
إجراء دحرجة الألواح: دليل التشغيل خطوة بخطوة
هل تساءلت يومًا عن كيفية ثني المشغلين المهرة لألواح الصلب في أسطوانات مثالية؟ سنأخذك في هذه التدوينة الآسرة إلى ما وراء الكواليس لاستكشاف الفن والعلم...
هل تساءلت يومًا كيف يتم تشكيل الهياكل الفولاذية الضخمة على شكل أسطوانات وأقماع مثالية؟ تستكشف هذه المقالة العالم الرائع لماكينات درفلة الألواح، وهي أدوات أساسية في صناعات مثل بناء السفن وتصنيع الآلات. سوف تتعلم كيف تقوم هذه الماكينات بتحويل الصفائح المعدنية المسطحة إلى أشكال معقدة، مما يجعل الأعاجيب الهندسية الحديثة ممكنة.

ماكينة درفلة الألواح هي قطعة متطورة من المعدات الأساسية في تصنيع المعادن، وهي مصممة لتحويل الصفائح المعدنية المسطحة إلى أشكال منحنية وأسطوانية مختلفة. وتستخدم هذه الماكينة متعددة الاستخدامات بكرات عمل مصممة بدقة لتطبيق تشوه متحكم فيه على قطعة العمل، مما يتيح إنتاج أشكال هندسية معقدة تتراوح بين الأسطوانات المثالية والأشكال المخروطية المعقدة.
تعمل ماكينة درفلة الألواح في جوهرها على مبدأ التشوه البلاستيكي. وهي تستخدم مزيجًا من الأنظمة الهيدروليكية والمحركات الميكانيكية لممارسة قوى معايرة بعناية من خلال لفات العمل على الصفيحة المعدنية. تؤدي هذه العملية إلى إحداث إجهاد ثني يتجاوز قوة الخضوع للمادة، مما يؤدي إلى تشوه دائم مع الحفاظ على السلامة الهيكلية.
تنبع براعة الماكينة من قدرتها على التحكم في موضع لفات العمل وسرعة دورانها والضغط المطبق عليها. يسمح هذا التحكم الديناميكي بإنشاء مجموعة واسعة من التشكيلات، بما في ذلك:

تجد ماكينات درفلة الألواح تطبيقات واسعة النطاق في مختلف الصناعات الثقيلة، بما في ذلك:
بناءً على تكوينها، يتم تصنيف ماكينات درفلة الألواح بشكل أساسي إلى نوعين رئيسيين:
ويعتمد الاختيار بين هذه التكوينات على عوامل مثل سُمك المادة والدقة المطلوبة وحجم الإنتاج، مما يسمح للمصنعين بتحسين عمليات تشكيل المعادن لتطبيقات محددة.

