
ختم المعادن وتصميم القوالب: الدليل النهائي
هل تساءلت يومًا عن عالم ختم المعادن الرائع؟ في منشور المدونة هذا، سننطلق في رحلة مثيرة لاستكشاف تعقيدات عملية التصنيع الأساسية هذه....
هل أنت مفتون بروائع ختم المعادن؟ في منشور المدونة هذا، نغوص في عالم رائع من التشفيه والخرم والانتفاخ. سوف يرشدك مهندسنا الميكانيكي الخبير إلى تعقيدات هذه العمليات، شارحًا المفاهيم الأساسية ومشاركًا رؤى من الداخل. استعد لتوسيع معرفتك وتقدير الفن الكامن وراء تشكيل المعادن كما لم يحدث من قبل!


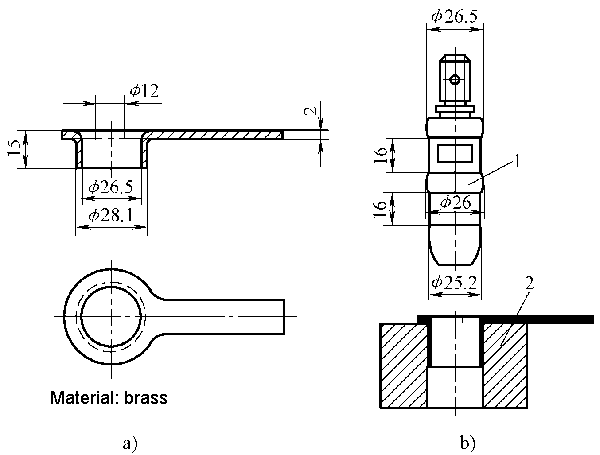
تشفيه الثقب هو عملية تشكيل المعادن التي تُنشئ حافة مرتفعة أو طوق حول ثقب موجود مسبقًا في قطعة عمل الصفيحة المعدنية. تستخدم هذه التقنية أدوات متخصصة لتشويه المادة المحيطة بالثقب، مما ينتج عنه عادةً نتوء أسطواني عمودي على سطح الصفيحة أو بزاوية محددة.
تتضمن العملية عدة خطوات رئيسية:
يمكن تشكيل الشفاه على ارتفاعات وزوايا مختلفة، اعتمادًا على خصائص المواد وسُمك الصفيحة وتصميم الأدوات. تشمل تكوينات الشفة الشائعة ما يلي:
يوفر تشفيه الثقب العديد من المزايا في التصنيع:

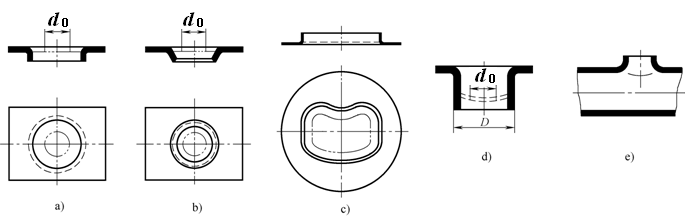
