إزالة غبار القطع بالبلازما باستخدام الحاسب الآلي: الشرح
هل فكرت يومًا في مدى ضرر الدخان والغبار الناتج عن القطع بالبلازما؟ نظرًا لأن القطع بالبلازما أصبح أكثر انتشارًا، فإن إدارة هذه الملوثات أمر بالغ الأهمية لتلبية المعايير البيئية. تستكشف هذه المقالة الطرق الفعالة لإزالة الغبار والدخان الناتج عن ماكينات القطع بالبلازما، بما في ذلك تقنيات المعالجة الجافة والرطبة. من خلال تنفيذ هذه الاستراتيجيات، يمكنك ضمان بيئة عمل أكثر أمانًا وفعالية. تعمق في هذا المقال لاكتشاف كيفية الحفاظ على نظافة ورشتك نظيفة ومتوافقة.
مع انتشار استخدام ماكينات القطع بالبلازما على نطاق واسع، فإن الدخان والغبار الناتج أثناء قطع ألواح الصلب يشكل مشكلة كبيرة في تلوث الهواء.
ومع ازدياد صرامة اللوائح البيئية، يمكن أن يؤدي استمرار الدخان والغبار في الورشة إلى إغلاق المصنع مؤقتًا للمعالجة.
لا بد من تنفيذ طريقة معالجة الدخان والغبار لمعالجة هذه الغازات المهدرة.
تقدم هذه المقالة لمحة عامة عن طرق معالجة الدخان والغبار الناتج عن القطع بالبلازما وتهدف إلى أن تكون غنية بالمعلومات ومفيدة.
لمعالجة الغبار الناتج عن آلات القطع بالبلازما، هناك طريقتان يمكن استخدامهما: طريقة المعالجة الجافة وطريقة المعالجة الرطبة.
I. القطع بالبلازما
تتطلب الصناعة الحديثة معالجة المعادن الثقيلة والسبائك. ولا يمكن تصنيع الأدوات ومركبات النقل اللازمة للأنشطة اليومية بدون المعادن.
على سبيل المثال، الرافعات والسيارات وناطحات السحاب والروبوتات والجسور المعلقة كلها مصنوعة من مكونات معدنية معالجة بدقة. والسبب بسيط: المواد المعدنية قوية جدًا ومتينة.
بالنسبة لمعظم التصنيع، خاصة عندما يتعلق الأمر بالعناصر الكبيرة و/أو القوية, المواد المعدنية تصبح خيارًا منطقيًا.
ومن المثير للاهتمام، أن قوة المواد المعدنية هي أيضًا عيبها: نظرًا لأن المعادن لا تتلف بسهولة، فمن الصعب معالجتها في أشكال محددة.
عندما يحتاج الناس إلى معالجة مكون له نفس حجم وقوة جناح الطائرة، كيف يمكن تحقيق القطع والتشكيل الدقيقين؟ في معظم الحالات، يتطلب ذلك استخدام ماكينة القطع بالبلازما.
الألواح والصفائح
تُعد ألواح الصلب أحد الأشكال الأربعة الرئيسية لمنتجات الصلب، إلى جانب الأنابيب والمقاطع الجانبية والأسلاك. في الدول الصناعية، يشكل إنتاج الألواح الصلب أكثر من 501 تيرابايت 3 تيرابايت من إجمالي إنتاج الصلب. يتزايد إنتاج الصين من ألواح الصلب بشكل مطرد، بما يتماشى مع نموها الاقتصادي وتطورها الصناعي.
تتميز الصفائح الفولاذية بنسبة عرضها إلى سمكها الكبيرة ومساحة سطحها الكبيرة، ويتم تصنيفها إلى نوعين رئيسيين بناءً على السُمك: الصفائح الرقيقة والصفائح السميكة.
وتتراوح سماكة ألواح الصلب الرقيقة، التي يتم إنتاجها من خلال عمليات الدرفلة على الساخن أو الدرفلة على البارد، عادةً ما يتراوح سمكها بين 0.2 مم إلى 4 مم. وتستخدم هذه الألواح على نطاق واسع في ألواح هياكل السيارات وأغلفة الأجهزة والمكونات الهيكلية الخفيفة.
ألواح الصلب السميكة، حسب التعريف، يتجاوز سمكها 4 مم. وتقسم الممارسة الصناعية هذه الفئة إلى فئات فرعية أخرى:
ألواح متوسطة من 4 مم إلى 20 مم
ألواح سميكة من 20 مم إلى 60 مم
ألواح سميكة للغاية: يزيد سمكها عن 60 مم، مما يتطلب معدات درفلة متخصصة
يتراوح عرض الألواح الفولاذية السميكة عمومًا من 600 مم إلى 3000 مم، مما يستوعب الاحتياجات الصناعية المختلفة. يتم تصنيف هذه الألواح كذلك بناءً على الاستخدامات المقصودة منها:
ألواح فولاذ بناء السفن: مصممة للبيئات البحرية، توفر مقاومة للتآكل والسلامة الهيكلية
ألواح الجسر الفولاذية: مصممة لتحقيق نسب عالية من القوة إلى الوزن ومقاومة الإجهاد
ألواح فولاذ الغلايات وأوعية الضغط: مصممة لتحمل درجات الحرارة والضغوط العالية
صفائح فولاذية ذات مربعات: تتميز بأنماط بارزة لتعزيز الثبات ومقاومة التآكل
ألواح الصلب المدرعة: تم تطويرها للحماية من المقذوفات في التطبيقات العسكرية والأمنية
ألواح الصلب المركب: الجمع بين مواد أو خواص متعددة للحصول على أداء متخصص
تاريخ القطع بالبلازما
خلال الحرب العالمية الثانية، ارتفعت الإنتاجية الصناعية الأمريكية خلال الحرب العالمية الثانية، حيث تفوقت على دول المحور بمعامل خمسة في إنتاج الدروع والأسلحة والطائرات. ويعزى هذا الإنجاز الرائع إلى حد كبير إلى الابتكارات الرائدة في تقنيات الإنتاج الضخم التي طورتها الصناعات الخاصة.
