هل تساءلت يوماً كيف يتم تصنيع قنوات التهوية الصناعية بدقة؟ في هذا المنشور، سنستكشف في هذا المنشور ماكينة بيتسبرغ لوكفورمر - وهي أعجوبة في تصنيع مجاري الهواء. ستتعرف على وظائفها الرئيسية ومعاييرها التقنية واستخداماتها العملية. انضم إلينا بينما نكشف لك الأسرار الكامنة وراء هذه الماكينة الأساسية في عالم الهندسة الصناعية!
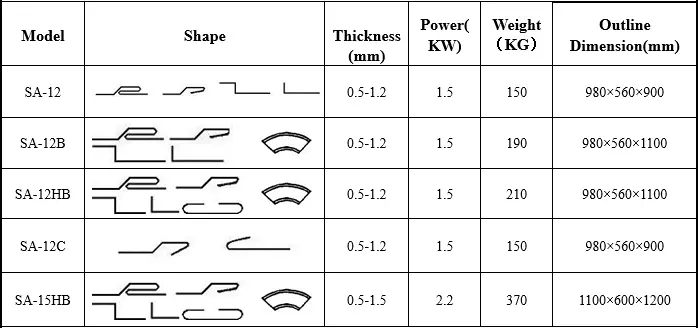
إن بيتسبرغ لوكفورمر صُممت الماكينة خصيصًا لإنتاج أنابيب تهوية مختلفة مربعة أو مستطيلة. ماكينة قفل بيتسبرغ الخاصة بنا SA12-SA15HB. التشكيل صفيحة فولاذية سمك 0.5-1.5 مم (مدرج بشكل منفصل في الصفحة 2- صور الماكينة).
بفضل ميزات الحجم الصغير، وخفة الوزن، وسهولة الحركة، والتشغيل البسيط والموثوقية، فإن ماكينة تشكيل القفل من بيتسبرغ مناسبة بشكل خاص لتصنيع أنابيب العادم في الموقع في الصناعة والتعدين والشركات والفنادق ومراكز التسوق.
حالات الاستخدام
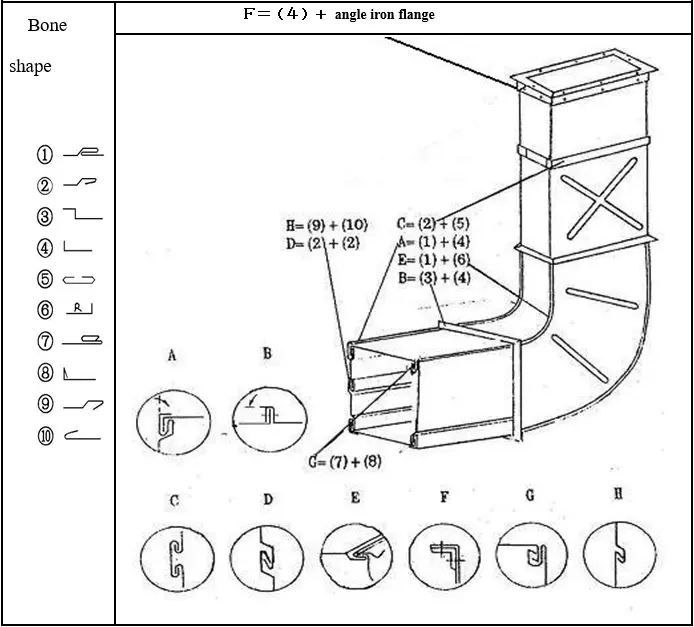
الشكل 1
هيكل ماكينة قفل بيتسبرغ
يتكون من الأجزاء الثلاثة التالية:
A. طاولة العمل
B. التحويل والتشكيل
C. رأس المرفق
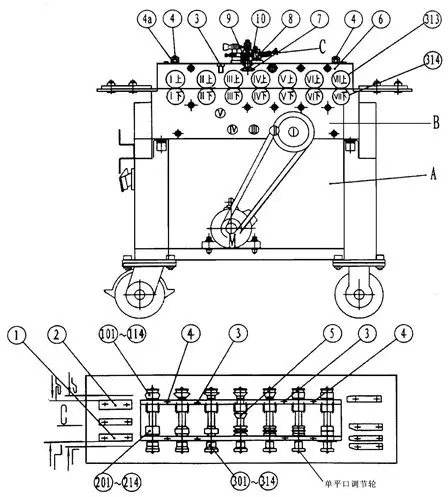
الشكل 2
1) بالنسبة للفوهة المسطحة المفردة، أحكم ربط البرغي العلوي الثاني على منفذ التفريغ الأيمن وفك برغي الملاك الأيمن.
