
ماكينة قطع المعادن بالليزر: الدليل الأساسي
تخيل آلة يمكنها قطع المعادن بدقة مشرط الجراح. توفر ماكينات قطع المعادن بالليزر هذه القدرة، مما يغير طريقة عمل الصناعات مع المعادن. هذه المقالة...
هل تساءلت يومًا كيف يتم إعداد ماكينة القطع بالليزر لتحقيق الأداء الأمثل؟ في هذه المقالة، سوف نستكشف الخطوات الأساسية لتفريغ وفحص وتركيب ماكينة القطع بالليزر الجديدة الخاصة بك. تعرف على كيفية ضمان تشغيل معداتك بسلاسة وكفاءة من اليوم الأول.

يرجى الاحتفاظ بالدليل والملاحق الأخرى في مكان آمن للرجوع إليها في المستقبل.
يغطي الدليل معلومات السلامة المهمة، وإجراءات التشغيل، والنقل والتخزين، وتعليمات التركيب، والاستخدام والتطبيقات، واستكشاف الأخطاء وإصلاحها، والصيانة والخدمة، وما إلى ذلك للمنتج.
الدليل مخصص للتكوين القياسي لمنتجات شركتنا. يُرجى الرجوع إلى الملفات التفصيلية الإضافية لمكونات محددة.
قبل استخدام هذا المنتج للمرة الأولى، يُرجى قراءة الدليل بعناية.
للاستخدام الفعال للمنتج، يجب على موظفي التشغيل:
يُرجى ملاحظة أنه نظرًا للتحديثات المستمرة للمنتج، قد يختلف المنتج الذي تتلقاه قليلاً عن الوصف الوارد في الدليل. نعتذر عن أي إزعاج قد يسببه ذلك.
ملاحظات للتفريغ
يُرجى فحص العبوة الخارجية لماكينة القطع بالليزر بحثًا عن أي علامات تلف عند استلام المنتج.
تأتي الماكينة معبأة في علبة خشبية ومميزة بملصقات مقاومة للصدمات والميل، كما هو موضح في الشكل 1-1.

الشكل 1-1 ملصقات مقاومة للصدمات والميل
في حالة تحول لون الأنبوب البلوري الموجود على ملصق DAMAGE X (مقاوم للصدمات) إلى اللون الأحمر، فهذا يشير إلى أن الماكينة تعرضت لصدمة أثناء النقل أو المناولة.
إذا تحول لون نافذة ملصق TILT XTR (مقاوم للميل) إلى اللون الأحمر، فهذا يشير إلى أن الماكينة تعرضت للميل أثناء النقل أو المناولة.
كما هو موضح في الشكل المقارن 1-2، تظهر التسميات العادية في الصور العلوية، وتظهر التسميات التي يتحول فيها الأنبوب البلوري والنافذة إلى اللون الأحمر في الصور السفلية.
إذا تحول لون الأنبوب البلوري أو النافذة إلى اللون الأحمر، أو إذا كان هناك تلف واضح في العبوة الخارجية، يُرجى الاتصال بشركة التأمين أو بشركتنا لمناقشة الخطوات التالية.
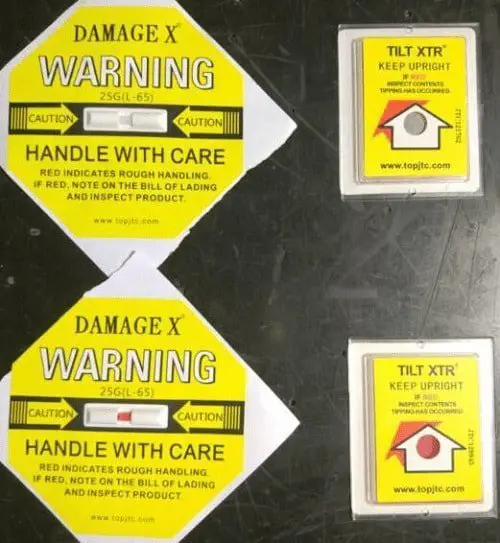
الشكل 1-2 تغييرات التسميات قبل الصدمة والميل وبعدها
يتم تغليف المعدات في صناديق خشبية. قبل إزالة الأشرطة، يجب إزالة الألواح الخشبية من الأعلى إلى الأسفل لمنع تلف المعدات داخل العلبة.
يجب عدم استخدام أدوات حادة لثقب الغشاء الواقي الذي يغطي الجهاز، حيث يمكن أن يؤدي ذلك إلى خدوش في السطح وتلف الدائرة الكهربائية. لن تكون شركتنا مسؤولة عن أي ضرر يتسبب فيه العميل.
الملاحظات:
عادةً ما يكون مصدر الليزر موجودًا داخل العلبة الخشبية ويجب تفريغه بعناية لتجنب إتلاف كابل الألياف الضوئية.
من أجل الحماية المثلى لسرير المخرطة، يجب عدم فتح العبوة حتى يتم تحديد موضع وضع مناسب.
محتويات الفحص
يُرجى التحقق من أن المنتج الذي استلمته هو المنتج الذي اشتريته، وفحصه بحثًا عن أي تلف حدث أثناء النقل، والتأكد من أن جميع المكونات موجودة وسليمة.
في حالة حدوث تلف في النقل أو وجود اختلاف في طراز المنتج أو فقدان الملحقات، يُرجى الاتصال بشركتنا على الفور.
المتطلبات الأرضية
يجب أن تكون أساسات تركيب المعدات مستوية، ويجب ألا يتجاوز الفرق في الارتفاع بين المكونات مثل سرير المخرطة، ومبرد الماء، وخزانة التحكم، وجهاز التحميل الآلي، ومنصة تغذية الأدوات (للروبوت)، ومصدر الليزر (على غرار الخزانة) 10 مم.
يجب ألا يقل سمك الخرسانة لسطح التركيب الكلي عن 200 مم، مع قوة ضغط لا تقل عن 30 نيوتن/مم2 وسعة تحميل تزيد عن 30 كيلو نيوتن/م2.
يجب أن يتكون سطح التركيب الكلي لسرير المخرطة من صفيحة سفلية مسطحة ومتصلة في نطاق نقاط الدعم. يجب أن تكون الصفيحة السفلية/لوحة الضغط حديثة الإنشاء خالية من الخدوش أو الشقوق في ظل ظروف التجفيف العادية. يجب ألا يتجاوز نطاق انتقال شعاع الليزر على العدسة 0.5 مم بسبب ميل سرير المخرطة.
المتطلبات البيئية
يجب تشغيل المعدات في بيئة جافة وجيدة التهوية، مع درجة حرارة محيطة تتراوح بين +4 ℃ إلى +33 ℃.
يوصى بأن يوفر العميل بيئة مستقرة مع درجة حرارة ورطوبة ثابتة للمعدات، إن أمكن.
يجب ألا تقل درجة الحرارة المحيطة عن +4 ℃ عندما تكون المعدات في حالة إيقاف التشغيل.
الملاحظات:
لمنع تشويه الحرارة، يجب تجنب أشعة الشمس المباشرة على جانب واحد والهواء البارد على الجانب الآخر (على سبيل المثال، إذا كانت المعدات موجودة بالقرب من نافذة، يمكن استخدام مصاريع للتخفيف من هذه الظروف).
للحفاظ على جودة القطع المثلى، من الضروري التأكد من عدم وجود أي مواد قادرة على امتصاص الأشعة بطول موجي يبلغ 1.064 ميكرومتر في المنطقة المجاورة للماكينة، مثل المذيبات المحتوية على البخار المنبعث أثناء الطلاء أو البخار المنبعث من جهاز إزالة الزيت.
يتم تبريد نظام التحكم من خلال دوران الهواء الداخلي داخل غلاف نظام التحكم، مما يضمن حماية المكونات الكهربائية من الغبار والحطام إلى أقصى حد ممكن.
يجب عدم تشغيل نظام التحكم في بيئة رطبة، حيث قد يتسبب ذلك في تآكل نقاط التلامس بين الملامس والمرحل.
للحفاظ على الأداء الأمثل، من المهم التأكد من عدم تعرض المعدات لقوى خارجية.
تشمل القوى الخارجية التي يمكن أن تؤثر على تشغيل المعدات ما يلي:
من المهم تخطيط وضع مبرد الماء، وخزانة التحكم، ومصدر الليزر، وسرير المخرطة أو شعاع القنطرة (للروبوت)، والمكونات الأخرى. إرشادات الموضع لهذه الماكينات المختلفة متشابهة بشكل عام ويمكن العثور عليها في تخطيط النماذج المختلفة في المجلد الأول من الدليل.
سرير المخرطة
يجب التأكد من وضع سرير المخرطة أولاً. يمكن استخدام رافعة شوكية أو أداة أخرى لرفع سرير المخرطة حوالي 80 سم لتثبيت زاوية القاعدة.
من المهم التأكد من وضع سرير المخرطة في الموقع المقصود (الشكل 1-3)، وبعد ذلك يجب إزالة مواد تغليف سرير المخرطة. يجب وضع مواد التغليف المهملة في منطقة مخصصة يعينها العميل في الموقع وإزالتها على الفور.

الشكل 1-3 سرير مخرطة الماكينة (مع الغلاف)
يجب ضبط الصواميل الموجودة على زاوية القاعدة بشكل فردي (الشكل 1-4)، ويمكن استخدام مقياس مستوى أو قضيب تسوية لتسوية منصة سرير المخرطة.

الشكل 1-4 زاوية القاعدة 1-4
عند تركيب المكونات مثل منصات التبديل، والأغطية الخارجية، ومعدات قطع الأنابيب، والمغذيات الآلية خارج سرير المخرطة، يجب مراعاة المبادئ التالية: من الكبير إلى الصغير، ومن الداخل إلى الخارج. يجب توصيل كل مكون بإحكام بعد وضعه بشكل صحيح.
يجب رفع ماكينة القطع بمناور سلسلة RC برافعة مع ربط حبل بمسمار الرفع الخاص بالجهاز، كما هو موضح في الشكل 1-5.
يُرجى ملاحظة أن حمولة الرافعة وحبل الرفع يجب أن تزيد سعتهما عن 300 كجم.

الشكل 1-5 رسم تخطيطي للرفع التخطيطي لماكينة القطع بالمناور سلسلة RC
طرق النقل والمناولة والمبادئ التوجيهية:
مبرد الماء
مبرد الماء مزود بعجلات، مما يسهل نقله إلى مكان مناسب بعد ملئه بالماء في مساحة كبيرة مفتوحة.
يُقترح وضعه في الجزء الخلفي المائل الأيمن من سرير المخرطة (بحيث يكون المستخدم في مواجهة الماكينة).
الملاحظات:

الشكل 1-6 مبرد الماء
مصدر الليزر
يختلف حجم مصدر الليزر حسب خرج الطاقة. ويمكن وضع مصدر الليزر بخرج طاقة أقل من 1000 واط داخل كابينة التحكم (راجع الشكل 1-7 والشكل 1-8 والشكل 1-9).

الشكل 1-7 افتح الباب الأمامي لكابينة التحكم

الشكل 1-8 إعداد الرسم التخطيطي لمصدر الليزر

الشكل 1-9 ضبط موضع ضبط مصدر الليزر من السلسلة I3 و I5
مصدر الليزر
إذا كان خرج طاقة مصدر الليزر يتجاوز 1000 واط، فسيتم وضعه في خزانة ذات عجلات لا يمكن استيعابها داخل خزانة التحكم. يجب وضع الخزانة في المنتصف على الجانب الأيمن من سرير المخرطة.
تم تجهيز سلسلتي I3 و I5 بخزانة صغيرة، وعادةً ما يكون خرج الطاقة لمصدر الليزر صغيرًا، لذلك يمكن وضع مصدر الليزر في موضع معين داخل الخزانة (راجع الشكل 1-9).
نموذج الروبوت RC فريد من نوعه، حيث إن خرج طاقة مصدر الليزر أقل من 1000 واط، ويمكن وضع مصدر الليزر في موضع معين داخل الخزانة (على غرار الشكل 1-7، والشكل 1-8، والشكل 1-9).
خزانة التحكم
إذا كان من الممكن وضع مصدر الليزر داخل خزانة التحكم، فيجب وضعه في مكان مخصص في مكان مفتوح. يجب وضع الألياف الضوئية والسلك برفق على الجسم الرئيسي. يجب بعد ذلك دفع كابينة التحكم إلى الجانب الأمامي الأيمن من سرير المخرطة.
المروحة
تُستخدم المروحة لإزالة الدخان المتولد. يمكن رؤية واجهة قناة المروحة عند فتح الغطاء العلوي لسرير المخرطة.
يتم توصيل الطرف الآخر من الأنبوب بالمروحة، ويتم تجهيز أنبوب مخرج الغاز بالمروحة. وهذا يسمح بتركيب المروحة بمرونة، شريطة أن يسمح طول الأنبوب بذلك.

الشكل 1-10 واجهة تركيب المروحة في الجزء الخلفي من سرير المخرطة
تنتج شركتنا مجموعة متنوعة من ماكينات قطع الأنابيبكل منها مجهز بتكوينات متعددة لأجهزة الإمساك.
بالنسبة لماكينات الألواح والأنابيب، من الضروري الحفاظ على توازي الأنابيب وتعامدها وتسطيحها و القطع بالليزر الرؤوس لتحقيق الأداء الأمثل. يمكن أن تكون هذه العملية معقدة وتتطلب من المشغل أن يكون لديه مستوى قوي من مهارة التشغيل.
نوصي بشدة أن يحضر موظفو التشغيل التدريب في المصنع أو طلب المساعدة في الموقع من موظفي خدمة العملاء في شركتنا للتركيب والتشغيل.
تشبه عملية تركيب ماكينة الأنابيب العامة عملية تركيب ماكينة الألواح، يُرجى الرجوع إلى الفصل السابق لمزيد من المعلومات.
توصيل دائرة الغاز
سيتم توصيل خطي غاز أبيض بسرير المخرطة، أحدهما للنيتروجين والآخر للأكسجين.
يمكن استخدام مقياس النيتروجين لتوصيل خط النيتروجين بالجهاز المزود بالنيتروجين (الهواء). يمكن استخدام مقياس الأكسجين لتوصيل خط الأكسجين بجهاز تزويد الأكسجين (راجع الشكل 2-1).

