تصنيع التروس الحلزونية باستخدام ماكينة التحكم الرقمي ذات 4 محاور (FANUC): دليل خطوة بخطوة
هل تساءلت يومًا كيف يتم تصنيع التروس الحلزونية بدقة باستخدام التكنولوجيا الحديثة؟ يتعمق هذا المقال في العملية المعقدة لتصنيع التروس الحلزونية باستخدام ماكينة بنظام التحكم الرقمي رباعية المحاور. ويغطي كل شيء بدءًا من التحقق من المحاكاة إلى القطع الفعلي، ويقدم نظرة ثاقبة على الأدوات والبرامج والتقنيات التي تضمن إنتاجًا عالي الجودة. بنهاية هذا المقال، ستكتسب فهمًا شاملاً لكيفية إحداث التطورات في تكنولوجيا الماكينات بنظام التحكم الرقمي ثورة في تصنيع التروس، مما يجعل العمليات المعقدة أكثر سهولة وكفاءة.
كمثال، دعنا نفكر في ترس أسطواني حلزوني نموذجي. باستخدام مركز تصنيع رباعي المحاور وبرنامج CAXA، سنستكشف طريقة التصنيع الآلي رباعي المحاور NC للعتاد الحلزوني من خلال التحقق من محاكاة القطع والقطع الفعلي على أداة الماكينة باستخدام VERICUT.
1. الديباجة
عادةً ما تتم معالجة التروس المحفزة والحلزونية الأسطوانية من خلال التطويق أو تشكيل التروس أو طحن التروس. مع تقدم مركز التصنيع الآلي رباعي المحاور، يمكن الآن تنفيذ العمليات التي كان من الصعب إكمالها في السابق على مراكز التصنيع الآلي ثلاثية المحاور على معدات رباعية المحاور. في هذه الورقة، سنفحص في هذه الورقة طريقة التصنيع الآلي رباعي المحاور NC لمعدة حلزونية نموذجية.
2. تحليل الحالة
تقليديًا، كان يتم تشغيل التروس الحلزونية آليًا باستخدام ماكينات التفاف. ومع تقدم تكنولوجيا NC، ولا سيما تطوير تكنولوجيا الربط رباعي المحاور في مراكز الماكينات، يمكن الآن تشكيل التروس الحلزونية على أدوات الماكينات NC.
في هذا المنشور، سوف نستكشف طرق معالجة التروس الحلزونية. باستخدام برنامج CAXA Manufacturing Engineer الذي تم تطويره في الصين، يتم إجراء التحقق بالمحاكاة بمساعدة VERICUT. يتم إجراء معالجة كل من التروس الحلزونية القياسية والمخصصة على منصة مركز تصنيع رباعي المحاور.
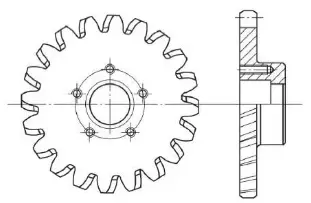
كما هو موضح في الشكل 1، فإن الترس الحلزوني المراد معالجته له ميل 20 درجة للأسنان و20 سنًا، وهو مصنوع من LY12 المواد، على النحو الوارد في الجدول 1. يتمثل التحدي في هذه الحالة في عدم وجود معدات معالجة التروس المتخصصة في موقع المسابقة. كل محطة مجهزة بمركز معالجة رباعي المحاور ومطلوب منها إكمال المحاكاة والمعالجة الفعلية، بالإضافة إلى إنتاج مجموعة من آلية القالب الأسطواني المطابقة للتروس الحلزونية في الموقع. يجب أن تعمل الآلية أوتوماتيكيًا عند تشغيلها وتفي بمتطلبات مطابقة التروس العالية.
