
أساسيات مقياس الشبكة الخطية: كل ما تحتاج إلى معرفته
تخيل فتح دقة الأدوات الآلية باستخدام سطح زجاجي بسيط. الموازين الشبكية الخطية تفعل ذلك بالضبط، حيث تقوم بتحويل الخطوط الدقيقة إلى قياسات عالية الدقة. تستكشف هذه المقالة كيف يمكن...
هل تساءلت يومًا كيف تشكل القياسات الدقيقة عالم الهندسة الميكانيكية؟ تستكشف هذه المقالة الأدوات الأساسية مثل المسطرة الفولاذية والفرجار والفرجار الورنيه، وتكشف عن استخداماتها ودقتها. تعلم كيف تضمن هذه الأدوات دقة وموثوقية عدد لا يحصى من المشاريع الهندسية. تعمّق في كشف الأسرار الكامنة وراء القياسات الدقيقة!

المسطرة الفولاذية هي أبسط أدوات قياس الطول المتاحة، وتأتي بأربعة أحجام: 150 مم، و300 مم، و500 مم، و1000 مم. تُظهر الصورة التالية مسطرة فولاذية شائعة الاستخدام مقاس 150 مم.

تستخدم المساطر الفولاذية لقياس أبعاد طول الأجزاء، ولكن نتائج قياسها ليست دقيقة للغاية. وذلك لأن التباعد بين العلامات الموجودة على المسطرة الفولاذية يبلغ 1 مم، ويتراوح عرض كل علامة في حد ذاتها بين 0.1-0.2 مم.
لذلك، عند القياس، يمكن أن تكون هناك أخطاء كبيرة في القراءة. يمكن قراءة القيم المليمترية فقط، وأصغر قيمة للقراءة هي 1 مم. ويمكن تقدير القيم الأصغر من 1 مم فقط.
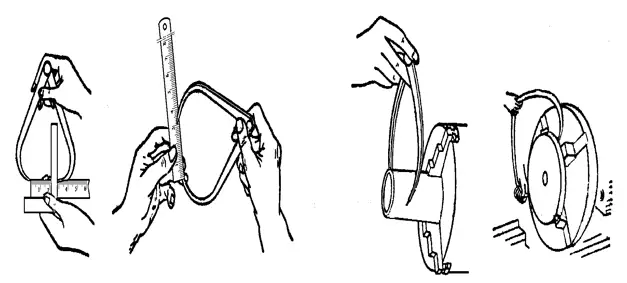
طريقة استخدام المسطرة الفولاذية.
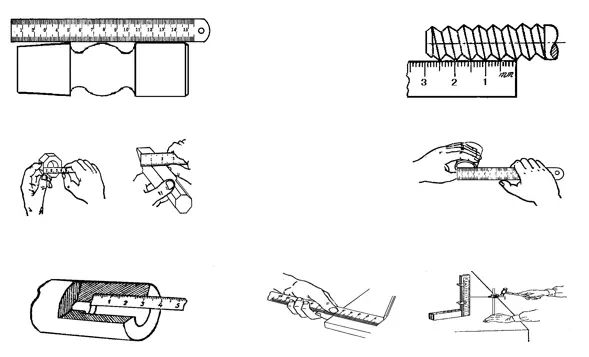
أ) قياس الطول.
ب) قياس درجة اللولب.
ج) قياس العرض.
د) قياس القطر الداخلي.
هـ) قياس العمق.
و) رسم الخطوط.
سيؤدي القياس المباشر لحجم قطر (العمود أو الثقب) لجزء ما باستخدام مسطرة فولاذية إلى دقة قياس أقل. ويرجع السبب في ذلك إلى أنه بالإضافة إلى الخطأ الكبير في قراءة المسطرة الفولاذية نفسها، فإنه من الصعب وضع المسطرة الفولاذية في الموضع الصحيح على قطر الجزء.
لذلك، لقياس حجم قطر الأجزاء، يمكن استخدام مزيج من المسطرة الفولاذية والفرجار الداخلي/الخارجي بدلاً من ذلك.
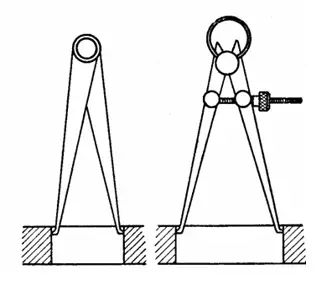
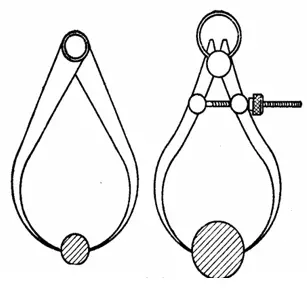
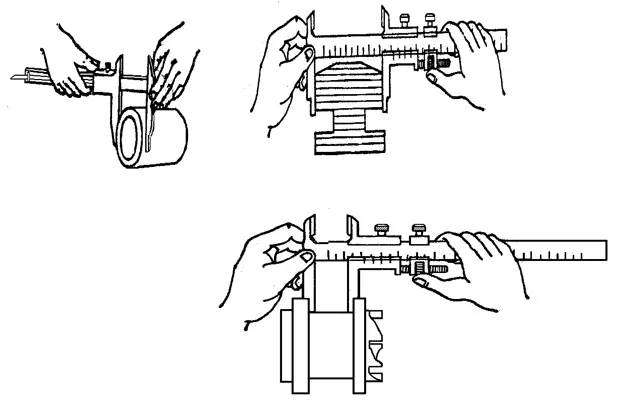
يوجد نوعان شائعان من الفرجار: الفرجار الداخلي والفرجار الخارجي. تُستخدم الفرجار الداخلي عمومًا لقياس الأقطار الداخلية والأخاديد الداخلية، بينما تُستخدم الفرجار الخارجي لقياس الأقطار الخارجية.
لا يمكنهم قراءة نتائج القياس مباشرة، ولكن بدلًا من ذلك ينقلون قياس الطول إلى مسطرة فولاذية للقراءة أو يأخذون الحجم المطلوب من المسطرة الفولاذية ثم يتحققون من توافق قطر الجزء.
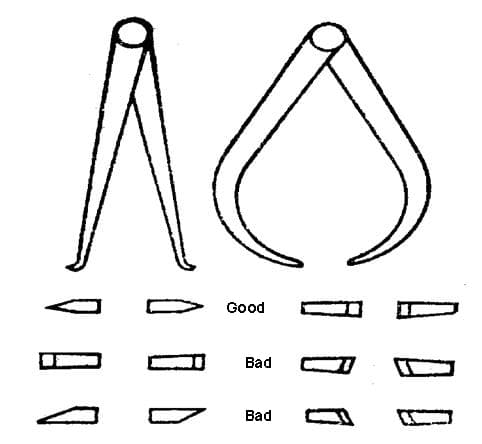
تعتبر الفرجار أدوات قياس بسيطة تتميز ببساطتها في التركيب وسهولة تصنيعها وانخفاض تكلفتها وصيانتها واستخدامها.
وهي تستخدم على نطاق واسع لقياس وفحص الأجزاء ذات المتطلبات المنخفضة الأبعاد، خاصة لقياس وفحص المطروقات والمسبوكات. الفرجار هو أداة القياس الأكثر ملاءمة لهذه التطبيقات.
مقياس الإحساس، المعروف أيضاً بمقياس السُمك أو مقياس الفجوة.
يُستخدم بشكل أساسي للتحقق من حجم الفجوة بين سطحي تزاوج.
يتكون مقياس الجساس من عدة طبقات من صفائح الصلب بسماكات مختلفة. يتم تجميعها في مجموعات وتحتوي كل مجموعة على عدة مقاييس. تحتوي كل قطعة من مقياس الجاسوس على سطحين متوازيين للقياس وعلامات سُمك متوازية للاستخدام المشترك.
أثناء القياس، يتم تداخل قطعة واحدة أو أكثر من مقياس التماس وإدخالها في الفجوة وفقًا لحجم الفجوة بين أسطح التزاوج.
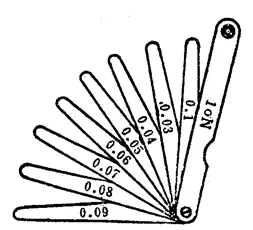
على سبيل المثال، إذا كان من الممكن إدخال مقياس 0.03 مم في الفجوة بينما لا يمكن إدخال مقياس 0.04 مم، فهذا يشير إلى أن الفجوة تتراوح بين 0.03 مم و0.04 مم، مما يجعل مقياس الجاسوس نوعًا من المقاييس الحدية.
عند استخدام مقياس الجس، يجب ملاحظة النقاط التالية:
حدد العدد المناسب من المقاييس وفقًا للفجوة بين أسطح التزاوج، ولكن استخدم أقل عدد ممكن من المقاييس.
لا تستخدم الكثير من القوة أثناء القياس لتجنب ثني أو كسر مقياس التحسس.
لا تقيس قطع العمل ذات درجات الحرارة العالية.