يمكن تطبيق عمليات التشفيه على مختلف الأشكال الهندسية والأسطح، مما يستوعب متطلبات التصنيع المتنوعة. يمكن تصنيف العملية بناءً على شكل الشُّغْلَة الأولي وشكل الشفة المطلوب:
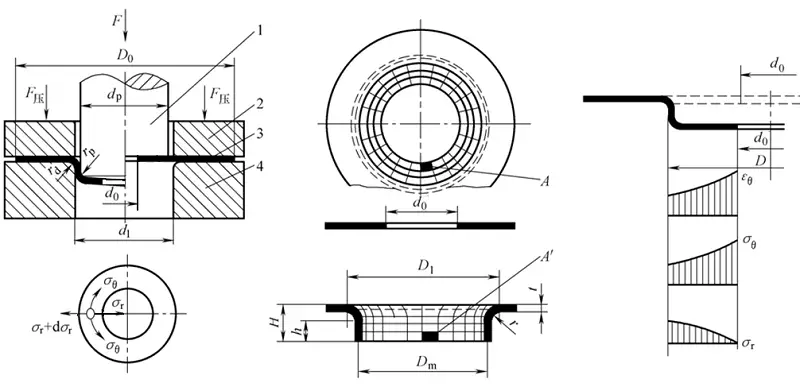
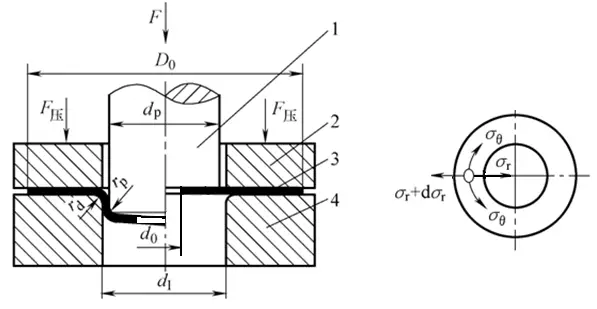
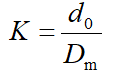
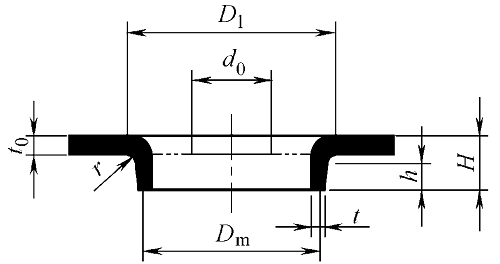
خصائص التشوه في تشفيه الثقب الدائري:
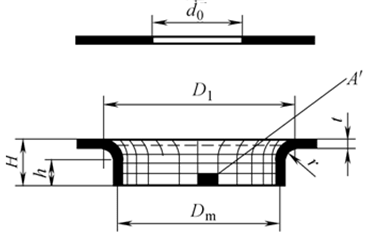
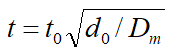
يُعبَّر عن حد التشكيل بعامل تغيير الثقب K:
الحد من عامل تغيير الفتحة Kدقيقة.
العوامل التي تؤثر على معامل تشويش الفتحة الحدية:
(1) تقنية الثقب المستدير
(2) ترتيب العملية للفتحة المستديرة
عادة، قبل ثقب الثقب، من الضروري قبل ثقب الثقب قبل ثقب الثقب، ثم تحديد ما إذا كان يمكن قلبه في وقت واحد وفقًا لارتفاع الثقب ومعامل ثقب الثقب، ثم تحديد طريقة تشكيل أجزاء ثقب الثقب.
(3) عملية حساب حساب عملية ثقب الصفيحة-تغيير اللوحة
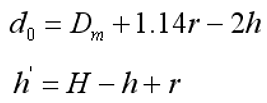
1) تحديد قطر الفتحة المثقوبة مسبقًا

2) احسب ارتفاع الثقب لتحديد ما إذا كان يمكن قلب الثقب بنجاح مرة واحدة.

3) تحديد عدد فتحات الدوران
عندما يكون ارتفاع فتحة الثقب H <Hالحد الأقصى، يمكن أن تكون ذات حواف في وقت واحد.