الشكل 1 ترس حلزوني
الملف الشخصي للأسنان
إنفولوت
ميل الأسنان / (°)
20 / زوج من الأسنان 20 / زوج من الأسنان
المعامل
4
عدد الأسنان / القطعة
20
قطر دائرة التخرج / مم
80
3. الطريقة 1: الأداة العامة، التصنيع الآلي بالتمديد
يحتوي برنامج مهندس التصنيع CAXA Manufacturing Engineer على مجموعة واسعة من الوظائف للتصنيع الآلي رباعي المحاور وخماسي المحاور. لمعالجة الترس الحلزوني، تتمثل الخطوة الأولى في رسم هندسة الترس ثم إنشاء مسار الأداة.
تشارك الخطوات التالية في توليد المسار:
حدد طرق التشغيل الآلي: "تصنيع آلي ← تصنيع آلي خماسي المحاور ← تصنيع آلي خماسي المحاور محدّد السطح"، و"تصنيع آلي ← تصنيع آلي خماسي المحاور ← خط متوازي خماسي المحاور"، و"تصنيع آلي ← تحرير المسار ← خمسة محاور إلى أربعة محاور المسار.
اضبط أدوات الماكينات الخشنة واللمسات النهائية واختر القاطع السفلي المسطح العام والقاطع الكروي المخروطي لإنشاء مسارات الأدوات الخشنة واللمسات النهائية.
قم بمحاكاة التحقق من القطع، كما هو موضح في الشكل 2.
أ) مسار التشغيل الآلي الخشن
ب) مسار أداة التشطيب
ج) محاكاة تأثير القطع
الشكل 2 مسار أداة تصنيع التروس الحلزونية التقليدية ومحاكاة القطع
تستخدم هذه العملية وظيفة معالجة مسار الأداة خماسي المحاور، والتي يتم تحويلها بعد ذلك إلى مسار أداة رباعي المحاور ليتم تنفيذها على أداة ماكينة رباعية المحاور أكثر شيوعًا. تُستخدم هذه العملية لسن واحد ويمكن تطبيقها بسهولة على أسنان أخرى بمجرد تدوير مسار الأداة. هذه الطريقة قابلة للتكيف بدرجة كبيرة، باستخدام أدوات القطع للنسخ والقطع على طول السطح المنحني، ويمكن تطبيقها على معالجة التروس الحلزونية ذات الأحجام الأخرى.
ومع ذلك، تتميز هذه الطريقة بكفاءة ودقة معالجة منخفضة. يتم إنتاج السطح المنحني من خلال تقسيم الأداة، مما يجعلها مناسبة للمعالجة التجريبية لقطعة واحدة أو الإنتاج على نطاق صغير. عند المعالجة على دفعات، يتضح ضعفها من حيث الكفاءة المنخفضة والدقة المنخفضة. ولذلك، من الضروري إيجاد طريقة معالجة أكثر ملاءمة للمعالجة على دفعات للمنتجات.
4. الطريقة 2: أدوات القطع حسب الطلب ومعالجة التنميط
4.1 تخصيص الأدوات
وباستخدام برامج التصميم، مثل لوحة الرسم الإلكترونية CAXA، يمكن إدخال المعلمات ذات الصلة بالترس الحلزوني في الجدول 1 للحصول بسرعة على ملف تعريف السن، ومن ثم يمكن استخراج البيانات. يمكن الحصول على بيانات الرسم CAD لملف تعريف السن استنادًا إلى ملف تعريف السن وتقديمها إلى الشركة المصنعة للأداة لصنع سكاكين تروس مخصصة.
كما هو موضح في الشكل 3، يبلغ قطر مقبض الأداة 12 مم، والطول 70 مم، ويتم تخصيص جزء حافة القطع وفقًا لبيانات ملف تعريف السن. على الرغم من أن الأدوات المخصصة لها تكلفة أعلى مقارنة بالأدوات العامة، إلا أنها توفر كفاءة معالجة عالية وجودة جيدة وفوائد عامة في معالجة الدفعات.
أ) النمط
ب) الجسم المادي
الشكل 3 قاطع التروس المخصص
4.2 تصنيع التركيبات
يُظهر تحليل هذه الشُّغْلَة أن لها طولًا قصيرًا التثبيت الحجم، مما يجعل المحاذاة صعبة ويزيد من وقت المعالجة. بالإضافة إلى ذلك، عند تصنيع ملف السن، تكون الأداة والمغزل قريبين من الظرف رباعي المحاور، مما يزيد من خطر التداخل ويجعل التشبيك والمحاذاة صعبة، مما يجعل معالجة الدُفعات أقل ملاءمة.