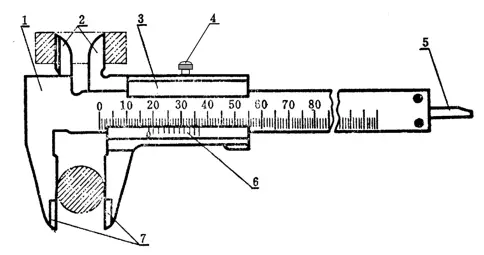
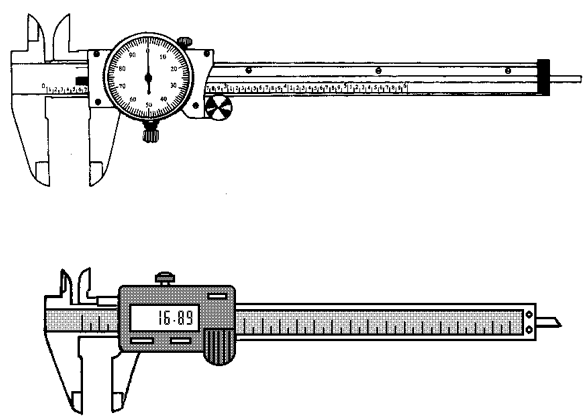
الفرجار ذو الورنية هي أدوات قياس مصنوعة باستخدام مبدأ مقياس الورنية. وهي تشمل الفرجار ذو الورنية، ومقياس الارتفاع بمقياس ذو ورنية، ومقياس العمق بمقياس ذو ورنية، ومقياس زاوية المنقلة (مثل المنقلة المائلة العامة)، والفرجار ذو الورنية ذات أسنان التروس.
تُستخدم هذه الأدوات لقياس القطر الخارجي، والقطر الداخلي، والطول، والعرض، والسماكة، والارتفاع، والعمق، والعمق، والزاوية، وسُمك سن التروس للأجزاء، ولها مجموعة واسعة من التطبيقات.
الفرجار ذو الورنية هو أداة قياس شائعة الاستخدام، ويتميز ببساطته وسهولة استخدامه ودقته المعتدلة ونطاقه الكبير من المقاسات المقاسة.
يمكن استخدامه لقياس القطر الخارجي، والقطر الداخلي، والطول، والعرض، والسماكة، والعمق، وتباعد الفتحات للأجزاء، وما إلى ذلك، وله مجموعة واسعة من التطبيقات.
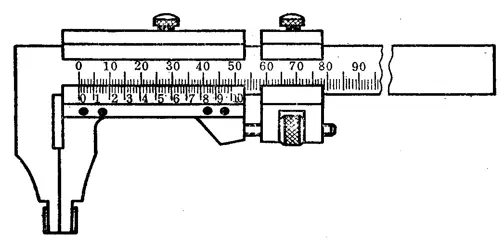
هناك ثلاثة أنواع من الأشكال الهيكلية للفرجار الورنيش.
(1) فرجار ذو رنيه بمدى قياس من 0 إلى 125 مم، وهو مصنوع على شكل فكين علوي وسفلي على شكل حافة سكين ومزود بمقياس عمق.
(2) يمكن صنع الفرجار الورنييه ذات نطاقات القياس من 0-200 مم و0-300 مم على شكل فكين سفليين مع أسطح قياس داخلية وخارجية وفكين علويين على شكل حافة سكين.
(3) يمكن أيضًا صنع الفرجار الورنيير مع نطاقات قياس تتراوح بين 0-200 مم و0-300 مم على شكل فكين سفليين مع أسطح قياس داخلية وخارجية فقط.
نطاق القياس وقيم القراءة المقابلة للقداحة ذات الورنية.
| نطاق القياس | قيمة قراءة المؤشر | نطاق القياس | قيمة قراءة المؤشر |
| 0~25 | 0.02 0.05 0.10 | 300~800 | 0.05 0.10 |
| 0~200 | 0.02 0.05 0.10 | 400~1000 | 0.05 0.10 |
| 0~300 | 0.02 0.05 0.10 | 600~1500 | 0.05 0.10 |
| 0~500 | 0.05 0.10 | 800~2000 | 0.10 |
مبدأ وطريقة قراءة الفرجار الورنيير وطريقة قراءته.
بالنسبة إلى الفرجار ذو الورنية بقيمة قراءة 0.1 مم، تكون المسافة بين كل خط من خطوط التدريج الرئيسية 1 مم.
عندما يكون خط الصفر على مقياس الورنية بمحاذاة خط الصفر على المقياس الرئيسي (الفكين مغلقين)، فإن الخط العاشر على مقياس الورنية يشير بالضبط إلى 9 مم على المقياس الرئيسي، بينما لا يحاذي أي من الخطوط الأخرى على مقياس الورنية أي خطوط على المقياس الرئيسي.
تُحسب فترة قياس الفرجار ذي الورنية على النحو التالي:
الفاصل الزمني = 9 مم ÷ 10 = 0.9 مم
الفرق بين فترة المقياس الرئيسي وفترة مقياس الورنية هو:
1 مم - 0.9 مم = 0.1 مم
ولذلك، فإن الحد الأدنى للقراءة التي يمكن الحصول عليها من الفرجار الورنيش هو 0.1 مم، ولا يمكن قياس أي قيمة أصغر من ذلك.
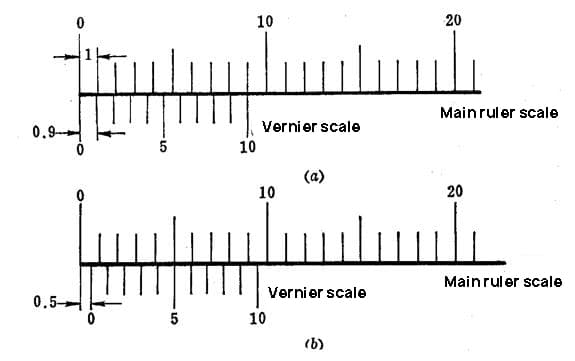
فرجار ذو مقياس رنيه بقراءة 0.05 مم.
عندما يكون الفكّان مغلقين والمسافة بينهما 39 مم كما هو موضح في التدريج الرئيسي، فإن مقياس الورنية على هذا الفرجار مقسم إلى 20 جزءًا متساويًا. لذلك، تُحسب المسافة بين كل قسم على مقياس الورنية على النحو التالي:
المسافة بين التقسيمات على مقياس الورنية = 39 مم ÷ 20 = 1.95 مم
الفرق بين المسافة بين شعبتي المقياس الرئيسيتين (2 مم) والمسافة بين شعبة مقياس رنيه واحدة (1.95 مم) هو
2 ملم - 1.95 ملم = 0.05 ملم
لذلك، فإن الحد الأدنى لقيمة قراءة هذا الفرجار هو 0.05 مم.
وبالمثل، إذا كان مقياس الورنية يحتوي على 20 قسمًا ولكن المسافة بين الفكين 19 مم فقط وفقًا للمقياس الرئيسي، فإن المبدأ نفسه ينطبق.
فرجار ذو مقياس رنيه بقراءة 0.02 مم.
عندما يكون الفكّان مغلقين والمسافة بينهما 49 مم كما هو موضح في التدريج الرئيسي، فإن مقياس الورنية على هذا الفرجار مقسم إلى 50 جزءًا متساويًا. لذلك، تُحسب المسافة بين كل قسم على مقياس الورنية على النحو التالي:
المسافة بين التقسيمات على مقياس الورنية = 49 مم ÷ 50 = 0.98 مم
الفرق بين المسافة بين مقياس التدريج الرئيسي الواحد (1 مم) ومسافة مقياس التدريج الرئيسي الواحد (0.98 مم) هو
1 مم - 0.98 مم = 0.02 مم
لذلك، فإن القيمة الدنيا لقراءة هذا الفرجار هي 0.02 مم.
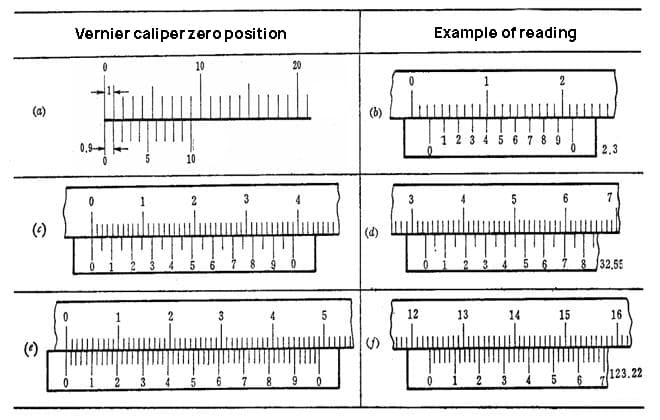
(أ) فرجار ذو مقياس رنيه بقراءة 0.1 مم.
(ب) فرجار ذو مقياس رنيه بقراءة 0.05 مم.
(ج) فرجار ذو مقياس رنيه بقراءة 0.02 مم.
دقة قياس الفرجار ذو الورنية.
عند قياس أو فحص حجم جزء ما، من الضروري اختيار أداة قياس مناسبة وفقًا لمتطلبات دقة حجم الجزء. الفرجار ذو الورنية هو أداة قياس ذات دقة متوسطة، وهو مناسب فقط لقياس وفحص الأبعاد ذات الدقة المتوسطة.
ليس من المعقول استخدام الفرجار ذو الورنية لقياس المسبوكات الخشنة أو الأبعاد ذات متطلبات الدقة العالية.