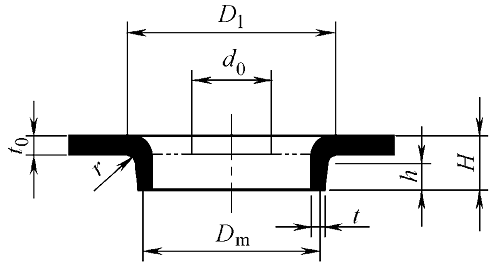
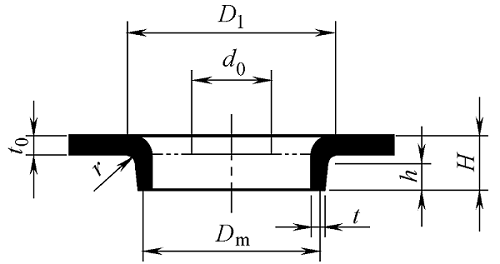
(4) عملية حساب عملية رسم الثقب السفلي أولاً ثم تشفيه الثقب
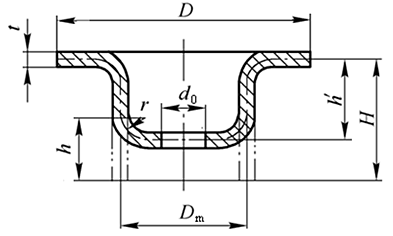
1) احسب ارتفاع فتحة الثقب h الذي يمكن الوصول إليه بعد الرسم المسبق:

2) حساب قطر ما قبل التثقيب وارتفاع الرسم قبل ثقب الثقب:
3) حساب عملية السحب العميق
(5) حساب قوة تشويش الفتحة
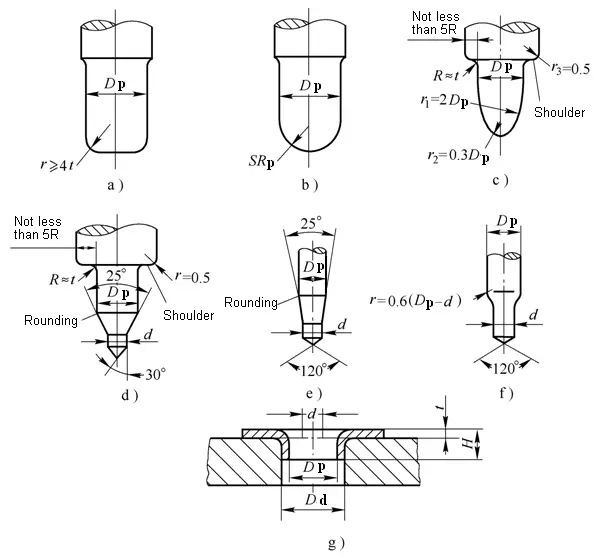
عند استخدام المثقاب الأسطواني المسطح السفلي المسطح لشق ثقب، يمكن حسابه على النحو التالي:

تكون قوة تشفيه الثقوب باستخدام مثقاب مدبب أو كروي أقل قليلاً من القيمة المحسوبة بالصيغة أعلاه.
(1) هيكل القالب من الفتحات الدائرية ذات الفتحات الدائرية
قالب القالب ذو الفتحات الرسمية
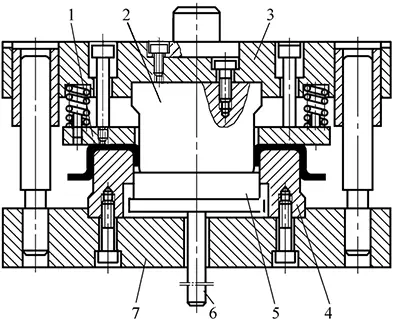
قالب الثقب المقلوب المقلوب
الطمسالقوالب المركبة للسحب العميق، والتثقيب، والتثقيب، والثقب والتثقيب المركب
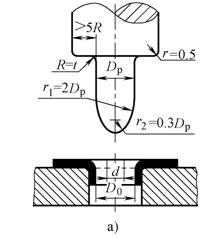
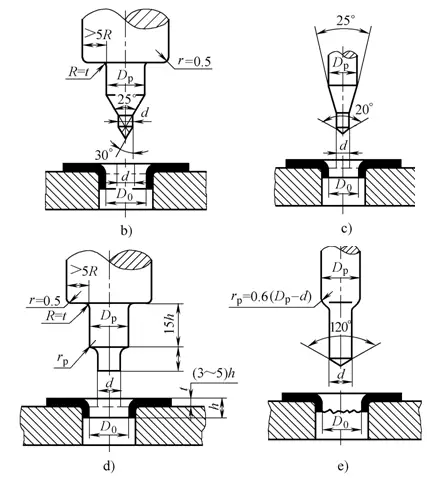
(2) هيكل وحجم تصميم الجزء العامل من قالب تغيير الثقب وحجمه
1) هيكل وحجم ثقب الثقب الدائري وحجمه
2) الخلوص C بين القالب المحدب والمقعر
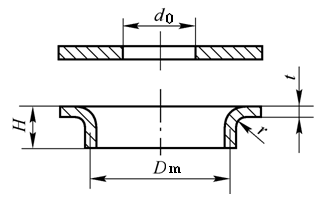
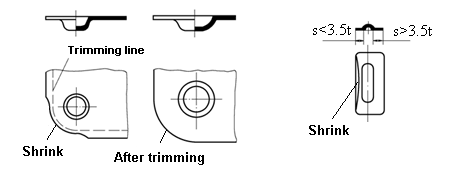
يشير التشفيه إلى طريقة الختم التي تستخدم قالبًا لتحويل حواف المنتج إلى حافة مستقيمة أو مستقيمة بزاوية معينة.