A ماكينة درفلة الألواحتُعرف أيضًا باسم أسطوانة الصفيحة أو أسطوانة الصفائح المعدنية، وهي أداة ماكينة متخصصة مصممة لثني الصفائح المعدنية باستمرار إلى قطع عمل أسطوانية أو مخروطية أو قوسية الشكل. تستخدم هذه المعدات متعددة الاستخدامات مبادئ التشوه البلاستيكي لتحقيق ثني دقيق ومضبوط للصفائح المعدنية.
تعمل الماكينة عن طريق التلاعب بالمواضع النسبية والحركات الدورانية لبكراتها، والتي تشوه الصفيحة باستمرار لتحقيق الانحناء المطلوب. وتتوفر ماكينات درفلة الألواح في عدة تشكيلات، بما في ذلك تصميمات ثنائية البكرات وثلاثية البكرات ورباعية البكرات، حيث تقدم كل منها مزايا محددة لتطبيقات مختلفة:
1. ماكينات ثنائية اللفائف: تستخدم في المقام الأول لمعالجة الألواح الصغيرة والأشكال الأسطوانية البسيطة.
2. آلات ذات ثلاث لفات: توفر تنوعًا أكبر في الاستخدامات وتصنف كذلك إلى:
3. ماكينات ذات أربع لفات: مصممة للتعامل مع الألواح الكبيرة والأكثر سمكًا، مثل تلك المستخدمة في تصنيع الصلب البحري الثقيل.
يمكن تصنيف هذه الماكينات بناءً على أنظمة الدفع الخاصة بها، حيث أن النوعين الأساسيين هما الأنظمة الهيدروليكية والميكانيكية. توفر الأنظمة الهيدروليكية تشغيلًا أكثر سلاسة وتحكمًا أكبر في القوة، بينما قد توفر الأنظمة الميكانيكية سرعات أعلى ومتطلبات صيانة أقل.
تجد ماكينات درفلة الألواح تطبيقات واسعة النطاق في مختلف الصناعات، بما في ذلك:
غالبًا ما تشتمل ماكينات درفلة الألواح الحديثة على ميزات متقدمة مثل أدوات التحكم الرقمي باستخدام الحاسب الآلي وأنظمة تغذية الألواح الآلية وأجهزة القياس المدمجة لتعزيز الدقة والإنتاجية والتكرار في عملية تشكيل المعادن.
هناك العديد من المواصفات والموديلات المختلفة لماكينات ثني الألواح. يمكن تصنيف هذه الماكينات بناءً على هيكلها الميكانيكي وعدد اللفات، مما ينتج عنه إصدارات ثلاثية اللفات وأربع لفات. بالإضافة إلى ذلك، يمكن تصنيف ماكينات ثني الألواح بناءً على وضع القيادة إما ميكانيكية أو هيدروليكية.
هيكل ماكينة ثني الألواح ثلاثية البكرات بسيط نسبيًا، ويتكون من زوج من البكرات الجانبية وبكرة علوية يمكن أن تتحرك لأعلى ولأسفل. ومع ذلك، فإن ماكينة ثني الألواح ذات الأربع لفات لها هيكل أكثر تعقيدًا مع زوج من اللفات الجانبية، ولفافة علوية، ولفافة سفلية. وعلى الرغم من ارتفاع تكلفتها، إلا أن هذا النوع من الماكينات يوفر أداءً فائقًا وينتج منتجات ملفوفة عالية الجودة.
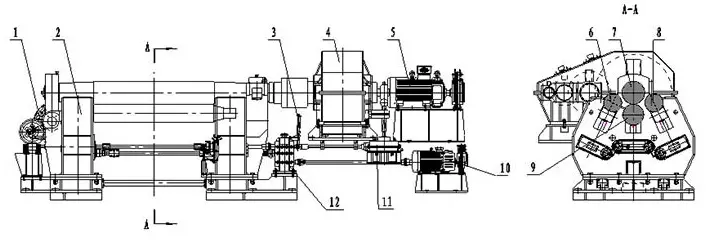
تتكون ماكينة ثني الألواح المدمجة في المقام الأول من جهاز إغراق، و نظام الإرسالولفة علوية ولفة سفلية وإطار.
يتميز هيكلها بترس من أنظمة نقل متعددة تتشابك مع التروس الكبيرة في نهاية البكرة العلوية. يمكن ترتيب نظام النقل في مجموعتين، موضوعة بشكل أفقي ومتناظر مع البكرة العلوية.
وبدلاً من ذلك، يمكن ترتيبها في ثلاث مجموعات، مع وضع البكرة العلوية بشكل متناظر حول دائرة مركزية بزاوية 120 درجة. وأخيرًا، يمكن أن يتألف نظام النقل من أربع مجموعات، مع وضع البكرة العلوية بشكل متماثل حول دائرة مركزية بزاوية 90 درجة.
مبدأ تشغيل مبدأ تشغيل ماكينة درفلة متسقة في جميع الطرازات. يتم ضبط الموضع النسبي للفة العلوية واللفة الجانبية لثني وتشويه الصفائح المعدنية بين البكرات. يؤدي الدوران الموجب والسالب للعمود الرئيسي إلى تحرك الصفيحة المعدنية ذهابًا وإيابًا بين البكرات حتى يحدث تشوه بلاستيكي.
من خلال الضبط المستمر للموضع النسبي للبكرة باستمرار، يقوم العمود الرئيسي بالتبادل المستمر ويزداد التشوه البلاستيكي للصفائح المعدنية حتى تتم معالجتها في منتج قوس دائري أو منتج تمرير دائري يفي بالمواصفات المطلوبة.
تشير السعة التشغيلية لماكينة ثني الألواح إلى الحد الأدنى لقطر الأسطوانة الذي يمكن إنتاجه عندما يتم دحرجة الحد الأقصى لسُمك وعرض اللوحة تحت حدود العائد المحددة في حالة البرودة. تُستخدم هذه الطريقة على نطاق واسع محليًا ودوليًا، حيث إنها توفر دقة عالية وتشغيلًا بسيطًا وتكلفة منخفضة. ومع ذلك، فإنها تتطلب صفيحة عالية الجودة خالية من العيوب أو التناقضات في هيكلها المعدني.
بالنسبة للألواح الأكثر سمكًا أو أنصاف أقطار الانحناء الأصغر التي تتجاوز قدرة تشغيل المعدات، يمكن استخدام طريقة الدرفلة على الساخن إذا سمحت المعدات بذلك. في الحالات التي لا يمكن فيها دحرجة الصفيحة على البارد وتكون صلابة الدرفلة على الساخن غير كافية، يتم استخدام طريقة الدرفلة على الساخن.