يمكن أن يؤدي الأول إلى تلف أداة القياس بسهولة، بينما لا يمكن للأخير تلبية دقة القياس المطلوبة نظرًا لأن جميع أدوات القياس لها أخطاء إرشادية معينة، وهي مدرجة في الجدول أدناه.
| قيمة القراءة | الخطأ الكلي للإشارة |
| 0.02 | ±0.02 |
| 0.05 | ±0.05 |
| 0.10 | ±0.10 |
يرجع خطأ الإشارة في الفرجار ذو الورنية إلى دقة تصنيع الفرجار نفسه. بغض النظر عن مدى دقة استخدامه، قد ينتج عن الفرجار هذه الأخطاء.
على سبيل المثال، عند استخدام الفرجار ذو الورنية بقيمة قراءة 0.02 مم وخطأ إرشادي ± 0.02 مم لقياس عمود قطره 50 مم، إذا كانت القراءة على الفرجار 50.00 مم، فقد يكون القطر الفعلي إما 50.02 مم أو 49.98 مم.
عند استخدام الفرجار ذو الورنية لقياس مقاسات الأجزاء، يجب ملاحظة النقاط التالية:
1. قبل القياس، يجب تنظيف الفرجار وفحصه للتأكد من أن أسطح القياس وحواف القياس مسطحة وغير تالفة. عندما يتم تركيب الفكّين بإحكام، يجب ألا تكون هناك فجوة واضحة، ويجب أن تكون خطوط علامة الصفر في الفرجار الورنيش والمقياس الرئيسي متحاذيين مع بعضهما البعض. وتسمى هذه العملية بفحص موضع الصفر في الفرجار الورنيش.
2. عند تحريك إطار الفرجار، يجب أن يتحرك بسلاسة دون أن يكون مرتخيًا أو مشدودًا للغاية، ويجب ألا يكون هناك اهتزاز. عند تثبيت إطار الفرجار ببراغي التثبيت، يجب ألا تتغير قراءات الفرجار. عند تحريك إطار الفرجار، لا تنسَ فك برغي التثبيت، ولا تجعله مرتخيًا جدًا حتى لا تفقد السيطرة.
3. عند قياس الأبعاد الخارجية للأجزاء المقيسة، يجب أن يكون الخط الواصل بين وجهي القياس في الفرجار عمودياً على السطح الذي يجري قياسه ويجب ألا يكون منحرفاً. أثناء القياس، يمكن هز الفرجار برفق لمحاذاة الفرجار عموديًا. لا تقم أبدًا بضبط فكي الفرجار بحيث يكون قريبًا من الحجم المقاس أو حتى أقل منه، وإجبار الفرجار على الجزء. سيؤدي القيام بذلك إلى تشوه الفكين أو تآكل أسطح القياس قبل الأوان، مما يؤدي إلى فقدان الفرجار دقته اللازمة.
طريقة القياس الصحيحة
يُستخدم الفرجار ذو الورنية لمقياس الارتفاع، كما هو موضح في الصورة، لقياس ارتفاع الأجزاء ووضع العلامات الدقيقة.
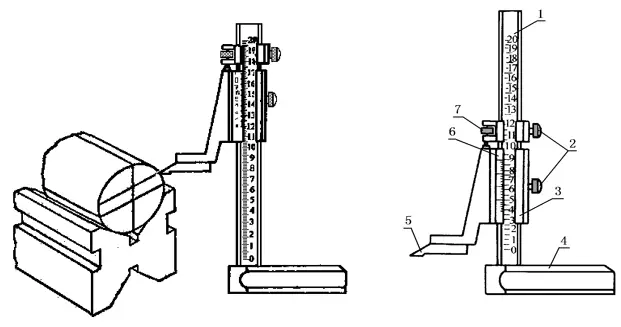
يتم استخدام الفرجار ذو الورنية لمقياس العمق، كما هو موضح في الصورة، لقياس بُعد العمق أو ارتفاع الخطوة وعمق الأخدود للأجزاء.
يُستخدم الفرجار ذو الورنية مع سُمك الأسنان لقياس سُمك الأسنان الوترية وأعلى الأسنان الوترية للتروس (أو التروس الدودية). ويتكون هذا النوع من الفرجار ذو الورنية من مقياسين رئيسيين متعامدين، لكل منهما مقياس ورني خاص به.
تشترك جميع أنواع الفرجار ذات الورنية المذكورة أعلاه في مشكلة مشتركة، وهي أن القراءات ليست واضحة جدًا ويمكن قراءتها بشكل خاطئ بسهولة. في بعض الأحيان، من الضروري استخدام عدسة مكبرة لتكبير جزء القراءة.
من أجل التخلص من خطأ المنظر الناجم عن إمالة خط الرؤية أثناء القراءة، تم تجهيز بعض الفرجار بمقاييس ميكرومترية، لتصبح الفرجار الميكرومتري، مما يسهل القراءة الدقيقة ويحسن دقة القياس.
يوجد أيضًا نوع من الفرجار Vernier مزود بجهاز عرض رقمي، والذي يعرض الأبعاد المقاسة على سطح الجزء بالأرقام مباشرة. استخدامه مريح للغاية.
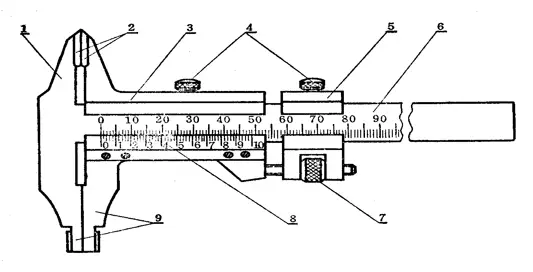
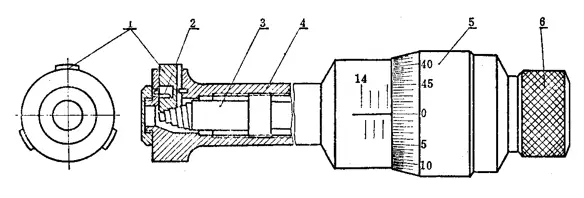
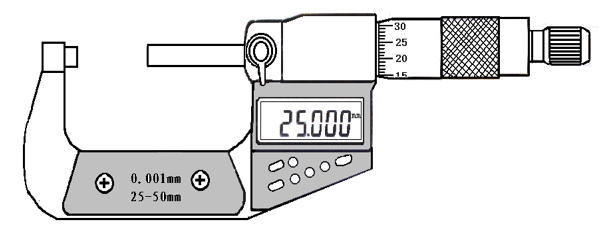
الأدوات المصنوعة باستخدام مبدأ سن اللولب اللولبي يُطلق عليها ميكرومتر اللولب اللولبي. وتتميز بدقة قياس أعلى من الفرجار اللولبي كما أنها أكثر مرونة في القياس، لذلك غالبًا ما يتم استخدامها عند الحاجة إلى دقة عالية في التصنيع.
تحتوي ميكرومترات الخيوط اللولبية الشائعة الاستخدام على مقاييس ذات تدرجات من مائة جزء من المليمتر (0.01 مم) وأجزاء من الألف من المليمتر (0.001 مم).
حاليًا، في الورش، يتم استخدام عدد كبير من الميكرومترات اللولبية اللولبية ذات القراءة من مائة جزء من المليمتر (0.01 مم) في الورش.
هناك أنواع عديدة من موازين قراءة أجزاء من المائة من المليمتر، والتي تستخدم عادةً في ورش التصنيع الميكانيكي، بما في ذلك ميكرومتر القطر الخارجي، وميكرومتر القطر الداخلي، وميكرومتر العمق، وميكرومتر الخيط، وميكرومتر سمك سن التروس.
يتم استخدامها على التوالي لقياس أو فحص القطر الخارجي، والقطر الداخلي، والعمق، والسمك، ونقطة منتصف الخيط، والطول الطبيعي للترس.
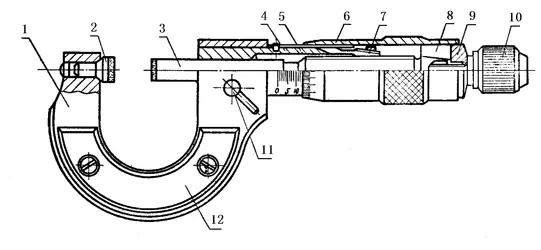
1. إطار؛ 2. سندان قياس ثابت؛ 3. برغي قياس؛ 4. غلاف مغزل ملولب؛ 5. غلاف مقياس ثابت؛ 6. غلاف مقياس ثابت؛ 6. غلاف صامولة ضبط؛ 7. صامولة ضبط؛ 8. موصل؛ 9. غسالة؛ 10. جهاز قوة القياس؛ 11. برغي قفل؛ 12. لوحة عازلة.
طريقة قراءة الفرجار الورنيير
يتم تمييز المقياس الدائري للميكروميتر ب 50 خطًا متساوي المسافات، وعند تدوير الميكروميتر دورة كاملة واحدة، يتقدم برغي القياس أو يتراجع بمقدار 0.5 مم.