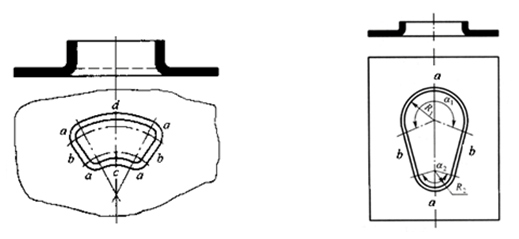
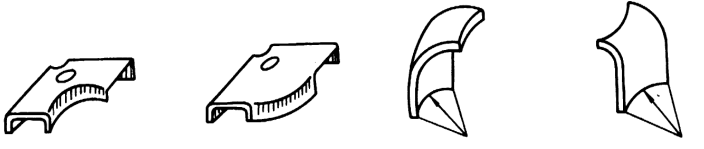
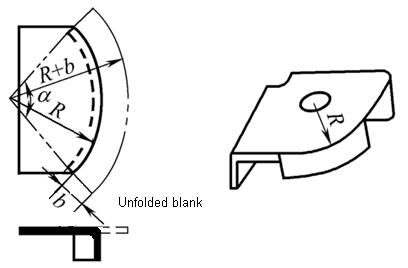
وفقًا لشكل الحافة الخارجية ذات الحواف:
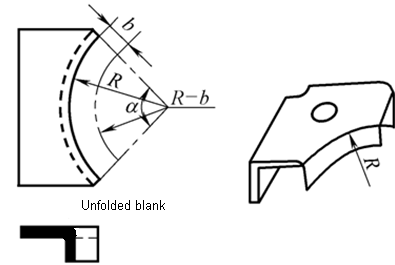
ويشبه التشوه تشوه الثقب المستدير الذي ينتمي إلى الاستطالة.
تكون منطقة التشوه ممتدة بشكل عرضي بشكل أساسي، ويكون التشوه عند الحواف هو الأكبر، وهو ما يسهل تشققها.
درجة التشوه هي:
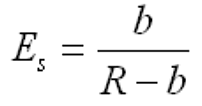
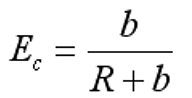
إن تشوه الحافة الخارجية المنحنية الخارجية للحافة الخارجية يشبه الرسم السطحي، وينتمي إلى تشوه من نوع الضغط.
تولد منطقة التشوه في البليت بشكل أساسي تشوهًا انضغاطيًا تحت تأثير الإجهاد الانضغاطي المماسي، والذي يسهل أن يفقد الثبات والتجعد.
يمكن التعبير عن درجة التشوه على النحو التالي:
ثقب التشبيك والتشفيه والتشكيل
مزيد من القراءة: ترقق التشفيه
يشير تشفيه الثقب الرقيق أو التشفيه إلى عملية تشويه تستخدم فجوة أصغر في القالب لإجبار سمك الحافة الرأسية على أن تصبح أرق ويزداد ارتفاعها.