كان أحد الجوانب الحاسمة لهذه التطورات التكنولوجية هو السعي وراء طرق أكثر كفاءة لقطع وتجميع مكونات الطائرات. واعتمد العديد من مصنعي الطائرات على تقنية لحام جديدة تتضمن التدريع بالغاز الخامل، وهو ما شكل قفزة كبيرة إلى الأمام في تكنولوجيا الربط.
يكمن الاكتشاف المحوري في القدرة على إنشاء حاجز وقائي حول حوض اللحام عن طريق تأيين الغاز من خلال قوس كهربائي. وقد منعت آلية التدريع هذه بفعالية التلوث الجوي، وخاصة الأكسدة، مما أدى إلى لحامات أنظف وهياكل ملتصقة أقوى بكثير. لم يحسّن هذا الابتكار جودة اللحام فحسب، بل عزز أيضًا الإنتاجية في خطوط تجميع الطائرات.
في أوائل الستينيات، حقق المهندسون طفرة أخرى في تكنولوجيا القطع الحراري. فقد اكتشفوا أنه من خلال تضييق الفتحة وتسريع تدفق الغاز، تمكنوا من زيادة درجة حرارة القوس بشكل كبير. حقق هذا النظام الجديد درجات حرارة تتجاوز بكثير درجات حرارة معدات اللحام التقليدية، حيث وصلت إلى ما يزيد عن 30,000 درجة مئوية (54,000 درجة فهرنهايت).
وعند درجات الحرارة القصوى هذه، تجاوز الجهاز وظيفته الأصلية في اللحام ليتطور إلى أداة قطع عالية الكفاءة. ويمكن لقوس البلازما المركز بشكل مكثف أن يقطع المعادن القوية بسهولة ودقة ملحوظة، يمكن مقارنتها بشفرة ساخنة عبر مادة قابلة للرضوخ.
أحدث إدخال تقنية القطع بقوس البلازما ثورة في عمليات تصنيع المعادن. فقد حسّنت بشكل كبير من سرعة القطع ودقته وتعدد استخداماته عبر مجموعة واسعة من المعادن والسماكات. وسرعان ما أصبح القطع بالبلازما أمرًا لا غنى عنه في صناعات تتراوح من تصنيع السيارات إلى بناء السفن، مما يوفر قدرات لم يكن من الممكن تحقيقها في السابق باستخدام طرق القطع التقليدية التي تعمل بالوقود الأوكسي أو القطع الميكانيكي.
حالة البلازما
ترجع قدرة قاطع البلازما على اختراق المعدن بسهولة إلى الخصائص الفريدة لحالة البلازما. إذن، ما هي حالة البلازما؟
توجد أربع حالات للمادة في العالم. فمعظم المواد التي نتعامل معها في حياتنا اليومية إما صلبة أو سائلة أو غازية. وتتحدد حالة المادة من خلال التفاعل بين جزيئاتها. خذ الماء كمثال:
الماء الصلب هو الثلج. الثلج هو مادة صلبة تتكون من ذرات متعادلة كهربيًا مرتبة في شبكة بلورية سداسية الشكل. ونظراً للتفاعل المستقر بين الجزيئات فإنه يحافظ على شكله الصلب.
الماء السائل هو الحالة التي نشربها. لا تزال هناك قوة تفاعل بين الجزيئات، لكنها تتحرك بسرعة بطيئة بالنسبة إلى بعضها البعض. للسوائل حجم ثابت ولكن ليس لها شكل ثابت. يتغير شكل السائل وفقًا لشكل الوعاء الذي يحمله.
الماء الغازي هو بخار الماء. في بخار الماء، تتحرك الجزيئات بسرعة عالية وليس لها أي اتصال مع بعضها البعض. وبما أنه لا توجد قوة تفاعل بين الجزيئات، فإن الغاز ليس له شكل أو حجم ثابت.
تحدد كمية الحرارة (المحولة إلى طاقة) التي تتلقاها جزيئات الماء خصائصها وحالتها. وببساطة، يسمح المزيد من الحرارة (المزيد من الطاقة) لجزيئات الماء بالوصول إلى حالة حرجة حيث يمكنها التحرر من تأثيرات روابطها الكيميائية.
في الحالة الحرارية المنخفضة، ترتبط الجزيئات ببعضها البعض بإحكام، مكوِّنةً مادة صلبة. وعندما تمتص المزيد من الحرارة، تضعف القوى بين الجزيئات وتصبح سائلًا. وعندما تمتص المزيد من الحرارة، تضعف القوى بين الجزيئات تمامًا، وتصبح غازًا.
إذن، ماذا يحدث إذا واصلنا تسخين الغاز؟ يصل إلى حالة رابعة: حالة البلازما.
عندما يصل الغاز إلى درجات حرارة عالية للغاية، يدخل في حالة البلازما. تبدأ الطاقة في فصل الجزيئات عن بعضها البعض تمامًا، وتبدأ الذرات في الانقسام.
تتكوَّن الذرة النموذجية من بروتونات ونيوترونات في النواة، وتحيط بها إلكترونات. وفي حالة البلازما، تنفصل الإلكترونات عن الذرة.
وبمجرد أن تتسبب الطاقة الحرارية في خروج الإلكترونات من الذرة، تبدأ في التحرك بسرعات عالية. تحمل الإلكترونات شحنة سالبة، بينما تحمل النواة الذرية المتبقية شحنة موجبة. وتسمى هذه النوى الذرية الموجبة الشحنة بالأيونات.
