
تحديد جهد اللحام والتيار: نصائح
يتطلب تحقيق لحام لا تشوبه شائبة أكثر من مجرد مهارة؛ فهو يتوقف على إتقان التفاعل بين الجهد والتيار. هذان البارامتران هما شريان الحياة في اللحام، حيث يتحكمان في كل شيء بدءًا من...
تخيل لحام معدنين بسلاسة مع تحقيق كفاءة عالية وأقل قدر من الهدر. هذا هو سحر اللحام MIG/MAG، وهي تقنية تجمع بين غازات التدريع المتقدمة والتحكم الدقيق في القوس الكهربائي لتوفير لحامات فائقة الجودة. في هذه المقالة، سوف تستكشف مبادئ اللحام MIG/MAG وخصائصه وتطبيقاته، وتتعلم كيف يمكن أن تؤثر الغازات المختلفة واختيارات الأسلاك على جودة اللحام. استعد للكشف عن الرؤى والنصائح العملية التي يمكن أن تعزز مشاريع اللحام الخاصة بك، سواء كنت تعمل مع الألومنيوم أو النحاس أو الفولاذ.

اللحام بالقوس المعدني الغازي (GMAW)
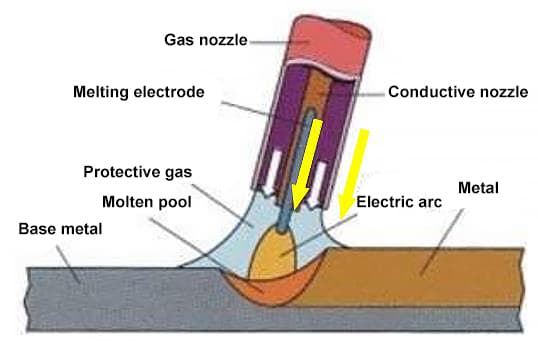
1. التعريف: يسمى اللحام بالقوس المحمي بالغاز الذي يستخدم الغاز كوسيط للقوس لحماية القوس ومنطقة اللحام باللحام بالقوس المحمي بالغاز، أو ببساطة اللحام بالغاز.
2. التصنيف
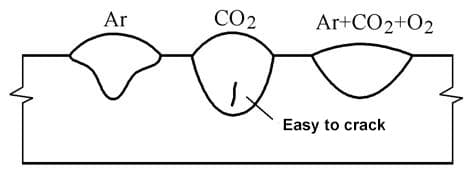
يمكن تصنيف اللحام بقوس التنغستن الغازي وفقًا لما يلي غاز التدريع يُستخدم على النحو التالي: اللحام المحمي بالغاز الخامل (MIG) (Ar، He، Ar+He)، اللحام المحمي بخليط الغاز المؤكسد (MAG) (Ar+O2، Ar+CO2، Ar+CO2+O2)، و CO2 اللحام المحمي بالغاز.
وفقًا لسلك اللحام، يمكن تقسيمه إلى سلك لحام صلب MIG/MAG/CO2 أسلاك اللحام وأسلاك اللحام ذات التدفق المحفور (FCAW).
سيركز هذا الفصل على ثاني أكسيد الكربون2 اللحام المحمي بالغاز واللحام MIG/MAG.
1. يكون القوس والحوض المنصهر مرئيين للغاية، مما يسمح بتعديل بارامترات اللحام وفقًا لظروف الحوض المنصهر أثناء اللحام.
2. ال عملية اللحام سهل التشغيل، مع القليل من الخبث أو عدم وجود خبث على الإطلاق، ولا توجد حاجة أساسًا لتنظيف الخبث بعد اللحام.
3. تحت ضغط تدفق الغاز الواقي، تتركز حرارة القوس، مما يؤدي إلى سرعة لحام أسرع، وحوض منصهر أصغر، ومنطقة متأثرة بالحرارة أضيق، وتشوه أقل في قطعة العمل الملحومة.
4. وهو يفضي إلى ميكنة وأتمتة عملية اللحام، خاصة بالنسبة للحام الميكانيكي للمواقع المكانية.
5. يمكن أن يلحم المغنيسيوم والألومنيوم والنحاس وسبائكها النشطة كيميائياً والمعرضة لتكوين أغشية أكسيد عالية الانصهار.
6. يمكن استخدامه في لحام الألواح الرقيقة.
7. عند العمل في الهواء الطلق، يلزم وجود جهاز حاجز للرياح، وإلا فإن تأثير التدريع الغازي قد يكون ضعيفاً أو حتى غير فعال.
8. يكون الإشعاع الضوئي الصادر من القوس قوياً جداً.
9. معدات اللحام معقدة نسبيا وأكثر تكلفة من تلك المستخدمة في اللحام المحمي قوس معدني اللحام.
في أوائل الخمسينيات من القرن الماضي، تم تطبيق اللحام MIG/MAG لأول مرة على الألومنيوم وسبائكه، ثم توسعت فيما بعد لتشمل النحاس وسبائكه. في الواقع، إنه مناسب لجميع المواد تقريبًا.
ومع ذلك، نظرًا لارتفاع تكلفته، فإنه يستخدم عمومًا في لحام المعادن غير الحديدية وسبائكها، وكذلك في لحام الفولاذ المقاوم للصدأ.