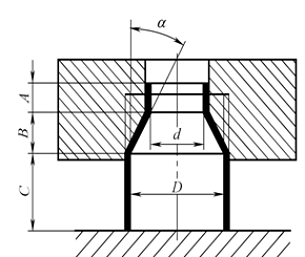
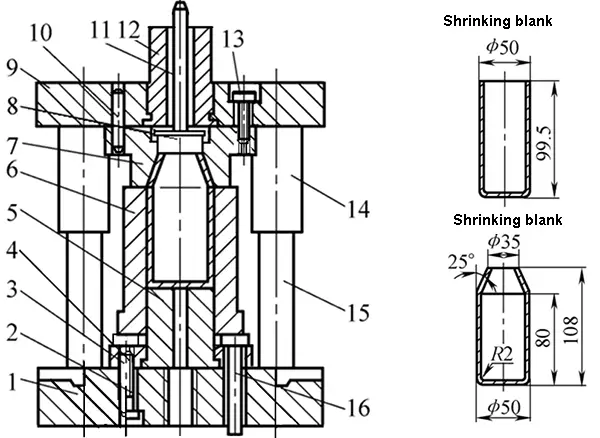
النقر هو طريقة ختم تستخدم قالبًا لتقليل البعد الشعاعي لنهاية الجزء المجوف أو الأنبوبي.

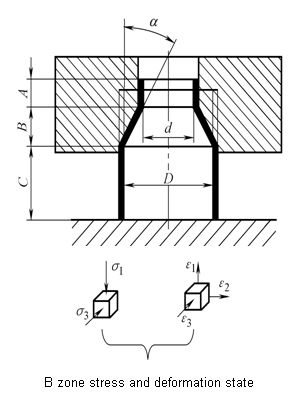
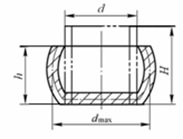
يتم التعبير عن درجة تشوه النخر بنسبة قطر العنق بعد النخر إلى قطر الفراغ قبل النخر.
معامل الانكماش: m = d / D
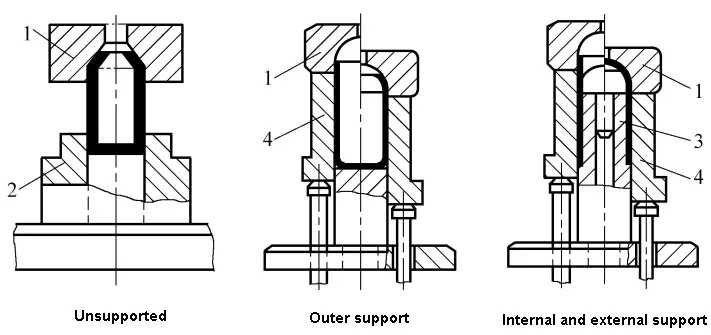
يُطلق على القيمة الدنيا لمعامل العنق التي يتم الحصول عليها في ظل فرضية ضمان استقرار عضو العنق معامل العنق الحدّي [m].
يرتبط [m] بمرونة المادة والهيكل الداعم للقالب.
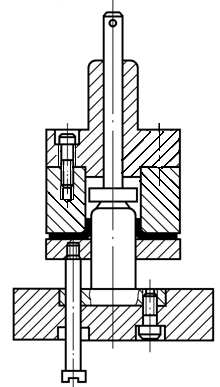
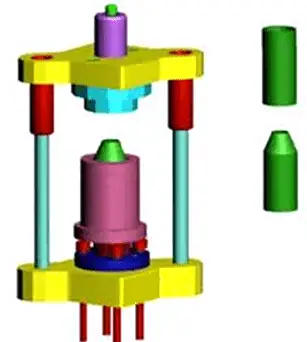
قالب النقر لطرق الدعم المختلفة
انظر الجدول 6-4 لتحديد حجم الفراغ الخاص بقطعة العنق.
عندما يكون معامل النخر الفعلي m أصغر من معامل النخر الحدّي [m]، لا يمكن إجراء النخر في وقت واحد.