عند دوران ماسورة الميكروميتر بقسمة صغيرة واحدة على مقياسه الدائري الخاص، تكون المسافة بين سطحي القياس اللذين يدوران:
0.5 ÷ 50 = 0.01 (مم).
ومن ثم، يمكن معرفة أن آلية القراءة الحلزونية في الفرجار الورني يمكن أن تقرأ قيمة 0.01 مم قراءة صحيحة، وهو ما يعني أن قيمة قراءة الفرجار الورني هي 0.01 مم.
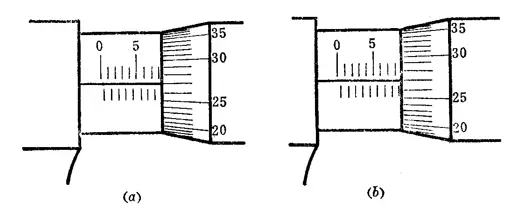
يمكن تقسيم طريقة القراءة المحددة للفرجار ذي الورنية إلى ثلاث خطوات:
(1) اقرأ حجم خط التدرج المكشوف على الغلاف الثابت، وتأكد من الانتباه إلى عدم تفويت قيمة خط التدرج 0.5 مم الذي يجب قراءته.
(2) اقرأ المقاس الموجود على ماسورة الميكرومتر، وانظر أي قسم على محيط ماسورة الميكرومتر يحاذي معيار خط الوسط للكم الثابت. اضرب عدد الأقسام في 0.01 مم للحصول على المقاس الموجود على برميل الميكروميتر.
(3) اجمع الرقمين أعلاه معًا للحصول على الحجم المقيس على الفرجار ذي الورنية.
كما هو موضح في الشكل (أ)، فإن الحجم المقروء على الغلاف الثابت هو 8 مم، والحجم المقروء على أسطوانة الميكرومتر هو 27 (انقسامات) × 0.01 مم = 0.27 مم. وبجمع الرقمين أعلاه نحصل على الحجم المقيس للجزء الذي يتم فحصه وهو 8.27 مم.
في الشكل (ب)، المقاس المقروء على الكم الثابت هو 8.5 مم، والمقاس المقروء على أسطوانة الميكرومتر هو 27 (انقسامات) × 0.01 مم = 0.27 مم. وبجمع الرقمين أعلاه نحصل على الحجم المقيس للجزء الذي يتم فحصه وهو 8.77 مم.
عند استخدام الفرجار الورنية لقياس أبعاد جزء ما، يرجى الانتباه إلى النقاط التالية:
(1) قبل الاستخدام، قم بتنظيف وجهي القياس في الفرجار الورنيير وقم بتدوير جهاز قوة القياس لجعل وجهي القياس متلامسين (إذا كان الحد الأعلى للقياس أكبر من 25 مم، أدخل مقياس ضبط أو كتلة قياس مقابلة بين وجهي القياس)، ويجب ألا تكون هناك فجوة أو ظاهرة تسرب الضوء على سطح التلامس. في الوقت نفسه، قم بمحاذاة الميكرومتر والكم الثابت لفترة وجيزة إلى الصفر.
(2) عند تدوير جهاز قوة القياس، يجب أن يكون الميكروميتر قادرًا على التحرك بحرية على طول الغلاف الثابت دون أي تشويش أو عدم مرونة.
(3) قبل القياس، امسح السطح المقاس للجزء نظيفًا لتجنب التأثير على دقة القياس بسبب وجود أوساخ. لا يُسمح مطلقًا باستخدام الفرجار ذو الورنية لقياس الأسطح ذات الأسطح الكاشطة، وذلك لتجنب الإضرار بدقة سطح القياس. من غير الصحيح أيضًا قياس الأجزاء ذات الأسطح الخشنة باستخدام الفرجار الورنيش لأنه قد يتسبب في تآكل سابق لأوانه لأوجه القياس.
(4) عند استخدام الفرجار ذو الورنية لقياس جزء ما، أمسك الغطاء الدوار لجهاز قوة القياس لتدوير برغي الميكرومتر، بحيث يحافظ وجه القياس على ضغط القياس القياسي، أي عندما تسمع صوت "نقرة"، مما يشير إلى أن الضغط مناسب، ويمكنك البدء في قراءة القياس. تأكد من تجنب أخطاء القياس الناجمة عن تفاوت ضغط القياس.
(5) عند استخدام الفرجار ذو الورنية لقياس الأجزاء، تأكد من محاذاة برغي الميكرومتر مع اتجاه الجزء الذي يتم قياسه.
(6) عند قياس جزء ما باستخدام الفرجار ذو الورنية، من الأفضل قراءة القياس وهو لا يزال على الجزء ثم إزالة الفرجار بعد تحرير الضغط. يمكن أن يقلل ذلك من تآكل أوجه القياس.
(7) عند قراءة قيمة القياس على الفرجار ذي الورنية، انتبه جيدًا حتى لا تخطئ في قراءة 0.5 مم.
(8) للحصول على نتائج قياس دقيقة، يوصى بإجراء قياس ثانٍ في نفس الموضع.
(9) بالنسبة لقطع العمل التي تكون ساخنة بشكل غير طبيعي، لا تقم بإجراء القياسات لتجنب أخطاء القراءة.
(10) عند استخدام الفرجار ذو الورنية الخارجية بيد واحدة، أمسك الكم المتحرك بإبهامك والسبابة أو الإصبع الأوسط، ثم قم بتعليق الإصبع الصغير على الإطار واضغط عليه في راحة اليد. بعد ذلك، قم بتدوير جهاز قياس القوة بإبهامك والسبابة لأخذ القياس.
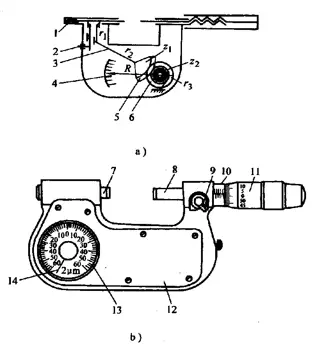
مؤشر قرص الرافعة
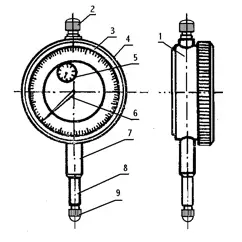
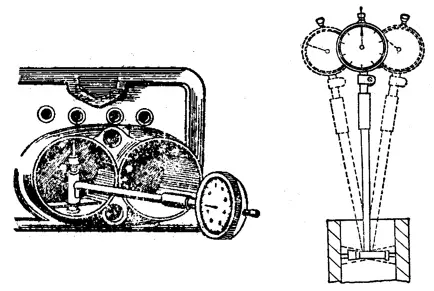
مؤشر قرص الذراع، المعروف أيضًا باسم مؤشر اختبار القرص، هو أداة قياس دقيقة تتكون من الجزء الميكرومتري من ميكرومتر خارجي وآلية الإشارة لمقياس عمق من نوع الذراع.
مؤشر القرص، المعروف أيضًا باسم مؤشر اختبار القرص، هو الأداة الأساسية المستخدمة للعثور على مركز العمود أو أي عمل أسطواني آخر. وهو يقيس المسافات الخطية الصغيرة ويوفر قراءات دقيقة لضمان المحاذاة والدقة أثناء عمليات التشغيل الآلي.
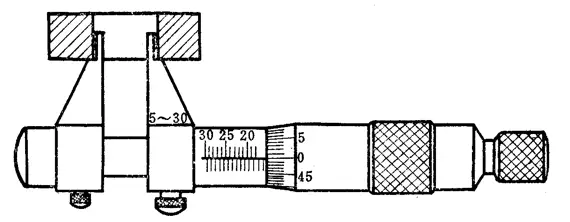
الفرجار الورنيير الداخلي
تتم قراءة الفرجار ذي الورنية الداخلية، كما هو موضح في الصورة، باستخدام نفس طريقة قراءة الفرجار ذي الورنية الخارجية.
الفرجار الورني العمق
يستخدم الفرجار ذو الورنية العمق، كما هو موضح في الصورة، لقياس الأقطار الداخلية الصغيرة وعرض الأخدود على الأسطح الداخلية. وتتمثل ميزته في سهولة العثور على القطر الصحيح للفتحة الداخلية وسهولة استخدامه للقياس.
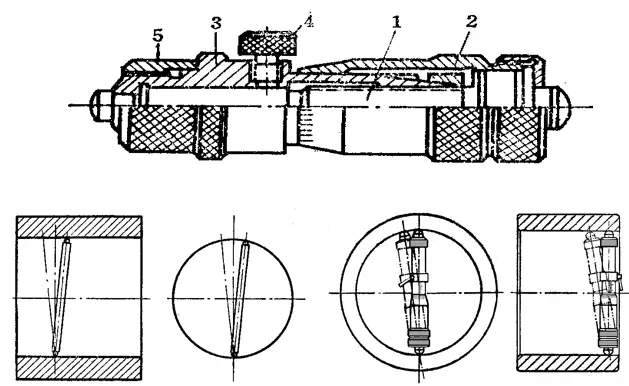
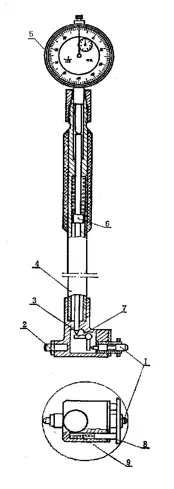
ميكرومتر ثلاثي الفك الداخلي
إن الميكرومتر الداخلي ثلاثي الفك مناسب لقياس القطر الداخلي الدقيق للثقوب الصغيرة والمتوسطة الحجم، خاصة لقياس قطر الثقوب العميقة.