عندما تتصادم الإلكترونات عالية السرعة مع إلكترونات أو أيونات أخرى، فإنها تطلق كمية هائلة من الطاقة. وهذه الطاقة هي التي تعطي حالة البلازما خصائصها الفريدة، مما يؤدي إلى قدرة قطع مذهلة.
في الكون، يوجد في الكون ما يقرب من 991 تيرابايت 3 تيرابايت من المادة في حالة البلازما. ونظرًا لارتفاع درجة حرارتها الشديد، فهي ليست شائعة على الأرض؛ لكنها شائعة جدًا على الأجرام السماوية مثل الشمس. وعلى الأرض، يمكن العثور على هذه الحالة في البرق.
ماكينة القطع بالبلازما
تأتي ماكينات القطع بالبلازما في مجموعة متنوعة من الأشكال والأحجام. فهناك ماكينات القطع بالبلازما الكبيرة التي تستخدم أذرع روبوتية للقطع الدقيق، بالإضافة إلى ماكينات القطع بالبلازما اليدوية المبسطة التي تُستخدم في الورش اليدوية.
بغض النظر عن الحجم، تعتمد جميع ماكينات القطع بالبلازما على نفس المبادئ ولها تصميمات هيكلية متشابهة.
أثناء تشغيل ماكينة القطع بالبلازما، يتم إرسال غازات مضغوطة مثل النيتروجين أو الأرجون أو الأكسجين عبر أنبوب ضيق. يتم وضع قطب كهربائي سالب في منتصف الأنبوب.
عندما يتم تزويد الطاقة إلى القطب السالب وتلامس الفوهة المعدن، تتشكل دائرة موصلة وتتولد شرارات كهربائية عالية الطاقة بين القطب والمعدن.
وبينما يتدفق الغاز الخامل عبر الأنبوب، تقوم الشرارات الكهربائية بتسخين الغاز حتى يصل إلى الحالة الرابعة من المادة. وتنتج عملية التفاعل هذه تياراً من البلازما تبلغ درجة حرارته حوالي 16,649 درجة مئوية وبسرعة تصل إلى 6,096 متراً في الثانية، وهو ما يمكن أن يذيب المعدن بسرعة.
البلازما نفسها لديها تيار كهربائي يتدفق من خلالها. وطالما يتم تزويد القطب الكهربائي بالطاقة بشكل مستمر وتظل البلازما على اتصال مع المعدن، فإن دورة إنتاج القوس الكهربائي تكون مستمرة.
ولضمان هذا التلامس مع تجنب الأكسدة والأضرار الناجمة عن الخصائص الأخرى غير المعروفة للبلازما، فإن فوهة آلة القطع مزودة بمجموعة أخرى من الأنابيب. تطلق هذه المجموعة من الأنابيب باستمرار غاز التدريع لحماية منطقة القطع. يمكن لضغط غاز التدريع أن يتحكم بفعالية في نصف قطر البلازما العمودية.
كلما زادت سماكة الصفيحة الفولاذية المراد قطعها، زاد تيار القطع المطلوب.
غبار القطع بالبلازما
تولد عملية قطع المعادن بالبلازما كميات كبيرة من الدخان والجسيمات التي تتكون من خليط معقد من المواد الخطرة. وتشمل هذه الانبعاثات أكاسيد المعادن والمركبات العضوية المتطايرة (VOCs) مثل الأسيتالديهيد والكبريتيدات ومختلف الهيدروكربونات. ومع إطلاق هذه الجسيمات في الهواء، فإنها تخلق مخاطر كبيرة على صحة العمال وسلامة البيئة.
تختلف تركيبة وتركيز هذه الانبعاثات اعتمادًا على عوامل مثل المادة التي يتم قطعها، ومعايير القطع، ووجود طلاءات أو ملوثات. على سبيل المثال، قد يؤدي قطع الفولاذ المقاوم للصدأ إلى إنتاج الكروم سداسي التكافؤ، وهو مادة مسرطنة معروفة، في حين أن قطع الفولاذ المجلفن يمكن أن يطلق أبخرة أكسيد الزنك، مما قد يسبب حمى الأبخرة المعدنية.
يمكن أن يؤدي التعرض لفترات طويلة لهذه الملوثات المحمولة جواً إلى الإصابة بأمراض مهنية خطيرة، بما في ذلك:
مشاكل الجهاز التنفسي: داء الانسداد الرئوي المزمن (COPD) والربو والتغبر الرئوي
مشاكل القلب والأوعية الدموية: زيادة خطر الإصابة بأمراض القلب والسكتة الدماغية
التأثيرات العصبية: الصداع، والدوار، واحتمال الإصابة بضعف الإدراك على المدى الطويل
المخاطر المسرطنة: سرطان الرئة والأورام الخبيثة الأخرى
في الحالات الشديدة، يمكن أن يؤدي التعرض الحاد لتركيزات عالية من بعض الأبخرة إلى حالات مهددة للحياة مثل حمى الأبخرة المعدنية أو متلازمة الضائقة التنفسية الحادة (ARDS).
ونظرًا لهذه المخاوف الصحية والبيئية الكبيرة، أصبح تنفيذ تدابير فعالة للتحكم في الغبار والأبخرة في عمليات القطع بالبلازما أمرًا بالغ الأهمية بشكل متزايد.
ثانيًا. المعالجة الرطبة
تنطوي طريقة المعالجة الرطبة في القطع بالبلازما على غمر قطعة العمل في طبقة مائية موضوعة تحت آلة القطع. تلتقط هذه التقنية بشكل فعال المنتجات الثانوية الضارة المتولدة أثناء عملية القطع، مما يمنع إطلاقها في الغلاف الجوي. ويعمل الماء كحاجز يحجز الأبخرة والجسيمات وغيرها من المواد الخطرة المحتملة الأخرى.