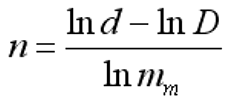
يمكن حساب عدد العنق من خلال:
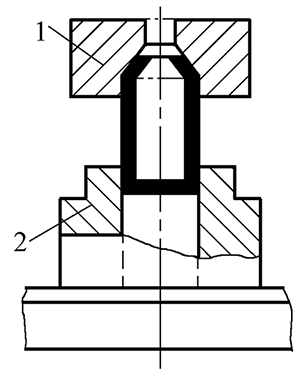
عندما لا يكون هناك دعم للرقبة، تكون قوة الرقبة:

نقر القالب بدون دعم
قالب النقر مع دعم خارجي
قوالب القوالب المركّبة القابلة للتقطيع والحرق
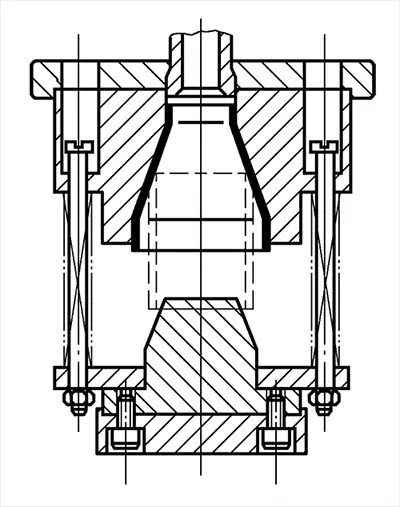
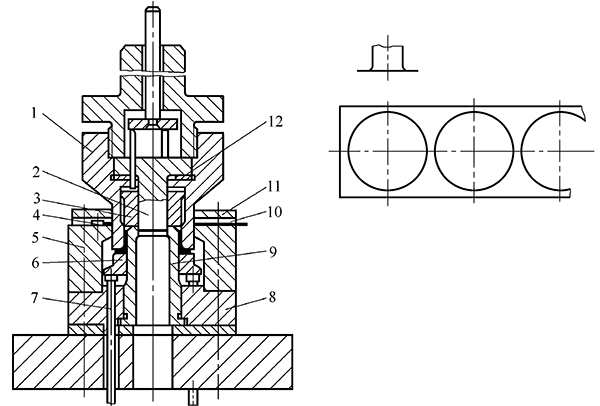
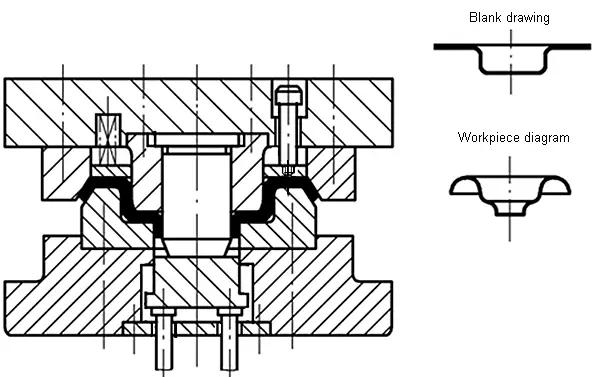
الانتفاخ عبارة عن طريقة ختم تستخدم قالبًا لتشويه الجزء الداخلي للجزء المجوف بشكل بلاستيكي تحت تأثير إجهاد الشد ثنائي الاتجاه للحصول على جزء محدب.

تكون منطقة التشوه هي الفراغ بأكمله تقريبًا أو الطرف المفتوح، ويكون الطرف المفتوح من الفراغ متقلصًا ومشوهًا.
ولذلك، فإن التشوه في منطقة التشوه هو حالة تشوه يكون فيها المحيط ممدودًا ومضغوطًا محوريًا ويقل سمكه.
تقتصر منطقة التشوه على الجزء المراد انتفاخه في منتصف الفراغ.
ينتج عن منطقة التشوه بشكل رئيسي تشوه الاستطالة في الاتجاه المحيطي والترقق في اتجاه السماكة.