يشمل نطاق القياس (مم): 6-8, 8-10, 10-12, 11-14, 14-17, 17-20, 20-25, 25-30, 30-35, 35-40, 40-50, 50-60, 60-70, 70-80, 80-90, 90-100.
يجب معايرة الموضع الصفري للميكرومتر الداخلي ثلاثي الفك داخل ثقب قياسي.
الفرجار الورني ذو أسنان التروس
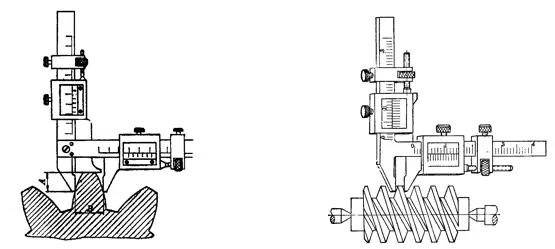
يُستخدم الفرجار ذو الورنية لسن التروس، كما هو موضح في الصورة، بشكل أساسي لقياس أطوال خطين عموديين مختلفين على التروس الأسطوانية المتشابكة الخارجية.
يمكن استخدامه أيضًا للتحقق من أبعاد الشكل الأصلي للترس على طول خطه الطبيعي عند فحص دقة ماكينة قطع التروس.
يشبه هيكلها الفرجار ذو الورنية الخارجية باستثناء أنه يحتوي على فكي قياس (وجهي قياس) مع مستويات دقيقة مثبتة على سطح القياس بدلاً من أوجه القياس الأصلية.
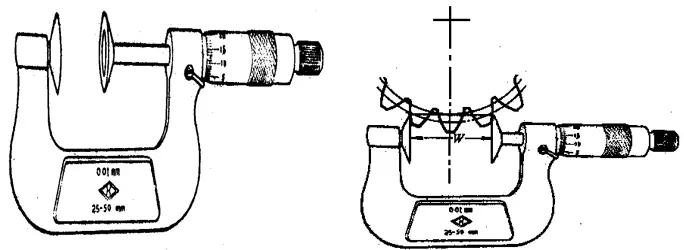
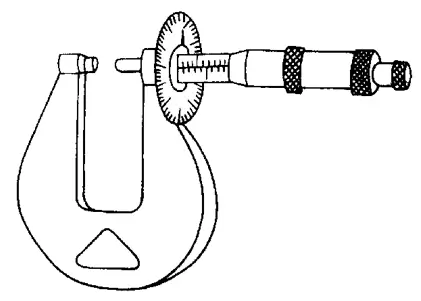
الفرجار ذو الورنية لسمك الجدار
يُستخدم الفرجار ذو الورنية لسُمك الجدار، كما هو موضح في الصورة، بشكل أساسي لقياس سُمك جدار الأجزاء الأنبوبية الدقيقة. يتم ترصيع أوجه القياس في الفرجار الورني بسماكة الجدار مع سبيكة صلبة لتحسين عمرها التشغيلي.
نطاق القياس (مم): 0-10, 0-15, 0-25, 25-50, 50-75, 75-100. قيمة القراءة (مم) 0.01
الفرجار ذو الورنية للسمك
يُستخدم الفرجار ذو الورنية للسمك، كما هو موضح في الصورة، بشكل أساسي لقياس بُعد سمك الصفائح المعدنية.
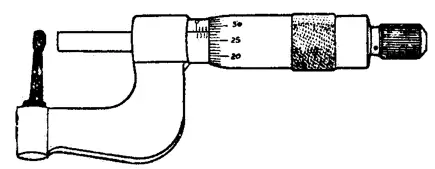
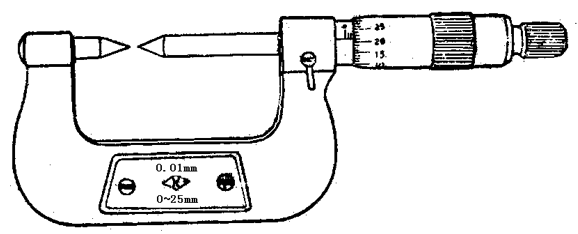
الفرجار ذو الفك المدبب المدبب
يُستخدم الفرجار ذو الفك المدبب، كما هو موضح في الصورة، بشكل أساسي لقياس السُمك والطول والقطر والأخاديد الصغيرة للأجزاء. على سبيل المثال، يمكن استخدامه لقياس قطر أخدود لقم الثقب وصنابير اللولب ذات الأرقام الزوجية.
الفرجار ذو الورنية الخيطية
يُستخدم الفرجار ذو الورنية اللولبية، كما هو موضح في الصورة، بشكل أساسي لقياس قطر ميل اللولبة القياسية.
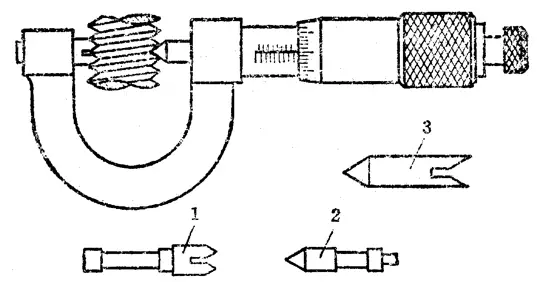
1، 2 رأس قياس ثنائي النقطة 3. حلقة الإعداد
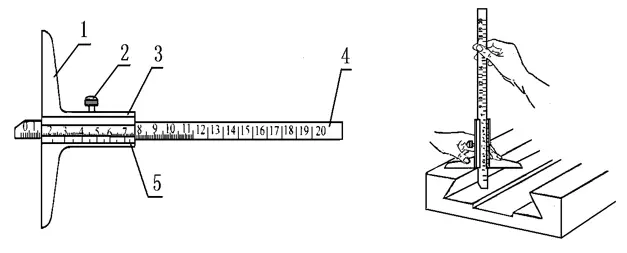
الفرجار الورني العمق
يُستخدم الفرجار ذو الورنية العمق، كما هو موضح في الصورة، لقياس عمق الثقب، وعمق الأخدود، وارتفاع الدرجة، وأبعاد أخرى. هيكلها مشابه لهيكل الفرجار ذو الورنية الخارجية، إلا أنه يحتوي على قاعدة بدلاً من إطار ووجه للقياس.
الفرجار الرقمي ذو الورنية الخارجية الرقمية
في الآونة الأخيرة، أصبحت الفرجار الرقمية ذات الورنية الخارجية أكثر شيوعًا في الصين نظرًا لسهولة استخدامها. تعرض هذه الفرجار القراءات رقميًا، مما يلغي الحاجة إلى التفسير اليدوي.
تحتوي بعض الفرجارات الرقمية أيضًا على غلاف ثابت بعلامات تسمح بقراءات صغيرة تصل إلى 0.002 مم أو حتى 0.001 مم باستخدام مؤشر متدرج.
استخدام ودقة كتل القياس ودقتها
كتلة القياس، المعروفة أيضًا باسم "مقياس الكتلة"، هي أداة القياس الأساسية المستخدمة في صناعة تصنيع الماكينات. وهي بمثابة وسيط لنقل القياسات بين الطول القياسي وأبعاد الجزء.
كتل القياس هي المعيار لقياس الطول في القياس التقني نظرًا لدقتها العالية.
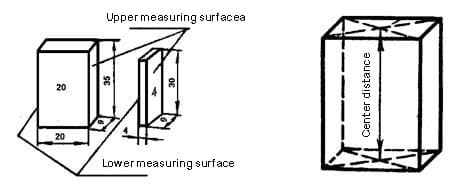
لا يشير الحجم العملي لكتلة القياس إلى المسافة بين أي سطحين للقياس لأن هذين السطحين ليسا متوازيين تمامًا.
ولذلك، يشير الحجم العملي لكتلة القياس إلى طول مركزها، وهو المسافة الرأسية من مركز أحد سطحي القياس إلى سطح الربط (الذي تتفق جودة سطحه مع جودة سطح كتلة القياس الأخرى) لسطح القياس الآخر.
يتم وضع علامة على كل كتلة قياس بحجم العمل الخاص بها: عندما يكون حجم كتلة القياس يساوي أو أكبر من 6 مم، تكون علامة العمل على سطح غير عامل؛ وعندما يكون حجم كتلة القياس أقل من 6 مم، يتم وضع علامة حجم العمل مباشرة على سطح القياس.
تُصنف كتل القياس إلى خمس درجات دقة بناءً على دقة أحجامها العاملة (أي أطوال المركز) ودقة التوازي في التسطيح بين سطحي القياس.
هذه الدرجات هي 00 و0 و1 و2 و3. تعد دقة كتلة المقياس من الدرجة 0 هي الأعلى، مع أحجام عمل دقيقة للغاية وتوازي التسطيح، وخطأ لا يتجاوز بضعة ميكرونات فقط. تُستخدم بشكل عام من قبل معاهد القياس الإقليمية والبلدية لمعايرة الأدوات الدقيقة.