على الرغم من اعتماد هذه الطريقة على نطاق واسع في البيئات الصناعية، إلا أنها تنطوي على العديد من التحديات:
المخاوف البيئية: يمكن أن تؤدي هذه العملية إلى تلوث المياه، مما يستلزم إجراءات إضافية لمعالجة مياه الصرف الصحي لتلبية اللوائح البيئية.
القيود المناخية: في المناطق ذات المناخ البارد، يكون السرير المائي عرضة للتجمد، مما يجعل النظام غير قابل للتشغيل بدون آليات تدفئة مناسبة.
قيود المواد: لا يوصى بهذه الطريقة لقطع المعادن التفاعلية مثل الألومنيوم والمغنيسيوم، والتي يمكن أن تنتج غبارًا متفجرًا عند ملامستها للماء. يزداد خطر التفاعلات العنيفة بشكل كبير في ظروف الغمر بالمياه.
تدهور قطعة العمل: قد تتعرّض ألواح الصلب للأكسدة السطحية بسبب التعرّض الطويل للماء أثناء القطع وبعده، مما قد يضر بسلامة المادة أو يستلزم خطوات إضافية بعد المعالجة.
انخفاض كفاءة القطع: يمكن لمقاومة الماء وتأثير التبريد أن يقلل من درجة حرارة قوس البلازما ونقل الطاقة، مما يؤدي إلى سرعات قطع أبطأ مقارنة بطرق القطع الجاف.
اعتبارات الصيانة: يتطلب السرير المائي التنظيف المنتظم واستبدال المياه لمنع تراكم الملوثات والحفاظ على الأداء الأمثل.
على الرغم من هذه القيود، تظل المعالجة الرطبة خيارًا قابلاً للتطبيق في العديد من التطبيقات نظرًا لقدراتها الفعالة في الحد من الأبخرة والضوضاء. وللتخفيف من بعض العيوب، قد تتضمن الأنظمة المتقدمة ترشيح المياه والتحكم في درجة الحرارة وميزات الإدارة الآلية لمستوى المياه.
ثالثًا. طريقة المعالجة الجافة
تتضمن طريقة المعالجة الجافة جمع الدخان والغبار الناتج أثناء القطع بالبلازما. وهناك العديد من طرق التجميع المتاحة، بما في ذلك الشفط الجانبي والشفط السفلي والشفط العلوي. يتم سحب الدخان والغبار إلى خط أنابيب بواسطة مروحة ثم تنقيته باستخدام معدات إزالة الغبار قبل تفريغها في الورشة أو خارجها.
يتم تحديث هذه الطريقة باستمرار مع تقدم تكنولوجيا ماكينات القطع. في السابق، كان يتم تثبيت غطاء شفط متحرك على رأس القطع، ولكن في التطبيقات العملية، وجد أن هذا لم يكن فعالاً في إزالة الدخان والغبار بسبب الفجوة الضيقة بين الصفيحة الفولاذية وموضع القطع. يقع معظم الدخان والغبار في الجزء السفلي من الصفيحة، ولا يمكن لغطاء شفط الغبار العلوي إزالته بفعالية.
يتم تركيب منصة عمل لشفط الغبار أسفل ماكينة القطع، مزودة بنظام تنقية دخان القطع. ينقل هذا النظام مباشرةً الدخان المحمل بالغبار الناتج أثناء القطع إلى جهاز التنقية للمعالجة. وبعد ذلك يتم تفريغ الغاز المنقى والمطابق للمعايير من خلال فتحة عادم جهاز التنقية.
المزايا: هذا الإعداد يمنع التلوث الثانوي؛ تنظيف الغبار مريح؛ بعد القطع، يمكن لقطعة العمل أن تنتقل مباشرة إلى العملية التالية، وبالتالي تحسين كفاءة العمل. هذا النظام مناسب للقطع غير الحديدية قطع المعادن.
العيوب: تتطلب إزالة الغبار استثمارًا، مما يؤدي إلى ارتفاع تكاليف الاستثمار الأولي.
مكونات نظام إزالة غبار المعالجة الجافة
يتكون نظام إزالة غبار المعالجة الجافة من منصة القطع الجاف، وخط أنابيب لإزالة الغبار، وجهاز تنقية الهواء، ومروحة، من بين مكونات أخرى. أثناء القطع، يتم التقاط الدخان والغبار الناتج عن منصة القطع الجاف.
يتم توصيل مخرج هواء المنصة بمدخل هواء خط أنابيب إزالة الغبار. وتحت الضغط السالب لخط الأنابيب، يدخل دخان القطع والغبار إلى خط أنابيب إزالة الغبار ومن ثم إلى جهاز التنقية للتنقية.
هنا، تُعد منصة القطع مكونًا رئيسيًا في نظام إزالة الغبار.
يمكن تصنيف نظام إزالة الغبار بناءً على طريقة التقاط الدخان والغبار من منصة القطع إلى:
نظام إزالة الغبار من منصة القطع القائم على المثبط
نظام إزالة الغبار من منصة القطع بالشفط بالنفخ.
IV. نظام استخلاص غبار القطع الجاف
نظام شفط الغبار من منصة القطع بنمط المثبط
نظام شفط الغبار بنمط المثبط أحادي الجانب السفلي (لمنصة القطع بعرض أقل من 4 أمتار) يستخدم هذا النظام نمط تدفق هواء أحادي الاتجاه، مما يخلق منطقة ضغط سلبي تحت سطح القطع. وهو يشتمل على مخمدات موضوعة بشكل استراتيجي لتنظيم تدفق الهواء وتحسين كفاءة التقاط الغبار. النظام فعال بشكل خاص في منصات القطع الضيقة، مما يضمن إزالة الغبار بشكل شامل مع تقليل استهلاك الطاقة.
