ماكينة التفريز هي أداة ماكينة متعددة الاستخدامات ومستخدمة على نطاق واسع في تشغيل المعادن والتصنيع. وتتميز حركتها الأساسية بحركة دوران عالية السرعة لقاطع التفريز متعدد الحواف، في حين أن حركة التغذية عادةً ما تتضمن حركة دقيقة ومضبوطة لقطعة العمل، والتي يتم تثبيتها بإحكام على طاولة العمل بالماكينة.
تأتي ماكينات التفريز بتكوينات مختلفة، كل منها مصمم لتطبيقات محددة ومتطلبات قطع العمل. تتضمن بعض الأنواع الأكثر شيوعًا ما يلي:
- ماكينات تفريز أفقية: تتميز هذه الماكينات بمغزل موجه أفقيًا، وهي تتفوق في عمليات القطع الشاقة وهي فعالة بشكل خاص في تصنيع قطع العمل الطويلة أو إنشاء فتحات وأخاديد عميقة.
- ماكينات تفريز عمودية: مع عمود الدوران المحاذي عموديًا، توفر هذه الماكينات رؤية ممتازة وهي مثالية للطحن على الوجه، والحفر، وإنشاء خطوط دقيقة على الأسطح المستوية.
- ماكينات التفريز الجسرية: تتميز هذه الماكينات كبيرة الحجم بهيكل يشبه الجسر يتحرك فوق قطعة عمل ثابتة، مما يسمح بتصنيع المكونات الكبيرة أو الثقيلة بشكل استثنائي والتي غالبًا ما توجد في صناعات الفضاء أو المعدات الثقيلة.
- ماكينات تفريز الأدوات: متخصصة لتصنيع أدوات القطع والقوالب والقوالب، وتوفر هذه الماكينات دقة عالية وقادرة على إنتاج أشكال هندسية معقدة وتفاصيل معقدة.
- ماكينات تفريز المفاتيح: صُممت هذه الماكينات خصيصًا لقطع المفاتيح والشقوق والفتحات في الأعمدة أو غيرها من قطع العمل الأسطوانية، وتضمن هذه الماكينات إنتاجًا دقيقًا وفعالًا لهذه الميزات الهامة.
يوفر كل نوع من ماكينات التفريز قدرات فريدة من نوعها، ويعتمد الاختيار على عوامل مثل حجم قطعة العمل والمواد والدقة المطلوبة وحجم الإنتاج. وقد عززت تقنية التحكم العددي بالكمبيوتر (CNC) الحديثة من تنوع ودقة عمليات الطحن، مما يتيح التصنيع الآلي المعقد ثلاثي الأبعاد والتكامل السلس مع أنظمة CAD/CAM لعمليات التصنيع المتقدمة.