دقة كتلة القياس من الدرجة 1 أقل قليلاً، تليها كتلة القياس من الدرجة 2. دقة كتلة القياس من الدرجة 3 هي الأقل دقة، وعادةً ما تُستخدم في محطات القياس في المصانع أو الورش لمعايرة أدوات القياس الدقيقة شائعة الاستخدام.
كتل القياس هي معايير دقيقة الأبعاد يصعب تصنيعها.
من أجل ضمان استمرار إمكانية استخدام كتل المقاييس ذات الانحرافات الأكبر في أحجام العمل كمقاييس طول دقيقة، يمكن التحقق من أحجام عملها بدقة أكبر، ويتم إضافة قيمة التصحيح من معايرة كتلة القياس أثناء الاستخدام.
على الرغم من أن هذه الطريقة قد تكون أكثر تعقيدًا في الاستخدام، إلا أنها تسمح باستخدام كتل المقاييس ذات الانحرافات الأكبر كمعايير دقيقة للأبعاد.
كتل القياس هي أدوات قياس دقيقة، وينبغي ملاحظة النقاط التالية عند استخدامها:
قبل الاستخدام، اغسل الزيت المانع للصدأ بالبنزين، ثم امسحه بقطعة قماش نظيفة أو قطعة قماش ناعمة. لا تستخدم خيوط قطنية لمسح سطح عمل كتلة المقياس لتجنب إتلاف سطح القياس.
لا تتعامل مباشرة مع كتلة المقياس النظيفة بيديك؛ بدلاً من ذلك، ضعها على قطعة قماش ناعمة قبل التعامل معها. إذا كان لا بد من التعامل مع كتلة المقياس بيديك، اغسلهما أولاً، وامسك الكتلة على سطحها غير العامل.
عند وضع كتلة القياس على طاولة العمل، يجب أن يلامس السطح غير العامل للكتلة سطح العمل. لا تضع كتلة القياس على المخططات لأن المواد الكيميائية المتبقية على سطح المخطط يمكن أن تتسبب في صدأ كتلة القياس.
لا تدفع أو تفرك سطح العمل لكتلة المقياس على السطح غير العامل لتجنب خدش سطح القياس.
بعد الاستخدام، نظف كتلة العدادات على الفور بالبنزين، وامسحها بقطعة قماش ناعمة، ثم ضع زيتًا مانعًا للصدأ، وخزنها في صندوق مخصص لذلك. إذا كان الاستخدام المتكرر مطلوبًا، يمكن تخزين كتلة العدادات في أسطوانة تجفيف بعد التنظيف دون استخدام زيت مانع للصدأ.
لا يُسمح مطلقًا بإبقاء كتل المقاييس ملتصقة معًا لفترة طويلة لتجنب الأضرار غير الضرورية الناجمة عن الترابط المعدني.
أدوات القياس الإرشادية هي أدوات قياس تشير إلى نتائج القياس من خلال مؤشر.
تشمل أدوات القياس الإرشادية التي يشيع استخدامها في ورش العمل مؤشرات القرص، والمؤشرات الرقمية، ومؤشرات القرص من نوع الرافعة، ومؤشرات القطر الداخلي.
وهي تُستخدم بشكل أساسي لمعايرة موضع تركيب الأجزاء، والتحقق من دقة الشكل ودقة الموضع المتبادل للأجزاء، وكذلك قياس القطر الداخلي للأجزاء، إلخ.
تُستخدم المؤشرات القرصية والمؤشرات الرقمية لمعايرة مواضع تركيب القِطع أو التركيبات، بالإضافة إلى التحقق من دقة الشكل أو دقة الموضع المتبادل للأجزاء.
لا يوجد اختلاف كبير في المبدأ الهيكلي بينهما، باستثناء أن دقة قراءة المؤشرات الرقمية أعلى. وتبلغ قيمة قراءة المؤشر الرقمي 0.001 مم، بينما تبلغ قيمة قراءة المؤشر الرقمي 0.01 مم.
تنقسم مؤشرات الاتصال الهاتفي والمؤشرات الرقمية إلى ثلاث درجات دقة، 0 و1 و2، حيث تتميز الدرجة 0 بدقة أعلى. عند استخدام المؤشرات القرصية أو المؤشرات الرقمية، يجب عليك اختيار درجة الدقة المناسبة ونطاق القياس وفقًا لمتطلبات الشكل والدقة للجزء.
عند استخدام مؤشرات القرص أو المؤشرات الرقمية، انتبه إلى ما يلي:
(1) قبل الاستخدام، تحقق من مرونة قضيب القياس. ادفع قضيب القياس برفق، وينبغي أن يتحرك بمرونة داخل الغلاف دون أي انحشار. بعد كل استرخاء، يجب أن يعود المؤشر إلى موضعه الأصلي.
(2) عند استخدام مؤشر قرص أو مؤشر رقمي، يجب أن يكون مثبتًا على التثبيت جهاز (مثل حامل طاولة عام أو قاعدة مغناطيسية). يجب وضع جهاز التثبيت بثبات لتجنب نتائج القياس غير الدقيقة أو إتلاف مؤشر القرص بسبب عدم الاستقرار.
مؤشر القطر الداخلي:
مؤشر القطر الداخلي هو مزيج من إطار من نوع ذراع القياس الداخلي ومؤشر قرص، كما هو موضح في الشكل. يُستخدم لقياس أو فحص الثقب الداخلي وقطر الثقب العميق ودقة شكل الأجزاء.
مسطرة الزوايا العالمية:
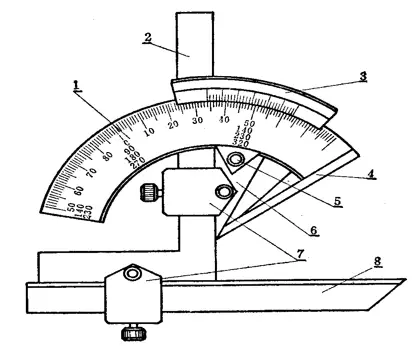
المسطرة العامة لقياس الزوايا هي أداة قياس زوايا تُستخدم لقياس الزوايا الداخلية والخارجية للأجزاء الدقيقة، أو لرسم خطوط الزوايا. تتضمن منقلة ومسطرة زاوية عامة.
يتم تحديد خطوط المقياس على قاعدة المسطرة العامة للزاوية كل 1º. وبما أن هناك 30 شبكة على المؤشر، فإن إجمالي الزاوية التي تغطيها هي 29º.
وعليه، فإن فرق الدرجة بين كل خط من خطوط الشبكة هو:
نعم، تبلغ دقة المسطرة العامة للزاوية 2′.
تشبه طريقة قراءة المسطرة العامة للزاوية طريقة قراءة المسطرة العامة للزاوية طريقة قراءة الفرجار الورنيش. أولاً، اقرأ أولاً قيمة الزاوية قبل خط الصفر للمؤشر، ثم اقرأ قيمة "الدقائق" من المقياس الموجود على المؤشر. مجموع هاتين القيمتين هو قيمة الزاوية المقيسة لقطعة العمل.
في المسطرة العامة للزاوية، تكون قاعدة القاعدة 4 مثبتة على القاعدة، وقاعدة الزاوية 2 مثبتة على اللوحة الدائرية بكتلة قفل 7. يتم تثبيت القاعدة المتحركة 8 على قاعدة الزاوية بواسطة كتلة قفل.
إذا تمت إزالة قاعدة الزاوية 2، يمكن تثبيت القاعدة المستقيمة 8 على اللوحة الدائرية. ونظرًا لإمكانية تحريك قاعدة الزاوية 2 والقاعدة المستقيمة 8 وتبديلها، يمكن لمسطرة الزاوية العامة قياس أي زاوية من 0 درجة إلى 320 درجة، كما هو موضح في الشكل التالي.
كما هو موضح في الشكل أعلاه، عندما يتم تجميع قاعدة الزاوية والقاعدة المستقيمة بالكامل، يمكن للمسطرة العامة للزاوية قياس الزوايا الخارجية من 0 درجة إلى 50 درجة.
عند تركيب القاعدة المستقيمة فقط، يمكنها قياس الزوايا من 50 درجة إلى 140 درجة. عند تركيب قاعدة الزاوية فقط، يمكنها قياس الزوايا من 140 درجة إلى 230 درجة.
عند إزالة كل من قاعدة الزاوية والقاعدة المستقيمة، يمكن قياس الزوايا من 230 درجة إلى 320 درجة (أي الزوايا الداخلية من 40 درجة إلى 130 درجة).
على خطوط التدريج في قاعدة المسطرة العامة للزاوية، تكون علامات الزاوية الأساسية من 0 درجة إلى 90 درجة فقط. إذا كانت الزاوية التي يتم قياسها أكبر من 90 درجة، يجب إضافة قيمة أساسية (90 درجة، 180 درجة، 270 درجة) إلى القراءة. عندما يكون نطاق الزاوية المقيسة هو:
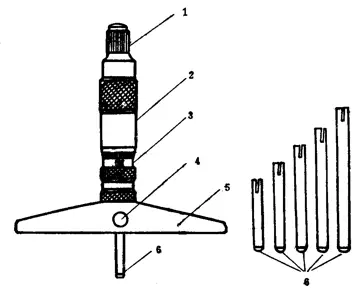
منقلة مائلة عالمية
المنقلة المائلة العامة الموضحة في الشكل. تُستخدم بشكل أساسي لقياس الزوايا العامة، والأطوال، والأعماق، والأعماق، والأفقية، بالإضافة إلى تحديد موقع المركز على قطع العمل الدائرية.