نظام شفط الغبار بنمط المثبط المزدوج الجانب السفلي (لعرض منصة القطع ≥4 م) يستخدم هذا النظام المصمم لمنصات القطع العريضة، نهجاً ثنائي الجوانب لاستخراج الغبار. يتميز بمخمدات مرتبة بشكل متماثل على جانبي المنصة، مما يخلق نمط تدفق هواء متوازن. يعمل هذا التكوين على تحسين التقاط الغبار عبر سطح القطع بالكامل، مما يؤدي إلى إدارة كميات أكبر من الجسيمات المتولدة أثناء عمليات القطع الواسعة.
نظام شفط الغبار من منصة القطع من نوع النفخ والشفط
نظام نفخ وشفط الغبار بقناة انزلاقية واحدة (لعرض منصة القطع ≤4.5 م) يجمع هذا النظام المبتكر بين نفخ الهواء الموجه وقدرات الشفط القوية. تتبع آلية القناة المنزلقة الواحدة رأس القطع، مما يوفر تحكمًا موضعيًا في الغبار. تعمل حركة النفخ على إزاحة وتوجيه جزيئات الغبار نحو مدخل الشفط، مما يحسن كفاءة الالتقاط بشكل كبير. هذا التصميم مثالي لمنصات القطع متوسطة الحجم، مما يوفر توازناً بين الأداء وتعقيد النظام.
نظام نفخ وشفط الغبار بقناة انزلاقية مزدوجة (لمنصة القطع بعرض أكبر من 4.5 متر) تم تصميم هذا النظام لعمليات القطع على نطاق واسع، ويستخدم هذا النظام قنوات انزلاقية مزدوجة تعمل بالترادف. تضمن الحركة المتزامنة لآليات النفخ والشفط إدارة شاملة للغبار عبر أسطح القطع الواسعة. يعمل هذا التكوين على زيادة كفاءة التقاط الغبار إلى أقصى حد مع الحفاظ على الرؤية المثلى للقطع ونظافة مساحة العمل، حتى في بيئات الإنتاج ذات الحجم الكبير.
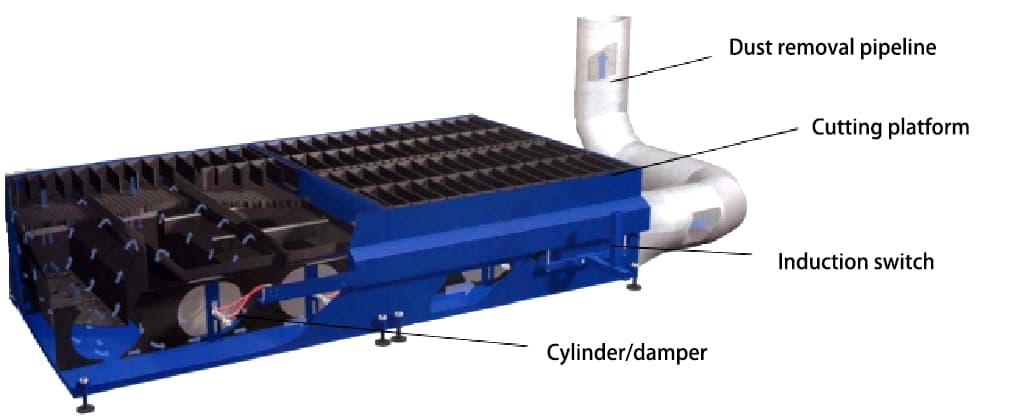
V. نظام إزالة الغبار من منصة القطع المزودة بكواتم
مبدأ العمل: يتم تركيب منصة عمل شفط بفتحات تحت ماكينة القطع، وتقسيم المنصة إلى عدة غرف شفط متساوية العرض على طول المنصة. كل غرفة شفط مزودة بقادوس غبار مزود بمنفذ شفط.
على كلا جانبي طول المنصة، توجد مجاري هواء، كل منها مزود بفتحة وأسطوانة مقابلة لكل غرفة شفط على جانب مجرى الهواء. عندما يتحرك رأس القطع لماكينة القطع فوق كل حجرة شفط، يتم التحكم في الأسطوانة بواسطة مفتاح الاستشعار لفتح فتحة فتحة حجرة الشفط المقابلة على مجرى الهواء.
تمتص هذه العملية الدخان والغبار الناتج أثناء القطع في مجرى الهواء المخصص لإزالة الغبار، قبل أن يدخل في النهاية إلى جهاز التنقية الرئيسي للتنقية.
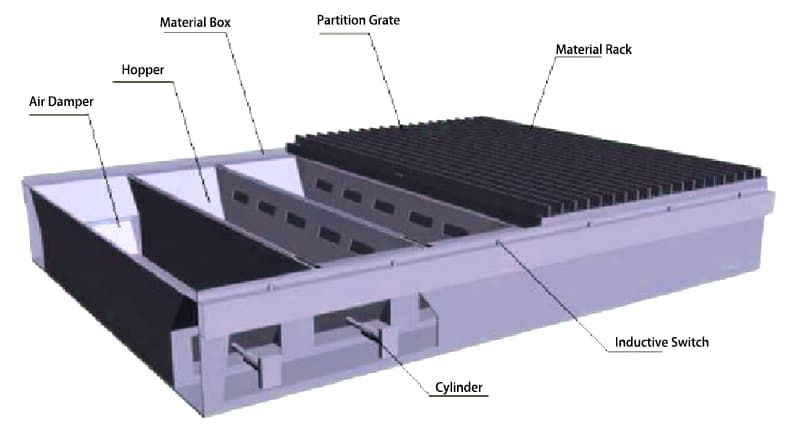
هيكل منصة قطع الأبواب الهوائية
صفيحة شبكية
رف المواد
قادوس المواد
صندوق المواد
باب الهواء/الإسطوانة/المفتاح الحثي/المفتاح الحثي
ميزات نظام إزالة الغبار من منصة القطع من نوع الكوة
يتركز شفط منصة القطع بفعالية في المنطقة التي يوجد بها رأس القطع (بعرض يساوي عرض منصة القطع وطول 1 متر تقريبًا). تتحرك هذه المنطقة مع رأس القطع، مما يوفر كمية الشفط بشكل كبير.