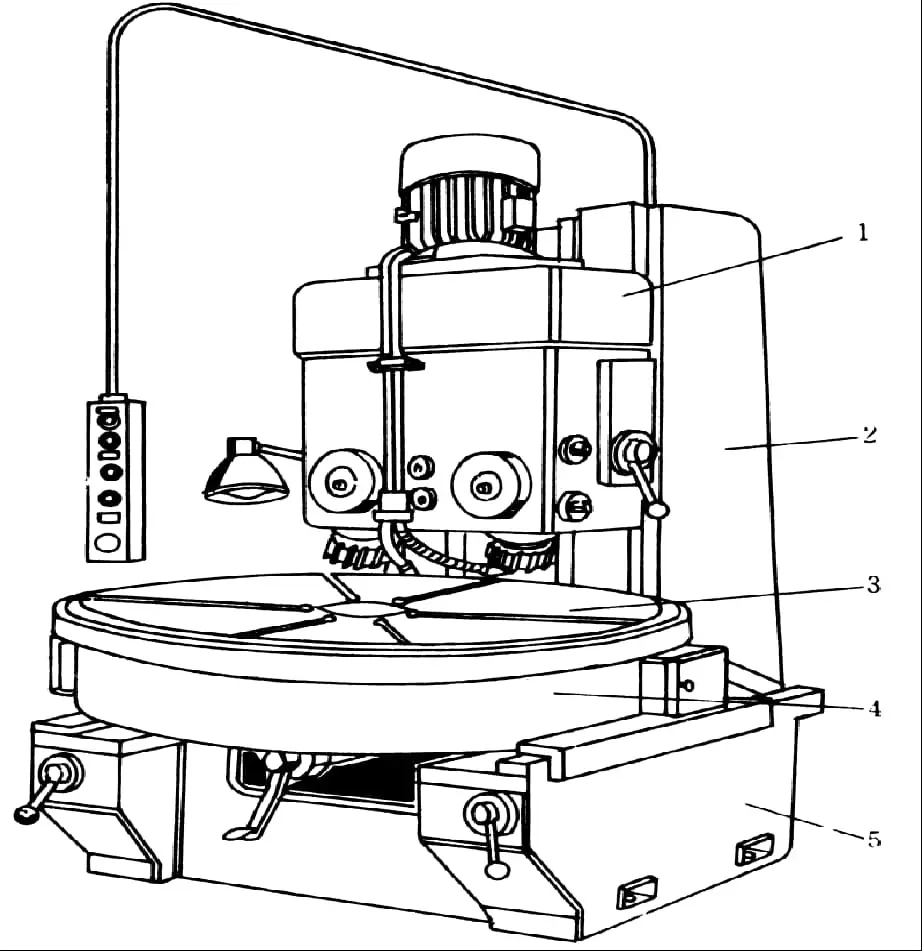
المكونات الرئيسية لماكينة التفريز الأفقي
(1) سرير
السرير هو الجسم الرئيسي لأداة الماكينة، مع تثبيت معظم المكونات عليه.
يتم تثبيت عمود الدوران وآلية تغيير سرعة عمود الدوران والأجزاء الأخرى داخل السرير.
يحتوي الجدار الأمامي للسرير على قضبان توجيه متجاورة رأسية لحركة الطاولة لأعلى ولأسفل، بينما يحتوي الجزء العلوي من السرير على قضبان توجيه متجاورة أفقية لحركة العارضة المتقاطعة للأمام والخلف.
يوجد في الجزء الخلفي من السرير محرك رئيسي يقوم بتشغيل عمود الدوران من خلال آلية تغيير السرعة المثبتة داخل السرير.
يتم تغيير سرعة عمود الدوران باستخدام مقبض ومقياس قرص، وكلاهما موجودان على الجانب الأيسر العلوي من السرير. من الضروري التوقف عند تغيير السرعات.
توجد خزانة كهربائية في الجانب الأيسر السفلي من السرير.
- سرير
- محرك المحرك الرئيسي
- آلية تغيير سرعة عمود الدوران
- المغزل
- العارضة المتقاطعة
- شوكة القاطع
- رافعة علوية
- منضدة عمل طولية
- طاولة دوارة
- طاولة عمل متقاطعة
- منصة الرفع
(2) العارضة المتقاطعة
يمكن تعديل طول العارضة المتقاطعة عن طريق تحريكها للأمام أو للخلف بمساعدة التروس والرفوف، ويمكن تثبيتها باستخدام مجموعتين من البراغي غير المركزية.
يتم تثبيت قوس على العارضة المستعرضة لدعم الطرف المتدلي من قضيب القاطع، مما يعزز صلابة قضيب القاطع.
(3) الجدول
إنها دعامة طاولة العمل، حيث يتم تركيب طاولة العمل الطولية ومنضدة العمل المستعرضة والطاولة الدوارة لماكينة التفريز عليها.
إن محرك التغذية وآلية تغيير سرعة التغذية هما مكونان مستقلان مثبتان على الجانب الأيسر الأمامي من الطاولة، وهما يتحكمان في حركة الطاولة ومنضدة العمل الطولية ومنضدة العمل المستعرضة.