في تصنيع هياكل الصلب، تتضمن عملية التشكيل بالثني عدة طرق مثل الدرفلة (التقريب)، والثني (الغليان)، والطيّ، وكبس القوالب. ويمكن إتمام هذه العملية من خلال المعالجة الساخنة أو الباردة.
الانحناء الدائري هو تشوه الانحناء الذي يتحقق من خلال استطالة الألياف الخارجية وتقصير الألياف الداخلية لـ صفيحة فولاذية تحت تأثير القوة الخارجية، بينما تظل الألياف الوسطى دون تغيير. إذا كان نصف قطر الأسطوانة كبيرًا، يمكن دحرجة الصفيحة الفولاذية في درجة حرارة الغرفة، ولكن إذا كان نصف القطر صغيرًا وكانت الصفيحة سميكة، فإن التسخين مطلوب.
هناك ثلاث طرق لدرفلة ألواح الصلب في درجة حرارة الغرفة: الدرفلة الميكانيكية، وكبس القالب، والتصنيع اليدوي. يتم إجراء الدرفلة الميكانيكية على ماكينة درفلة الألواح، والمعروفة أيضًا باسم ماكينة الدرفلة المستديرة. ويتحقق ثني الألواح على هذه الماكينة من خلال الضغط المتولد عندما تتحرك الأسطوانة العلوية لأسفل. ويوضح الشكل أدناه مبدأ عمل التدوير.

أ) ماكينة ثني متناظرة ثلاثية البكرات
ب) ثلاثة غير متماثلة ثني اللفافة الماكينة
C) رسم ماكينة الثني بأربع لفات
عند استخدام ماكينة ثني (لف) ثلاثية اللف لثني الصفيحة، يجب ثني طرفي الصفيحة مسبقًا. يتم حساب طول الثني المسبق على أنه 0.5 لتر + (30 إلى 50) مم، حيث L هو مسافة المركز من اللفة السفلية
يمكن إجراء عملية الثني المسبق إما من خلال الكبس باستخدام مكبس أو باستخدام لوحة دعم في ماكينة الدرفلة.
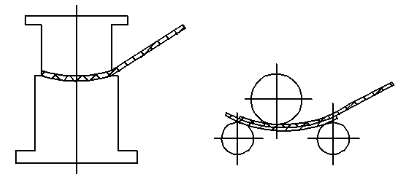
أ) اضغط وانحني مسبقًا باستخدام ماكينة ضغط
ب) الانحناء المسبق بلوحة دعم في ماكينة التقريب
تُعد ماكينات درفلة الألواح، والمعروفة أيضًا باسم ماكينات ثني الألواح، ضرورية في مختلف العمليات الصناعية، خاصة في تصنيع المعادن. هذه الماكينات ضرورية لتشكيل الأشكال الأسطوانية أو المخروطية من الألواح المعدنية المسطحة، وتخدم صناعات مثل السيارات والفضاء والطاقة والدفاع.
يختلف تصنيف ماكينات درفلة الألواح على مستوى العالم. في البلدان الغربية، يركز التصنيف عادةً على تكوين لفات العمل، بينما في الصين، يعتمد التصنيف على عدد وآلية ضبط لفات العمل.