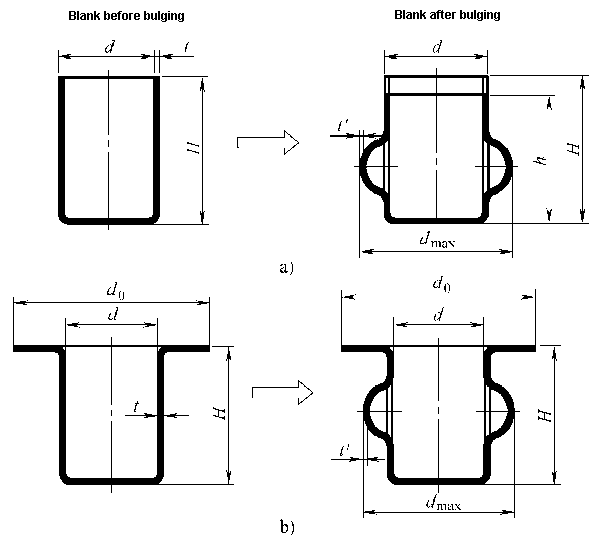
الانتفاخ هو عملية تشكيل الاستطالة.
منع الانفجار هو المشكلة الرئيسية التي يجب حلها في عملية الانتفاخ.
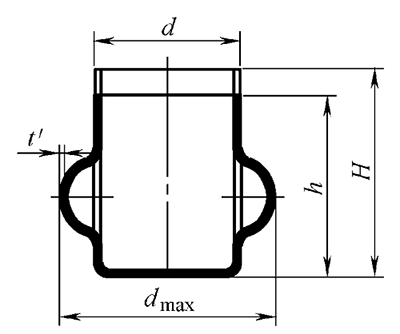
يتم التعبير عن درجة تشوه الانتفاخ بنسبة الحد الأقصى لقطر الانتفاخ المحدب الذي تم الحصول عليه بعد الانتفاخ وقطر الفراغ قبل الانتفاخ، أي معامل الانتفاخ:
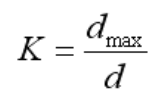
كلما زادت قيمة معامل الانتفاخ، زادت درجة التشوه المنتفخ.
عند الانتفاخ، طول الفراغ عند السماح محورياً بالتشوه بحرية:

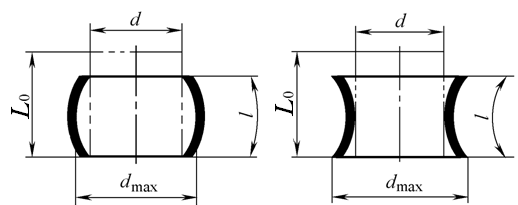
σZ - الإجهاد الحقيقي في منطقة التشوه المنتفخ، خذ σZ=σb في التقدير التقريبي.
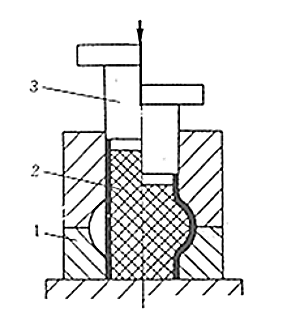
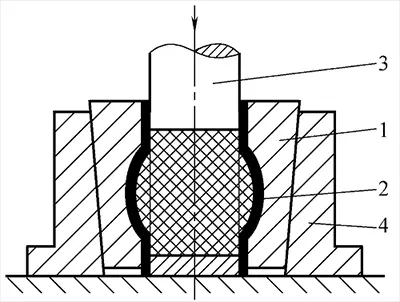
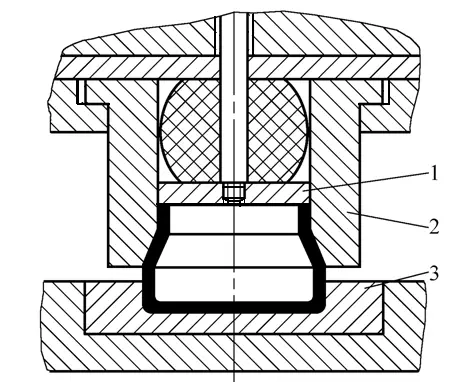