المسائل التي تحتاج إلى اهتمام:
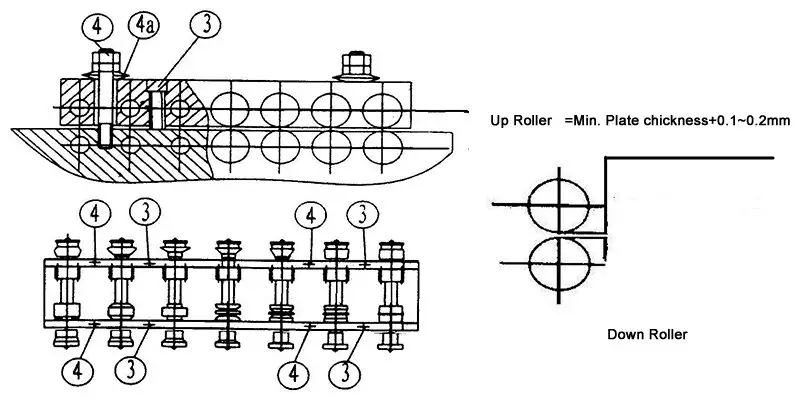
① بالنسبة لماكينة قفل بيتسبرغ SA-12-SA-15HB، سمك اللوحة الجانبية، والمسمار اللولبي المزدوج ④، والزنبرك على شكل قرص (4a) قابلة للتعديل. المسامير الأربعة ③ ③ ③③ ③④④ ثابتة.
A. طاولة العمل
الجذع عبارة عن هيكل غلاف ملحوم مصنوع من الفولاذ ذي الزوايا والصفائح الفولاذية الرقيقة، مع لوحة طاولة عمل ثابتة على أعلى الصفيحة، واللوحة مزودة بألواح تموضع أفقية ① ①②② وأربع لوحات تموضع ثابتة ②، انظر الشكل 2.
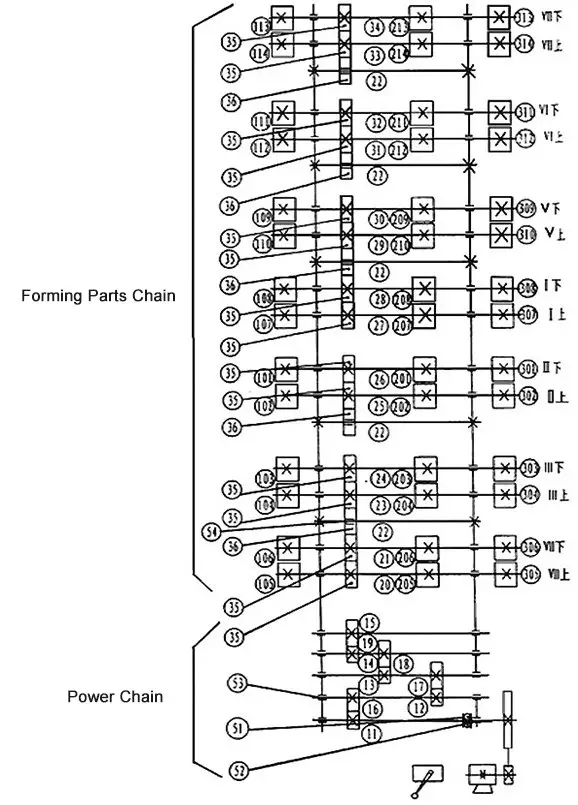
(التصميم 3) نظام النقل
B. النقل والتشكيل
قسم المحرك بأكمله عبارة عن علبة تروس مفتوحة.
تمر من خلال أعمدة التروس11، 12،13،14 والتروس 16، 17، 18، 19 إلى قسم التشكيل، ويقود الترس 19 بشكل منفصل الترس Ⅲ لأسفل 35 والترس Ⅳ لأسفل 35، ثم من خلال التروس الجسرية المتعددة التي تقود نظام الحركة بالكامل.