العيوب:
الهيكل معقد نسبيًا، ويستهلك الكثير من الفولاذ، ويتطلب دقة تصنيع عالية.
هناك العديد من مكونات الأسطوانة والفتحات مما يؤدي إلى تعدد نقاط العطل ويجعل الصيانة غير ملائمة.
إذا لم تغلق فتحة واحدة بإحكام أو تعطلت بإحكام، فإن ذلك يؤثر على تأثير الشفط.
إزالة الخبث أمر غير مريح.
حجم الشفط المطلوب لعرض منصة القطع المتساوي مرتفع، مما يؤدي إلى استثمار أعلى في إزالة الغبار.
المزايا:
في ظل مسافات متكافئة بين المسارات، يكون عرض القطع الفعال كبيرًا.
الشفط موحد، والتأثير جيد، ولا يتأثر بمعدل تغطية الصفيحة الفولاذية على منصة القطع.
تُعد منصة القطع من نوع الكوة أكثر ملاءمة لتطبيقات إزالة الغبار حيث يكون عرض المنصة أقل من 4 أمتار.
حساب حجم الشفط لنظام إزالة الغبار من منصة القطع من نوع الكوة
يرتبط حجم الشفط المطلوب لمنصة القطع من نوع الكوة ارتباطًا كبيرًا بعرض منصة القطع. تكون معادلة حساب حجم الشفط كما يلي:
س = W × 2 × 0.667 × 0.667 × υ × 3600
أين:
س - حجم شفط نظام إزالة الغبار م3/h
υ - سرعة الشفط للمقطع العرضي للمنصة م/ث (تؤخذ عمومًا من 0.8 - 1 م/ث)
W - عرض القطع الفعال لمنصة القطع W - عرض القطع الفعال لمنصة القطع
3600 - تحويل الوحدة 3600 - تحويل الوحدة
متأثرًا بهيكل منصة القطع، بالنسبة لمنصات القطع التي يقل عرض القطع الفعال فيها عن 4 أمتار، يتم اعتماد هيكل شفط أحادي الجانب بشكل عام. أما بالنسبة لمنصات القطع التي يزيد عرضها عن 4 أمتار، فيتم استخدام هيكل شفط مزدوج الجانب.
رسم تخطيط هيكلي لمنصة قطع العادم أحادية الجانب/مزدوجة الجانب CAD وحساب حجم العادم
استنادًا إلى المعادلة أعلاه، إذا كان عرض منصة القطع يتراوح بين 2 م و4 م، فإن حجم العادم المطلوب Q = (2 ~ 4) × (0.8 ~ 1) × 3600 = 6000 ~ 12000 م 3/h.
إذا كان عرض منصة القطع 4 م ~ 6 م، فإن حجم العادم المطلوب Q = (4 ~ 6) × (0.8 ~ 6) × (0.8 ~ 1) × 3600 = 12000 ~ 22000 متر مكعب في الساعة.
نظام إزالة غبار قطع العادم أحادي الجانب/مزدوج الجانب - جدول الاختيار لمجمع الغبار Kaitian
هيكل منصة القطع
عرض منصة القطع
حجم العادم (م3/h)
طراز جامع الغبار
منصة العادم أحادية الجانب
2000
6000
KTJZZ-6.OKQ
3000
9000
KTJZZ-9.OKQ
منصة العادم على الوجهين
4000
12000
KTJZZ-12KQ
5000
20000
KTJZZ-20KQ
6000
24000
KTJZZ-24KQ
ملاحظة: اختيار الطراز أعلاه هو للإشارة فقط. قد تؤثر عوامل مثل طول منصة القطع، وعدد رؤوس القطع بالبلازما، والمسافة من موضع تركيب مجمع الغبار إلى منصة القطع على طراز مجمع الغبار. لاختيار طراز محدد، يُرجى استشارة ممثل مبيعات Kaitian Environmental Protection.