يستخدم اللحام MIG غاز Ar أو He كغاز تدريع.
يضيف اللحام MAG الغازات النشطة، مثل O2 وثاني أكسيد الكربون2لـ Ar أو He.
فيما يتعلق بشكل القوس وانتقال القطرات وخصائص القوس، فإن اللحام MAG يشبه اللحام ب MAG اللحام بقوس الأرغون، مع محتوى غاز نشط أقل من 30% بشكل عام.
يمكن للحام MAG التخلص من الاختراق الذي يشبه الإصبع.
بسبب وجود غازات مؤكسدة في اللحام بالمجهر المغناطيسي MAG، لا يمكن تجنب أكسدة المعادن. لذلك، يجب الحرص على اختيار سلك اللحام الذي يوفر التركيب اللازم.
يستخدم لحام MAG بشكل أساسي في لحام الفولاذ عالي القوة والفولاذ عالي السبائك.
(1) غاز التدريع:
غاز واحد: Ar أو He
غاز مختلط: Ar+He
(2) متطلبات غاز التدريع:
نقاوة غاز Ar: 99.9%
(3) اختيار الأسلاك:
يجب أن تكون تركيبة سلك اللحام MIG مشابهة لتركيبة المعدن الأساسي. (التفاعلات المعدنية بسيطة نسبياً، ولا يتم حرق عناصر السبائك).
Ar+CO2+O2
باستخدام غاز مختلط مكون من 80% Ar، 15% CO2، و5% O2 لـ لحام الفولاذ منخفض الكربون وسبائك الفولاذ منخفضة السبائك يمكن أن يؤدي إلى تشكيل حبة لحام ممتازة، وجودة الوصلة، ونقل قطرات المعدن وثبات القوس.
يوفر خليط الغاز هذا فوائد الأرجون و CO2 مع إدخال كمية صغيرة من الأكسجين لتحسين الاختراق وتقليل الترشيش.
يجب اختيار التركيبة المحددة لغاز التدريع بعناية بناءً على المادة التي يتم لحامها وخصائص اللحام المطلوبة.
بالنسبة للحام MAG، يجب استخدام أسلاك اللحام عالية المنيوم وعالية السيليكون لتكملة فقدان الاحتراق.
لحام MIG:
يستخدم الأرجون Ar أو He كغاز تدريع، وليس له تفاعلات معدنية مع المعدن. الأرغون هو منتج ثانوي لإنتاج الأكسجين، ويمكن أن يسبب تجاوز محتوى الأكسجين تفاعلات أكسدة.
اللحام بالمغناطيس المغناطيسي:
يحتوي على غازات مؤكسدة مثل O2 وثاني أكسيد الكربون2مما يسبب تفاعلات أكسدة مع المعدن.
لحام MIG/MAG:
فقدان السبائك الناجم عن التبخر.
الأشكال الرئيسية لانتقال القطرات في اللحام MIG/MAG هي: انتقال الدائرة القصيرة، وانتقال القطرات، وانتقال الرذاذ، وانتقال الرذاذ، وانتقال النفاثة المفرطة.
يعتمد شكل انتقال القطرات بشكل أساسي على معلمات مثل التيار، وطول القوس، والقطبية، ووسيط الغاز، ومواد سلك اللحام، والقطر، وطول الالتصاق، إلخ.
(1) تأثير طول القوس:
في ظل نفس ظروف التيار المنخفض، قد يكون انتقال القطرة انتقالًا جسيميًا أو انتقالًا قصير الدائرة. يتطلب انتقال الجسيمات طول قوس أطول، بينما يتطلب انتقال الدائرة القصيرة طول قوس أقصر.
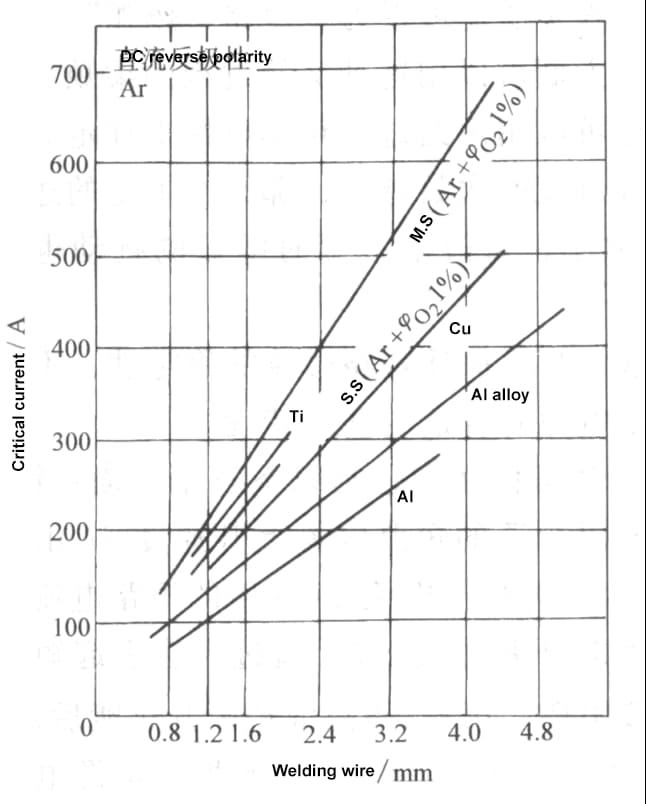
(2) تأثير التيار:
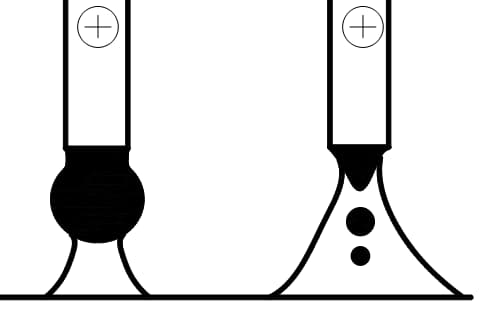
عندما يكون التيار أصغر من التيار الحرج I1، يحدث انتقال الجسيمات بتردد انتقال منخفض. عندما يكون التيار أعلى من التيار الحرج I1، يحدث انتقال الرذاذ بتردد انتقال مرتفع.