لتحسين كفاءة المعالجة، هناك حاجة إلى أداة تثبيت مخصصة، كما هو موضح في الشكل 4. الشكل 4 أ عبارة عن جزء متحرك يشبك فراغ الترس من خلال اللولبات، مما يضمن ثبات موضع التثبيت في كل مرة، وبالتالي تقليل وقت إعداد الأداة. يوضح الشكل 4 ب الجزء الثابت، الذي يتم تثبيته بالظرف. يظهر التثبيت الفعلي في الشكل 4ج.
أ) الأجزاء المتحركة
ب) المثبتات
ج) الجسم المادي
الشكل 4 تركيبات مخصصة
4.3 إنشاء عنصر رسم الآلات وتوليد مسار الأداة
(1) لإنشاء مسار الأداة، ارسم خطًا بميل 20 درجة بين الدائرة السفلية للسن والترس الحلزوني. ثم، حدد "التصنيع بالقطع → أربعة محاور التصنيع الآلي ← التصنيع الآلي الأسطواني المنحني رباعي المحاور. قم بتعيين معلمات الأداة والقطع وإنشاء مسار الأداة. يمكن الحصول على مسارات أدوات أخرى من خلال مصفوفة دوران المسار. تظهر خطوات إنشاء المسار في الشكل 5.
الشكل 5 توليد مسار الأداة
(2) لإكمال عملية التصنيع الآلي، قم بإنشاء كود G والتحقق منه باستخدام VERICUT. حدد مسار الأداة، وأنشئ الكود G، ثم استورده إلى برنامج VERICUT لمحاكاة عملية القطع التجريبي (راجع الشكل 6 أ). بعد التحقق، قم باستيراد الكود إلى أداة الماكينة. يظهر الكائن الفعلي الذي تم الحصول عليه من خلال القطع في الشكل 6 ب.
أ) محاكاة القطع
ب) الجسم المادي
الشكل 6 محاكاة القطع والتشغيل الآلي
5. الخاتمة
عادةً ما يتم تشكيل التروس الحلزونية على ماكينات حلزونية متخصصة وليس على مراكز الماكينات بنظام التحكم الرقمي المستخدمة على نطاق واسع. تستكشف هذه التدوينة طريقة تصنيع التروس الحلزونية على مركز تصنيع آلي رباعي المحاور وتقدم استكشافًا أوليًا لطريقة التصنيع الآلي باستخدام الحاسب الآلي رباعي المحاور للتروس الحلزونية.
بالنسبة للقطعة الواحدة أو الإنتاج على نطاق صغير، يمكن استخدام المعالجة بالتشكيل الجانبي. بالنسبة للمعالجة على دفعات، يوصى باستخدام أدوات مخصصة. تتغلب هذه الطريقة على محدودية معالجة التروس الحلزونية على المعدات المتخصصة ويمكن تطبيقها على معدات NC الأكثر استخدامًا المتاحة حاليًا.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
ما الذي يجعل المواقد بالغة الأهمية في تصنيع التروس؟ تستكشف هذه المقالة تسعة أنواع مختلفة من المواقد، وتوضح بالتفصيل ميزاتها الفريدة وتطبيقاتها في التصنيع الآلي. من مواقد التروس إلى مواقد الأسنان المتخصصة...
هل تساءلت يومًا كيف يتم تصنيع الأجزاء المعدنية المعقدة بدقة متناهية؟ تكشف هذه المقالة النقاب عن سحر ماكينات التفريز، وتستكشف أنواعها المختلفة ومكوناتها الرئيسية. تعمّق في فهم كيف...
هل تساءلت يومًا عن كيفية جعل قطع المعادن أسرع وأكثر دقة؟ تستكشف هذه المدونة الأسرار الكامنة وراء سوائل القطع - الأبطال المجهولون في التصنيع الآلي. تعرّف على كيفية تبريدها وتزييتها و...