يتم التحكم في تغيير معدل التغذية بواسطة مقبض على شكل فطر، مما يسمح بتغيير السرعة أثناء القيادة.
يمكن للطاولة أن تتحرك على طول قضبان التوجيه العمودية المتوافق للسرير. يوجد أسفل الطاولة برغي توجيه عمودي، والذي لا يقوم برفع الطاولة وخفضها فحسب، بل يدعمها أيضًا.
يتم التحكم في مناولة طاولة العمل المستعرضة وطاولة الرفع بواسطة مقابض على الجانب الأيسر من طاولة الرفع.
يوجد مقبضان متصلان لهما خمس وضعيات: لأعلى، ولأسفل، وللأمام، وللخلف، وللخلف، وللتوقف. المواضع الخمسة متشابكة.
(4) طاولة العمل الطولية
يتم استخدامه لتثبيت قطع الشُّغْلَة أو التَرْكِيبات ويتحرك طولياً مع الشُّغْلَة أثناء حركة التغذية.
توجد ثلاث فتحات على شكل حرف T أعلى طاولة العمل الطولية لتركيب براغي المشبك (مسامير على شكل حرف T). تتميز إحدى هذه الفتحات الثلاث على شكل حرف T بدقة أعلى من الفتحتين الأخريين. توجد أيضًا فتحة T صغيرة على الجانب الأمامي لمنضدة العمل لتركيب كتل حد الحركة.
عرض طاولة العمل الطولية هو المواصفات الرئيسية التي تشير إلى حجم ماكينة التفريز.
(5) طاولة عمل مستعرضة
تقع طاولة العمل المستعرضة أسفل طاولة العمل الطولية وتستخدم لدفع طاولة العمل الطولية للتحرك ذهابًا وإيابًا.
مع طاولة الشغل الطولية ومنضدة الشغل المستعرضة وطاولة الرفع، يمكن تحريك الشُّغْلَة في ثلاثة اتجاهات إحداثيات متعامدة متبادلة لتلبية متطلبات التصنيع.
توجد طاولة دوارة بين منضدة الشغل الطولية ومنضدة الشغل المستعرضة لماكينة التفريز العامة. والغرض الوحيد منها هو السماح للطاولة الطولية بالدوران بزاوية موجبة أو سالبة لا تتجاوز 45 درجة في المستوى الأفقي، من أجل طحن الأخاديد الحلزونية.
إن وجود أو عدم وجود طاولة دوارة هو السمة المميزة الوحيدة بين ماكينات التفريز الأفقية العامة وماكينات التفريز الأفقية العادية.
(6) المغزل
يتم استخدام عمود الدوران لتركيب قواطع التفريز إما مباشرةً أو من خلال مخرط القاطع، ويدفع قاطع التفريز للدوران. عمود الدوران عبارة عن عمود مجوف بفتحة مدببة 7:24 في الطرف الأمامي لتركيب قواطع التفريز أو أربطة القاطع.
يمر مسمار طويل عبر فتحة ثقب عمود الدوران من الخلف لتثبيت قواطع التفريز أو أربطة القاطع في مكانها.
تدعم القاعدة وزن ماكينة التفريز بالكامل وتحمل سائل القطع. إنها أساس ماكينة التفريز بالكامل وهي مصممة لضمان ثبات الماكينة وصلابتها أثناء التشغيل.
بالإضافة إلى ذلك، هناك أيضًا أجهزة مساعدة مثل الرافعة وشجرة القاطع.
ماكينة تفريز طاولة الرفع الأفقية العامة X6132.
(1) طراز ماكينة التفريز ومواصفاتها.
(2) المعايير الفنية الرئيسية:
تبلغ مساحة سطح العمل للطاولة 320 مم × 1250 مم، ويبلغ أقصى انتقال للطاولة (يدوي) 700 مم طوليًا، و255 مم عرضيًا، و320 مم رأسيًا. يبلغ أقصى انتقال للطاولة (آلي) 680 مم طوليًا، و240 مم عرضيًا، و300 مم رأسيًا.