وسيط الغاز:
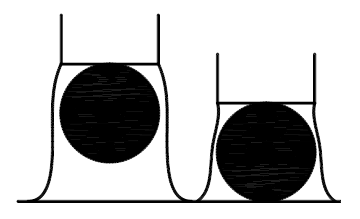
إضافة كمية صغيرة من O2 إلى Ar يقلل من التوتر السطحي، ويقلل من مقاومة انتقال القطرات، ويقلل من التيار الحرج لانتقال الرذاذ. ومع ذلك، فإن الكثير من O2 يمكن أن يسبب انقباض القوس بسبب O2 مما يؤدي إلى زيادة في التيار الحرج.
إضافة ثاني أكسيد الكربون2 يزيد من التيار الحرج لانتقال الرذاذ.
التيار الحرج: الحد الأدنى للتيار الذي يسبب قفز القوس الكهربائي.
العوامل المؤثرة على التيار الحرج.
مادة أسلاك اللحام:
في ظل نفس الظروف، يكون التيار الحرج لسلك اللحام الفولاذي أعلى من سلك اللحام المصنوع من الألومنيوم. من المرجح أن ينتقل سلك اللحام المصنوع من الألومنيوم من الانتقال من انتقال القطرات إلى انتقال الرذاذ، بينما لحام الصلب من الأرجح أن ينتقل السلك من الانتقال من الانتقال من القطرة إلى الانتقال النفاث المفرط.
قطر السلك:
كلما كان قطر السلك أصغر، انخفض التيار الحرج.
طول الالتصاق:
تؤدي زيادة طول الالتصاق إلى زيادة حرارة المقاومة، وهو أمر مفيد لانتقال القطرات.
(3) تأثير قطبية التيار