وتُعرف أيضًا باسم المسطرة الفولاذية العالمية للزاوية، والمنقلة العالمية للزاوية، والمنقلة ذات الزوايا المتعددة. وتتكون من مسطرة فولاذية (1)، ومنقلة متحركة (2)، ومنقلة زاوية مركزية (3)، ومنقلة زاوية ثابتة (4). يبلغ طول المسطرة الفولاذية 300 مم.
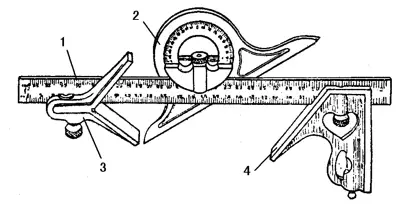
1- مسطرة فولاذية
2- منقلة متحركة
3- مقياس الزاوية المركزية
4- مقياس الزاوية الثابتة
منقلة بمقياس ورنيه
المنقلة ذات مقياس الورنية موضحة في الشكل. تُستخدم لقياس أي زاوية، وتتميز بدقة قياس أعلى من المنقلة العامة. نطاق القياس هو 4 × 90 درجة مئوية، مع قيمة قراءة 2′ و5′، ونطاق من 0-360 درجة مئوية مع قيمة تدرج 5′.
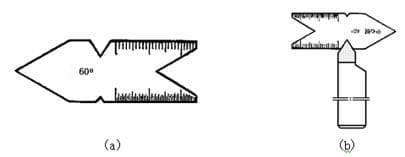
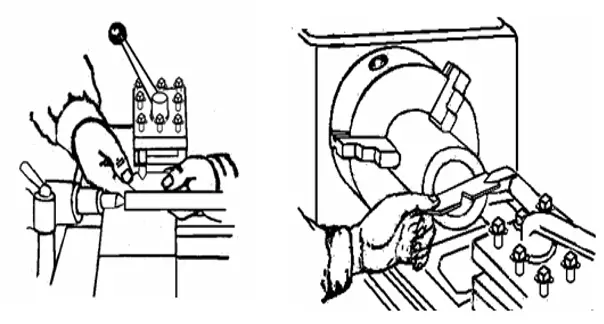
مقياس المركز
يظهر المقياس المركزي في الشكل (أ). يُستخدم بشكل أساسي لفحص زاوية اللولبة وأدوات اللولبة (كما هو موضح في الشكل (ب))، ولتصحيح موضع أدوات اللولبة أثناء التركيب.
عند قطع الخيوط، يتم وضع متطلبات أعلى لتركيب أدوات الخيوط من أجل ضمان شكل الأسنان الصحيح. بالنسبة للخيوط المثلثة، يجب أن تكون أشكال أسنانها متماثلة ومتعامدة على محور الشُّغْلة، أي أن تكون الزاويتان النصفية متساوية.
لجعل الزاويتين النصفيتين متساويتين أثناء التركيب، يمكن استخدام المقياس المركزي كما هو موضح في الشكل 6-9. يمكن أيضًا التحقق من دقة الإبرة العلوية للمخرطة. تأتي بمواصفتين: 55 درجة و60 درجة.
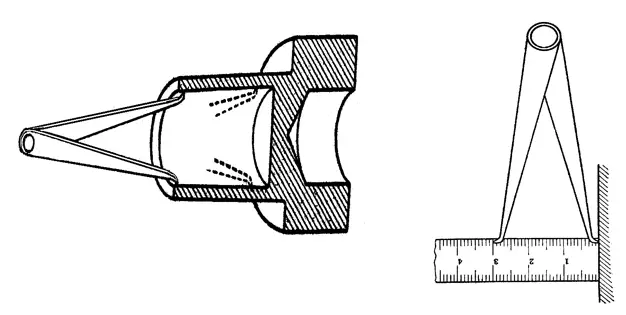
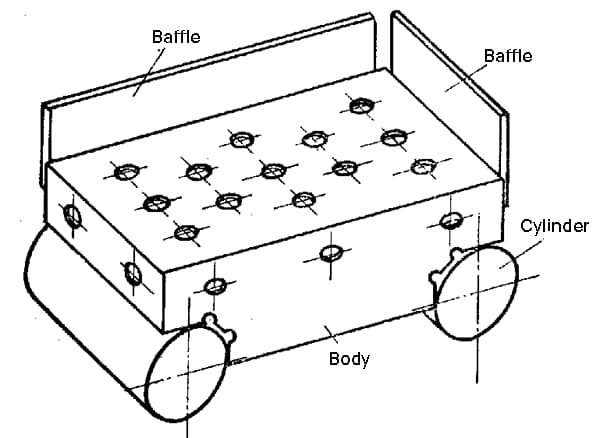
شريط الجيب
شريط الجيب هو أداة قياس تُستخدم للتحقق بدقة من زوايا الأجزاء والمقاييس ومقاييس الاستدقاق. ويقاس باستخدام العلاقة المثلثية للجيب، ومن هنا جاءت تسميته بقضيب الجيب أو قاعدة الجيب.
يحتوي الجسم الرئيسي للقضيب الجيبى على أسطح عمل دقيقة وأسطوانتين دقيقتين، ويمكن تزويده بأربع سدادات (اثنتان منها فقط مثبتتان عند الاستخدام) متعامدتان على بعضهما البعض كصفائح لتحديد المواقع لوضع الأجزاء أثناء القياس.
هناك نوعان من القضبان الجيبية المحلية: العريضة والضيقة.
مواصفات العمود الجيبية.
| مسافة المركز بين أسطوانتين | قطر الأسطوانة | عرض طاولة العمل (مم) | مستوى الدقة |
| (م) | (م) | ضيق عريض | |
| 100 | 20 | 25 80 | 0.1 مستوى 0.1 |
| 200 | 30 | 40 80 |
الشكل التالي عبارة عن رسم تخطيطي لقياس الزاوية المستدقة لمقياس سدادة مخروطي باستخدام قضيب جيب.
عند استخدام قضيب جيبي لقياس زاوية جزء ما، مثل مقياس السدادة المخروطية، ضع أولاً القضيب الجيبي على منصة دقيقة وضع الجزء المراد قياسه على سطح عمل القضيب الجيبي، مع وضع سطح وضع الجزء المراد قياسه بشكل مسطح مقابل سدادة القضيب الجيبي (مثل الوجه الأمامي لقضيب القياس المخروطي مقابل السدادة الأمامية للقضيب الجيبي).
ضع كتلة قياس تحت إحدى أسطوانات القضيب الجيبية واستخدم مقياس قرص للتحقق من ارتفاع الجزء على طوله بالكامل.
اضبط حجم كتلة المقياس بحيث تكون قراءة مقياس الاتصال الهاتفي هي نفسها على طول الجزء بالكامل. في هذه المرحلة، يمكنك استخدام صيغة الجيب للمثلث القائم الزاوية لحساب زاوية الجزء.
صيغة الجيب:
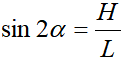

أين:
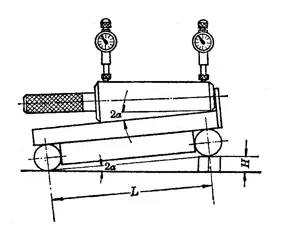
على سبيل المثال، عند قياس الزاوية المستدقة لمقياس سدادة مخروطي باستخدام قضيب جيب ضيق بمسافة مركزية L=200 مم، وعند وضع كتلة المقياس تحت أسطوانة واحدة بارتفاع H=10.06 مم، فإن قراءة مقياس الاتصال الهاتفي تكون متساوية على طول مقياس السدادة المخروطية بالكامل. في هذا الوقت، يكون حساب الزاوية المستدقة لمقياس السدادة المخروطية كما يلي:
بالبحث في جدول دالة الجيب، نحصل على 2α= 2º53′. ومن ثم، فإن زاوية الاستدقاق الفعلية لمقياس السدادة المخروطية تساوي 2º53′.