الشكل 2-1 مثال لتوصيل جهاز إمداد الغاز
لا يمكن تجهيز سلسلة روبوتات RC إلا بدائرة أكسجين.
يعد استخدام أسطوانات الغاز طريقة ملائمة لتزويد الغاز المساعد، ولكنها تتطلب عملاً يدوياً عندما يكون الاستهلاك مرتفعاً.
تجنب استنزاف أسطوانة الغاز بالكامل أثناء التشغيل. عند إعادة الاسطوانة، يجب أن يكون الضغط المتبقي أكبر من ضغط الهواء مرة ونصف المرة على الأقل.
قم بقطع تدفق الهواء عن طريق إيقاف عملية القطع عند استبدال أسطوانة الغاز.
يمكن اختيار صهاريج تخزين السوائل بناءً على ظروف المعالجة وهي الطريقة الأسهل والأكثر اقتصادًا لإمداد الهواء.
| الغاز المساعد | النقاء | الرئيسية المطبقة الصفائح المعدنية |
|---|---|---|
| الأكسجين (O2) | 99.95% | الفولاذ الكربوني |
| النيتروجين (N2) | 99.95% | الفولاذ المقاوم للصدأ |
| الهواء | نظيفة (خالية من الماء والزيوت والشوائب الأخرى) | الفولاذ الكربوني الرقيق والفولاذ المقاوم للصدأ الرقيق |
من أجل ضمان التشغيل السليم، يجب مراعاة المتغيرات المتعلقة بالغاز المساعد، مثل قطر الفوهة وضغط الغاز المساعد والليزر وقت القطعيجب أخذها في الاعتبار عند حساب الاستهلاك الفعلي للغاز.
ملاحظة:
نظرًا لأن معايير مقاييس النيتروجين والأكسجين قد تختلف حسب الولاية والمنطقة، فقد يحتاج المستخدم إلى شراء مقياس نيتروجين ومقياس أكسجين محليًا إذا كانت المقاييس التي توفرها شركتنا غير متوافقة مع جهاز إمداد الغاز. يجب ألا تتجاوز درجة حرارة الغاز المستخدم 50 درجة مئوية. لأي مشاكل تتعلق بإمدادات الغاز، يرجى الاتصال بمورد الغاز. إذا كان مصدر الغاز موجودًا بعيدًا عن الماكينة، يجب عدم تشغيل دائرة الغاز والكابل الكهربائي في نفس خط الأنابيب ويجب إدخال الغاز إلى أداة الماكينة بشكل منفصل. يجب ألا يُسمح بتشغيل الماكينة إلا للمهنيين المدربين فقط، ويجب تنظيف الأنابيب واختبارها قبل الاستخدام لضمان التوصيل السليم.
الورقة قطع المعادن الماكينة مزودة بجهاز هوائي هوائي للمواد التناكبية يمكن رؤيته كزوج بعد فتح الغطاء (راجع الشكل 2-2). قد تكون الأجهزة الهوائية الأخرى من طراز خاص، لذا يوصى باستخدام الهواء المضغوط.

الشكل 2-2 توصيل المشغل الهوائي
يتم إخراج دائرتي الماء HP و LP من مبرد الماء. تتدفق دائرة مياه LP (أنبوبان أزرقان إلى سرير المخرطة، كما هو موضح في الشكل 2-1) إلى ضفيرة الألياف ورأس القطع، ومن المهم ملاحظة اتجاهات مدخل ومخرج المياه. يجب أن يتدفق الماء عبر ضفيرة الألياف قبل الوصول إلى رأس القطع بالليزر.
تتدفق دائرة مياه LP أيضًا (الشكل 2-3) إلى مصدر الليزر، وتختلف أوضاع التوصيل حسب العلامة التجارية لمصدر الليزر ونوعه. من المهم ملاحظة اتجاه التدفق والتسمية لضمان التوصيل الصحيح لأنبوب الماء بالماكينة.
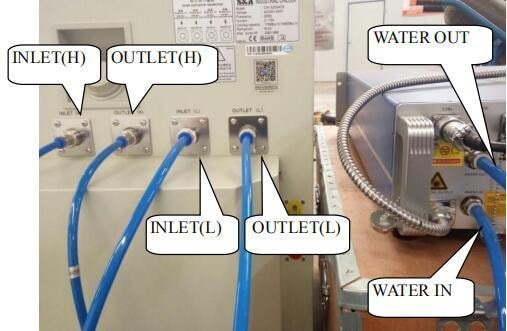
الشكل 2-3 مثال للتوصيل بين مبرد الماء ومصدر الليزر
على سبيل المثال، كما هو موضح في الشكل 2-3، يجب توصيل واجهة المخرج (L) على الجانب الأيسر من مبرد الماء بواجهة WATER INTER (L) على الجانب الأيمن من مصدر الليزر، ويجب توصيل واجهة مدخل (L) لمبرد الماء بواجهة WATER OUT لضمان دوران وتدفق الماء.
تتكون الماكينة من أجزاء متعددة، ومن المهم التأكد من توصيل جميع الأجزاء بشكل صحيح. يمكن الرجوع إلى طريقة التوصيل الكهربائي في الرسم التخطيطي الكهربائي في المجلد الأول من الدليل.
مبرد الماء:
في كابينة التحكم، يجب توصيل خط الطاقة الخاص بمبرد الماء وخط طاقة مصدر الليزر (كما هو موضح في الشكل 2-4) وتثبيته بإحكام، إلى جانب السلك الساخن والسلك المحايد والسلك الأرضي.

الشكل 2-4 مثال للتوصيل بين خط طاقة مبرد الماء وخط طاقة مصدر الليزر
إذا كانت الماكينة تستخدم مصدر ليزر بطاقة أعلى، فإن قدرة تبريد مبرد الماء ستزداد وتتطلب مصدر طاقة ثلاثي الأطوار. يجب أن يتم التوصيل بشكل منفصل، مع ملاحظة تسلسل الطور. إذا كان تسلسل الطور غير صحيح، سيطلق مبرد الماء إنذاراً وسيفشل في بدء التشغيل. قد تحتوي بعض طرازات مبرد الماء أيضًا على خط إشارة يجب توصيله بمصدر الليزر. يجب أن يتم التوصيل بناءً على الملصق.
مصدر الليزر ورأس القطع بالليزر
من حيث المبدأ مثل مبرد الماء، يجب توصيل خط النار لمصدر الليزر وخط الصفر وخط التأريض في خزانة التحكم. إذا كان مصدر الليزر ذو طاقة أكبر، فيجب توفير مصدر طاقة ثلاثي المراحل، ويجب توصيل الخط الرئيسي بشكل منفصل.
مصادر الليزر المختلفة من ماركات أو موديلات مختلفة سيكون لها تسلسلات طور مختلفة؛ إذا كان تسلسل الطور غير صحيح، فإن تسلسل الألياف سينذر ولن يتم تنشيطه.
يجب توصيل خط إشارة من مصدر الليزر ببطاقة التحكم. سيختلف عدد خطوط التوصيل لمصادر الليزر من مختلف العلامات التجارية والموديلات المختلفة، ويجب إيجاد الواجهة المحجوزة في كابينة التحكم وتوصيلها وفقًا لرقم الخط.
إذا كانت هناك أي مشاكل في التوصيل، يمكن للمستخدم الرجوع إلى مخطط التوصيل في المجلد الأول من الدليل، أو يمكنه الاتصال بشركتنا مباشرةً للحصول على المساعدة.
تظهر أمثلة على توصيلات خط الإشارة لمصدر الليزر في الشكلين 2-5 و2-6.

الشكل 2-5 مثال على توصيل خط إشارة مصدر الليزر 1
الشكل 2-6 مثال على توصيل خط إشارة مصدر الليزر 2
يحتوي مبرد الماء في بعض الموديلات على خط إشارة يتم إدخاله لاكتشاف ما إذا كان مبرد الماء قيد التشغيل. يجب أن يتم التوصيل وفقاً للملصق.
يجب تمرير الكابل البصري لمصدر الليزر بعناية من خلال سلسلة الخزان وإدخال ضفيرة الألياف في رأس القطع بالليزر وتأمينها عند المحور Z. يجب تركيب أنبوب الماء وخط الغاز ومضخم الصوت وخط الاستشعار بعد تأمين رأس القطع بالليزر. يمكن العثور على تعليمات التشغيل التفصيلية في المواد المصاحبة.
فيما يلي لمحة موجزة عن إجراءات التشغيل:

الشكل 2-7 مثال لتركيب رأس القطع الليفي
الملاحظات:
يجب أن تكون نهاية ضفيرة الألياف نظيفة قبل إدخالها.
يمكن استخدام قطعة مجهرية خاصة لفحص نهاية ضفيرة الألياف، ويجب استخدام عامل تنظيف خاص (كحول الأيزوبروبيل) وهواء مضغوط ومسحة قطنية خاصة وورق عدسة لتنظيف أي غبار أو حطام.
يُحظر تمامًا ثني الكابل البصري لليزر أكثر من اللازم لتجنب كسر الألياف الزجاجية داخل الكابل.
يجب عدم ترك الكابل الضوئي مكشوفاً لتجنب الدوس عليه.
توصيل ضفيرة الألياف في رأس القطع بالليزر:
ضع ضفيرة الألياف بشكل أفقي، وقم بإزالة غطاء الغبار الأسود، وقم بمحاذاة النقطة المميزة باللون الذهبي مع النقطة المميزة باللون الأحمر على ظرف رأس القطع بالليزر. أدخله في الجزء السفلي.
أدر الصامولة إلى اليسار وفقًا للتعليمات الموضحة على ظرف رأس القطع بالليزر، ثم ارفعها وأدرها إلى اليسار لإكمال عملية التثبيت والتثبيت.
إزالة ضفيرة الألياف من رأس القطع بالليزر:
عملية إزالة ضفيرة الألياف هي عكس عملية التركيب. أدر الصامولة الموجودة على ظرف رأس القطع بالليزر إلى اليمين، ثم اسحبه لأسفل، وأدره إلى اليمين. ستكون ضفيرة الألياف بعد ذلك في حالة حرة ويمكن إزالتها من الظرف.
بمجرد فصل ضفيرة الألياف عن رأس القطع بالليزر، يجب استخدام أغطية الغبار لتغطية كل منها على حدة لمنع دخول الغبار.
يرجى الانتباه للتمييز بين أنبوب الماء وخط الغاز.
بشكل عام، الأنبوب الأبيض الصلب هو خط الغاز، والأنابيب البيضاء والزرقاء هي أنابيب المياه.
طرق توصيل أنبوب الماء بـ أنواع مختلفة من الليزر ستختلف المصادر، ويجب إجراء الاتصال بناءً على الملصق.
خزانة التحكم
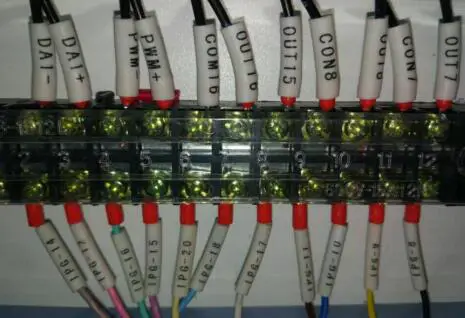
ولضمان التشغيل العادي للماكينة، يجب إدخال خطوط متعددة في كابينة التحكم، مثل خط الطاقة الخاص بمبرد الماء، وخط الطاقة الخاص بمصدر الليزر، وخط الإشارة الخاص بمصدر الليزر. تتطلب كابينة التحكم أيضًا إدخال خطوط أخرى (الشكل 2-7)؛ يتم إدخال بعض الخطوط في منافذ بينما يتم توصيل البعض الآخر مباشرة بالمكونات الكهربائية داخل كابينة التحكم. يتم تسمية جميع الخطوط، ويجب إجراء التوصيلات بناءً على هذه التسميات.

الشكل 2-7 مثال على مقدمة خط كابينة التحكم
في حالة وجود أي مشكلة في التوصيل، يُرجى الرجوع إلى مخطط التوصيل في المجلد الأول من الدليل.
المروحة
تحتوي كابينة التحكم أيضًا على موضع توصيل محجوز لخط طاقة المروحة بالقرب من خط طاقة مصدر الليزر وخط طاقة مبرد الماء. يجب توصيل المواضع المميزة بالعلامات U1 وV1 وW1 في كابينة التحكم بمواضع U1 وV1 وW1 المناظرة على المروحة، كما هو موضح في الشكل 2-8. إذا كان هناك انعكاس في المحرك، فهذا يشير إلى تسلسل طور خاطئ، وينبغي إعادة توصيل تسلسل الطور بعد قطع الطاقة.

الشكل 2-8 موضع التوصيل لخط طاقة المروحة
توصيل الدوائر الأخرى
قد تحتوي الماكينة على وظائف إضافية يجب توصيلها لضمان التشغيل العادي. سيتم تمييز هذه الخطوط بملصقات، ويجب إجراء التوصيلات وفقًا للملصقات. إذا كانت لديك أي أسئلة حول التوصيلات، يُرجى الاتصال بشركتنا.
توصيل دائرة الطاقة الرئيسية للماكينة
من المهم التأكد من أنه لا يمكن تشغيل الماكينة إلا بعد توصيل جميع الأنابيب والخطوط والمكونات بشكل صحيح. إن خط الطاقة الرئيسي للماكينة، باستثناء السلسلة I، عبارة عن كابل خماسي النواة (الشكل 2-9) يتكون من خط أرضي أسود، وخط محايد أزرق، وثلاثة خطوط طور بألوان مختلفة (أصفر، وأخضر، وأحمر).

