هل تساءلت يومًا عن كيفية تحقيق القطع الدقيق في الآلات الثقيلة؟ تكشف هذه المقالة النقاب عن الأسرار الكامنة وراء تشغيل وتعديل المقصلة المقصلة. تعلم كيفية ضمان السلامة، والحفاظ على الكفاءة، وتحقيق القطع المثالي في كل مرة. استعد لاستكشاف الخطوات الأساسية ونصائح الخبراء التي تصنع الفارق.
a. تعرف على محتوى الدليل وفهم الهيكل الرئيسي للماكينة وطريقة التشغيل واحتياطات صيانة السلامة.
b. نظِّف سطح الماكينة من مضاد للصدأ الزيت، وهو ما يمكن القيام به باستخدام البنزين أو الكيروسين، ولكن لا يمكن إذابة المنظفات.
c. نظف خزان الزيت قبل إعادة التزود بالوقود. يجب ألا يحتوي خزان الزيت على أي شوائب. أعِد الملء بزيت جديد، YB (c) -N32 أو YB (c) -الزيت الهيدروليكي N46يتم ترشيحه باستخدام موزع وقود لا تقل دقة ترشيحه عن 5 ميكرومتر، حتى يصبح مستوى الزيت أعلى من أربعة أخماس الموضع الذي يشير إليه مقياس المستوى. يتمتع الزيت الهيدروليكي Mobil AFT-25 بأفضل تأثير بعد الاختبارات المتكررة. يوصى باستخدام الزيت الهيدروليكي المضاد للتآكل YB-N32 في درجات الحرارة المنخفضة (حوالي 5 ℃) في الشتاء. اترك الماكينة في وضع الخمول لفترة من الوقت، وقم بتركيب سخان في النظام الهيدروليكي إذا لزم الأمر. يجب ألا تتجاوز درجة حرارة الزيت في النظام الهيدروليكي في ظل التشغيل العادي 75 ℃. قم بتركيب مبرد إذا كانت درجة حرارة الزيت مرتفعة للغاية.
d. أضف شحم التشحيم إلى جميع الأجزاء المتحركة وفقًا للدليل. ه. قم بتشغيل مصدر الطاقة، واضبط مفتاح الخزانة الكهربائية على الوضع "1"، ولا تقم بتشغيل محرك مضخة الزيت، وتحقق مما إذا كانت الصمامات الهيدروليكية والمكونات الكهربائية ذات الصلة تعمل بشكل طبيعي وفقًا لمواصفات العملية المختلفة وأوضاع التشغيل.
تشغيل الماكينة
(1) اضغط على زر بدء تشغيل المحرك لبدء تشغيل المحرك الرئيسي، وتحقق مما إذا كان اتجاه دوران المحرك متوافقًا مع اتجاه الدوران على ملصق مضخة الزيت، وتحقق من اتجاه دوران المحرك من خلال مراقبة أداة التوصيل.
إذا لم يكن متناسقاً، توقفي فوراً.
عند تغيير اتجاه المحرك، يجب على المحترفين قطع التيار الكهربائي وتغيير طور الخط الوارد.
عند وجود هواء في نظام الأنابيب، اضغط على زري التشغيل والإيقاف بالتناوب لعدة مرات. بعد تفريغ الهواء، يمكن أن تدخل مضخة الزيت في التشغيل العادي.
(2) يجب إجراء التشغيل التفصيلي لبرمجة المنتج الجديد بعد قراءة دليل تشغيل النظام الكهربائي ودليل التشغيل بالتفصيل.
تعديل الماكينة
تم ضبط أداة الماكينة واختبارها بدقة قبل مغادرة المصنع. ومع ذلك، قد تتغير جميع التعديلات أثناء النقل. لذلك، يجب إجراء الفحوصات التالية قبل الاستخدام الرسمي.
(1) تعديل خلوص الشفرة
يتم ضبط خلوص الشفرة للماكينة تلقائيًا بواسطة نظام التحكم العددي. سيؤثر ما إذا كان خلوص الشفرة مضبوطًا بشكل صحيح على جودة القص بشكل مباشر الصفائح المعدنية والعمر التشغيلي للشفرة.
من أجل الحصول على وجه طرف قطع عالي الجودة، يجب تحديد فجوة معقولة للشفرة وفقًا للمادة المراد قطعها. يوصى بالطرق التالية لضبط خلوص الشفرة.