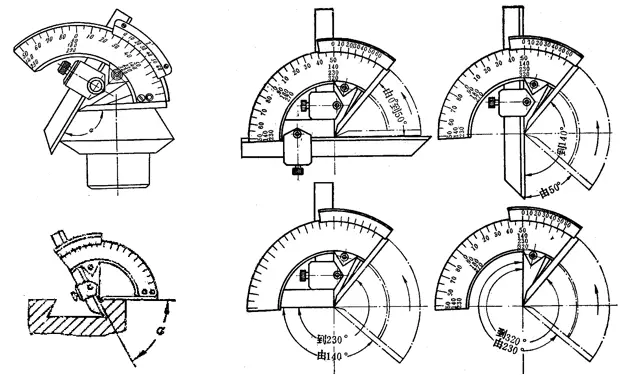
حامل قياس زاوية الأداة
إن زاوية الأداة حامل القياس هو أداة خاصة تستخدم لقياس زوايا أدوات القطع. وهو يتكون من قاعدة 1، ولوحة مؤشر 2، ومنصة 3، وكتلة تحديد المواقع 4، ومؤشر 5، ولوحة قطاعية 6، وعمود 7، وصامولة 8. القاعدة 1 على شكل قرص بمقاييس 100 درجة على جانبي خط الصفر. يمكن للمنصة 3 الدوران يسارًا ويمينًا حول المحور Z على القاعدة، ويمكن الإشارة إلى زاوية الدوران بواسطة لوحة المؤشر 2 المثبتة في أسفل المنصة. تحتوي اللوحة القطاعية 6 على مقاييس ± 45 درجة. يمكن أن يدور المؤشر 5 حول محوره، ويمكن الإشارة إلى زاوية الدوران على مقياس لوحة القطاع. الطرف السفلي من المؤشر 5 عبارة عن لوحة قياس، تحتوي على شفرة سفلية A، وشفرة يمنى B، وشفرة يسرى C، وسطح قياس أمامي D. العمود 7 به خيوط. يمكن أن يؤدي تدوير الصامولة 8 إلى تحريك لوحة القطاع 6 لأعلى ولأسفل.

المستوى الروحاني هو أداة قياس شائعة الاستخدام لقياس تغيرات الزوايا. وتستخدم بشكل أساسي لقياس الوضع الأفقي لأجزاء الماكينة بالنسبة لبعضها البعض والتسطيح, الاستقامةوتعامد المعدات أثناء التركيب. ويمكنه أيضًا قياس الميل الصغير للأجزاء.
تشمل المستويات الروحية شائعة الاستخدام المستويات الروحية الخطية، والمستويات الروحية للإطار، والمستويات الروحية البصرية الرقمية الموازية الضوئية، إلخ.
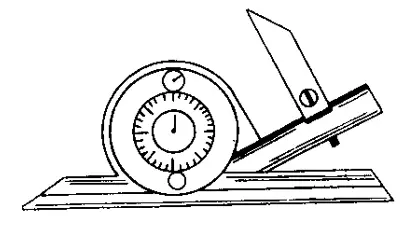
مستوى روح الخط
يوضح الشكل التالي مستوى روح خطي شائع يستخدمه الميكانيكيون. يتكون مستوى روح الخط من سطح قاعدة على شكل حرف V كسطح عمل ومستوى (يُعرف عادةً باسم الفقاعة) موازٍ لسطح العمل. كل من تسطيح سطح العمل وتوازي المستوى مع سطح العمل دقيق للغاية.
عندما يتم وضع سطح قاعدة ميزان التسوية الروحية في وضع أفقي دقيق، تكون الفقاعة في ميزان التسوية في الوضع الأوسط (أي الوضع الأفقي).
عندما يكون هناك فرق بسيط بين سطح قاعدة مستوى روح الخط والوضع الأفقي (أي عندما يكون طرفا سطح قاعدة مستوى الروح على ارتفاعات مختلفة)، تتحرك الفقاعة في المستوى دائمًا نحو الجانب الأعلى من المستوى بسبب تأثير الجاذبية، وهذا هو مبدأ استخدام مستوى الروح.
عندما يكون فرق الارتفاع بين الطرفين صغيرًا، تتحرك الفقاعة أيضًا بشكل طفيف، ولكن عندما يكون فرق الارتفاع بين الطرفين كبيرًا، تكون حركة الفقاعة كبيرة أيضًا، ويمكن قراءة فرق الارتفاع بين الطرفين على مقياس المستوى.

مواصفات مقياس المستوى:
| الأصناف | الأبعاد الكلية (مم) | قيمة التخرج | |||
| طويلة | عريضة | عالية | المجموعة | (مم/م/م) | |
| نوع الصندوق | 100 | 25~35 | 100 | I | 0.02 |
| 150 | 30~40 | 150 | |||
| 200 | 35~40 | 200 | |||
| 250 | 40~50 | 250 | ثانياً | 0.03~0.05 | |
| 300 | 300 | ||||
| استمارة شريط | 100 | 30~35 | 35~40 | ||
| 150 | 35~40 | 35~45 | |||
| 200 | 40~45 | 40~50 | Ⅲ | 0.06~0.15 | |
| 250 | |||||
| 300 | |||||
شرح قيمة التدرج في مقياس مستوى العمود
على سبيل المثال، إذا كانت قيمة التدرج 0.03 مم/متر، فهذا يعني أنه عندما تتحرك الفقاعة شبكة واحدة، فإن فرق الارتفاع بين طرفي طول مقيس يبلغ 1متر يساوي 0.03 مم. بالإضافة إلى ذلك، فإن استخدام مقياس التسوية الذي يبلغ طوله 200 مم مع قيمة تدرج 0.05 مم/م لقياس تسطيح مستوى طوله 400 مم.
أولاً، ضع مقياس المستوى على الجانب الأيسر من الطائرة. إذا تحركت الفقاعة شبكتين إلى اليمين، فضع مقياس المستوى على الجانب الأيمن من المستوى. إذا تحركت الفقاعة ثلاث شبكات إلى اليسار، فهذا يشير إلى أن المستوى سطح محدب أعلى في المنتصف وأسفل على كلا الجانبين.
كم أعلى في المنتصف؟ بالنظر من الجانب الأيسر، نجد أن المنتصف أعلى بشبكتين من الطرف الأيسر، مما يعني أنه عند الطول المقيس البالغ 1 م، يكون المنتصف أعلى بـ 2×0.05=0.10 مم. بما أن الطول الفعلي المقيس هو 200 مم، أي 1/5 من 1 م، فإن فرق الارتفاع الفعلي هو 0.10×1/5=0.02 مم أعلى في المنتصف من الطرف الأيسر.
بالنظر من الجانب الأيمن، نجد أن المنتصف أعلى بثلاث شبكات من الطرف الأيمن، مما يعني أنه عند الطول المقيس البالغ 1 م، يكون المنتصف أعلى بـ 3×0.05=0.15 مم. بما أن الطول الفعلي المقاس هو 200 مم أيضًا، وهو ما يساوي 1/5 من 1 م، فإن فرق الارتفاع الفعلي هو 0.15×1/5=0.03 مم أعلى في المنتصف منه في الطرف الأيمن. ولذلك، يمكن استنتاج أن فرق الارتفاع بين المنتصف والطرفين يساوي (0.02+0.03)÷2=0.025 مم.
مقياس مستوى الصندوق
تُظهر الصورة التالية مقياس مستوى صندوقي شائع الاستخدام، والذي يتكون بشكل أساسي من إطار 1 ومقياس مستوى الأنبوب الزجاجي الدائري الرئيسي 2 ومقياس مستوى الضبط 3. تُستخدم حركة الفقاعة في مقياس المستوى لقياس التغير في زاوية الجزء الذي يتم قياسه.
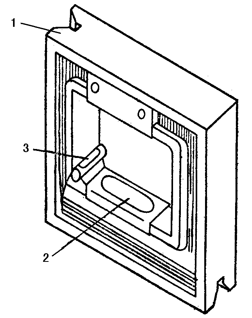
1 - الإطار
2 - مقياس المستوى الرئيسي
3 - مقياس مستوى الضبط
هناك طريقتان لقراءة مقياس المستوى: القراءة المباشرة والقراءة المتوسطة.
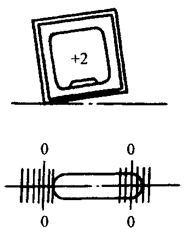
(1) طريقة القراءة المباشرة
يتم استخدام خطوط العلامات الطويلة على طرفي الفقاعة في مقياس المستوى كخط الصفر، ويتم استخدام عدد إزاحة شبكة الفقاعة بالنسبة لخط الصفر كقراءة. هذه الطريقة هي الطريقة الأكثر استخدامًا، كما هو موضح في الشكل أدناه.

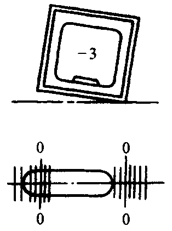
(2) طريقة القراءة المتوسطة
نظرًا للتغيرات الكبيرة في درجة الحرارة المحيطة، قد تتمدد الفقاعة أو تتقلص، مما يتسبب في حدوث أخطاء في القراءة ويؤثر على دقة القياس. وللتخلص من أخطاء القراءة، يمكن استخدام طريقة القراءة المتوسطة.
في طريقة متوسط القراءة، تؤخذ القراءات من خطي العلامة الطويلة باتجاه نهاية الفقاعة في اتجاه الحركة. ثم يؤخذ متوسط قيمة هاتين القراءتين كقراءة لهذا القياس.
نظرًا لارتفاع درجة الحرارة المحيطة، فقد استطالت الفقاعة، مما تسبب في إزاحتها إلى اليسار أثناء القياس. عند القراءة، ابدأ من خط العلامة الطويلة على اليسار واقرأ "-3" إلى اليسار. ثم، ابدأ من خط العلامة الطويلة على اليمين واقرأ "-2" إلى اليسار. يتم أخذ متوسط هاتين القراءتين كقيمة القراءة لهذا القياس.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