الشكل 2-9 خط الطاقة الرئيسي
من الضروري التأكد من أنه لا يمكن تشغيل الماكينة إلا بعد توصيل جميع الأنابيب والخطوط والمكونات بشكل صحيح. خط الطاقة الرئيسي للماكينة، باستثناء السلسلة I، عبارة عن كابل خماسي النواة، بما في ذلك خط التأريض الأسود، وخط الصفر الأزرق، وثلاثة خطوط طور ملونة أخرى (الأصفر والأخضر والأحمر). خط الطاقة الرئيسي في السلسلة I عبارة عن كابل ثلاثي النواة، يتكون من خط النار وخط الصفر وخط التأريض. يتم تمييز جميع الكابلات بملصقات، ويجب إجراء التوصيلات بناءً على الخطوط المرقمة.
ملاحظات حول السلامة الكهربائية:
من المهم التأكد من أن جميع جهد المعدات يتوافق مع متطلبات الماكينة، ويجب أن يكون خط الطاقة مثبتًا بإحكام بمفتاح ماس كهربائي لمنع تلف المعدات من انقطاع التيار الكهربائي. يجب تأريض غلاف كل قطعة من المعدات لمنع الكهرباء الساكنة من إتلاف المكونات الكهربائية، وكذلك لحماية العاملين في التشغيل من الصدمات الكهربائية في حالة تلف الدائرة الكهربائية وتسببها في حدوث تسرب.
عند إجراء الصيانة أو استبدال المكونات الكهربائية، يجب إيقاف تشغيل الطاقة، ويجب على المشغل الانتظار لفترة من الوقت قبل البدء. يحظر تمامًا العمل على الخط الساخن. يجب تنظيف قاطع الدارة الكهربائية والمحول ولوحة التوصيل بانتظام لمنع مرور التيار من خلال أي غبار والتسبب في تلف المعدات. وأخيراً، بعد الانتهاء من العمل، يجب إيقاف تشغيل مصدر الطاقة.
يوجد المفتاح على كابينة التحكم، كما هو موضح في الشكل 3-1. وقد يختلف مظهره باختلاف الدفعات، ولكن وظائفه موصوفة بإيجاز على النحو التالي:

الشكل 3-1 رسم تخطيطي لكل مفتاح من مفاتيح كابينة التحكم
يوجد مفتاح الماكينة في كابينة التحكم كما هو موضح في الشكل 3-1. وقد يختلف مظهره بين الدفعات المختلفة، ولكن وظائفه موصوفة بإيجاز على النحو التالي:
المفتاح الرئيسي للماكينة: ستكون الماكينة جاهزة للعمل بمجرد إغلاق المفتاح الرئيسي بعد توصيل خط الطاقة بشكل صحيح.
مبرد الماء ومفتاح مصدر الليزر: عندما يكون مفتاح مبرد الماء ومفتاح مصدر الليزر مغلقًا، يكون كل من مبرد الماء ومصدر الليزر جاهزين للتشغيل.
مفتاح الكمبيوتر: بمجرد إغلاق مفتاح الكمبيوتر، ستضيء لوحة التحكم الخاصة بجهاز ضبط الارتفاع، ويمكن بدء تشغيل الكمبيوتر الذي يتحكم في الماكينة بالنقر على مفتاح بدء التشغيل على مضيف الكمبيوتر.
لوحة التحكم في جهاز ضبط الارتفاع: تُستخدم هذه اللوحة لمعايرة اللوح المعدني لتثبيت عملية القطع، وسيتم عرضها في برنامج التحكم.
زر الطوارئ: ستتوقف الماكينة عن العمل إذا تم الضغط على هذا الزر أثناء الحركة لمنع الخطر المحتمل. ولمزيد من الأمان، يوجد زر آخر للطوارئ في أسفل يمين العارضة، ويجب أن يظل كلا الزرين غير مضغوط أثناء التشغيل العادي.
مفتاح محرك سيرفو: سيتم إعداد كل محور من محاور الماكينة للعمل عند إغلاق هذا المفتاح.
منفذ USB: يتم توفير منفذ USB للكمبيوتر المضيف للاتصال بأقراص U-الأقراص وغيرها من المعدات.
يتم دمج مفاتيح أخرى في البرنامج ويمكن تشغيلها في علامة التبويب CNC. قد يختلف العرض بين نماذج الماكينات المختلفة، كما هو موضح في الشكل 3-2.
الشكل 3-2 أزرار تبويب التحكم الرقمي باستخدام الحاسب الآلي
قاذف: يتم التحكم في عمل المشغل الهوائي والرافعة الدوارة لتسهيل التحميل بواسطة مفتاح جهاز المواد المؤخرة.
المراوح: يمكن النقر على مفتاح المروحة لبدء تشغيل المروحة وتمكين وظيفة إخلاء الدخان وإزالة الغبار. يتم استخدام زري "المفتاح" و"تشغيل الليزر" لتشغيل مصدر الليزر، والذي سيتم وصفه لاحقًا.
ملاحظة: في حالة عدم توصيل الخطوط ودائرة الغاز ودائرة المياه أو عدم توصيلها بشكل صحيح، فقد لا تعمل المفاتيح المذكورة أعلاه.
علاوة على ذلك، فإن الماكينة مزودة بمقبض تحكم عن بُعد، ووظائفها الرئيسية موصوفة على النحو التالي.
يُرجى التأكد من اكتمال توصيلات دائرة الماء ودائرة الغاز والدائرة الكهربائية وأن حلقة الشد والموصل والطرف والمفاتيح الطرفية والمفاتيح متصلة بإحكام وموثوقية.
لبدء تشغيل الماكينة، أغلق المفتاح الرئيسي، ثم مفتاح الكمبيوتر. بعد ذلك، انقر فوق زر بدء التشغيل على مضيف الكمبيوتر واضغط على زر التبديل على محرك المؤازرة (أو أغلق مفتاح محرك المؤازرة على كابينة التحكم). أخيرًا، افتح البرنامج الذي يتحكم في الماكينة (إذا كانت هناك مطالبة بالعودة إلى الأصل، يُرجى إلغاءها).
تحقق مما إذا كان بإمكان الماكينة تحريك العربة والمحور Z عموديًا وبشكل طبيعي، كما هو موضح في الشكل 3-3.

الشكل 3-3 إجراء التحكم بالموضع في البرنامج
من أجل ضمان التشغيل السليم لماكينة قطع الأنابيب، من الضروري التأكد من اكتمال جميع توصيلات دائرة المياه ودائرة الغاز والدائرة الكهربائية وتثبيتها بإحكام. بعد تشغيل المفتاح الرئيسي للماكينة، ومفتاح الكمبيوتر، وبدء تشغيل البرنامج، اختبر حركة العربة والمحور Z. إذا كانت الماكينة مزودة بوظائف إضافية، تأكد من اختبارها أيضًا. إذا ظهر إنذار فيما يتعلق بالمحور Z، فيمكن حل المشكلة من خلال المعايرة. تحتوي الماكينات المزودة بأغطية خارجية على وظيفة حماية فتح الغطاء، لذا تأكد من اختبار ذلك بعد التأكد من إغلاق الأغطية. في حالة ظهور أي إنذارات أخرى، حدد مكان المشكلة واتصل بالشركة إذا تعذر حلها. بعد التأكد من أن جميع الإجراءات طبيعية، ابدأ العودة إلى التشغيل الأصلي. إذا طُلب منك ذلك، انقر فوق "موافق".
أولاً، تأكد أولاً من وجود ما يكفي من الغاز في جهاز إمداد الغاز، وتأكد من أن جميع دوائر الغاز والتوصيلات آمنة.
قم بتشغيل المفتاح الخاص بجهاز إمداد الغاز ومفاتيح مقياس الأكسجين ومقياس النيتروجين، على التوالي.
يوصى بضبط مقياس الأكسجين على ما بين 0.3-1.0 ميجا باسكال ومقياس النيتروجين على ما بين 1.5-2.7 ميجا باسكال. في حالة وجود أي تسرب للغاز، حدد المصدر وحل المشكلة.
بمجرد عدم وجود أي تسرب للغاز، انقر على "نفخة" في برنامج التشغيل للتحقق من إطلاق الغاز، ثم انقر على "نفخة" مرة أخرى للتأكد من توقف إطلاق الغاز، كما هو موضح في الشكل 3-4.
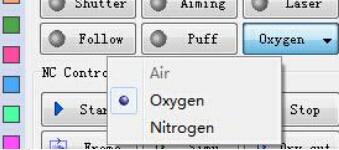
الشكل 3-4 موضع اختبار الغاز في البرمجيات
استبدل الغاز بالضغط على الزر الموجود على الجانب الأيمن من "نفخة". انقر فوق "نفخة" لمعرفة ما إذا كان هناك أي إطلاق للغاز، ثم انقر فوقه مرة أخرى للتحقق مما إذا كان الغاز قد توقف.
إذا كانت هناك أي تشوهات، فيجب معالجتها.
بعد توصيل الهواء المضغوط إلى الصمام الثنائي (والذي يمكن العثور عليه عن طريق فتح الغطاء الخلفي، كما هو موضح في الشكل 2-2)، اضغط على زر مادة المؤخرة (أو زر مادة المؤخرة في واجهة ماكينة التحكم الرقمي باستخدام الحاسوب) لاختبار جهاز مادة المؤخرة على ماكينة قطع الصفائح المعدنية.
إذا كانت الماكينة مزودة بمشغل هوائي آخر، فيجب اختباره أيضًا.
بشكل عام، يجب تشغيل مبرد الماء أولاً، يليه مصدر الليزر.
بمجرد أن يصبح مبرد الماء ومصدر الليزر جاهزين، قم بتشغيل المفتاح الخاص بمبرد الماء. بمجرد أن يتدفق الماء بشكل طبيعي، قم بتشغيل المفتاح الرئيسي ومفتاح زر مصدر الليزر.
يرجى مراعاة التنبيهات التالية:
يجب تشغيل مصدر الليزر فقط عندما تصل درجة حرارة الماء إلى 20 درجة مئوية. اعتمادًا على طراز مبرد الماء، قد يكون من الضروري الضغط على زر التشغيل على اللوحة بعد تشغيله لبدء تشغيل مبرد الماء. قد تختلف طرق التشغيل بناءً على الطاقة والعلامة التجارية ونوع مصدر الليزر.
على سبيل المثال، 500 واط - 1000 واط ليزر IPG لا يحتوي المصدر على زر. فمفتاحه وزر التبديل مدمجان في برنامج التشغيل.
بالإضافة إلى ذلك، بالنسبة لمصادر الليزر ذات الطاقة الأكبر، من المهم أولاً تشغيل المفتاح الرئيسي أو تدوير مفتاح المقبض لتنشيط جهاز إزالة الرطوبة من مصدر الليزر لمدة عشر دقائق. بعد ذلك، قم بتشغيل مبرد الماء للوصول إلى درجة حرارة محددة قبل تمكين مصدر الليزر من توليد الليزر.
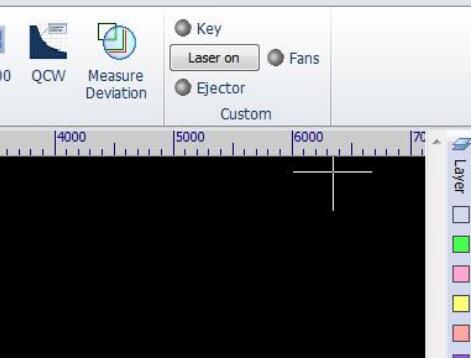
في حالة استخدام مصدر ليزر IPG بطاقة أقل من 1000 واط، انقر فوق علامة التبويب CNC قبل توليد الليزر. ثم، انقر فوق "مفتاح" (عند هذه النقطة، سيضيء ضوء تعليمات الطاقة على لوحة مصدر الليزر)، وانتظر ثلاث ثوانٍ، ثم انقر فوق "تشغيل الليزر" (سيضيء ضوء مؤشر PS ACTIVE على لوحة مصدر الليزر). بعد ذلك، انقر فوق "تصويب" وسترى مؤشر الضوء الأحمر أسفل فوهة رأس القطع.
عند هذه النقطة، انقر فوق زر "ليزر" وسيتم تحرير الليزر من الفوهة (سيضيء مؤشر الانبعاث وضوء مؤشر توليد الليزر على لوحة مصدر الليزر)، كما هو موضح في الأشكال التالية.

الشكل 3-5 ليزر التحكم بالموضع في البرنامج

الشكل 3-6 لوحة مصدر الليزر IPG

الشكل 3-7 تحرير الضوء الأحمر أسفل رأس القطع بالليزر
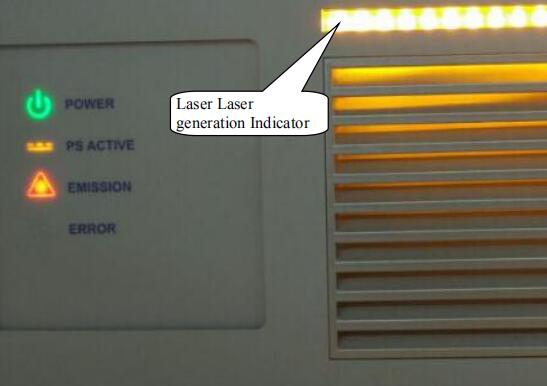
الشكل 3-8 عرض اللوحة في مصدر الليزر IPG توليد الليزر IPG
الملاحظات:
تشبه طريقة توليد الليزر لهذا المصدر الليزري طريقة توليد الليزر الخاصة بهذا المصدر الليزري طريقة توليد الليزر الخاصة بالعلامات التجارية والموديلات الأخرى، والتي قد يكون بعضها أسهل في الاستخدام.
على سبيل المثال، بعد تشغيل المفتاح لمصدر ليزر MAX بطاقة أقل من 1000 واط، انتظر بضع ثوانٍ ثم انقر فوق START. إذا كان هناك أي مؤشر أحمر، انقر فوق زر "ليزر" في البرنامج لتحرير الليزر من الفوهة.
بالنسبة لبعض مصادر الليزر، بعد تشغيل مفتاح المفتاح (أو تدوير مفتاح المفتاح إلى وضع REM) والنقر فوق START (أو عدم النقر)، قد يكون من الضروري النقر فوق "شتر" في البرنامج ثم النقر فوق زري التصويب والليزر.
نظرًا لمختلف العلامات التجارية ونماذج مصادر الليزر، لن يتم سرد العمليات الأخرى بالتفصيل. إذا واجهت أي مشاكل غير معروفة، يرجى الاتصال بشركتنا.
يغطي هذا الفصل الخطوات الأولية قبل بدء التشغيل. لا توجد متطلبات صارمة لبدء تشغيل كل مكون، والإجراء الموصى به هو كما يلي:
إجراء إيقاف تشغيل الماكينة الموصى به هو:
القطع بالليزر هو عملية قطع متطورة تستخدم على نطاق واسع في معالجة المواد. وهي تستخدم شعاع ليزر بكثافة طاقة عالية كـ "أداة القطع" لإجراء القطع الساخن على المواد.
تُستخدم هذه التقنية لقطع المعادن المختلفة, غير معدنية والصفائح والمواد المركبة ويتم تطبيقها على نطاق واسع في مختلف المجالات.
مبدأ القطع بالليزر
ينطوي القطع بالليزر على استخدام شعاع ليزر مركز يتم توجيهه إلى قطعة العمل. يقوم الشعاع بصهر المادة وكربنتها واستئصالها أو رفع درجة حرارتها إلى درجة الاشتعال. وفي الوقت نفسه، يتم استخدام تيار عالي السرعة على طول نفس محور شعاع الضوء لإزالة المادة المنصهرة وإنجاز القطع.
القطع بالليزر هو طريقة من طرق القطع الحراري.
الوضع الرئيسي للقطع بالليزر
القطع بالذوبان بالليزر:
يشير القطع بالذوبان بالليزر إلى عملية استخدام التسخين بالليزر لصهر المواد المعدنية، واستخدام غاز غير مؤكسد (مثل N2 أو الهواء) يتم طرده من خلال فوهة على طول نفس محور شعاع الضوء لإزالة المعدن السائل وتشكيل شقوق بسبب الضغط القوي.
قطع الأكسجين بالليزر:
تتشابه مبادئ القطع بالأكسجين بالليزر مع مبادئ القطع بالأكسجين الأوكسي أسيتيلين. في هذه العملية، يستخدم الليزر كمصدر للتسخين المسبق، ويعمل الأكسجين والغازات النشطة الأخرى كغاز مساعد.
فمن ناحية، يتأكسد الغاز المطرود مع المعدن، مما يؤدي إلى إطلاق كمية كبيرة من حرارة الأكسدة.
من ناحية أخرى، يتم نفخ الأكسيد المنصهر والذوبان من منطقة التفاعل، مما يؤدي إلى تكوين كرف في المعدن
يُستخدم القطع بالأكسجين بالليزر بشكل أساسي للمواد المعدنية التي تتأكسد بسهولة، مثل الفولاذ الكربوني. كما يمكن استخدامه أيضًا لمعالجة مواد مثل الفولاذ المقاوم للصدأ، ولكن ينتج عن ذلك مقطع عرضي أسود وخشن، كما أن تكلفته أقل من تكلفة استخدام الغاز الخامل.
ميزات القطع بالليزر
يُعرف القطع بالليزر بسرعة القطع السريعة والجودة العالية مقارنة بطرق القطع الأخرى. الميزات الرئيسية للقطع بالليزر هي:
تحليل عملية القطع بالليزر
القطع بالليزر هو عملية تتضمن كلاً من الصهر والتبخير، وهناك العديد من العوامل التي يمكن أن تؤثر على جودة القطع. بالإضافة إلى معلمات عملية الأداة الآلية وخصائص المواد التي تتم معالجتها، تلعب العوامل التالية دورًا أيضًا:
يجب اختيار أفضل عملية بناءً على ظروف الإنتاج الفعلية وقطع العمل والأجزاء التي تتم معالجتها. وينبغي استخدام الخبرة لتحديد العملية المثلى.
عمل الفوهة
ستختلف ظروف تدفق الهواء حسب تصميم الفوهة وستؤثر بشكل مباشر على جودة القطع.
الوظائف الرئيسية للفوهة هي:
تأثير الفوهة على جودة القطع واختيار الفوهة
العلاقة بين الفوهة وجودة القطع:
يمكن أن يؤثر تشوه الفوهة أو البقايا على جودة القطع.
لذلك، يجب التعامل مع الفوهة بعناية لمنع تلفها ويجب تنظيف البقايا الموجودة على الفوهة بانتظام.
يجب أن يكون لتصنيع الفوهة متطلبات دقة عالية، ويجب استبدال الفوهة إذا كانت جودتها رديئة.
اختيار الفوهة:
بشكل عام، يؤدي قطر الفوهة الصغير إلى سرعة غاز عالية وقدرة قوية على إزالة المواد المنصهرة، مما يجعلها مناسبة لقطع الألواح الرقيقة وإنتاج مقاطع قطع دقيقة.
من ناحية أخرى، ينتج عن قطر الفوهة الكبير سرعة غاز منخفضة وقدرة ضعيفة على إزالة المواد المنصهرة، مما يجعلها مناسبة لقطع الألواح السميكة بسرعة منخفضة.
إذا تم استخدام فوهة ذات قطر ثقب أكبر لقطع صفيحة رقيقة بسرعة، فقد تتناثر البقايا الناتجة وتتلف العدسة الواقية.
يمكن تقسيم الفوهة أيضًا إلى فوهات مركبة وفوهات أحادية الطبقة (كما هو موضح في الشكل 4-1)، حيث تستخدم الفوهات المركبة عمومًا لقطع الفولاذ الكربوني والفوهات أحادية الطبقة المستخدمة في قطع الفولاذ المقاوم للصدأ.