يُستخدم الفولاذ منخفض الكربون ذو قوة الشد σB = 370-400 ميجا باسكال والاستطالة δ= 35% كمعيار للضبط، ويتم اختيار خلوص الشفرة وفقًا لـ 8% من سُمك اللوحة. بالنسبة للمتوسط و فولاذ عالي الكربون ذات الاستطالة المنخفضة، يجب أن تكون قيمة خلوص الشفرة أكبر من قيمة خلوص الفولاذ منخفض الكربون بسماكة متساوية.
عند قص الفولاذ المقاوم للصدأ صفيحة فولاذيةفإن خلوص الشفرة يعتمد على استطالتها، ويجب استخدام الشفرة لقص الفولاذ المقاوم للصدأ لأن استطالة بعض الفولاذ المقاوم للصدأ أعلى من الفولاذ عالي الكربون بنفس القوة.
انتباه:
أ) بعد ضبط خلوص الشفرة، يجب تشغيل الماكينة فارغة مرة واحدة على الأقل قبل القص الرسمي.
ب) عند قص المواد البلاستيكية، يجب أن تكون فجوة الشفرة أصغر قليلاً؛ وعند قص المواد الهشة، يجب أن تكون فجوة الشفرة أكبر قليلاً.
ج) بعد ضبط خلوص الشفرة في كل مرة، يجب إجراء القطع التجريبي.
(2) تعديل زاوية القص
يتم ضبط زاوية قص الماكينة تلقائيًا بواسطة نظام التحكم العددي.
يمكن تغيير زاوية القص عن طريق ضبط كمية الزيت في الحجرة العلوية لأسطوانة الزيت المساعدة.
زيادة زاوية القص تجعل تشويه قطعة العمل أسهل في التشويه، في حين أن تقليلها يجعلها أكثر عرضة لإنتاج نتوءات.
انتباه:
أ) بعد كل تعديل لزاوية القص، يجب تشغيل الماكينة فارغة مرة واحدة على الأقل قبل القص الرسمي.
ب) عندما لا تكون متطلبات القطع عالية، يجب ألا يقل الحد الأدنى لعرض المادة الضيقة التي يمكن قطعها عن 3 أضعاف سمك اللوحة؛ وإلا فمن المحتمل أن تتلف الشفرة.
ج) للحصول على أجزاء قص ناعمة دون تشويه وتشوهات، يجب أن يكون الحد الأدنى لعرض صفيحة القص أكبر من 15 ضعف سمك الصفيحة، ولكن ليس أقل من 80 مم.
د) كلما زاد عرض صفيحة القص، قل التشوه.
(3) إزالة الشفرة وتركيبها
لا يوجد
الاسم
لا يوجد
الاسم
1
حاملة الأدوات
5
أسطوانة الضغط
2
الشفرة العلوية
6
الدرابزين الأمامي
3
الشفرة السفلية
7
لوحة الغطاء
4
طاولة العمل
8
برغي الضبط
إن التكوين القياسي للشفرات العلوية والسفلية للماكينة عبارة عن قطعتين من ربط السكين، والتي تتميز بميزة الطحن المريح ولا تتطلب مطحنة خاصة.
يمكن تهيئة طول الشفرات العلوية والسفلية بالكامل وفقًا لاحتياجات المستخدمين.
أ) إزالة الشفرة
قم بتشغيل الماكينة، واضبط خلوص الشفرة على قيمة قصوى تبلغ 0.64 مم، واضبط زاوية القص على 1.0 درجة، واجعل حامل الأداة يعمل لأعلى ولأسفل لعدة دورات، وأغلق أداة الماكينة، وقم بإزالة السياج الواقي ولوحة غطاء أسطوانة الضغط.
قم بإزالة الشفرة السفلية أولاً:
قم بفك جميع براغي التثبيت الخاصة بالشفرتين السفليتين، وأمسك إحدى الشفرتين السفليتين بمربع خشبي طويل في الجزء الخلفي من ماكينة الماكينة لمنعها من الانقلاب للخلف، ثم قم بإزالة البراغي الموجودة على الشفرة، واسحب الشفرة من جانب ماكينة الماكينة.
قم بإزالة الشفرة الأخرى بنفس الطريقة.
ثم قم بإزالة الشفرة العلوية:
قم بفك جميع براغي التثبيت الخاصة بالشفرتين العلويتين، وضع مربعين خشبيين مناسبين بين إحدى الشفرتين العلويتين ومنضدة العمل، وقم بتثبيت الشفرة العلوية. قم بإزالة البراغي الموجودة على الشفرة، وفك المربعات الخشبية ببطء، واسحب الشفرة العلوية من جانب ماكينة الماكينة.