الحد الأقصى لزاوية دوران الطاولة هو ±45 درجة، والمسافة من محور عمود الدوران إلى سطح طاولة العمل من 30 مم إلى 350 مم. تحتوي سرعة عمود الدوران على 18 مستوى تتراوح من 30 دورة في الدقيقة إلى 1500 دورة في الدقيقة.
ماكينة تفريز طاولة الرفع العمودية.
تتشابه ماكينة التفريز العمودية مع ماكينة التفريز الأفقية من عدة نواحٍ. ومع ذلك، فهي تختلف في أنها لا تحتوي على سكة توجيه علوية أو عارضة عرضية على السرير.
وبدلاً من ذلك، يحتوي الجزء العلوي الأمامي من الماكينة على رأس تفريز عمودي، والذي يستخدم لتثبيت عمود الدوران وقاطع التفريز.
عادةً ما يتم وضع طاولة دوارة بين السرير ورأس التفريز العمودي في ماكينة تفريز عمودية، مما يسمح للمغزل بالإمالة بزاوية معينة لتفريز الأسطح المائلة. يمكن أيضًا استخدام ماكينة التفريز العمودية لثقب الثقوب.
ملحقات ماكينة التفريز
ب) طاولة عمل مائلة
ج) طاولة العمل الدوارة.
د) ملزمة عادية
هـ) رأس مقسم.
و) رأس تفريز عمودي.
ز) إدراج أداة الطحن
1. كماشة مسطحة الأنف
تُعرف أيضاً باسم ملزمة الماكينة، وتستخدم هذه الكماشة عادةً لحمل قطع العمل الصغيرة والمتوسطة الحجم ذات الشكل المستطيل أو الأسطواني. يُطلق على الكماشة التي تحتوي على قرص دوّار اسم الكماشة الدوارة ذات الأنف المسطح، والتي يمكن استخدامها لضبط الزوايا.
تُستخدم هذه الطريقة عادةً لتركيب قطع العمل الصغيرة ذات الشكل المنتظم.
2. طاولة دوارة
تُستخدم هذه الأداة في التثبيت قطع العمل التي تتطلب تصنيعًا آليًا للأسطح المنحنية. وهي مفيدة بشكل خاص لطحن الأسطح الدائرية الدائرية الداخلية والخارجية المنتظمة نسبيًا.
3. قاطع تفريز عالمي
لتوسيع نطاق معالجة ماكينات التفريز الأفقية. إن تركيب رأس تفريز عالمي على ماكينة تفريز أفقية لا يسمح فقط بعمليات تفريز رأسية متنوعة، بل يتيح أيضًا ضبط محور قاطع التفريز إلى أي زاوية بناءً على احتياجات التفريز.
ومع ذلك، نظرًا للتركيب المعقد لرأس التفريز الشامل والانخفاض الكبير في مساحة العمل بعد التركيب، فإن استخدامه محدود.
4. رأس تقسيم عالمي
تطبيق رأس التقسيم:
كواحد من الملحقات المهمة، يُستخدم رأس التقسيم بشكل شائع لتركيب قطع العمل على الأسطح المائلة لطحن الأسطح المائلة، وإجراء عمليات الفهرسة، وباستخدام طرق الفهرسة المختلفة (مثل الفهرسة البسيطة، والفهرسة المركبة، والفهرسة التفاضلية) لمختلف مهام الفهرسة.
بالإضافة إلى ذلك، يمكن استخدام رأس التقسيم لتثبيت قطعة العمل بالزاوية المطلوبة لتسهيل معالجة القطع (مثل طحن الأسطح المائلة). عند تفريز الأخاديد الحلزونية، يمكن توصيل رأس التقسيم ببرغي الطاولة الطولية لماكينة التفريز باستخدام "ترس تبديل" لتزويد الشُّغْلَة على رأس التقسيم بحركة حلزونية أثناء تحرك الطاولة.