أمثلة تطبيقية لأنظمة إزالة الغبار على غرار الكوة
حجم منصة التقطيع: 2600×14000
هيكل منصة القطع: نمط بوابة الرياح أحادية الجانب
مجمّع الغبار الطراز: KTJZ-12KD
وقت الاستخدام: منذ عام 2006
حجم منصة التقطيع: 4000×18000
هيكل منصة القطع: نمط باب الرياح على الوجهين
مجمّع الغبار الطراز: KTJZZ-18KH
وقت الاستخدام: منذ عام 2004
حجم منصة القطع: 5000×18000
هيكل منصة القطع: نمط باب الرياح على الوجهين
مجمّع الغبار الطراز: KTJZZ-25KH
وقت الاستخدام: منذ عام 2005
أبعاد منصة القطع: 5200×17000
هيكل منصة القطع: نمط كوة على الوجهين
طراز جامع الغبار: KTJZ-25KH
وقت الاستخدام: منذ عام 2006
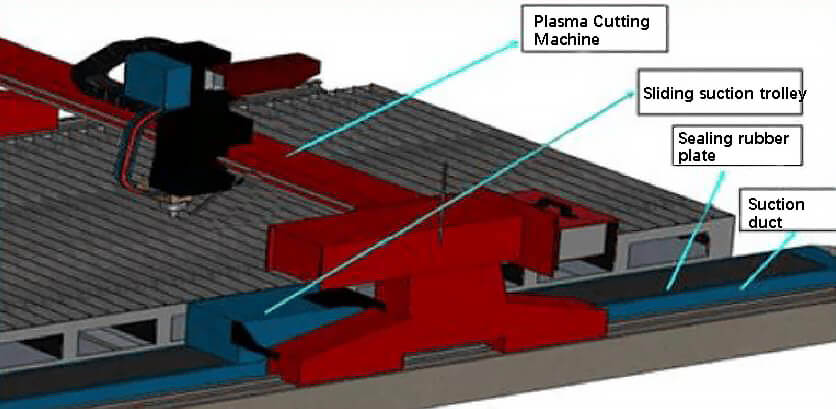
سادسًا. نظام إزالة الغبار من منصة القطع بالنفخ والشفط
مبدأ العمل: يستخدم النظام نهجًا ثنائي الحركة يجمع بين تدفق الهواء الموجه والشفط الاستراتيجي لإزالة الغبار بكفاءة أثناء عمليات قطع المعادن. يتم وضع قناة سحب هواء مستطيلة بشكل استراتيجي على طول جانب واحد من منصة القطع. تُستكمل هذه القناة بعربة سحب هواء متحركة تمر فوقها لتزامن حركتها مع حركة ماكينة القطع.
على الجانب الآخر من منصة القطع، يتم تركيب منفاخ هواء عالي السرعة. تخلق المحاذاة الخطية لعربة سحب الهواء المنزلقة ورأس القطع ومنفاخ الهواء على طول العارضة المستعرضة لماكينة القطع مسار تدفق مُحسَّن لاستخراج الغبار.
تشكل اللوحة الشبكية لمنصة القطع، بالاقتران مع اللوحة الفولاذية التي تتم معالجتها، "قناة دخان" يتم التحكم فيها. أثناء عملية القطع، يولد منفاخ الهواء تدفق هواء اتجاهي يدفع غبار القطع والأبخرة عبر هذه القناة. يتم بعد ذلك التقاط هذا الهواء الملوث بكفاءة بواسطة عربة السحب، وتوجيهه إلى القناة المستطيلة، ومن ثم نقله إلى نظام التنقية المركزي للترشيح والمعالجة الشاملة.
يضمن هذا النهج المتكامل جمعًا شاملاً للغبار ويقلل من التلوث الجوي ويحافظ على بيئة عمل أنظف. يسمح تصميم النظام بأداء متسق عبر مختلف أنماط القطع وأحجام الشُّغْلَة مما يعزز الكفاءة التشغيلية والسلامة في مكان العمل.
سابعاً. هيكل منصة القطع
هيكل منصة القطع بالشفط بالنفخ
يشتمل هيكل منصة القطع بالنفخ والشفط على قناة شفط مربعة وعربة شفط منزلقة، وهي مكونات أساسية. أثناء التشغيل، تحت تأثير الضغط السلبي في خط الأنابيب، يلتصق حزام الختم بشكل وثيق بأعلى قناة الشفط المربعة، مما يؤدي وظيفة الختم.
في عربة الشفط المنزلقة، توجد بكرتان داخل العربة. يتم رفع حزام الختم عندما يمر عبر العربة. وبهذه الطريقة، يدخل الغبار والدخان إلى قناة الشفط المربعة من خلال فتحة الشفط بالعربة، ثم ينتقل إلى جهاز التنقية للتنظيف.
صفيحة الشبكة
الضميمة
أنبوب سحب الهواء المربع
عربة سحب هواء منزلقة/مروحة منفاخ/حزام محكم الغلق
ميزات نظام إزالة الغبار من منصة القطع بالشفط والنفخ
تم استخدام منصة القطع بالشفط بالنفخ على نطاق واسع في السنوات الأخيرة، مع تأثيرات ملحوظة لإزالة الغبار على منصات القطع التي يزيد طولها عن 4 أمتار.
المزايا:
لها بنية بسيطة وتتطلب أقل مادة الصلب. متطلبات دقة الإنتاج ليست عالية.
هناك عدد أقل من المكونات، واحتمالية أقل للفشل، والصيانة بسيطة.
من السهل إزالة الخبث.
بالنسبة لنفس عرض منصة القطع، فإنها تتطلب تهوية أقل، مما يقلل من الاستثمار في إزالة الغبار.
العيوب:
في ظل نفس تباعد القضبان نفسه، ينخفض عرض القطع الفعال قليلاً مقارنةً بمنصة القطع ذات الباب الهوائي.
يتأثر تأثير التهوية إلى حد كبير بمعدل تغطية الصفيحة الفولاذية على منصة القطع - فكلما زاد معدل التغطية، كان التأثير أفضل.
حساب حجم العادم لنظام إزالة الغبار من منصة القطع بالنفخ والشفط
يرتبط حجم العادم المطلوب لمنصة القطع بالشفط بالنفخ إلى حد كبير بمعدل تغطية الصفيحة الفولاذية على المنصة، وبالتالي ينبغي النظر في تأثير معدل التغطية على حجم العادم بشكل شامل.