قم بإزالة الشفرة العلوية الأخرى بنفس الطريقة.
ب) تركيب الشفرات
ترتيب تركيب الشفرة هو عكس ترتيب إزالة الشفرة.
قم بتركيب الشفرة العلوية أولاً:
أدخل مربعين خشبيين مناسبين في أحد الطرفين بين حامل الأدوات ومنضدة العمل، وأدخل الشفرة العلوية من ذلك الطرف، وأمسكها بمربعين خشبيين، وثبّت البراغي على الشفرة دون إحكام ربطها.
ثم قم بتركيب شفرة علوية أخرى بنفس الطريقة.
استخدم هذين المربعين الخشبيين للضغط على الشفرة العلوية لأعلى لجعل الشفرة العلوية قريبة تمامًا من سطح تركيب حافة الشفرة لحامل الأداة.
ثم أحكم ربط البراغي على الشفرة من مفصل السكين إلى الحافة بالتناوب.
أحكم ربط براغي الشفرة على الشفرة الأخرى بنفس الطريقة.
ثم قم بتركيب الشفرة السفلية:
أدخل شفرتين سفليتين من جانبي الماكينة وأمسك الشفرة السفلية بمربع خشبي طويل في الجزء الخلفي من أداة الماكينة.
أولاً، قم بتركيب جميع البراغي ثم اربط براغي الشفرة السفلية من مفصل السكين إلى كلا الطرفين بالتناوب.
بعد تركيب الشفرات العلوية والسفلية، قم بتركيب لوحة الغطاء والسياج الواقي تباعاً.
انتباه:
أ) عند إزالة الشفرة، تكون الشفرة ثقيلة وحادة. يجب أن يتوخى المشغل الحذر الشديد ويرتدي قفازات قبل التشغيل.
ب) قوة شد برغي الشفرة هي 35 نيوتن - M.
(4) طحن الشفرات
يجب طحن الشفرة بانتظام.
بعد أن تصبح الشفرة غير حادة، إذا استمر استخدامها، سيتلف هيكل الحبيبات الخارجي للشفرة بسبب الضغط المفرط، الأمر الذي لن يؤدي فقط إلى تلف الماكينة ولكن سيؤدي أيضًا إلى ضعف جودة القص.
بعد طحن الشفرة، يمكن إزالة الحبيبات الموجودة في الطبقة الخارجية.
تحتوي الشفرات العلوية والسفلية للماكينة على أربع حواف قطع. يكون الطحن مطلوبًا عندما يكون نصف قطر شريحة الشفرة أكبر من 0.25 مم.
يبلغ مقدار الطحن من جانب واحد 0.5 مم، وتبلغ بدل الطحن لكل شفرة 4 مم (2 مم على جانب واحد).
إذا تم ترتيب عملية طحن الشفرة لمقصات الألواح المستخدمة عادةً وفقًا لهذه الطريقة، فستكون كمية الطحن هي الأصغر، وسيكون عمر الخدمة أطول فترة.
(5) تعديل انتظام خلوص الشفرة
بعد طحن الشفرة أو تغييرها، يجب إعادة فحص انتظام خلوص الشفرة وتعديلها على النحو التالي:
أ) ابدأ تشغيل أداة الماكينة، واضبط زاوية القص على 0 درجة، واجعل الشفرتين العلوية والسفلية متوازيتين، واضبط خلوص الشفرة على قيمة قصوى تبلغ 0.64 مم.
ب) أوقف تشغيل مضخة الزيت واضبط صمام الخانق يدويًا على 120 لجعل حامل الأداة يتحرك ببطء إلى أسفل حتى تتطابق الشفرتان العلوية والسفلية بطول 1-2 مم على كامل الطول.
وبعبارة أخرى، أغلق صمام الخانق لضمان عدم انزلاق حامل العِدَّة للأسفل.