الشكل 4-1 فوهة أحادية الطبقة وفوهة مركبة
تعديل مركزية الليزر والفوهة
ضع شريط السليلوز بالتساوي على الوجه النهائي للفوهة باستخدام إبهامك (كما هو موضح في الشكل 4-2).

الشكل 4-2 مخطط تخطيطي لطريقة التعتيم
إذا لم تكن بقعة الضوء في وسط الفوهة، اضبط المقبض الموجود أعلى رأس القطع للتأكد من توسيط بقعة الضوء.
كرر الخطوات المذكورة أعلاه حتى يتداخل الثقب المحروق بالليزر في شريط السيلوفان مع مركز الفوهة.
عندما لا يتم محاذاة مركز الفوهة مع مركز الليزر، يمكن أن تحدث التأثيرات التالية على جودة القطع:
تُعد محاذاة مركز الفوهة والليزر عاملاً حاسمًا في جودة القطع، خاصةً عند قطع قطع الشُّغْلَة السميكة، حيث يكون تأثيرها أكثر وضوحًا.
لذلك، من المهم ضبط محاذاة مركز الفوهة والليزر لتحقيق نتائج قطع أفضل.
ضبط تركيز شعاع الضوء
أثناء القطع بالليزر، يكون للموقع النسبي لبؤرة الشعاع وسطح الصفيحة المعدنية المقطوعة تأثير كبير على جودة القطع، لذا من الضروري ضبط موضع البؤرة.
ماكينة القطع بالليزر هذه مزودة بجهاز ضبط أوتوماتيكي عالي الدقة للتتبع. يقوم نظام التحكم العددي تلقائيًا بضبط المسافة بين الوجه الطرفي للفوهة وسطح الصفيحة المعدنية تلقائيًا مع تغير ارتفاع اللوحة، مما يضمن ثبات الارتفاع من الفوهة إلى سطح اللوحة وموضع التركيز.
يتم تحقيق آلية التركيز البؤري لعدسة التركيز البؤري من خلال استخدام صندوق تركيز بؤري دقيق للرفع اللولبي، والذي يتميز بإمكانية القفل الذاتي وقدرات التركيز البؤري الدقيقة.
تم تجهيز عجلة عقرب التركيز البؤري بوحدة تركيز بؤري، ويتم تمييز 20 علامة تكة النصف على طول الاتجاه المحيطي (كما هو موضح في الشكل 4-3). لكل دوران لعلامة التجزئة، سترتفع عدسة التركيز البؤري أو تنخفض بمقدار 0.05 مم. سيؤدي الدوران الكامل لعدسة التركيز البؤري إلى حركة رأسية بمقدار 1 مم. يقع المقياس 0 بالقرب من الفوهة. تعني القيمة -5 أن التركيز البؤري سيمتد بمقدار 5 مم من الفوهة، وتعني القيمة +5 أن التركيز البؤري قد تراجع بمقدار 5 مم من الفوهة.
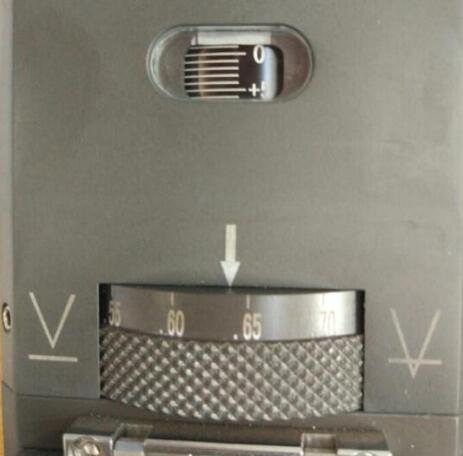
الشكل 4-3 جهاز تركيز رأس الليزر
العلاقة بين موضع البؤرة ومواد القطع والمقاطع مدرجة في الجدول التالي
| اسم وموقع التركيز | مواد القطع وميزات القسم |
|---|---|
| التركيز الصفري: تركيز الليزر على السطح العلوي للصفائح المعدنية | يُستخدم في قطع الألواح. سطح القطع العلوي أملس والسطح السفلي غير أملس. |
| التركيز الإيجابي: تركيز الليزر على السطح العلوي للصفائح المعدنية | طريقة تشغيل الكربون صفيحة فولاذية. يكون التركيز البؤري على السطح، وبالتالي يكون نطاق السطح الأملس كبيرًا جدًا، ويكون الشق البؤري أوسع من الشق البؤري الصفري، ويكون تدفق الغاز كبيرًا جدًا في القطع، ويكون زمن التثقيب أطول من زمن التثقيب البؤري الصفري. |
| التركيز السلبي: يقع تركيز الليزر أسفل السطح العلوي للصفائح المعدنية | تطبيق الفولاذ المقاوم للصدأ، الصفيحة النحاسية وصفيحة الألومنيوم. يُستخدم نيتروجين HP لقطع الفولاذ المقاوم للصدأ لتسهيل قسم حماية الخبث المنصهر، وسيتم توسيع الشق مع زيادة سماكة قطعة العمل. |
ضع الصفيحة المعدنية على طاولة القطع وضع رأس القطع فوق الصفيحة المعدنية باستخدام البرنامج وعملية المقبض. في علامة التبويب CNC، انقر فوق أيقونة BCS100، ثم انقر فوق [F1] معايرة في مربع الحوار، ثم انقر فوق [2] معايرة القدرة كما هو موضح في الشكل 4-4. استخدم السهم لأسفل لتحريك رأس الليزر إلى موضع أعلى من الصفيحة المعدنية بحوالي 5 مم إلى 10 مم ثم انقر فوق إدخال كما هو موضح في الشكل 4-5. بعد الانتهاء من المعايرة (عندما يتم تصنيف الثبات والسلاسة على أنها جيدة)، انقر فوق الزر "تخزين" وأغلق واجهة BCS100. انقر على "متابعة" لاختبار ما إذا كانت وظيفة المتابعة تعمل بشكل طبيعي.

الشكل 4-4 واجهة المعايرة الأولية

الشكل 4-5 واجهة المعايرة
يُقترح إجراء عملية معايرة بعد كل عملية بدء تشغيل واستبدال صفائح معدنية.
رسم أو استيراد البيانات الرسومية
تم تجهيز Cyp Cut بوظائف رسم سهلة الاستخدام وتتطلب أن يكون لدى المشغل مهارات الرسم. لن يتم شرح هذه المهارات بمزيد من التفصيل.
بالإضافة إلى وظائفه المدمجة، يمكن للبرنامج استيراد ملفات بتنسيقات مثل DXF و AI و PLT، كما هو موضح في الشكل التالي.

الشكل 4-6 استيراد الرسومات
التحقق من الرسومات
بعد رسم الرسومات واستيرادها، من المهم التحقق من وجود أخطاء أو أي رسومات غير ضرورية.
توفر علامة التبويب رسم (الشكل 4-7) وظائف مثل دمج الخطوط وربطها، وإزالة الخطوط المكررة، وإزالة الرسومات الصغيرة. إذا كانت الرسومات معقدة، فمن المستحسن استخدام هذه الوظائف.

الشكل 4-7 التحقق من صحة الرسومات من عدمها
في بعض الأحيان، قد تحتوي الرسومات المستوردة على أخطاء في الحجم، وبالتالي يجب أيضًا التحقق مما إذا كان حجمها خاطئًا، إن وجد، يرجى تصحيحه.

الشكل 4-8 التحقق من حجم الرسومات
إعداد معلمات العملية
يوصى بتعيين خط البداية فقط. إذا لم تكن راضيًا عن خط البداية الذي تم تعيينه تلقائيًا، يمكنك تغيير اتجاهه بالنقر على "خارجي" أو "داخلي" بعد تحديد الخط المغلق. لتغيير نقطة بداية القطع، انقر على "Lead Pos" وحدد الموضع المطلوب. لتغيير اتجاه المعالجة، انقر فوق "عكسي"

الشكل 4-9 إعداد خط التوصيل الرئيسي
عندما تكون الرسومات معقدة، يوصى بالنقر على أيقونة "O" بعد تحديد قاعدة ترتيب ثم فرز الرسومات. لمحاكاة مسار القطع في البرنامج، انقر فوق "Simu". إذا كانت إجراءات المسار غير صحيحة، يُرجى تغيير قواعد الفرز.

الشكل 4-10 طريقة الفرز
انقر فوق "طبقة" وقم بتعيين معلمات القطع المناسبة في مربع الحوار المنبثق. تحتوي الماكينة على عدة مجموعات من معلمات القطع المحفوظة من قِبل الشركة أثناء الشحن، انقر فوق "تحميل" واختر خيارًا مناسبًا لاستدعاء المعلمات. ضع في اعتبارك أن المعلمات التي تم استدعاؤها هي للرجوع إليها فقط، ويوصى بأن يقوم المشغل باختبار وتحديد أنسب المعلمات بناءً على الظروف الفعلية.

الشكل 4-11 واجهة إعداد المعلمات
اضبط البعد البؤري بناءً على سُمك المادة، كما هو موضح في القسم 4.2.4 والشكل التالي.
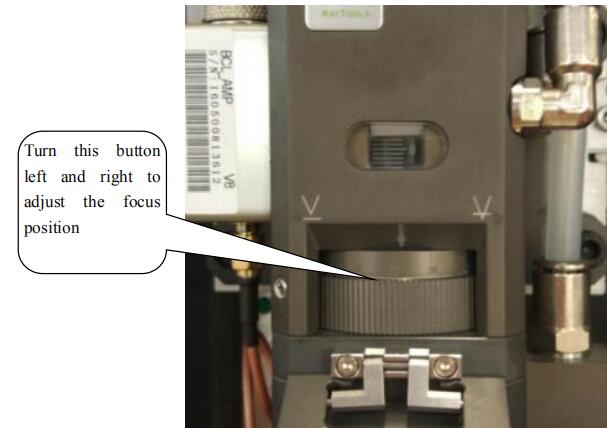
الشكل 4-12 ضبط البُعد البؤري المناسب
انقر فوق "المرجع الرئيسي" واختر موضع إيقاف رأس الليزر المناسب. حرِّك رأس القطع بالليزر إلى الموضع الصحيح، وانقر على "إطار"، وتحقق من صحة نموذج الاختبار. انقر فوق "قطع جاف" لتشغيل الماكينة دون توليد القطع بالليزر فعليًا. هذه الخطوة اختيارية ويمكن تخطيها لتوفير الوقت.

الشكل 4-13 ضبط موضع توقف رأس الليزر

الشكل 4-14 لوحة التحكم بالحركة
ملاحظات: قبل بدء المعالجة، من المهم التأكد من أن أبعاد قطعة العمل تقع ضمن حدود الصفيحة المعدنية. سيمنع ذلك رأس القطع بالليزر من الانخفاض خارج الصفيحة المعدنية والاصطدام بالشفرة مما قد يؤدي إلى تلف الليزر أثناء عملية القطع.
انقر فوق "متابعة" و "نفخ" لاختبار الأداء الطبيعي لما يلي والنفخ، ثم انقر فوق "بدء" لبدء عملية القطع بمجرد التأكد من السلامة.
يُرجى الحرص على عدم التعرض للحرق عند فحص ما إذا كانت أجزاء العينة المقطوعة تفي بالمتطلبات.
الملاحظات:
يمكن لموظفي التشغيل تحسين جودة قطعة العمل وزيادة الكفاءة من خلال إيجاد المعلمات المثلى (مثل السرعة وضغط الهواء والبُعد البؤري) من خلال اختبارات متعددة.
يوصى بحفظ المعلمات المحددة وتضمين البُعد البؤري في الاسم للرجوع إليها في المستقبل عند معالجة مواد مماثلة.
يحتوي برنامج التشغيل على ميزات قوية، مما يسمح للموظفين القادرين على إجراء الاستكشاف الذاتي مع ضمان السلامة، مما يجعل عملهم أكثر كفاءة.
العوامل المؤثرة على مبادئ القطع
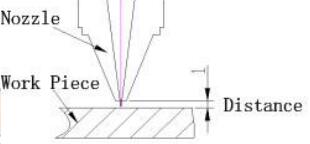
الشكل 4-15 مخطط تخطيطي للمسافة بين الفوهة وقطعة العمل
ستؤدي المسافة القصيرة جدًا إلى تصادم الصفيحة المعدنية والفوهة، وستؤدي المسافة الطويلة جدًا إلى انتشار الغاز، مما يتسبب في وجود العديد من المخلفات على سطح قاع القطع.
يمكن ضبط المسافة من الفوهة إلى قطعة العمل في ![]() واجهة طبقة، ويوصى بمسافة تتراوح بين 0.5-1.5 مم.
واجهة طبقة، ويوصى بمسافة تتراوح بين 0.5-1.5 مم.
يمكن تحديد سرعة التغذية من خلال مراقبة شرارات القطع. في القطع العادي، ستنتشر الشرارات إلى أسفل، وإذا كانت السرعة عالية جدًا، فإن الشرارات ستكون محصورة.
إذا بدت الشرارات مركزة بدلاً من مشتتة، فهذا يشير إلى أن سرعة التغذية منخفضة للغاية.
كما هو موضح في الشكل 4-16، سيتم إنتاج خط مستقر على سطح القطع بسرعة قطع مناسبة، ولن تتولد أي بقايا في النصف السفلي.