قاطع الطحن
قواطع التفريز هي أدوات قطع متطورة متعددة الأسنان يتم تصنيعها عادةً في منشآت متخصصة بسبب هندستها المعقدة ومتطلبات الدقة. وتتميز هذه الأدوات بإنتاجيتها العالية، والتي تنبع من عاملين رئيسيين: التعشيق المتزامن لحواف القطع المتعددة والقدرة على العمل بسرعات قطع عالية.
يمكن تحسين تصميم قواطع التفريز وأدائها لتطبيقات ومواد وظروف تصنيع محددة. وقد أدى هذا التنوع إلى مجموعة واسعة من أنواع قواطع التفريز، كل منها مصمم خصيصًا لتلبية احتياجات تصنيع معينة. يمكن تصنيف هذه القواطع بناءً على عدة معايير، بما في ذلك:
- التطبيق المقصود
- طريقة تجميع الأدوات
- هندسة المظهر الجانبي للأسنان
- زاوية اللولب
- عدد المزامير
- التركيب المادي
في حين أن كل نظام تصنيف يقدم رؤى قيمة في اختيار القاطع وأدائه، فإن هذه المناقشة ستركز في المقام الأول على التصنيف حسب التطبيق المقصود، حيث يوفر إطارًا عمليًا لفهم مجموعة متنوعة من عمليات الطحن في التصنيع الحديث.
تشمل الفئات الرئيسية القائمة على التطبيقات الرئيسية ما يلي:
- المطاحن الطرفية
- مطاحن الوجه
- طواحين الألواح
- القواطع الجانبية والوجهية
- الطواحين الحلزونية
- قواطع القوالب
- قواطع الإدخال القابلة للفهرسة
أنواع قواطع التفريز
تصنيف قواطع التفريز حسب الاستخدام:
- قاطع تفريز أسطواني
- قاطعة التفريز الطرفي
- قاطع تفريز الأقراص
- قاطع التفريز بشفرة المنشار
- تفريز الوجه القاطع
- قاطع التفريز بالمفتاح
- قاطع التفريز بالزاوية
- قاطع تفريز القوالب
قاطع تفريز الوجه
- a. تستخدم لتصنيع الأسطح المسطحة على ماكينات التفريز العمودية
- b. كل سن من أسنان قاطع تفريز الوجه يشبه قطع المخرطة أداة، والأسنان مصنوعة من سبيكة صلبة.
- c. يتم توزيع حافة القطع الرئيسية لقاطع التفريز في أحد طرفي قاطع التفريز.
- d. يكون المحور عموديًا على السطح الذي يتم تشكيله آليًا أثناء التشغيل.
قاطع تفريز أسطواني
قاطع التفريز الأسطواني مصنوع بشكل عام من الفولاذ عالي السرعة ككل. يتم توزيع حافة القطع الحلزونية على سطح الأسطوانة بدون حافة قطع ثانوية. تقطع الأسنان الحلزونية تدريجيًا وتترك قطعة العمل أثناء عملية القطع، وبالتالي فإن عملية القطع مستقرة نسبيًا.
تُستخدم بشكل أساسي في تصنيع الأسطح الضيقة والطويلة بعرض أقل من طول قاطع التفريز على ماكينات التفريز الأفقية.
قاطع تفريز الأقراص
يتضمن قاطع التفريز القرصي:
- قاطع التفريز بالفتحة
- قاطع تفريز مزدوج الطرف
- قاطع تفريز ثلاثي الحواف
قاطع تفريز بفتحة. لها أسنان فقط على سطح الأسطوانة ولا يمكن استخدامها إلا في تصنيع الأخاديد الضحلة.
قاطع التفريز بالمفتاح
A. إنه خاص أداة القطع لطحن الممرات الرئيسية، مع مزمارين فقط.
B. يمكن استخدام كل من حافة القطع المحيطية وحافة القطع الطرفية كحافة قطع رئيسية.
C. عند الاستخدام، يدخل القاطع إلى الشُّغْلَة أولاً من خلال تغذية محورية، ثم يقوم بطحن مجرى المفتاح على طول اتجاه مجرى المفتاح.