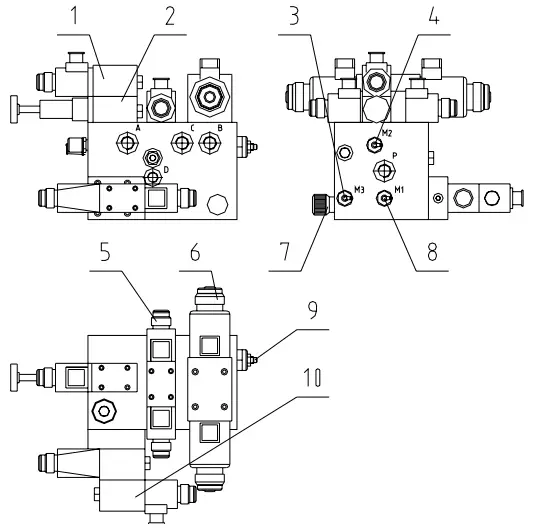
تخطيط مكدس الصمامات
لا يوجد
البند
1
صمام التحكم في أسطوانة الضغط 140
2
صمام تخفيض الضغط لأسطوانة الضغط 50
3
نقطة قياس ضغط دعم الغرفة السفلى
4
نقطة قياس الضغط لأسطوانة الضغط
5
صمام التحكم في زاوية القص 70
6
صمام التحكم في مسند الأدوات 60
7
صمام الخانق 120
8
نقطة قياس الضغط الرئيسية
9
صمام دعم الحجرة السفلية 80
10
صمام التحكم في الضغط الرئيسي 20/30
ج) افتح باب الكابينة الكهربائية، واضغط مع الاستمرار على ملامس التيار المتردد 1KM2 الذي يقلل من فجوة الشفرة، وراقب القيمة الفعلية لفجوة الشفرة من خلال صفحة العجلة اليدوية، واضبط الفجوة بين الشفرات العلوية والسفلية إلى 0.08 مم كحد أدنى، وأغلق باب الكابينة الكهربائية.
د) قم بفك مسامير الدفع والصواميل الموجودة على دعامتي نابض القرص، وفك الصواميل الموجودة على مسامير الضبط الأربعة في الخلف، واضبط مسامير الضبط الأربعة لجعل المسافة من طرفي الشفرة العلوية إلى طرفي الشفرة السفلية متناسقة (عند ضبط أحد الطرفين، يجب ضبط مسامير الضبط العلوية والسفلية في نفس الوقت).
قم بالقياس باستخدام مقياس تحسس؛ يجب أن تكون الفجوة بين 0.05 مم و0.1 مم.
ثم أحكم ربط الصواميل على براغي الضبط الأربعة ومسامير الدفع والصواميل على دعامتي نابض القرص.
رسم هيكلي لقضيب توجيه مسند العِدَّة
لا يوجد
البند
1
مخفض الدودة التوربينية
2
برغي الضبط
3
ضبط الصامولة
4
دعامة زنبرك القرص
5
الغدة
ه) اضبط برغي الضبط على حامل العِدَّة من اليسار إلى اليمين، وتحقق من خلوص الحافة باستخدام مقياس جسّ 0.05 مم ومقياس جسّ 0.1 مم. تأكد من أن مقياس التماس 0.05 مم يمكن أن يمر، ولكن مقياس التماس 0.1 مم لا يمكن أن يمر.
و) بعد إيقاف التشغيل، أعد تشغيل الماكينة، واضبط زاوية القص إلى الحد الأقصى، ثم أغلق مضخة الزيت. اضبط صمام الخانق على 120 لجعل حامل العِدَّة ينخفض ببطء، وتحقق مما إذا كان خلوص الشفرة لكل قسم هو نفس قيمة الخلوص المحددة أصلاً للنظام.
إذا لم يكن الأمر كذلك، قم بفك براغي الضبط الأربعة الموجودة على الجانب الخلفي واضبط خلوص الشفرة بنفس قيمة الخلوص المحدد أصلاً للنظام.
يجب أن تكون زاوية سطح تموضع الإيقاف الخلفي متسقة مع زاوية تشغيل حامل الأداة. وإلا، عندما تتغير زاوية القص، سيتغير سطح تموضع الإيقاف الخلفي وسيصبح تموضع الإيقاف الخلفي غير دقيق.
عند التحقق من زاوية سطح تحديد موقع الإيقاف الخلفي، ضع مؤشر قرص على الجدران على جانبي الماكينة ووجه الرأس على سطح تحديد الموقع.
عندما ينخفض حامل العِدَّة إلى أسفل، يجب ألا يزيد تغيير قراءة مؤشر القرص عن 0.05 مم.
إذا كانت أكبر من 0.05 مم، اضبط البراغي M8×30 (GB70-85) و M8×35 (GB85-88).
ب) تعديل التوازي
قم بفك صامولة القفل، وأدر برغي الضبط، وقم بقياس المسافة من طرفي سطح تحديد موقع الإيقاف الخلفي إلى حافة السكين السفلية باستخدام مسطرة عمق، ثم أحكم ربط صامولة القفل بعد ألا يتجاوز الخطأ 0.05 مم.