يتم تجهيز ماكينات قفل بيتسبرغ عمومًا بـ 6 -7 أزواج من أعمدة التشكيل، وكل عمود زوجي مجهز بترس محرك 35 وعمودين يمين ويسار أو ثلاثة أعمدة من البكرات الدوارة يمينًا ويسارًا ووسطًا ويمينًا.
(الشكل 3) هو مخطط نقل شامل، ومع ذلك، ليست كل الماكينات مجهزة بجميع المكونات المدرجة في الشكل، مثل الماكينة SA-12 、SA-15 、SA-12H 、SA-12H 、SA15 بدون بكرة دحرجة 201-214.
C. رأس المرفق
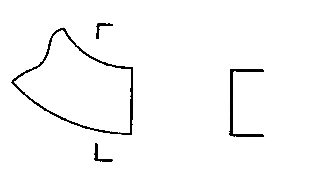
الرئيسي الهيكلي: (شكل واحد 2 العلوي)، من خلال الترس المخروطي (5)، (7) وترس القيادة (10) والبكرة الدوارة (8) و(9)، سيتم وضع قطعة العمل في فجوة البكرة وتشكيل قطعة عمل على شكل مروحة في ارتفاع معين من عظم الزاوية القائمة، كما هو موضح في الشكل 1: E=(1)+(6)
الشكل 4
رأس الكوع هو جزء مخصص مثبت على الجزء العلوي من ماكينة قفل بيتسبرغ (كما هو موضح في الشكل 2: ج)، يستخدم بشكل أساسي لعظم الزاوية القائمة، أي ثني اللوحة على شكل مروحة إلى ارتفاع معين من حافة الزاوية القائمة (انظر الشكل 4).
ربط هذا النوع من الزاوية اليمنى و ""صفيحة على شكل صفيحة ذات حافة شفة لصنع موصل أنابيب بزاوية.
سيتم تجهيز كل وضع من أوضاع ماكينة قفل بيتسبرغ بمكون مرفق وفقًا لطلب المستخدم، على سبيل المثال، تغيير SA12C إلى SA12BC.
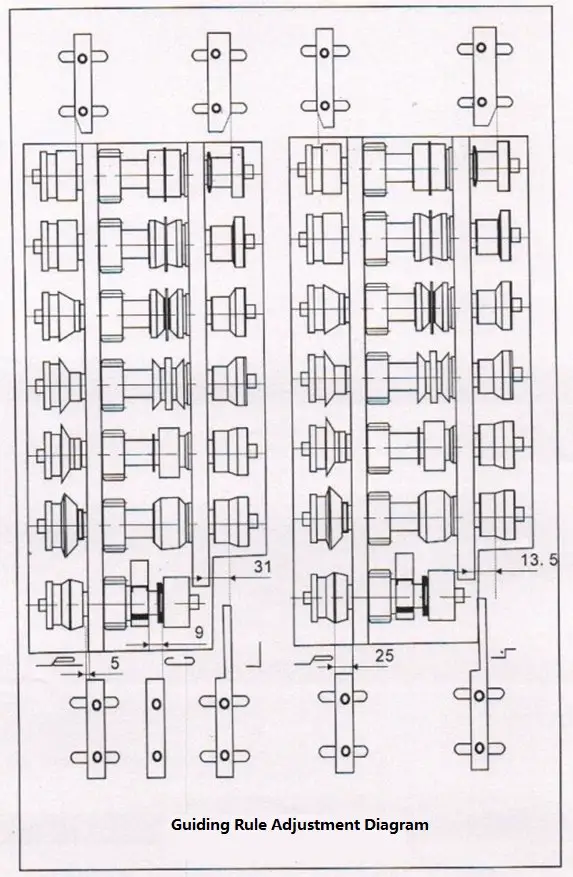
التعديل والاستخدام
يمكن استخدام ماكينة قفل بيتسبرغ السابقة للتوصيل أو الطي، ولكن لا يمكن لفها، لذلك عند استخدام الماكينة، من الضروري وجود بعض الفجوة بين الأسطوانة العلوية والأسطوانة السفلية، وتكون الفجوة حول الحد الأدنى لسُمك اللوحة زائد 0.1-0.2 (3).
يجب ضبط الفجوة قبل التسليم، يجب ألا يقوم المستخدمون بتدوير المسمار اللولبي الحدّي (3) وصامولة التثبيت (4) ونابض القرص (4 أ) (كما هو موضح في الشكل 2 و5).