قالب انتفاخ المطاط
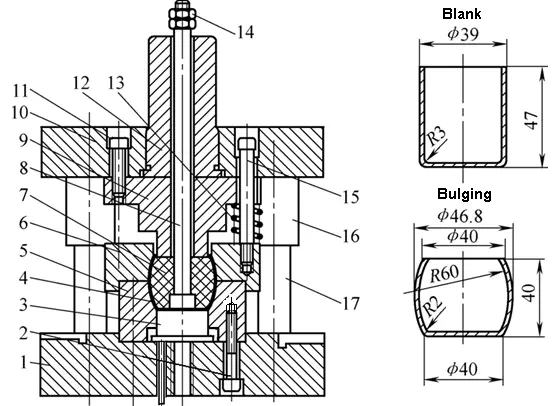
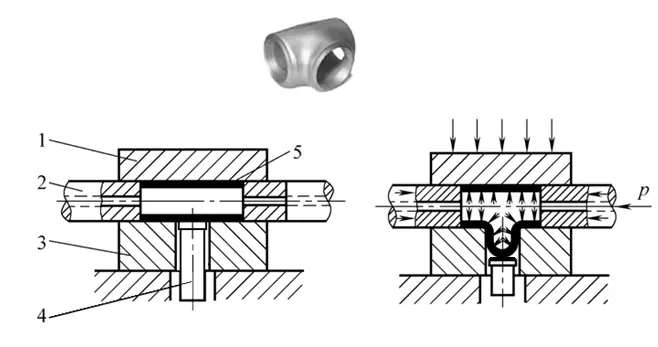
انتفاخ لكمة السائل عالي الضغط
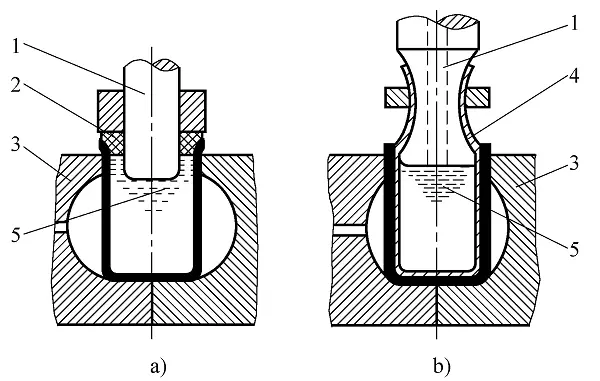
انتفاخ هيدروليكي لمفصل الإنطلاق
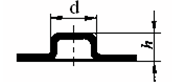
التزيين بالخرز وكبس البدن المحدب هما طريقتان للنقش تستخدمان قالبًا لإنتاج هياكل أو أضلاع محدبة (أضلاع تقوية) على الجزء.

ميزات الخرز وتشكيل الهياكل المحدبة والمحدبة
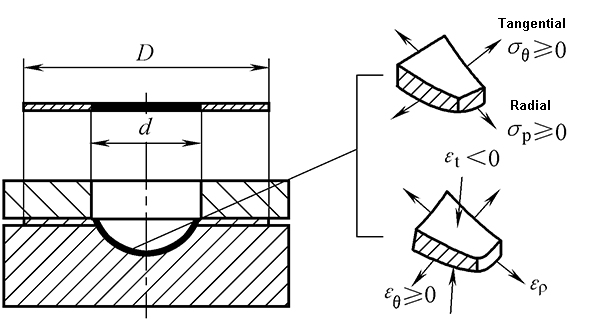
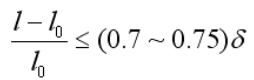
يمكن التعبير عن حد التشكيل للخرز بمقدار التغير في طول منطقة التشوه قبل الخرز وبعده

يمكن التعبير عن الحد التكويني للبدن المحدَّب بالارتفاع h للبدن المحدَّب

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.