D. يجب طحن حافة القطع النهائية فقط أثناء إعادة الطحن.
المطحنة الطرفية
الفرق بين المثاقب الملتويةوقواطع تفريز الوجه، وقواطع تفريز المفاتيح:
قاطع تفريز بشفرة المنشار
تُستخدم قواطع التفريز بشفرة المنشار بشكل أساسي لقطع أو تفريز الأخاديد الضيقة إلى عمق معين.
قاطع تفريز بزاوية
تُستخدم قواطع تفريز أحادية ومزدوجة الزاوية لتفريز الأخاديد والحواف على قطع العمل.
قاطع تفريز الشكل
يتم استخدام قواطع تفريز القوالب لتصنيع الأسطح المحددة المعالم، ويتم تصميم شكل أسنان القاطع لتتناسب مع الشكل الكنتوري لسطح قطعة العمل التي يتم تشكيلها.
تصنيف قواطع الطحن حسب شكل ظهر سنها:
1. قاطعة تفريز ذات أسنان مدببة
يكون الجزء الخلفي من القاطع التفريز بالأسنان المدببة خطيًا في الغالب ويتم طحنه بواسطة قاطع تفريز بزاوية. هذا النوع من قواطع التفريز يكون دائمًا ذو تصميم مدبب. يمكن تصنيعها وشحذها بسهولة، ويمكن إعادة طحنها على طول سطح القطع الخلفي بعد أن تصبح باهتة. يحتوي هذا النوع من قواطع التفريز على حافة شفرة حادة.
2. قاطعة تفريز ذات أسنان مشكلة الشكل.
يكون الجزء الخلفي من قاطع تفريز الأسنان على شكل منحنى خاص، وعادة ما يكون حلزوني أرخميدس. يتم تشكيل ظهر السن بطريقة الحلاقة. بعد أن يصبح السن باهتاً، يمكن إعادة صقله على طول سطح القطع الأمامي.
يظل شكل أسنان قاطع التفريز دون تغيير بعد إعادة الطحن. يُستخدم هذا النوع من قواطع التفريز بشكل شائع لتصنيع أشكال حافة القطع المعقدة لقواطع تفريز الشكل.
قاطع تفريز السيقان:
1) قاطع التفريخة الطرفية
يتم توزيع أسنان قاطع التفريز على الوجه الطرفي والسطح الأسطواني للقاطع. وغالبًا ما تُستخدم لآلة تفريز الأسطح المسطحة على ماكينة تفريز رأسية ويمكن استخدامها أيضًا لآلة تفريز الأسطح المسطحة على ماكينة تفريز أفقية.
2) قاطع تفريز الوجه
إنها مناسبة لطحن الأسطح الكنتورية والأوجه الطرفية والأسطح المائلة والأخاديد والأسطح المتدرجة، إلخ.
3) قاطع تفريز مجرى المفتاح وقاطع تفريز بفتحة T
يتم استخدامه خصيصًا لتصنيع المداخل الرئيسية والفتحات على شكل حرف T.
4) قاطع تفريز دوفيتيل 4)
يُستخدم خصيصاً لتفريز الأخاديد المتداخلة.
قاطع تفريز بفتحات:
نطاق تصنيع آلات التفريز
الطحن هو طريقة تصنيع متعددة الاستخدامات ومنتجة للغاية توفر دقة وجودة سطح استثنائية. وعادةً ما يمكن لعمليات الطحن تحقيق تفاوتات في الأبعاد تتراوح بين IT9 وIT8 وفقًا لنظام درجة التسامح الدولي، مع قيم خشونة السطح (Ra) بين 6.3 و1.6 ميكرومتر. هذه القدرات تجعل الطحن مناسبًا لمجموعة واسعة من تطبيقات التصنيع عالية الدقة.