حاول قطع الصفيحة وتحقق من التوازي. إذا كان هناك أي انحراف، استمر في الضبط.
يجب أن تكون المسافة من منتصف سطح تحديد موقع الإيقاف الخلفي إلى حافة السكين السفلية أكبر قليلاً من المسافة الموجودة في كلا الطرفين.
إذا كان انحراف المسافة من طرفي سطح تحديد موقع الإيقاف الخلفي إلى حافة السكين السفلية كبيرًا جدًا، فقم بفك البراغي الداعمة للوحة الانتقال التي تربط محرك المؤازرة. ثم قم بفك براغي التوصيل بين الدعامة واللوحة الانتقالية بحيث يمكن فك السير المسنن المتزامن.
ثم قم بتدوير البرغي اللولبي على جانب واحد لجعل المسافة من طرفي سطح تحديد موقع الإيقاف الخلفي إلى حافة السكين السفلية متساوية تقريبًا.
بعد ذلك، قم بتركيب الحزام المسنن المتزامن، وأحكم ربط براغي التوصيل، وشد الحزام المسنن المتزامن.
ثم اضبط التوازي، وطريقة الضبط هي نفسها المذكورة أعلاه.
(7) تعديل ضغط النظام الهيدروليكي
تم ضبط قيم الضغط لأداة الماكينة وفقًا لمواصفات العمل قبل مغادرة المصنع.
لا يحتاج المستخدم إلى تعديلها بنفسه، ولكن بعد إصلاح الماكينة أو استبدال المكونات الهيدروليكية، قد يكون التعديل ضروريًا.
إذا احتاج المستخدم إلى ضبط ضغط النظام، يجب ضبط الصمام 30 وفقًا لضغط التشغيل الأقصى (25 ميجا باسكال) للنظام الهيدروليكي.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
كيف يمكنك التأكد من أن المقص المقص المقصلة يعمل بأمان ويدوم لفترة أطول؟ تستكشف هذه المقالة ممارسات الصيانة الأساسية للمقصات المقصلة، بدءًا من الفحوصات اليومية وحتى الإصلاحات السنوية. ستتعرف على أهم...
كم مرة يجب عليك تشحيم آلة القص المقصلة لضمان أدائها الأمثل؟ في هذه المقالة، نتناول في هذه المقالة ممارسات التشحيم الأساسية التي تحافظ على تشغيل هذه المعدات الحيوية بسلاسة....
هل تساءلت يومًا كيف يتم قطع الصفائح المعدنية الضخمة بدقة وبأقل جهد ممكن؟ في هذه المقالة، نستكشف العالم الرائع للمقصات الهيدروليكية المقصلة الهيدروليكية. سوف تتعلم عن...
هل واجهت من قبل تحدي تغيير الشفرات في المقصلة الهيدروليكية؟ يرشدك هذا الدليل التفصيلي خلال العملية، مع ضمان السلامة والدقة في كل خطوة. من التفكيك الأولي...
ما الذي يميز المقصات المقصلة الهيدروليكية عن المقصات ذات العارضة المتأرجحة، وما أهمية هذه الفروق بالنسبة لمشاريعك في تشغيل المعادن؟ تستكشف هذه المقالة الاختلافات الرئيسية، بما في ذلك حركة الشفرة، ومقصات القص...
ما الذي يتسبب في تعطل النظام الهيدروليكي في المقصلة المقصلة؟ تستكشف هذه المقالة المشاكل الشائعة مثل فقدان الضغط، وأعطال الصمام، والسقوط التلقائي للقدم الكابسة....
هل تساءلت يومًا كيف تجتمع الدقة والكفاءة معًا في القطع الصناعي؟ تستكشف هذه المقالة العالم الرائع للمقصات المقصلة وتوضح بالتفصيل مزاياها وتحدياتها. تعرّف على كيفية استخدام...
هل تقوم المقصات المقصلة الخاصة بك بإنتاج قطع غير متساوية؟ يشرح هذا الدليل الخطوات الأساسية لضمان عمل المقصات بدقة. ستتعلم كيفية قياس الدقة الهندسية، والتحقق من محاذاة الشفرة، وكيفية قياس دقة...
لماذا يرفض المقص المقصلة الخاصة بك أحيانًا بدء التشغيل أو القص بشكل غير دقيق أو يفشل في العمل بشكل صحيح؟ تتناول هذه المقالة الأعطال الشائعة في المقصات المقصلة وتقدم نصائح عملية لاستكشاف الأعطال وإصلاحها....