الشكل 4-16 مخطط تخطيطي لقسم القطع ومخطط تأثير شرارة القطع
تأثير السرعة العالية جدًا على جودة القطع:

الشكل 4-17 مخطط تأثير القطع
تأثير السرعة المنخفضة جدًا على جودة القطع:
يختلف نوع الغاز المساعد المستخدم في القطع بالليزر حسب المادة التي يتم قطعها.
تتمثل الوظائف الرئيسية للغاز المساعد في المساعدة على الاحتراق، وتبديد الحرارة، ونفخ الحطام المنصهر المتولد أثناء القطع، ومنع البقايا من دخول الفوهة وإتلاف عدسة التركيز.
إذا كان ضغط القطع غير كافٍ، فلا يمكن زيادة سرعة القطع، مما سيؤثر على كفاءة الإنتاج، وينتج عنه المزيد من البقايا ويؤدي إلى تدهور جودة القطع.
إذا كان ضغط الغاز المساعد مرتفعًا جدًا، فسيتم إنتاج شقوق عريضة وقطع خشن على مقاطع الفولاذ الكربوني. بالإضافة إلى ذلك، ستذوب المقاطع المقطوعة جزئيًا وستتأثر جودة القطع.
إذا كان ضغط الغاز منخفضًا جدًا أثناء عملية التثقيب، فإن الليزر سيواجه صعوبة في اختراق الصفيحة المعدنية، مما يتسبب في إطالة وقت التثقيب وتقليل معدل الإنتاج.
يمكن أن يتسبب ضغط الغاز العالي في تطاير الشرر وتلف العدسة الواقية والإفراط في إذابة نقطة الاختراق والتسبب في أن يكون الثقب كبيرًا جدًا، مما يؤثر على جودة القطع.
بصفة عامة، يستخدم النيتروجين لقطع الفولاذ المقاوم للصدأ ويستخدم الأكسجين لقطع الفولاذ الكربوني. وينبغي زيادة ضغط النيتروجين لقطع الفولاذ المقاوم للصدأ الأكثر سمكًا وينبغي خفض ضغط الأكسجين لقطع الفولاذ الكربوني الأكثر سمكًا.
ولذلك، يجب تعديل اختيار الغاز المساعد وإعدادات الضغط للقطع بالليزر بناءً على الظروف المحددة، ويجب تعديل المعلمات الأخرى لضمان الحصول على أفضل نتائج القطع.
إن طاقة الليزر له أيضًا تأثير على جودة القطع بالليزر، ويتم استخدام 100% من طاقة القطع لضمان سرعة القطع السريع وكفاءة العمل.
لمزيد من التحكم المريح في الماكينة، يتم دعم مقبض التحكم عن بعد كما هو موضح في الشكل 4-18، وسيتم تقديم الوظائف الرئيسية واحدة تلو الأخرى على النحو التالي.
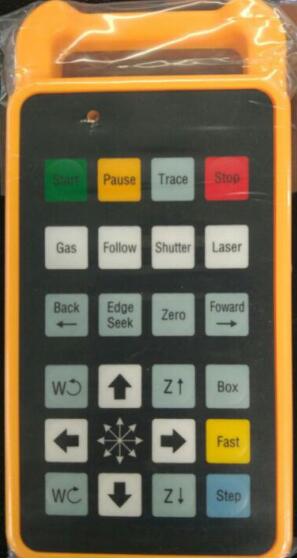
الشكل 4-18 مقبض التحكم عن بعد
ابدأ: ابدأ العمل
وقفة: في حال كانت الماكينة تعمل أو تعمل بشكل جاف، يمكن استخدام هذا المفتاح لإيقاف التشغيل مؤقتاً. انقر فوق ابدأ لمتابعة تشغيل الماكينة.
التتبع: إنه مشابه لوظائف زر القطع الجاف في واجهة البرنامج لتمكين الماكينة من التشغيل الجاف دون قطع من جيل الليزر.
توقف: في حال كانت الماكينة تعمل أو تعمل بشكل جاف، يمكن استخدام هذا المفتاح لإيقاف التشغيل. انقر فوق ابدأ للمتابعة لبدء تشغيل الماكينة مرة أخرى.
الغاز: وهي مشابهة لوظيفة زر النفخ في واجهة البرنامج، وتُستخدم لاختبار ما إذا كان نفخ الهواء طبيعيًا أم لا.
اتبعني: يرجى التأكد من وجود مادة معدنية تحت رأس الليزر، يمكن استخدام هذا المفتاح لفتح الوظيفة التالية لرأس القطع بالليزر.
مصراع: إنه مشابه لوظائف مفتاح الغالق في البرنامج.
الليزر: عند ضبط الطاقة المناسبة في واجهة البرنامج، يمكن النقر فوق المفتاح لتوليد الليزر. يُستخدم بشكل أساسي للتعتيم.
ارجع: انقر فوق المفتاح للرجوع للخلف بعض المسافة بعد توقف الماكينة. ثم انقر فوق ابدأ، ويمكن للماكينة الاستمرار في التحرك للخلف من الموضع.
البحث عن الحافة: الرجوع إلى حافة التتبع التلقائي. إذا تم وضع الصفيحة المعدنية عند إمالة اللوحة عند قطع اللوحة، يمكن لنظام التحكم حساب زاوية الإزاحة لاستخدام المواد بفعالية؛ إذا كانت العملية خاطئة، فقد يؤدي ذلك إلى تلف رأس القطع بالليزر، لذلك يوصى بالتشغيل بعد الإعداد الصحيح في البرنامج. اضغط أولاً على مفتاح Fast ثم انقر فوق Edge Seek عند قطع الأنبوب للبحث عن الموضع الأوسط للأنبوب.
صفر: يرتبط ب "المرجع الرئيسي" في واجهة البرنامج، بعد ضبط موضع توقف رأس القطع بالليزر، انقر فوق المفتاح لجعل رأس الليزر يعود إلى الموضع السابق في حالة تحريك رأس القطع بالليزر (أي موضع توقف القطع بالليزر).
إلى الأمام: انقر فوق المفتاح للتقدم بعض المسافة بعد توقف الماكينة. ثم انقر فوق ابدأ، يمكن أن تستمر الماكينة في التقدم للأمام من الموضع.
منطقة التحكم في الحركة: التحكم في الحركة من جانب إلى جانب للمحور X، والحركة الأمامية والخلفية للمحور Y، وحركة رأس القطع بالليزر لأعلى ولأسفل، ودوران محور الدوران عكس اتجاه عقارب الساعة أو في اتجاه عقارب الساعة.
صندوق: وظيفتها هي نفس وظيفة زر الإطار في واجهة البرنامج، ويجب أن تعمل دائرة واحدة على طول إطار الرسومات لتحديد نطاق التشغيل.
بسرعة: اضغط أولاً على المفتاح ثم انقر فوق مفتاح معين داخل منطقة التحكم في الحركة لجعل المحور يتحرك بسرعة. سرعة حركته هي السرعة المضافة عند الحركة السريعة في منطقة التحكم في الحركة في واجهة البرنامج، على سبيل المثال: ![]()
الخطوة: اضغط أولاً على المفتاح ثم انقر فوق مفتاح معين داخل منطقة التحكم في الحركة لجعل المحور يتحرك خطوة بخطوة. المسافة خطوة بخطوة هي المسافة المضافة عند الحركة خطوة بخطوة في منطقة التحكم في الحركة في واجهة البرنامج، على سبيل المثال: ![]()
الملاحظات:
أثناء معالجة المعدات، يجب على موظفي التشغيل الإمساك بمقبض التشغيل في اليد طوال الوقت، وعدم وضع المقبض جانبًا حتى يتمكن موظفو التشغيل من الضغط على مفتاح "الإيقاف المؤقت" أو "التوقف" في حالات الطوارئ، ويمكن أن يتجنب الضرر غير الضروري لموظفي التشغيل والمعدات.
على غرار قطع الصفائح المعدنية، فإن المعايرة مطلوبة لقطع الأنابيب، ومع ذلك، بعد الانتهاء من المعايرة، يجب تشغيل عملية تتبع الحافة الأوتوماتيكية ويمكن إكمالها بالنقر على "البحث عن الحافة" على مقبض جهاز التحكم عن بُعد.
بعد الانتهاء من عملية التتبع التلقائي للحافة، انقر فوق "حفظ مركز التدوير" في البرنامج لتسجيل موضع المركز، كما هو موضح في الشكل 5-1.

الشكل 5-1 سجل مركز الدوران
انقر فوق OPEN لتحديد الرسم البياني المراد فتحه ويدعم أنبوب Cyp ملفات ثلاثية الأبعاد في شكل IGS. يجب تحديد اتجاه الشد المناسب عند فتح الرسم البياني وتحديد خط محيط الجدار الخارجي، كما هو موضح في الشكل 5-2.

الشكل 5-2 تحديد اتجاه الشد المناسب
ضمن علامة تبويب الصفحة الرئيسية، انقر فوق الصفحة الرئيسية المرجع وحدد موضع التوقف المناسب في مربع الحوار ويوصى بتحديد الطرف الأبعد أو الأقرب، كما هو موضح في الشكل 5-3.

الشكل 5-3 اختيار موضع التوقف المناسب
تتشابه العمليات الأخرى مع تلك الخاصة بالجزء من معالجة الصفائح المعدنية ويرجى الرجوع إلى القسم 4.4.
بالنسبة للتركيب والتشغيل، يُقترح بشدة أن يأتي موظفو التشغيل إلى المصنع للتعلم أو طلب المساعدة إلى مصنعك من موظفي خدمة العملاء في شركتنا.
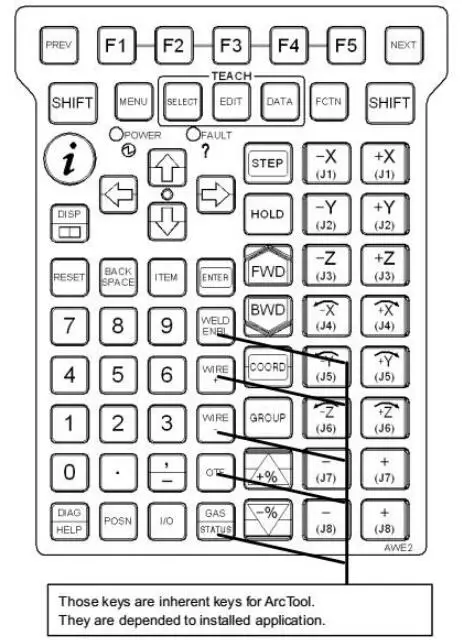
مفاتيح قلادة التعليم

الشكل 6-1 مفتاح قلادة التدريس
الشكل 6-2 مفتاح تبديل مفتاح قلادة التدريس
F1، F2، F3، F3، F4، F5: يُستخدم مفتاح الوظيفة لتحديد قائمة مفاتيح الوظائف في السطر الأخير من الصورة.
NEXT: يُستخدم مفتاح الصفحة لتحويل قائمة مفاتيح الوظائف إلى الصفحة التالية.
MENU: يُستخدم مفتاح القائمة لعرض قائمة الصور.
FCTN: يُستخدم المفتاح الإضافي لعرض القوائم الإضافية.
اختر: يتم استخدام مفتاح نظرة عامة لعرض صورة النظرة العامة للبرنامج.
تحرير: يُستخدم مفتاح التحرير لعرض صورة تحرير البرنامج.
البيانات: يُستخدم مفتاح البيانات لعرض صورة البيانات.
الأداة: يتم استخدام مفتاحي الأداة 1 والأداة 2 لعرض صور الأداة 1 والأداة 2.
الإعداد: يُستخدم مفتاح الإعداد لعرض صورة الإعداد.
الحالة: يُستخدم مفتاح عرض الحالة لعرض صورة الحالة.
الإدخال/الإخراج: يتم استخدام الإدخال/الإخراج لعرض صورة الإدخال/الإخراج.
POSN: يُستخدم مفتاح عرض الموضع لعرض الموضع الحالي للصورة.
نقل صورة كائن العملية: نقل صورة كائن العملية.
DIAG/HELP: الانتقال إلى صورة المطالبة عند الضغط بمفردها. الانتقال إلى صورة التنبيه عند الضغط مع SHIFT.
COORD: أنواع تبديل نظام الإحداثيات اليدوي، يمكن تشغيل المفاتيح التالية بدورها: مفصل، يدوي، عالمي، عالمي، أداة، مستخدم، مفصل.
FWD/BWDD: يمكنه بدء تشغيل البرنامج عند الضغط مع SHIFT في نفس الوقت (للأمام/الخلف).
HOLD: يُستخدم لمقاطعة تنفيذ البرنامج.
الخطوة: يتم استخدامه لاختبار تبديل التشغيل المتقطع والتشغيل المستمر في عملية التشغيل.
PREV: يُستخدم مفتاح العودة لعرض حالة العودة إلى حالة الشد.
لن يعود إلى عرض الحالة لحالة الشد السابقة في ظل بعض الظروف حسب العملية.
BACKSPACE: يُستخدم مفتاح الإلغاء لحذف حرف أو رقمي قبل موضع المؤشر.
عرض حالة عرض قلادة التعليم

الشكل 6-3 عرض حالة قلادة التعليم المعلقة
المعالجة: تمثل أن الروبوت يقوم بعملية معينة.
القسم الفردي: يمثل أنه في وضع تشغيل التشغيل الفردي. إيقاف مؤقت: يمثل أنه تم الضغط على مفتاح HOLD أو تم إدخال إشارة HOLD. غير طبيعي: يمثل وجود حالة غير طبيعية.
التنفيذ: يمثل أن البرنامج في حالة التنفيذ. I/0: هو الصمام الملازم للبرنامج التطبيقي.
التشغيل: هو الصمام الملازم لبرنامج التطبيق.
اختبار التشغيل: هو الصمام الملازم لبرنامج التطبيق.
الشكل 6-4 صورة عامة للبرنامج