يشمل نطاق الطحن مجموعة متنوعة من قدرات المعالجة، بما في ذلك:
- الأسطح المستوية: إنشاء أسطح مستوية وناعمة بدقة عالية
- ميزات الخطوة: إنتاج أشكال هندسية متدرجة دقيقة
- الأخاديد والفتحات: قطع الأشكال والأحجام المختلفة للقنوات
- الأسطح المحيطية: توليد أشكال وملامح ثلاثية الأبعاد معقدة
- الأخاديد الحلزونية: تصنيع الملامح الحلزونية الشكل، مثل الخيوط اللولبية
- أسطح أسنان التروس: تصنيع ملامح تروس دقيقة لمختلف التطبيقات
- عمليات القطع: إجراء إزالة دقيقة للمواد وفصل الأجزاء بدقة
- النقش: إنشاء أنماط وعلامات سطحية مفصلة
وعلاوة على ذلك، توفر ماكينات التفريز الحديثة تنوعًا محسنًا من خلال قدرتها على استيعاب أدوات إضافية. من خلال تركيب أدوات صنع الثقوب مثل المثاقب والمثاقب وقضبان الثقب، يمكن لهذه الماكينات إجراء عمليات معالجة الثقوب المختلفة بكفاءة على قطع العمل. تقلل هذه الوظيفة المتعددة الوظائف بشكل كبير من الحاجة إلى إعدادات ماكينات متعددة، وبالتالي تحسين كفاءة التصنيع والدقة الإجمالية.
يمكن لمراكز التفريز باستخدام الحاسب الآلي (التحكم العددي بالكمبيوتر) المتقدمة أن توسع هذه القدرات بشكل أكبر، حيث توفر التصنيع الآلي خماسي المحاور للأشكال الهندسية المعقدة وأنظمة تغيير الأدوات الآلية لمعالجة سلسة للميزات المتنوعة. تستمر هذه التطورات التكنولوجية في دفع حدود ما يمكن تحقيقه في عمليات الطحن، مما يجعلها عملية لا غنى عنها في التصنيع الحديث.
طرق الطحن
الطحن التقليدي والطحن بالتسلق
التعريف:
يحدث الطحن التقليدي، والمعروف أيضًا باسم الطحن لأعلى، عندما يكون اتجاه دوران قاطع الطحن معاكسًا لاتجاه تغذية قطعة العمل. في هذه العملية، تتحرك أسنان القطع لأعلى مقابل الشُّغْلة، مما يؤدي إلى رفعها قليلاً. وعلى العكس من ذلك، يتميز الطحن المتسلق، أو الطحن لأسفل، بدوران قاطع الطحن في نفس اتجاه تغذية الشُّغْلَة. هنا، تتحرك أسنان القطع إلى أسفل في الشُّغْلة، دافعة إياها في اتجاه طاولة الماكينة.
الخصائص:
1. عندما الطحن التقليديفإن سُمك القطع يزداد تدريجيًا من الصفر.
بسبب تأثير نصف قطر الحافة غير الحادة، تكون الزاوية الأمامية سالبة في بداية القطع. يتم ضغط الأسنان وانزلاقها على سطح الشُّغْلة، مما يؤدي إلى حدوث تصلب السطح وزيادة تآكل الأسنان.
من ناحية أخرى، عند الطحن الصاعد، تبدأ سماكة القطع من الحد الأقصى. يكون تآكل الأداة أقل والمتانة عالية.
2. عند الطحن الصاعد، تكون قوة القطع في اتجاه التغذية هي نفس قوة القطع في اتجاه الشُّغْلَة.
نظرًا للخلوص بين البرغي وصامولة طاولة التشغيل، عندما تزداد قوة التغذية تدريجيًا، فإن قوة القطع ستسحب طاولة التشغيل وتسبب زحفًا، مما يؤدي إلى تغذية غير متساوية.
في الحالات الشديدة، يمكن أن يتسبب ذلك في كسر قاطع الطحن.
