة الأكسجين هي:
① تحت إشعاع الليزر، تصل المادة إلى درجة حرارة Tm، ثم تتلامس مع الأكسجين، مما يسبب تفاعل احتراق عنيف ويبعث الكثير من الحرارة.
وتحت التأثير المشترك لليزر وهذه الحرارة معًا، يتشكل ثقب صغير مملوء بالبخار في المادة، ويحيط بالغاز المنصهر محيط الثقب;
② يجعل تدفق البخار جدار المعدن المنصهر المحيط يتحرك إلى الأمام، ويحدث انتقال الحرارة والمواد;
③ سرعة احتراق الأكسجين والمعدن محدودة بتحول مواد الاحتراق إلى خبث.
سرعة انتشار الأكسجين عبر الخبث إلى جبهة الاشتعال. كلما زاد معدل تدفق الأكسجين، زادت سرعة التفاعل الكيميائي للاحتراق;
④ في المنطقة التي لا تصل إلى درجة حرارة الاحتراق، يعمل تدفق الأكسجين كتبريد لتضييق منطقة القطع المتأثرة بالحرارة.
⑤ يوجد مصدران للحرارة, إشعاع الليزر وحرارة التفاعل الكيميائي، في القطع بمساعدة الأكسجين.
قراءة ذات صلة: أنواع طرق القطع بالليزر
(1) خواص المواد
ملخص قدرة المعالجة

(2) وضع الليزر

(أ) النمط الغاوسي (ب) النمط المنخفض الرتبة (ج) النمط المتعدد الوسائط
(3) طاقة الليزر وسرعة القطع بالليزر

العلاقة بين سرعة القطع وقوة الليزر، وسُمك اللوحة

بالنسبة لسمك صفيحة معينة، فإن سرعة القطع بالليزر عادةً ما تزداد خطيًّا مع زيادة طاقة الليزر.
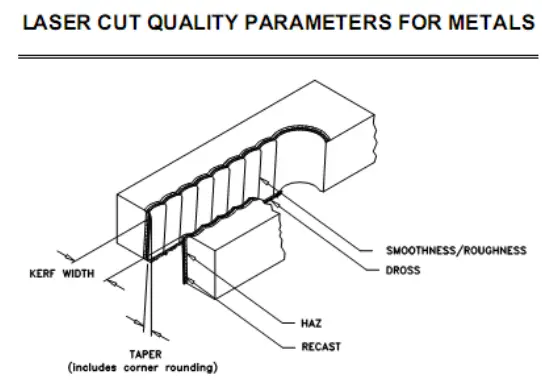
(4) الشق والخشونة

العلاقة بين خشونة الشق وسُمك القطع
بالنسبة لخشونة شق القطع المعدني بالليزر، فإن النصف العلوي هو الأفضل بشكل عام، والقسم الأوسط هو الثاني، والقسم السفلي رديء.
ترتبط خشونة الشق بالشق المقطوع.
(5) موضع التركيز

تبلغ نسبة a0 للمسافة من قطعة العمل إلى عدسة التركيز البؤري إلى البُعد البؤري 0.988 <a0 <1.003.
على سبيل المثال، عند القطع بالليزر 2.3 مم منخفض الكربون صفيحة فولاذية، فمن الأفضل استخدام إلغاء تركيز بؤري سالب من 0.3 إلى 0.7 مم.
(6) مرآة التركيز البؤري


(7) قطر الفوهة


يجب أن يكون تدفق الأكسجين تدفق هواء متقارب أسرع من الصوت لتجنب تمدد الجزء السفلي من الشق.
يوجد قطر فوهة مثالي لقطع ليزر معين. في الشكل، 1.5 مم هو أفضل قطر للفوهة.
(8) ضغط نفخ الأكسجين

العلاقة بين ضغط نفخ الأكسجين وسرعة القطع
في طاقة الليزر المختلفة والسماكة المختلفة، هناك قيمة مثالية لضغط نفخ الأكسجين.
(9) استقطاب الليزر (9)

حالة الشق التي تم الحصول عليها بواسطة ضوء مستقطب مختلف
(أ) ضوء مستقطب خطي;
(ب) الضوء المستقطب الخطي;
(ج) الضوء المستقطب الخطي;
(د) ضوء مستقطب دائرياً.
كما يتضح من الشكل، يتم استخدام ضوء مستقطب دائري، ويكون الشق مستقيمًا ومستقلًا عن اتجاه القطع.
يتم تجهيز نظام القطع بشكل عام بمستقطب دائري مع انعكاس 45 درجة.
قراءة ذات صلة: العوامل التي تؤثر على جودة القطع بالليزر
| ميزة الجودة | الخصائص التقنية | التطبيق العملي |
| 1. تكون المنطقة المتأثرة بالحرارة عند حافة وصلة القطع صغيرة | طاقة إجمالية أقل مطلوبة للقطع بالليزر | قطع قلب فولاذ السيليكون للمحرك الكبير |
| 2. شق القطع بالليزر ضيق | التركيز العالي للطاقة في القطع بالليزر | قطع وصلة مرشح أنبوب الزيت |
| 3. دقة قطع عالية وتشوه صغير في قطعة العمل | قطر بقعة تركيز الليزر صغيرة | تقطيع وتشكيل حشية الأسطوانة |
| 4. تكرار قطع جيد وخطأ بسيط | قطع دقيق باستخدام الحاسب الآلي الرقمي (CNC) | قطع الأجزاء معقدة الشكل |
| 5. سطح القطع بالليزر نظيف بدون خبث | إتقان العملية المعدنية الفيزيائية للقطع | القطع بشفرة منشار الماس للزينة |

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