المبدأ: أثناء الانتقال النفاث الفائق، يشكل القوس هيكلًا على شكل جرس مع مساحة جذر قوس كبيرة تحيط بالقطرة بأكملها. لا يعمل التوتر السطحي على الجزء السفلي من القطرة فحسب، بل يعمل أيضًا على الجزء العلوي، مما يدفع القطرة خلال الانتقال.
نظرًا لأن التيار متباعد، فإن قوة القرص الكهرومغناطيسي تولد قوة دفع قوية، والمقاومة الوحيدة لانتقال القطرة هي التوتر السطحي.
لذلك، يكون تسارع انتقال القطرات أكبر من تسارع الجاذبية لانتقال القطرات الكبيرة.
الخصائص:
يشكل القوس هيكلًا على شكل جرس.
تعمل القوى الموضعية وقوى تدفق البلازما على تعزيز انتقال القطرات.
قطرات صغيرة ذات تردد انتقالي مرتفع.
يجب أن يصل التيار إلى التيار الحرج للانتقال النفاث المفرط.
يُستخدم سلك اللحام الفولاذي في اللحام MIG.
يتميز الانتقال النفاث الفائق بقدرة اختراق عالية، مما قد يؤدي إلى اختراق يشبه الإصبع.
ظروف التكوين:
يحدث الانتقال النفاث المفرط أثناء اللحام MIG بسلك فولاذي باستخدام قطبية عكسية للتيار المباشر، وجهد قوسي عالٍ (قوس طويل)، وتيار لحام أكبر من قيمة حرجة معينة.

مشكلة التجاعيد في درز اللحام:
الألومنيوم والمعادن غير الحديدية الأخرى وسبائكها عرضة لهذه المشكلة. ويحدث ذلك عندما يكون تيار اللحام أكبر بكثير من التيار الحرج للانتقال النفاث الفائق، وتكون هناك حماية ضعيفة في منطقة اللحام. تتحرك بقع الكاثود إلى أسفل فوهة القوس وتبقى مستقرة.
ونتيجة لذلك، يتعرض الجزء السفلي من حفرة القوس لقوة قوس قوية ويتم "حفره بعنف"، مما يؤدي إلى أكسدة ونتريدات خطيرة. تتساقط هذه القطرات المعدنية على منطقة وسطح اللحام القريب، مما يتسبب في ضعف اندماج معدن اللحام والتجاعيد الخشنة على السطح. وتغطيها طبقة من المسحوق الأسود، وهي ظاهرة تجعد اللحام.
التدابير الوقائية لتجعد درز اللحام:
ظروف التشكيل: أثناء اللحام MIG بسلك فولاذي، إذا كان طول الالتصاق طويلًا نسبيًا، أو كان تيار اللحام أكبر بكثير من التيار الحرج لانتقال الرذاذ، يزداد طول المعدن السائل. يولد القذف عالي السرعة للقطرات الدقيقة أثناء انتقال الرذاذ قوة رد فعل كبيرة. وبمجرد انحرافها عن المحور، يحدث الانتقال النفاث المفرط الدوراني.

الخصائص:
يُستخدم للحام MIG بسلك فولاذي.
يحدث عندما يكون طول الالتصاق طويلًا نسبيًا أو عندما يكون تيار اللحام أكبر بكثير من التيار الحرج لانتقال الرذاذ.
ينتج عنه درز لحام غير متساوٍ، وقوس غير مستقر، وتناثر كبير.
تطبق على لحام الهياكل الفولاذيةالتغلب على العيوب مثل ضعف اندماج الجدران الجانبية أثناء اللحام ذي الفجوة الضيقة ولحام الزوايا.
وفقًا لمستوى الميكنة، هناك نوعان: اللحام الأوتوماتيكي واللحام شبه الأوتوماتيكي. لا تشتمل معدات اللحام شبه الأوتوماتيكية على عربة مشي، ويتم تشغيل حركة مسدس اللحام يدويًا. يتم تثبيت مسدس اللحام لمعدات اللحام الأوتوماتيكية على عربة المشي للحام.
يتكون بشكل أساسي من قوس طاقة اللحام المصدر، ونظام تغذية الأسلاك، ومسدس اللحام، وعربة المشي (للحام الأوتوماتيكي)، ونظام إمداد الغاز، ونظام تبريد المياه، ونظام التحكم، إلخ.