الشكل 5
في حالة تغير الفجوة بسبب البرغي (3)، أو ارتخاء الصامولة (4)، أو بسبب أسباب أخرى، قم أولاً بفك الصامولة (4)، وضع زوج من الفواصل بنفس سمك بين مجموعات البكرات الأربع في أقصى اليسار، ثم اضبط برغي الحد (3) حتى تتوازى الفجوات الأربع بشكل أساسي، وأعد قفل الصامولة (4)،[= الحد الأدنى لسمك اللوحة + 0.1-0.2 مم]، إذا كان الحد الأدنى للسمك، ضع الفاصل واترك مسافة طفيفة.
جزء الأسطوانة ذات الزاوية اليمنى 300، وضبط الأسطوانة يدويًا والزنبرك على شكل قرص، والحفاظ على الصفيحة الرقيقة "" على شكل 90 درجة.
②تعديل شكل العظام:
قم بفك البراغي (1) و(2) على لوحة التموضع الأمامية وحرك لوحة التوجيه في الاتجاه الأفقي لتوسيع أو تضييق تشكيل الأجزاء. لوحة عريضة صفيحة ضيقة صفيحة عريضة صفيحة ضيقة .
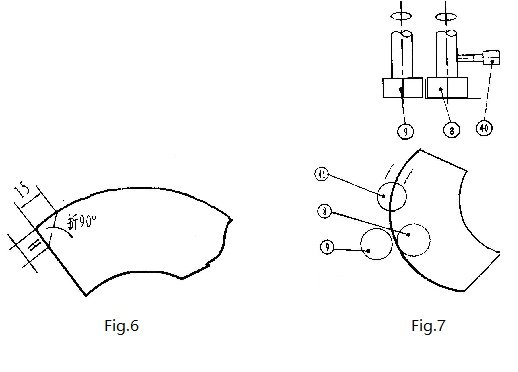
③استخدام الكوع وتعديله (الشكل 7)
أولاً، ثني رأس قطعة العمل إلى 90 درجة، بطول 15 مم، وارتفاع H (SA15-HB H=10 مم، والبعض الآخر 8 مم) (كما هو موضح في الشكل 6).
ثم أدخل الطرف B بين (8) و(9) في الاتجاه الضيق (كما في الشكل 7)، ثم اربط البرغي (40)، وابدأ تشغيل الماكينة، وادفع الصفيحة بقوة مع دوار التوجيه إلى الأسطوانة الدوارة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل عانيت من قبل في تحقيق انحناءات دقيقة في الصفائح المعدنية؟ تزيل هذه المقالة الغموض عن ماكينة الطي اليدوية، وهي أداة متعددة الاستخدامات ضرورية لثني الصلب والمعادن غير الحديدية. من خلال قراءة...
قد يكون اتخاذ قرار بشأن اختيار ماكينة بيتسبرغ لوكفورمر المناسبة لاحتياجاتك في تصنيع مجاري الهواء أمرًا مربكًا، خاصةً بالنسبة للقادمين الجدد. يبسط هذا الدليل العملية من خلال تحليل الاعتبارات الرئيسية مثل الجهد،...
لماذا يتم تفضيل القنوات الدائرية على القنوات المستطيلة في أنظمة التدفئة والتهوية وتكييف الهواء؟ على الرغم من الاستخدام التقليدي للقنوات المستطيلة، إلا أن الهندسة الحديثة تكشف أن القنوات الدائرية توفر مزايا كبيرة. فهي...
تخيل تعطل نظام تكييف الهواء الخاص بك خلال يوم صيفي حارق بسبب تركيب مجاري الهواء بشكل غير صحيح. تقدم هذه المقالة دليلاً تفصيلياً خطوة بخطوة لإنشاء وتركيب أنابيب تكييف الهواء ذات الحجم الكبير،...
هل تساءلت يوماً لماذا يبدو الهواء داخل منزلك خانقاً أو حتى غير صحي؟ تستكشف هذه المقالة الدور الحاسم لأنظمة التهوية في الحفاظ على جودة الهواء الداخلي. سوف...
هل تشعر بالفضول بشأن إتقان استخدام ماكينة كوع مجرى الهواء؟ سيوضح لك هذا الدليل كيفية تشغيلها بكفاءة وأمان. ستتعرف على هيكل الماكينة، وعملية التشكيل خطوة بخطوة...














{kind=link}
{kind=link}