بالنسبة لنظام إزالة الغبار بالنفخ والشفط بالنفخ في مجرى الهواء أحادي الشريحة النموذجي:
س = 6000 ~ 12000 متر3/h
لنظام إزالة الغبار بالنفخ وشفط الغبار من مجرى الهواء المزدوج:
س = 14000 ~ 24000 متر3/h
نظرًا لتأثير هيكل منصة القطع وحجم قناة الشفط، تُستخدم أنظمة إزالة الغبار بالنفخ والشفط بقناة واحدة بشكل عام لمنصات القطع ذات عرض القطع الفعال أقل من 5 أمتار أو يساوي 5 أمتار؛ أما بالنسبة لتلك التي تزيد عن 5 أمتار، فتستخدم أنظمة إزالة الغبار بالنفخ والشفط بقناة مزدوجة.
مخطط هيكلي لمنصة قطع مجاري الهواء المنزلقة المفردة/المزدوجة باستخدام التصميم بمساعدة الحاسوب وحساب حجم العادم
بناءً على المعادلة أعلاه
بالنسبة لمنصة القطع التي يبلغ عرضها ≤4.5 م مع مجرى هواء منزلق واحد، فإن حجم العادم المطلوب هو Q = 6000 ~ 12000 م3/h.
عرض منصة القطع أكبر من 4.5 متر، ولها مجاري هواء منزلقة مزدوجة. ولذلك، فإن حجم هواء العادم المطلوب هو Q = 18000 ~ 24000 م3/h.
مخطط تخطيطي لشفط النفخ
شفط مزدوجمخطط تخطيطي
ثامناً. دراسة حالة إزالة الغبار
أمثلة على تطبيقات نظام إزالة الغبار بالشفط بالنفخ
حجم منصة القطع: 5000×48000
هيكل منصة القطع: قناة رياح مزدوجة قناة رياح مزدوجة الشفط
مجمّع الغبار الطراز: KTJZZ-20KQ
موقع التركيب: شاندونغ
وقت الاستخدام: منذ عام 2006
حجم منصة التقطيع: 4000×16000
هيكل منصة القطع: نوع شفط النفخ أحادي الجانب
مجمّع الغبار طراز: KTQG-6.0KH
وقت الاستخدام: منذ عام 2007
أبعاد منصة القطع: 4000×28000
هيكل منصة القطع: نوع الشفط أحادي الجانب
طراز جامع الغبار: KTJZZ-12KQ
سنة الاستخدام: 2008
حجم منصة القطع: 4000 × 48000 × 48000
هيكل منصة القطع: نوع النفخ والشفط أحادي الجانب (أربعة في واحد)
تنقسم منصة سلسلة السحب بالتتابع إلى منطقة تغذية ناقل الأسطوانة ومنطقة القطع ومنطقة تنظيف التجميع. يمكن أن تعمل هذه الأقسام الثلاثة في وقت واحد، وبالتالي تحسين كفاءة المعالجة بشكل فعال. يمكن لخبث القطع أن يسقط تلقائيًا أثناء عملية دحرجة المنصة، مما يؤدي إلى تجنب الإغلاق اليدوي لإزالة الخبث.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
تخيل مضاعفة كفاءة القطع لديك مع تقليل التكاليف - يبدو رائعًا، أليس كذلك؟ تستكشف هذه المقالة تحسين عمليات القطع بالبلازما باستخدام الحاسب الآلي لزيادة الدقة والإنتاجية. بدءًا من اختيار نقطة البداية الصحيحة إلى...
هل تساءلت من قبل عن كيفية تحقيق عمليات قطع خالية من العيوب باستخدام ماكينات البلازما بنظام التحكم الرقمي CNC؟ إتقان معلمات القطع هو المفتاح. تتعمق هذه المقالة في الجوانب الأساسية مثل تيار القطع، والسرعة، و...
يضمن الحفاظ على ماكينة القطع بالبلازما بنظام التحكم الرقمي الأداء الأمثل وطول العمر الافتراضي. في بيئة متربة، يعد التنظيف المنتظم والتشحيم والفحص أمرًا بالغ الأهمية. تغطي هذه المقالة الفحوصات اليومية والأسبوعية والشهرية والفصلية...
هل أنت مستعد لإتقان فن القطع الدقيق؟ اكتشف كيف يمكن لماكينة القطع بالبلازما بنظام التحكم الرقمي أن تحدث ثورة في مشاريعك في مجال تشغيل المعادن. يغطي هذا الدليل كل شيء بدءًا من التركيب واحتياطات السلامة...
تخيل أنك تقطع الصفائح المعدنية السميكة بدقة وسرعة دون عناء. يتعمق هذا المقال في التعقيدات التشغيلية لماكينة القطع بالبلازما بنظام التحكم الرقمي (CNC)، ويرشدك إلى كل شيء بدءًا من...
هل سبق لك أن عانيت مع قاطع البلازما الذي لا يقوم بضرب القوس؟ بصفتي مهندسًا ميكانيكيًا متمرسًا، سأشاركك نصائح من الداخل لاستكشاف هذه المشكلة المحبطة وإصلاحها. من الجهد...
هل تساءلت يومًا عن التكنولوجيا المتطورة التي أحدثت ثورة في تصنيع المعادن؟ تُعد تقنية القطع بالبلازما مغيرًا لقواعد اللعبة في هذه الصناعة، حيث توفر سرعة ودقة وتعدد استخدامات لا مثيل لها. في هذه المقالة، سوف نتعمق في...
هل تساءلت يومًا كيف يمكن لماكينة أن تقطع المعدن مثل السكين الساخن في الزبدة؟ مرحبًا بك في عالم القطع بالبلازما! في هذه المقالة، سوف تستكشف كيف يمكن لهذه الآلة القوية...
يُعد قطع المعادن بكفاءة وفعالية من حيث التكلفة أمرًا بالغ الأهمية في التصنيع. ولكن ما الطريقة التي يجب أن تختارها: القطع بالغاز أم القطع بالبلازما؟ توضح هذه المقالة تكاليف وكفاءة وجودة كل منهما...