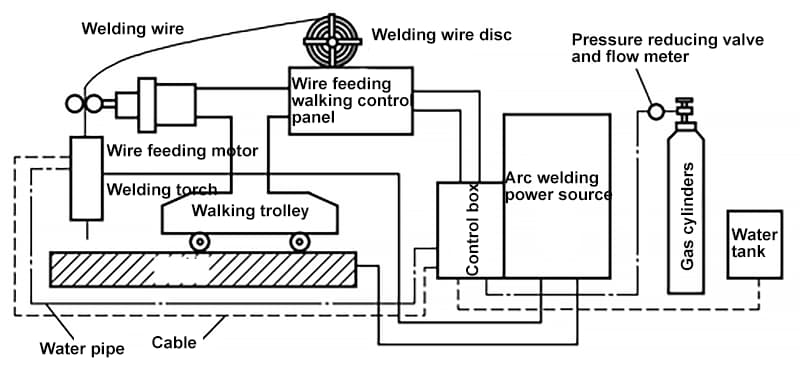
مصدر طاقة اللحام:
عند لحام الألومنيوم، من الصعب تحقيق انتقال القطرات دون العابر بسلاسة باستخدام نظام تغذية الأسلاك ثابت السرعة الشائع ومصدر تيار ثابت.
ولذلك، من الضروري أن يكون لديك ماكينة لحام ذات تحكم متزامن (أو تحسين تلقائي) لوظائف تيار اللحام وسرعة تغذية الأسلاك.

جهاز إمداد الغاز: أسطوانة غاز، خرطوم، منظم، إلخ.

آليات تغذية الأسلاك: (آليات من نوع السحب والدفع والسحب بالدفع)

مسدس اللحام
تحمل مسدسات اللحام القطب الكهربائي وتوجه قوس اللحام. وهي تأتي في نوعين: المبرد بالماء والمبرد بالهواء.


يجب أن يتمتع الطرف الملامس لمسدس اللحام بموصلية جيدة ومقاومة للتآكل ومقاومة للحرارة. وعادة ما يكون مصنوعًا من سبيكة نحاسية وقطره يساوي قطر سلك اللحام زائد 0.2 مم.
من المهم فحص طرف التلامس واستبداله بانتظام لضمان أداء لحام سلس ومتسق.