الشكل 6-5 شاشة تحرير البرنامج
يتم التمييز بين البرامج المختلفة بناءً على أسماء البرامج المختلفة، والتي يصل طولها إلى 1-8 بايت ويجب أن تكون فريدة من نوعها.
يمكن استخدام الأرقام، والأحرف الإنجليزية الكبيرة والصغيرة بالإضافة إلى التسطير كأسماء برامج، بينما لا يتم دعم رموز مثل @ و ¥ و % و #.
يجب تسمية البرامج بطريقة يمكن أن تشير إلى أغراض البرامج ووظائفها.
على سبيل المثال، يمكن تسمية برنامج ليزر النار الثابتة باسم "DIANSHE" (الحروف الهجائية الصوتية الصينية لـ "النار الثابتة")، لذلك يمكن معرفة الوظيفة العامة لهذا البرنامج بسرعة في عملية الاستخدام المستقبلية.
لا يجوز استخدام الأسماء أدناه كأسماء برامج:
كوم 1، كوم 2، كوم 3، كوم 4، كوم 4...... con,prn,aux,nul ......
LPT1، LPT2، LPT3......
يجب تسمية البرامج المعتمدة مع RSRR بصيغة "RSRnnnnnn"، حيث يشير "nnnnn" إلى 4 أرقام، مثل RSR0001. وإلا فلن يعمل البرنامج.
يمكن للروبوت تنفيذ 4 أنواع من الإجراءات: 1. الإجراء المشترك J: نوع من الإجراءات المشتركة التي تستثني التحكم في المسار أو التحكم في الوضعية. 2. إجراء خطي L: نوع من الإجراءات الخطية التي تتضمن حركة دورانية وتنفذ التحكم في المسار أو التحكم الوضعي. 3. ج حركة دائرية: نوع من الحركة الدائرية. 4. ج حركة دائرية.
العمل المشترك J
الحركة هي طريقة الحركة الأساسية لنقل الروبوت إلى موقع محدد.
سوف يتسارع الروبوت على طول جميع المحاور في نفس الوقت، ويتحرك بسرعة التعليم ثم يتوقف بعد التباطؤ.
عادةً ما تكون مسارات الحركة غير خطية، وسيتم تسجيل نوع الحركة عند تدريس نقطة النهاية، وتكون أوضاع الأداة غير منضبطة في الحركة.

الشكل 6-6 العمل المشترك
1: ي ص [1] 1001 ت 3 ت 3 ت غرامة
2: ياء P[2] 70% غرامة
الحركة الخطية L
الإجراء الخطي، كنوع من طريقة الحركة، يعني أن مسار الحركة من نقطة بداية الإجراء إلى نقطة نهاية الإجراء يتم التحكم فيه في وضع خطي، وسيتم تسجيل نوع الإجراء عند تدريس نقطة النهاية.
سيتم التحكم في وضعيات الأداة في الحركة بعد أن يتم التحكم في وضعيات الأداة في الحركة بعد أن يتم تقسيمها عند نقطة البداية ونقطة الهدف.

الشكل 6-7 العمل الخطي
1: ي ص [1] 1001 ت 3 ت 3 ت غرامة
2: L P [2] 500 مم/ثانية غرامة 500 مم/ثانية
الإجراء الدائري ج
الحركة الدائرية، كنوع من طرق الحركة، تعني أنه سيتم التحكم في مسار حركة نقطة مركز الأداة في وضع دائري من نقطة بداية الحركة إلى نقطة النهاية عبر نقطة المسار.
سيوفر التعليم لنقطة المسار ونقطة الهدف في تعليمات واحدة، وسيتحكم في أوضاع الأداة في الحركة بعد تقسيم الأوضاع عند نقطة البداية ونقطة المسار ونقطة الهدف.

الشكل 6-8 العمل الدائري
1:J P[1] 100% FINE
2 :ج ص[2]
ص [3] 500 مم/ثانية غرامة 500 مم/ثانية
ج عمل دائري أ
بموجب تعليمات الحركة الدائرية، يجب تعليم موضعين، أي نقطة المسار ونقطة النهاية، في سطر واحد، بينما بموجب تعليمات الحركة الدائرية C، يجب تعليم موضع واحد فقط في سطر واحد، وسيتم تنفيذ حركة دائرية عندما يتم ربط الأقواس الدائرية التي تم إنشاؤها بواسطة 3 تعليمات حركة دائرية C متواصلة.
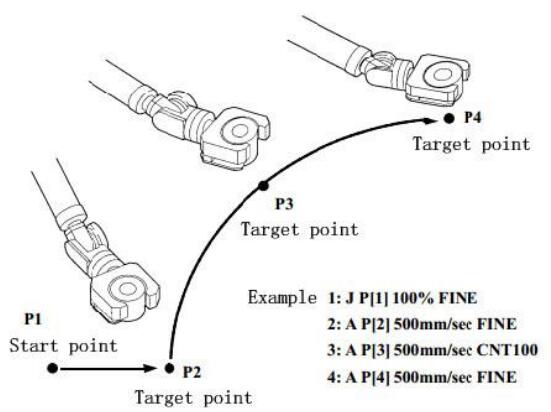
الشكل 6-9 ج- العمل الدائري
1: ي ص [1] 1001 ت 3 ت 3 ت غرامة
2: A P[2] 500 مم/ثانية غرامة 500 مم/ثانية
3: A P[3] 500 مم/ثانية CNT100
4: A P[4] 500 مم/ثانية غرامة 500 مم/ثانية
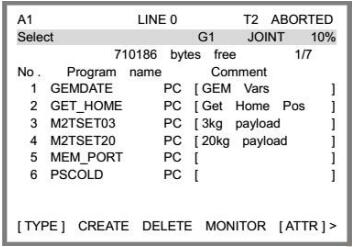
إنشاء البرنامج
اضغط على SELECT، واختر F2 "إنشاء" ثم ستظهر صورة سجل البرنامج.

الشكل 6-10 صورة سجل البرنامج
انقر فوق RSR ثم أدخل اسم ملف جديد، حيث يمكن النقر على "أعلى" و"أسفل" لتحديد إدخال الأحرف الكبيرة والصغيرة. اضغط ENTER بعد إدخال اسم البرنامج.