ومع ذلك، عند الطحن التقليدي، نظرًا لعمل قوة التغذية، يكون سطح النقل بين البرغي والصامولة دائمًا على اتصال وثيق، وبالتالي تكون عملية الطحن مستقرة نسبيًا.
3. عند الطحن التقليدي، تكون قوة القطع العمودية معاكسة لقوة التشبيك ووزن الشُّغْلَة عند الطحن التقليدي، مما يميل إلى رفع الشُّغْلَة عن طاولة الشُّغْلَة مما يؤدي إلى تفاقم الاهتزاز والتأثير على التشبيك وخشونة سطح الشُّغْلَة.
من ناحية أخرى، عند الطحن الصاعد، تكون قوة القطع الرأسية لأسفل، مما يؤدي إلى شد موثوق.
خصائص الطحن بالتسلق:
- تبدأ البُرادة سميكة وقاطع الطحن أكثر متانة;
- تضغط قوة التفريز لأسفل على قطعة العمل، مما يؤدي إلى ثباتها وتقليل اهتزازها;
- أداة الماكينة بها زحف، ولكنها عرضة للصقل السطحي;
- مقارنةً بالطحن التقليدي، فهي مناسبة للتشغيل الآلي الدقيق.
خصائص الطحن التقليدي:
- تزداد سماكة البُرادة من الرقيقة إلى السميكة;
- يتسبب القطع الأولي في ضغط الأسنان وانزلاقها وزيادة تآكل الأداة;
- تزيل قوة التفريز زحف طاولة الماكينة;
- يُستخدم الطحن التقليدي لمنع صقل السطح والزحف.
الطحن المتماثل والطحن غير المتماثل
- الطحن المتماثل:
يحدث الطحن المتماثل عندما يتم وضع محور قاطع الطحن بشكل مركزي على السطح المشغول آليًا. وينتج عن هذا التكوين توزيع متوازن لقوة القطع وعادةً ما ينتج عنه متوسط سمك برادة أكبر. يتم استخدام الطحن المتماثل في الغالب لقطع العمل ذات الأسطح العريضة للتشغيل الآلي وعند معالجة الفولاذ المقوى. ويساهم التوزيع المتوازن للقوة في تحسين تشطيب السطح وتقليل تآكل الأداة، مما يجعلها مناسبة بشكل خاص للتطبيقات عالية الدقة والمواد ذات الخصائص الصعبة في التشغيل الآلي.
- الطحن غير المتماثل:
يتميز الطحن غير المتماثل بإزاحة محور قاطع الطحن عن مركز السطح المشغول آليًا. يمكن تصنيف هذا النهج إلى طريقتين متميزتين بناءً على الموضع النسبي لمحور القاطع:
أ) الطحن التقليدي غير المتماثل: يعارض دوران القاطع اتجاه التغذية، مما ينتج عنه برادة تبدأ رقيقة ثم تزداد سماكتها تدريجيًا. توفر هذه الطريقة في كثير من الأحيان إخلاء أفضل للبُرادة ولكنها قد تؤدي إلى زيادة قوى القطع واحتمال رفع الشُّغْلَة.
ب) تسلق الطحن غير المتماثل: تتم محاذاة دوران القاطع مع اتجاه التغذية، مما ينتج برادة تبدأ سميكة وتقل تدريجياً. توفر هذه التقنية بشكل عام تشطيبًا محسنًا للسطح، وقوى قطع منخفضة، وعمرًا محسنًا للأداة، ولكنها تتطلب إعدادات أكثر صلابة للماكينة لمنع حدوث رفرفة.
يعتمد الاختيار بين التفريز التقليدي والتسلق غير المتماثل على عوامل مثل صلابة الماكينة ومواد الشُّغْلَة ومتطلبات تشطيب السطح وخصائص الأداة. تقدم كل طريقة مزايا وتحديات فريدة من نوعها، مما يستلزم النظر بعناية في تخطيط العملية لتحسين نتائج التصنيع الآلي.