معلمات عملية اللحام:
معلمات عملية اللحام القياسية:
قد تختلف معلمات عملية اللحام القياسية اعتمادًا على عملية اللحام والمواد التي يتم لحامها والمواد التي يتم لحامها والمطلوب جودة اللحام. ومع ذلك، بعض الإرشادات العامة لضبط معلمات عملية اللحام.
يمكن استخدام اللحام بال MAG للصلب منخفض الكربون ومنخفض سبائك الصلبمع استخدام غاز Ar+ (5-20)% من خليط غاز ثاني أكسيد الكربون Ar+ (5-20)% كغاز تدريع وأحيانًا إضافة كمية صغيرة من O2.
يمكن أن يكون وضع نقل القطرات هو انتقال الدائرة القصيرة أو انتقال الرذاذ أو الانتقال النبضي في اللحام MAG.
(1) لحام MAG انتقالي قصير الدائرة قصير الدائرة:
بالمقارنة مع لحام ثاني أكسيد الكربون، يتميز اللحام MAG الانتقالي بالدائرة القصيرة بقوس أكثر استقرارًا وتناثر أقل. يمكن أن يستخدم سلك لحام أرق وتيار لحام أقل، مما يؤدي إلى استخدام سلك لحام أقل عمقًا اختراق اللحام وسرعة لحام أبطأ. وهذا يجعلها مناسبة للحام الألواح الرقيقة.
(2) اللحام بالرذاذ الانتقالي MAG:
انتقال الرذاذ هو وضع نقل القطرات الأكثر شيوعًا في اللحام MAG. بشكل عام، يتم ضبط تيار اللحام على 30-50 أمبير أعلى من التيار الحرج لانتقال الرذاذ. عندما يكون سمك اللوحة أكبر من أو يساوي 3.2 مم، يكون قوس اللحام مستقرًا للغاية، مما يؤدي إلى سطح مستوٍ وتشكيل لحام جيد مع الحد الأدنى من الترشيش.
يمكن استخدام الانتقال قصير الدائرة، والانتقال النفاث، والانتقال النبضي.
(1) انتقال قصير الدائرة للحام الفولاذ المقاوم للصدأ MIG.
يبلغ قطر سلك اللحام 0.8-1.2 مم، وغاز التدريع المستخدم هو Ar+(1 ~ 5%) O2 أو Ar+(5 ~20%) CO2. تيار اللحام أقل من التيار الحرج للانتقال النفاث ويستخدم بشكل أساسي في اللحام أحادي الطبقة للألواح الرقيقة بسماكة أقل من 3.0 مم.
(2) الانتقال النفاث للحام الفولاذ المقاوم للصدأ MIG.
سلك اللحام المستخدم يبلغ قطره 0.8، 1.0، 1.0، 1.2، 1.6 مم، وغاز التدريع المستخدم هو Ar + (1 ~ 2%) O2 أو Ar + (5 ~ 10%) CO2. يكون تيار اللحام أكبر من التيار الحرج للانتقال النفاث ويستخدم بشكل أساسي في لحام الألواح الفولاذية التي يزيد سمكها عن 3.2 مم.
يتمتع النحاس وسبائك النحاس بتوصيل حراري قوي للغاية، مما قد يتسبب بسهولة في ضعف الانصهار، لذلك يلزم التسخين المسبق قبل اللحام. ونظرًا للحاجة إلى تيار لحام كبير، فإن القطرات المنصهرة تُظهر انتقالًا نفاثًا.
خاصية معلمات اللحام لحام النحاس الأرجواني هو درجة حرارة تسخين عالية وتيار لحام كبير (حتى 600 أمبير). عند استخدام حماية غاز الأرجون النقي، تكون طاقة القوس صغيرة. يمكن أن يؤدي استخدام حماية Ar + (50-75%) إلى زيادة قوة القوس وتقليل درجة حرارة التسخين المسبق.
عند اللحام ب MIG سبائك الألومنيوم، فمن الضروري استخدام تأثير التنظيف الكاثودي لإزالة طبقة الأكسيد. تتمتع سبائك الألومنيوم بموصلية حرارية سريعة وتتطلب طاقة قوسية كافية لصهر المادة الأساسية وتشكيل اللحام. عادةً ما يستخدم غاز الأرجون النقي كغاز تدريع للمادة الرقيقة لحام الألواح. عند لحام المواد الكبيرة والسميكة، يتم استخدام حماية الغاز المختلط Ar+He، وغالبًا ما تكون نسبة He حوالي 25%. يمكن استخدام انتقال قصير الدائرة أو انتقال الرذاذ.
ملاحظة:
عند عكس قطبية التيار المباشر، أي استخدام سلك اللحام كقطب كهربائي موجب وقطعة الشغل كقطب كهربائي سالب، عادةً ما تدخل قطرات سلك اللحام المنصهر إلى حوض اللحام في "انتقال حبيبي دقيق جدًا" مع استخدام تيار كبير نسبيًا، مما يؤدي إلى إنتاجية عالية. بالنسبة لألواح الألومنيوم التي يزيد سمكها عن 8 مم، لتثبيت القوس، عادةً ما يعتمد اللحام بقوس الأرجون القابل للانصهار على تيار مستمر عكسي القطبية، والذي له تأثير "تجزئة الكاثود" على لحام قطع عمل الألومنيوم.
(1) لحام MIG قصير الدائرة الكهربائية
تستخدم هذه الطريقة غاز الأرجون النقي كغاز تدريع وتستخدم عادةً سلكًا بقطر 0.8-1.0 مم، مع بكرة سلك صغيرة بوزن 0.5 كجم ومسدس تغذية خاص، وذلك لسماكات لحام تتراوح بين 1-1 مم. قد يكون من الصعب تلقيم أسلاك سبائك الألومنيوم الرقيقة.
(2) انتقال الرذاذ واللحام بالرذاذ واللحام دون الصوتي MIG
تستخدم هذه الطريقة أيضًا غاز الأرجون النقي كغاز تدريع وتستخدم عادةً قطر سلك يتراوح بين 1.2 و2.4 مم.
(3) اللحام بالتيار العالي MIG
ألومنيوم سميك ألواح السبائك يمكن لحامها باستخدام أسلاك سميكة (قطرها 3.2-5.6 مم) ولحام MIG عالي التيار، مع تيارات لحام تصل إلى 500-1000 أمبير، مما يؤدي إلى إنتاجية عالية. يتم استخدام خليط غاز التدريع 50% Ar + 50% He في الفوهة الداخلية لتعزيز قوة القوس، بينما يتم ملء الفوهة الخارجية بغاز Ar لزيادة تعزيز التأثير الوقائي.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