الشكل 6-11 إنشاء البرنامج
تنفيذ البرنامج
يمكن بدء تشغيل البرنامج بالطرق الثلاث التالية: اضغط SHIFT+FWD/SHIFT+BWD على TP
اضغط على زر البدء في لوحة التشغيل
المعدات الطرفية
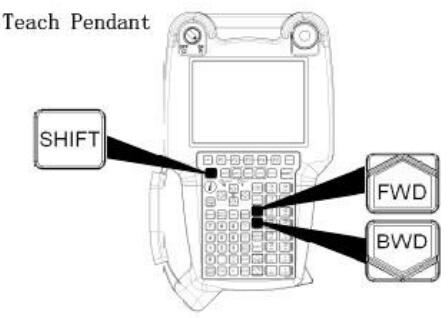
الشكل 6-12 تشغيل TP لبدء البرنامج
نوع الموضع
نوع التموضع الدقيق: وفقًا لنوع تحديد الموضع FINE، سيتوقف الروبوت (يتم وضعه) عند الموضع المستهدف قبل التحرك نحو الموضع المستهدف التالي.
نوع تحديد الموضع CNT: وفقًا لنوع تحديد الموضع CNT، سيتحرك الروبوت بالقرب من الموضع المستهدف ولكنه لن يتوقف عنده. بدلاً من ذلك، سيعمل في الموضع المستهدف التالي.
سيتم تحديد درجة قرب الروبوت من الموضع المستهدف برقم من 0 إلى 100.
في حالة 0، سيتصرف الروبوت في الموضع الأقرب إلى الموضع المستهدف، ولكن لن يتم وضعه في الموضع المستهدف قبل بدء الإجراء التالي.
في حالة 100، لن يتباطأ الروبوت بالقرب من الموضع المستهدف.
بدلاً من ذلك، ستبدأ الإجراءات نحو النقطة التالية من خلال النقطة الأبعد عن الموضع المستهدف.
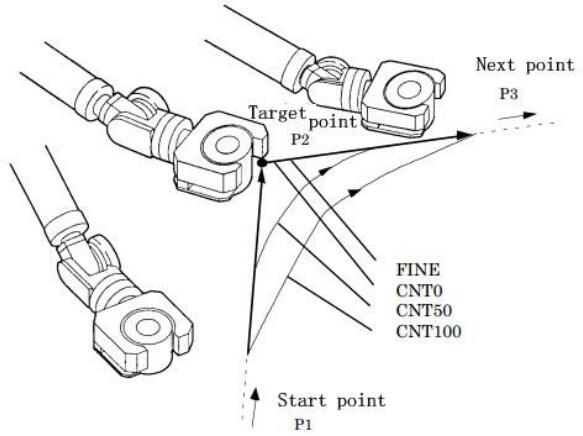
الشكل 6-13 مقارنة بين أنواع تحديد المواقع
لقد قمنا في المقدمة السابقة بتسليط الضوء على النقاط المهمة التي يجب أن تكون على دراية بها. يرجى القراءة بعناية.
فيما يلي نقاط إضافية يجب أخذها في الاعتبار:
يجب إيقاف تشغيل الليزر والبوابة الضوئية عند عدم الاستخدام.
يجب عدم وضع المواد القابلة للاشتعال مثل الورق أو القماش بالقرب من شعاع الليزر دون حماية.
يجب استخدام أسطوانات الغاز ونقلها وفقاً للوائح أسطوانات الغاز.
يجب عدم تعريض أسطوانات الغاز للشمس أو وضعها بالقرب من مصادر الحرارة.
لفتح صمام الأسطوانة، يجب أن يقف موظف التشغيل على جانب فتحة الأسطوانة.
يحظر تمامًا الضغط أو الدوس على خط أنابيب مدخل ومخرج المياه في مبرد المياه للحفاظ على سلاسة دوائر المياه.
عند تفكيك العدسة الموازِنة أو عدسة التركيز، يجب تسجيل العملية، ويجب إيلاء اهتمام خاص لاتجاه تركيب العدسة، والتي يجب ألا يتم تركيبها بشكل غير صحيح.
يمكن لمبردات الماء التي تنتجها شركتنا ضبط درجة حرارة الماء تلقائيًا بناءً على درجة الحرارة والرطوبة، وعمومًا، لا يلزم إجراء أي تغييرات على الإعدادات.
بالنسبة لمصادر الليزر التي تبلغ قدرتها 1000 واط أو أقل، يوصى بتزويد الماء لفترة معينة من الوقت (حوالي 10-20 دقيقة) قبل تشغيل مصدر الليزر. هذا له الفوائد التالية:
إذا كانت درجة الحرارة منخفضة، يمكن أن تزيد درجة حرارة الماء أثناء دورانه، وهو أمر مفيد للتشغيل العادي لمصدر الليزر. إذا كانت الرطوبة عالية، فقد تتكثف إمدادات المياه الأولية داخل الماكينة، ولكن مبرد الماء سوف يتكيف تلقائيًا مع درجة حرارة الماء المناسبة بعد تدويره لفترة معينة من الوقت، مما يزيل التكثيف.
تحتوي مصادر الليزر التي تزيد قدرتها عن 1000 واط على أجهزة مدمجة لإزالة الرطوبة تقلل الرطوبة داخل مصدر الليزر وتخفض نقطة الندى.
تتطلب الشركات المصنعة لجميع مصادر الليزر أن يتم تشغيل مصدر الليزر أولاً، ويجب توفير الماء بعد تشغيل جهاز إزالة الرطوبة لفترة من الوقت.
وفقًا لاختبارات مبردات المياه المختلفة المستخدمة حاليًا، في ظروف التحكم التلقائي في درجة الحرارة، تكون درجة حرارة الماء ذات درجة الحرارة المنخفضة أعلى بحوالي 5 درجات مئوية من نقطة الندى، بينما تكون درجة حرارة الماء ذات درجة الحرارة العالية أعلى بحوالي 10 درجات مئوية من نقطة الندى.
إذا لم يتم تكوين مبرد الماء الخاص بك بالتكوين القياسي لشركتنا أو إذا كنت بحاجة إلى ضبط درجة حرارة الماء بنفسك لأسباب خاصة، فإننا نوصي بضبط درجة حرارة الماء في درجة حرارة الماء المنخفضة لتكون أعلى من نقطة الندى بحوالي 5 درجات مئوية أعلى من نقطة الندى، ودرجة حرارة الماء ذات درجة الحرارة العالية لتكون أعلى من نقطة الندى بحوالي 10 درجات مئوية.
ما هي نقطة الندى وما علاقتها بدرجة الحرارة والرطوبة؟
يشير تكوين الندى إلى ظاهرة التكثف على سطح جسم ما عندما تكون درجة حرارة سطح الجسم أقل من درجة حرارة الهواء المحيط به.
(على سبيل المثال، يوجد ندى على الجزء الخارجي من زجاجة مشروب مأخوذة من الثلاجة، وهو مثال على تكوين الندى. إذا حدث تكوّن الندى داخل مصدر الليزر أو عند ضفيرة الألياف، فقد يتسبب ذلك في تلف لا يمكن إصلاحه).
نقطة الندى هي درجة الحرارة التي يبدأ عندها الندى بالتشكل وترتبط بكل من درجة الحرارة والرطوبة. العلاقة موضحة في الجدول في الصفحة التالية.
على سبيل المثال، إذا كانت درجة الحرارة 25 درجة مئوية والرطوبة 50%، فإن نقطة الندى ستكون 14 ℃ وفقًا للجدول. هذا يعني أنه في بيئة درجة حرارتها 25 درجة مئوية ورطوبتها 50%، يجب أن تكون درجة حرارة الماء في مبرد الماء أعلى من 14 درجة مئوية لمنع تكون الندى على المعدات التي يتم تبريدها.
في هذه الحالة، نوصي بضبط درجة حرارة المياه ذات درجة الحرارة المنخفضة على 19 درجة مئوية ودرجة حرارة المياه ذات درجة الحرارة العالية على 24 درجة مئوية إذا كنت بحاجة إلى ضبطها بنفسك.
ومع ذلك، يمكن أن تتغير نقطة الندى بسهولة، ويمكن أن يتشكل الندى إذا كان هناك إهمال في ضبط درجة حرارة الماء، لذلك يوصى باستخدام مبرد الماء في وضع التحكم التلقائي في درجة الحرارة، أي لا تغير أي إعدادات على مبرد الماء.
أفضل الظروف لتشغيل الماكينة هي في بيئة ذات درجة حرارة ورطوبة ثابتة.
إذا كانت درجة الحرارة في البيئة التي توجد بها المعدات أقل من 0 ℃، يوصى بتشغيل مبرد الماء بشكل مستمر.
وبخلاف ذلك، يجب تصريف المياه الموجودة في مبرد الماء ومصدر الليزر ورأس القطع بالليزر وخط الأنابيب بالكامل بعد إيقاف تشغيل المعدات لحماية المكونات من التلف بسبب التجمد.
يمكن تجهيز مبرد الماء ومصدر الليزر بأجهزة التحكم في درجة الحرارة، في حين أن الماء في رأس القطع بالليزر وخط الأنابيب، الذي يصعب تجهيزه بأجهزة التحكم في درجة الحرارة، يجب أن يتم تصريفه.
جدول مقارنة بين درجة الحرارة المحيطة والرطوبة النسبية ونقطة الندى
| الرطوبة النسبية Ψ (%) | 95 | 90 | 85 | 80 | 75 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| درجة الحرارة المحيطة تا (℃) | نقطة الندى Td (℃) | |||||||||||||
| 10 | 9.2 | 8.4 | 7.6 | 6.7 | 5.8 | 4.8 | 3.6 | 2.5 | 1.5 | 0 | -1.3 | -0.3 | -5 | -7 |
| 11 | 10.2 | 9.4 | 8.6 | 7.7 | 6.7 | 5.8 | 4.8 | 3.5 | 2.5 | 1 | -0.5 | -2 | -4 | -6.5 |
| 12 | 11.2 | 10.9 | 9.5 | 8.7 | 7.7 | 6.7 | 5.5 | 4.4 | 3.3 | 2 | 0.5 | -1 | -3 | -5 |
| 13 | 12.2 | 11.4 | 10.5 | 9.6 | 8.7 | 7.7 | 6.6 | 5.3 | 4.1 | 2.8 | 1.4 | -0.2 | -2 | -4.5 |
| 14 | 13.2 | 12.4 | 11.5 | 10.6 | 9.6 | 8.6 | 7.5 | 6.4 | 5.1 | 3.5 | 2.2 | 0.7 | -1 | -3.2 |
| 15 | 14.2 | 13.4 | 12.5 | 11.6 | 10.6 | 9.6 | 8.4 | 7.3 | 6 | 4.6 | 3.1 | 1.5 | -0.3 | -2.3 |
| 16 | 15.2 | 14.3 | 13.4 | 12.6 | 11.6 | 10.6 | 9.5 | 8.3 | 7 | 5.6 | 4 | 2.4 | 0.5 | -1.3 |
| 17 | 16.2 | 15.3 | 14.5 | 13.5 | 12.5 | 11.5 | 10.2 | 9.2 | 8 | 6.5 | 5 | 3.2 | 1.5 | -0.5 |
| 18 | 17.2 | 16.4 | 15.4 | 14.5 | 13.5 | 12.5 | 11.3 | 10.2 | 9 | 7.4 | 5.8 | 4 | 2.3 | 0.2 |
| 19 | 18.2 | 17.3 | 16.5 | 15.4 | 14.5 | 13.4 | 12.2 | 11 | 9.8 | 8.4 | 6.8 | 5 | 3.2 | 1 |
| 20 | 19.2 | 18.3 | 17.4 | 16.5 | 15.4 | 14.4 | 13.2 | 12 | 10.7 | 9.4 | 7.8 | 6 | 4 | 2 |
| 21 | 20.2 | 19.3 | 18.4 | 17.4 | 16.4 | 15.3 | 14.2 | 12.9 | 11.7 | 10.2 | 8.6 | 7 | 5 | 2.8 |
| 22 | 21.2 | 20.3 | 19.4 | 18.4 | 17.3 | 16.3 | 15.2 | 13.8 | 12.5 | 11 | 9.5 | 7.8 | 5.8 | 3.5 |
| 23 | 22.2 | 21.3 | 20.4 | 19.4 | 18.4 | 17.3 | 16.2 | 14.8 | 13.5 | 12 | 10.4 | 8.7 | 6.8 | 4.4 |
| 24 | 23.1 | 22.3 | 21.4 | 20.4 | 19.3 | 18.2 | 17 | 15.8 | 14.5 | 13 | 11.4 | 9.7 | 7.7 | 5.3 |
| 25 | 23.9 | 23.2 | 22.3 | 21.3 | 20.3 | 19.1 | 18 | 16.8 | 15.4 | 14 | 12.3 | 10.5 | 8.6 | 6.2 |
| 26 | 25.1 | 24.2 | 23.3 | 22.3 | 21.2 | 20.1 | 19 | 17.7 | 16.3 | 14.8 | 13.2 | 11.4 | 9.4 | 7 |
| 27 | 26.1 | 25.2 | 24.3 | 23.2 | 22.2 | 21.1 | 19.9 | 18.7 | 17.3 | 15.8 | 14 | 12.2 | 10.3 | 8 |
| 28 | 27.1 | 26.2 | 25.2 | 24.2 | 23.1 | 22 | 20.9 | 19.6 | 18.1 | 16.7 | 15 | 13.2 | 11.2 | 8.8 |
| 29 | 28.1 | 27.2 | 26.2 | 25.2 | 24.1 | 23 | 21.3 | 20.5 | 19.2 | 17.6 | 15.9 | 14 | 12 | 9.7 |
| 30 | 29.1 | 28.2 | 27.2 | 26.2 | 25.1 | 23.9 | 22.8 | 21.4 | 20 | 18.5 | 16.8 | 15 | 12.9 | 10.5 |
| 31 | 30.1 | 29.2 | 28.2 | 26.9 | 26 | 24.8 | 23.7 | 22.4 | 20.9 | 19.4 | 17.8 | 15.9 | 13.7 | 11.4 |
| 32 | 31.1 | 30.1 | 29.2 | 28.1 | 27 | 25.8 | 24.6 | 23.3 | 21.9 | 20.3 | 18.6 | 16.8 | 14.7 | 12.2 |
| 33 | 32.1 | 31.1 | 30.1 | 29 | 28 | 26.8 | 25.6 | 24.2 | 22.9 | 21.3 | 19.6 | 17.6 | 15.6 | 13 |
| 34 | 33.1 | 32.1 | 31.1 | 29.5 | 29 | 27.7 | 26.5 | 25.2 | 23.8 | 22.2 | 20.5 | 18.6 | 16.5 | 13.9 |
| 35 | 34.1 | 33.1 | 32.1 | 31 | 29.9 | 28.7 | 27.5 | 26.2 | 24.6 | 23.1 | 21.4 | 19.5 | 17.4 | 14.9 |
| 36 | 35.18 | 34.05 | 33.1 | 32 | 30.9 | 29.7 | 28.4 | 27 | 25.7 | 24 | 22.2 | 20.3 | 18.1 | 15.7 |
| 37 | 36.2 | 35.2 | 34.05 | 33 | 31.8 | 30.7 | 29.5 | 27.9 | 26.5 | 24.9 | 23.2 | 21.2 | 19.2 | 16.6 |
| 38 | 36.95 | 36 | 35.06 | 33.9 | 32.7 | 31.5 | 30.3 | 28.9 | 27.4 | 25.8 | 23.9 | 22 | 19.9 | 17.5 |
| 39 | 36.8 | 36.2 | 34.9 | 33.8 | 32.5 | 31.2 | 29.8 | 28.3 | 26.6 | 24.9 | 23 | 20.8 | 18.1 | |
| 40 | 36.8 | 35.8 | 34.7 | 33.5 | 32.1 | 30.7 | 29.2 | 27.6 | 25.8 | 23.8 | 21.6 | 19.2 | ||
لضمان التشغيل العادي لماكينة القطع بالليزر، يلزم إجراء صيانة يومية.
نظرًا لأن أداة الماكينة بأكملها تتكون من مكونات دقيقة للغاية، يجب توخي الحذر أثناء الصيانة الروتينية، ويجب اتباع جميع إجراءات تشغيل وصيانة كل جزء بدقة.
بالإضافة إلى ذلك، يجب إجراء الصيانة من قبل موظفين معينين ويحظر التعامل الخشن لمنع تلف المكونات.
المعايير العامة
يتطلب الحفاظ على جودة أداة الماكينة استخدام مواد التشحيم الأكثر ملاءمة للتشحيم الاحترافي لتجنب المشاكل التشغيلية وعواقبها.
قبل البدء في التشغيل، يجب تشحيم أداة الماكينة جيدًا وفقًا لتعليمات التشحيم.
إذا لم يتم استخدام أداة الماكينة لفترة طويلة من الوقت (مثل أثناء الشحن البحري)، يجب فحص حالة التشحيم لأداة الماكينة بأكملها.
يجب ألا يتم فتح فتحة تعبئة الزيت ومخرج التفريغ بعد الوقت المحدد ويجب الحفاظ على نظافتها.
يجب استخدام القماش الخالي من الألياف فقط لمسح أخاديد الزيت ونقاط التشحيم. يجب عدم استخدام نفايات الصوف أو الكيروسين أو البنزين.
وبدلاً من ذلك، يجب استخدام زيت تشحيم العمود الرئيسي ذو الحالة السائلة الرقيقة ("زيت التشحيم النفاث").
الاصطناعية زيت التشحيم يجب عدم خلطه بالزيت المعدني أو الزيت الاصطناعي من الشركات المصنعة الأخرى، بما في ذلك الزيت الاصطناعي الذي يتمتع بالخصائص نفسها من الشركات المصنعة الأخرى.
يجب تصريف زيت النفايات فقط عندما يكون التوربين في حالة الإحماء.
يجب إيلاء اهتمام خاص للتخلص الآمن من نفايات الزيوت.
التنظيف: يجب تنظيف المعدات بأكملها بشكل كامل على فترات زمنية محددة. يمكن فرك الأوساخ أو إزالتها باستخدام مكنسة كهربائية صناعية.
إشعار السلامة: يجب إيقاف تشغيل أداة الماكينة باستخدام المفتاح الرئيسي أثناء الصيانة ويجب اتباع متطلبات السلامة بدقة لتجنب الحوادث.
فيما يلي قائمة بقطع غيار الصيانة الشائعة التي يجب على المستخدمين إعدادها:
صيانة التوجيه وصيانة المعدات الطرفية وخدمتها
يُرجى الرجوع إلى تعليمات التشغيل المقابلة لصيانة توجيه ماكينة تبريد المياه ومصدر الليزر والمعدات الطرفية الأخرى، وما يلي مجرد وصف عام.
1) صيانة وخدمة مبرد المياه
تم تقديم معلومات الصيانة والخدمة الخاصة بمبرد الماء في وقت سابق ولن يتم تكرارها هنا. من المهم إجراء الصيانة الروتينية على جميع أنواع مبردات المياه وفقًا لتعليمات الصيانة المقابلة. يمكن استخدام تعليمات الصيانة التالية لمبرد مياه محدد كمرجع.
| فترة الصيانة | محتوى الصيانة | الهدف من الصيانة |
|---|---|---|
| كل يوم | 1. تحقق مما إذا كانت درجة حرارة آلة تبريد الماء مضبوطة بشكل طبيعي (ضبط درجة الحرارة 20 ± 1 ℃) | تأكد من أن درجة حرارة مياه التبريد المزودة لليزر طبيعية |
| 2. تحقق مما إذا كان ختم دائرة المياه لآلة تبريد المياه، ودرجة حرارة الماء وضغط المياه يلبي المتطلبات | التأكد من التشغيل العادي للمعدات ومنع تسرب المياه | |
| 3. الحفاظ على بيئة عمل ماكينة تبريد المياه جافة ونظيفة ومفتوحة الهواء | القيام بعمل جيد للتشغيل الممتاز لماكينة تبريد الماء | |
| كل شهر | 1. يجب إزالة الأوساخ الموجودة على سطح آلة تبريد الماء بمنظف معتدل أو صابون عالي الجودة بدلاً من البنزين أو الأحماض أو المسحوق الكاشطة أو الفرشاة الفولاذية أو الماء الساخن | حافظ على سطح آلة تبريد الماء نظيفاً |
| 2. تحقق مما إذا كان المكثف مسدوداً بالأوساخ وقم بإزالة الأوساخ الموجودة على المكثف بالهواء المضغوط أو الفرشاة. | ضمان التشغيل العادي للمكثف | |
| 3. نظف شبكة فلتر الهواء: 3.1 افتح لوحة الوحدة التي تحمل شبكة مرشح الهواء، واسحبها لأعلى واسحبها للخارج. 3.2 يمكن إزالة الغبار الموجود على شبكة الفلتر باستخدام المكنسة الكهربائية ومسدس الهواء والفرشاة. يجب رج شبكة المرشح لتجف قبل إعادة تركيبها إذا كانت رطبة بعد التنظيف. 3.3 فترة التنظيف: مرة كل أسبوعين. يرجى التنظيف من حين لآخر في حالة وجود أوساخ خطيرة. | منع سوء تبديد الحرارة من أن يؤدي إلى سوء التبريد وحرق مضخة المياه والضاغط | |
| 4. التحقق من جودة المياه في خزان المياه ومتابعتها | جودة المياه الجيدة فقط هي التي يمكن أن تضمن التشغيل الطبيعي لليزر | |
| 5. تحقق مما إذا كانت هناك ظاهرة تسرب المياه في خط أنابيب آلة تبريد المياه. | تأكد من خلو ماكينة تبريد المياه من ظاهرة تسرب المياه | |
| كل 3 أشهر | 1. افحص المكونات الكهربائية (مثل المفاتيح الكهربائية وأطراف التوصيل) وامسحها بقطعة قماش | الحفاظ على نظافة سطح الأجزاء الكهربائية لآلة تبريد الماء من أجل إطالة عمر الخدمة |
| 2. استبدل الماء الدائر (الماء المقطر) واغسل خزان الماء وشبكة الفلتر المعدنية. وفي حالة تجهيز ليزر ROFIN، يمكن استبدال ماء التبريد كل نصف عام بعد إضافة مثبط التآكل؛ وفي حالة تجهيز ليزر PRC، يمكن استبدال ماء التبريد كل نصف عام بعد إضافة البروبيلين جليكول. | ضمان التشغيل العادي لليزر | |
| ★★★★★ ملاحظات: يجب القيام بما يلي في حالة التوقف لفترة طويلة: a. ضع ماكينة تبريد المياه وأنابيب المياه في مكان بعيد عن الغبار. b. اسحب خط الطاقة بعيدًا عن المقبس وامسحه; c. اغسل جسم الوحدة: منع تناثر الماء على المكونات الإلكترونية عند غسل جسم الوحدة من الداخل; d. صفي جميع المياه في الليزر ورأس القطع ومبرد الماء. | ||
2) صيانة وخدمة ضفيرة الليزر والألياف الضفيرة
للحفاظ على عمل ماكينة القطع بالليزر بشكل طبيعي وإنتاج عمليات قطع عالية الجودة، من المهم فحص مصدر الليزر وصيانته بانتظام، وهو المعدات الرئيسية للماكينة. يتطلب مصدر الليزر الحد الأدنى من الصيانة، وتشمل المهام اليومية مراقبة مياه التبريد والجهد الكهربائي بحثًا عن أي خلل. في حالة ملاحظة أي مشاكل، يُرجى الاتصال بالشركة المصنعة للحصول على المساعدة.
صيانة العدسة وخدمتها
من أجل الحفاظ على وحدة التمركز السفلية لماكينة القطع بالليزر خالية من الدخان والتلوث بالغبار، يوصى بتنظيف عدسة الحماية مرة واحدة يوميًا قبل بدء العمل. للقيام بذلك، قم بفك مسامير درج عدسة الحماية تمامًا، ثم اسحب الدرج بعناية باستخدام الإبهام والسبابة مع الإمساك بجانبي صندوق الدرج مع الحرص على عدم فقدان حلقات الإغلاق في أعلى الدرج وأسفله.
بعد ذلك، قم بتغطية فوهة الدرج بورق صمغ لحماية عدسة التركيز من الغبار. عدسة الحماية عبارة عن مرآة مسطحة ويمكن إزالة حلقات الختم والعدسة بالضغط على العدسة. أثناء التثبيت، تأكد من وضع العدسة قبل الضغط على حلقات الختم في مكانها.
توجد عدسة الموازاة وعدسة التركيز البؤري داخل رأس قطع الألياف، لذلك إذا كانت هناك حاجة إلى تفكيكها، تأكد من تسجيل تسلسل التفكيك لضمان إعادة التجميع بدقة.
(1) إرشادات لاستخدام العدسات
لتجنب الخدوش أو التآكل، لا تلمس الأسطح البصرية لعدسة التركيز وعدسة الحماية ورأس QBH بيديك العاريتين.
في حالة وجود أي شحوم أو غبار على أسطح العدسات، قم بتنظيفها على الفور حيث يمكن أن يؤثر ذلك على أدائها بشكل خطير.
يحظر تمامًا غسل أسطح العدسات البصرية بالماء أو بخلاصة المنظفات لأن أسطح العدسات تحتوي على طبقة غشائية خاصة يمكن أن تتلف إذا تم غسلها.
لا تقم بتخزين العدسات في مكان رطب، فقد يتسبب ذلك في تقادم أسطح العدسات.
عند تركيب أو استبدال العاكس، أو عدسة التركيز، أو عدسة الحماية، لا تضغط بشكل مفرط لأن ذلك قد يسبب تشوهًا ويؤثر سلبًا على جودة شعاع الضوء.
(2) إجراءات تركيب العدسات البصرية أو استبدالها
ارتدِ ملابس نظيفة، واغسل يديك بالصابون أو المنظف، وارتدِ قفازات بيضاء خفيفة ورقيقة ونظيفة قبل تركيب العدسات أو استبدالها.
لا تلمس العدسات بأي جزء من يدك.
أمسك العدسات من الجانب وتجنب التلامس المباشر مع أسطح الطلاء.
عند تجميع العدسات، لا تنفخ عليها بفمك. ضع العدسات على منضدة نظيفة مع وضع عدة قطع من الورق الاحترافي للعدسات تحتها لإبقائها ثابتة.
تعامل مع العدسات بحذر لتجنب إصابتها بكدمات أو سقوطها ولا تستخدم القوة على أسطح الطلاء.
تأكد من أن القواعد التي تم تركيب العدسات فيها نظيفة وخالية من الغبار والأوساخ باستخدام مسدس هواء نظيف.
عند تركيب العدسات في القواعد، تجنب استخدام القوة المفرطة لمنع التشوه والتأثير سلبًا على جودة شعاع الضوء.
(3) خطوات تنظيف العدسة
تختلف طريقة التنظيف حسب العدسة.
بالنسبة للعدسات ذات السطح المسطح وبدون قاعدة، استخدم ورق العدسات لتنظيفها. بالنسبة للعدسات ذات السطح المنحني أو القاعدة، استخدم قطعة قطن. الخطوات كالتالي:
لتنظيف العدسة بورق العدسة: أولاً، قم أولاً بنفخ أي غبار على سطح العدسة بمسدس هواء نظيف. بعد ذلك، نظّف السطح بالكحول أو بورق العدسة. عند استخدام ورق العدسة، تأكد من وضع الجانب الساطع والنظيف من الورق على سطح العدسة، وأضف 2-3 قطرات من الكحول عالي النقاء أو الأسيتون، واسحب ورق العدسة أفقيًا نحو المشغل. كرر هذه العملية عدة مرات حتى يصبح سطح العدسة نظيفًا. لا تضغط على ورق العدسة لتجنب الخدوش. إذا كان سطح العدسة متسخًا جدًا، قم بطي ورق العدسة 2-3 مرات وكرر العملية حتى يصبح سطح العدسة نظيفًا. يحظر سحب ورق العدسة الجاف على سطح العدسة.
لتنظيف العدسة باستخدام مسحة قطنية: أولاً، قم بنفخ أي غبار على السطح باستخدام مسدس هواء، ثم قم بإزالة الأوساخ باستخدام مسحة قطنية نظيفة. استخدم مسحة قطنية جديدة مبللة بالكحول عالي النقاء أو الأسيتون لغسل العدسة عن طريق عمل حركات دائرية من مركز العدسة إلى محيطها. استبدل قطعة القطن بأخرى نظيفة عند غسل محيط العدسة. كرر هذه العملية حتى تصبح العدسة نظيفة.
راقب العدسة المغسولة للتأكد من عدم وجود أوساخ أو بقع على سطحها. قم بتركيب العدسة المغسولة في القاعدة وفقاً للطريقة الموضحة أعلاه.
لا تستخدم أعواد قطنية مستعملة في هذه العملية. إذا كان من الصعب إزالة الرقائق على سطح العدسة، قم بنفخ السطح بمنفاخ هواء مطاطي. قم بتنظيف كلا الجانبين وتحقق مرة أخرى للتأكد من عدم وجود بقايا مثل المنظفات أو البليد، أو المواد الغريبة أو الشوائب.
يجب عدم تعريض العدسة للهواء بعد التنظيف. يجب تركيبها على الفور أو تخزينها مؤقتاً في حاوية نظيفة محكمة الغلق.
(4) تخزين العدسة البصرية
يمكن أن يحافظ التخزين السليم للعدسات البصرية على جودتها الجيدة. يجب أن تتراوح درجة حرارة بيئة التخزين بين 10-30 درجة مئوية، ويجب ألا يتم تخزين العدسات في غرفة التجميد أو في بيئة مماثلة، حيث يمكن أن يتسبب ذلك في حدوث تكاثف وصقيع يمكن أن يتلف العدسة بسهولة. يجب ألا تتجاوز درجة حرارة بيئة التخزين 30 درجة مئوية، حيث يمكن أن يؤثر ذلك على طبقة الطلاء على سطح العدسة.
يجب تخزين العدسة في صندوق في بيئة غير اهتزازية، حيث يمكن أن يؤدي الاهتزاز إلى تشويه العدسة بسهولة والتأثير على أدائها.
(5) استبدال مكونات التآكل السريع
إن الفوهة الموجودة في الجزء السفلي من رأس القطع معرضة للتلف بسبب ظروف الخدمة القاسية، ويمكن فكها بالبراغي لاستبدالها بأخرى جديدة. بعد الاستبدال، من الضروري إعادة ربطها بالبراغي وإجراء معايرة أخرى للسعة.
إذا كان يتم استبدال مجموعة جسم سيراميك جديدة، فيجب محاذاة ركيزتي المقياس مع فتحات تحديد موقع المقعد الحثي، ويجب وضع جسم السيراميك بشكل مسطح ومستقيم قبل إحكام ربط التثبيت الحلقات، ويجب أن تكون الفوهة مشدودة عند ضغط جسم السيراميك.
قد يؤدي عدم الوفاء بمتطلبات التركيب هذه إلى تلف أجزاء وحدة المقعد الاستقرائي وإعاقة التشغيل العادي للنظام.
الصيانة والخدمة عند وقوف السيارات لفترات طويلة
في حالة عدم استخدام أداة الماكينة لفترة طويلة من الزمن، يوصى بوضع الشحوم على جميع المكونات المتحركة لأداة الماكينة وتغليفها بورق مضاد للتآكل.
افحص بانتظام بحثاً عن تكوّن الصدأ على الأجزاء الأخرى وقم بإجراء إزالة الصدأ ومعالجة مقاومة الصدأ حسب الحاجة. يمكن أيضاً إضافة أغطية واقية من الغبار لمنع تكوّن الصدأ.
لتشحيم حامل التروس، قم بتنظيفه باستخدام مضاد للصدأ عامل مثل WD-40 ثم قم بتشحيمه بالتساوي باستخدام شحم بخاخ يدوي مثل Dinosaur 192.
لتشحيم سكة الانزلاق الخطية، استخدم مسدس تشحيم (مثل R-301) لحقن شحم قاعدة الليثيوم (مثل MP-3) في مقعد التشحيم المركزي. إذا لم يتم تشحيم سكة الانزلاق الخطية بشكل صحيح، سيزداد الاحتكاك في الأجزاء الدوارة مما يؤدي إلى انخفاض العمر الافتراضي.
إن شحم التشحيم الموصى به للقضيب المنزلق الخطي وسلسلة العجلة المسننة هو شحم قاعدة الليثيوم، مثل شحم قاعدة الليثيوم Jinguan Lithium Base Plase MP-3، والذي يجب حقنه في الكتلة المنزلقة باستخدام مسدس تشحيم.
لاحظ أن المجرى التوجيهي الخطي محكم الغلق بغطاء مقاوم للغبار، لذا قبل حقن الشحوم بمسدس الشحوم، يجب فتح خوار الغطاء المقاوم للغبار.
تحليل المشاكل الشائعة وفحصها
| موضع الإنذار | اسم الإنذار | سبب الإنذار وطريقة الفحص |
|---|---|---|
| إنذار المتابعين | تناقص السعة | 1. فشل تركيب الفوهة. |
| 2. حلقة السيراميك مفكوكة | ||
| 3. يوجد خطأ ما في الاتصال | ||
| سعة كبيرة | هناك خطأ ما في المعايرة، والتي يجب إجراؤها مرة أخرى | |
| إنذار مؤازر | 1. مؤازرة المحور Z ليست في وضع التشغيل | |
| 2. يوجد خطأ ما في توصيل المؤازرة، ويرجى فحص جميع مقابس المؤازرة. | ||
| تم الوصول إلى الحد Z+ الحد | يتم تشغيل Z+الحد الأقصى | |
| Z- سعة كبيرة | يتم تشغيل الحد Z- الحد | |
| مهلة الاتصال | 1. كابل الشبكة غير متصل بشكل جيد | |
| 2. تتم إعادة تعيين IP لجهاز ضبط الارتفاع. | ||
| 3 جهاز ضبط الارتفاع غير موجود في وضع التشغيل | ||
| إنذار مؤازر | رمز الإنذار 910, 710, 720 | 1. لم يتم تشغيل المؤازر |
| 2. يوجد خطأ ما في وصلة المؤازرة، ويرجى فحص جميع مقابس المؤازرة. | ||
| الحد من الإنذار | Y+ الحد | 1. يتم تشغيل الحد. |
| حد Y-محدودية | 2. يتم لمس الحد بشيء ما | |
| حد X+س | 3. هناك خطأ ما في الحد الذي يجب استبداله | |
| س- الحد | 4. هناك خطأ ما في لوحة الدبابيس | |
| تصبح آثار القطع أسوأ فجأة. | 1. لا يتم إجراء أي معايرة بعد استبدال المواد | |
| 2. الفوهة غير واضحة أو تالفة | ||
| 3. ضغط الغاز المساعد غير كافٍ | ||
| 4. العدسة ملوثة أو تالفة |
من أجل ضمان سلاسة معالجة خدمة ما بعد البيع، سنقوم بالإعلانات التالية:
تحتفظ شركتنا بالحق في إجراء تغييرات على مواصفات المنتج واسمه دون إشعار مسبق للعميل، طالما أن ذلك لا يؤثر على أداء الماكينة.
يُرجى ملاحظة أن شركتنا مسؤولة فقط عن جودة وأداء الماكينة التي نبيعها، ولسنا مسؤولين عن أي التزامات أو مسؤوليات غير مباشرة.
ضمان المعدات: 3 سنوات
تمتد كفالة المعدات لمدة 3 سنوات، محسوبة من تاريخ الإنتاج الموضح على لوحة اسم الماكينة. تفاصيل الضمان هي كما يلي:
ملاحظة: يتم احتساب ضمان وحدة الليزر من تاريخ الإنتاج الموضح على بطاقة وحدة الليزر.
لا يغطي الضمان الأجزاء القابلة للاستهلاك، مثل المرايا الزجاجية والأحزمة والمفاتيح وفوهات الغاز والأرجل/العجلات والمفاتيح/ألواح الضغط.
الضمان للأجهزة الطرفية هو سنة واحدة محسوبة من تاريخ الإنتاج الموضح على بطاقة الجهاز. تتم صيانة هذه الأجهزة من قبل الشركات المصنعة للأجهزة، بمساعدة شركتنا.
تشمل الأجهزة الطرفية مبردات المياه، والمراوح، ومضخات الهواء، ومضخات المياه، وما إلى ذلك (إذا كانت الماكينة مزودة بها).
خلال فترة الضمان:
بالنسبة لإصلاح الملحقات أو استبدالها مجانًا، يجب على المشتري تغطية تكاليف الشحن من موقعه إلى شركتنا إذا كان الاختبار أو الإصلاح أو الاستبدال ضروريًا.
إذا تبين أن العطل ناتج عن جودة الأجزاء بعد الاختبار (باستثناء العوامل البشرية والظروف البيئية، إلخ)، فسيتم إصلاحه أو استبداله مجانًا وستغطي شركتنا تكلفة إعادة الشحن. أما إذا لم يكن العطل ناتجاً عن جودة القطع، فيجب على المشتري دفع رسوم الإصلاح وتكاليف الشحن في كلا الاتجاهين.
ملاحظة: يجب إعادة القطع التي تم إصلاحها إلى مصنعنا. إذا كان المشتري مديناً بقطع غيار، فإن شركتنا ستبطل شروط ضمان الماكينة.
خارج فترة الضمان:
يجب على المشتري دفع تكاليف التصليح والشحن في الاتجاهين.
نحن نقدم خدمات التوصيل من الباب إلى الباب في جميع أنحاء العالم. معايير الشحن وإجراءات الخدمة هي كما يلي:
(أ) معايير الشحن:
(ب) إجراءات التدريب/الصيانة في الخارج:
تحتفظ شركتنا بالحق في تفسير الدليل وسنبذل قصارى جهدنا لضمان دقته. ومع ذلك، قد تكون هناك أخطاء أو سهو في الدليل بسبب المعرفة المحدودة للمؤلف. لن نتحمل المسؤولية عن أي عواقب ناتجة عن هذه الأخطاء أو السهو. قد يؤدي الاستخدام غير الصحيح للدليل أو المنتج إلى أضرار أو مسؤوليات مباشرة أو غير مباشرة أو خاصة أو عرضية أو تبعية لن تتحمل شركتنا المسؤولية عنها. نرحب بالملاحظات والتصحيحات من المستخدمين ذوي الخبرة والأقران.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