تشمل الفئات الرئيسية ما يلي:
1. ماكينات ثني الألواح ذات الثلاث لفات:
2. ماكينات ثني الألواح ذات الأربع لفات:
3. ماكينات ثني الصفائح المتخصصة:
تطورت أنظمة النقل في ماكينات درفلة الألواح بمرور الوقت:
1. ناقل الحركة الميكانيكي:
2. ناقل الحركة الهيدروليكي:
3. الأنظمة الميكانيكية الهيدروليكية الهجينة:
4. أنظمة هيدروليكية بالكامل:
تشمل التطورات الحديثة في تكنولوجيا درفلة الألواح دمج أنظمة التحكم الرقمي باستخدام الحاسوب لتحسين الدقة والتكرار، بالإضافة إلى تطوير محركات موفرة للطاقة وأنظمة مراقبة ذكية للصيانة التنبؤية. تعمل هذه الابتكارات على دفع حدود ما هو ممكن في تشكيل المعادن، مما يتيح للمصنعين إنتاج أشكال أكثر تعقيدًا بتفاوتات أكثر دقة وكفاءة أعلى.

ماكينة ثني الصفيحة ثلاثية اللفائف هي أداة متعددة الاستخدامات في تشكيل المعادن، حيث تستخدم ثلاث لفات عمل (اثنتان سفليتان وواحدة علوية) لتشكيل الألواح المعدنية المسطحة إلى مقاطع أسطوانية أو مخروطية أو مخصصة. أثناء مرور اللوح من خلال اللفات، يخضع للانحناء المستمر، حيث تتعرض الطبقة الداخلية للضغط، وتظل الطبقة الوسطى محايدة، بينما تتعرض الطبقة الخارجية لتشوه الشد. وتؤدي هذه العملية إلى تشوه بلاستيكي دائم، مما يسمح بتشكيل دقيق لقطعة العمل.
يمكن تعديل الأسطوانة العلوية للماكينة، التي عادةً ما تكون على شكل أسطوانة، عموديًا من خلال التشغيل الهيدروليكي، مما يوفر ضغطًا متحكمًا به على قطعة العمل. يعزز هذا التصميم من استقامة المنتج وهو مناسب بشكل خاص لتصنيع المكونات الأسطوانية فائقة الطول ذات المقاطع العرضية المختلفة. وتوفر البكرات السفلية، التي يتم تشغيلها بواسطة نظام مخفض موجه، عزم الدوران اللازم لدحرجة الألواح. وبالإضافة إلى ذلك، فإن بكرات الدعم القابلة للتعديل تكمل البكرات السفلية، مما يعزز التحكم في عملية الثني.
تشمل المزايا الرئيسية لماكينة الثني ذات الثلاث لفات ما يلي:
ومع ذلك، فإن النظام له بعض القيود:
وللتخفيف من بعض هذه العيوب وتحسين الأداء الكلي، غالبًا ما يقوم المصنعون بدمج سلسلة من وحدات التباطؤ الثابتة أسفل البكرات السفلية. يقلل هذا التعديل من المسافة الفعالة بين البكرات، مما يعزز دقة الشُّغْلَة وثبات الماكينة، خاصةً عند معالجة المواد ذات المقاييس الأثقل.
توفر ماكينة ثني الألواح ذات الأربع لفات عملية تشغيل مبسطة، تتكون في المقام الأول من خطوتين رئيسيتين: الكبس والدوران. يمكن أن يؤدي سير العمل المبسط هذا إلى تقليل متطلبات العمالة اليدوية وتحسين الكفاءة الكلية في عمليات تشكيل المعادن.
تشمل المزايا الرئيسية للنظام رباعي القوائم ما يلي:
ومع ذلك، فإن النظام يقدم أيضًا بعض القيود:
وعلى الرغم من هذه التحديات، فإن ماكينة ثني الألواح ذات الأربع لفات تبشر بتطورات مستقبلية واعدة. وتركز الأبحاث الجارية والتطورات التكنولوجية على معالجة القيود الحالية، خاصة في مجالات مثل أتمتة عمليات التحميل/التفريغ وتحسين دورات الدرفلة. ومع تنفيذ هذه التحسينات، فإن النظام رباعي الأسطوانات لديه القدرة على أن يصبح حلاً عمليًا وفعالًا بشكل متزايد لمجموعة واسعة من تطبيقات تشكيل المعادن، مما يوفر تنوعًا ودقة معززة في عمليات ثني الألواح.

تُعد ماكينة درفلة الألواح قطعة هامة من المعدات المستخدمة في تصنيع المعادن لتشكيل الألواح المعدنية المسطحة إلى أشكال أسطوانية أو قوسية. هذه العملية أساسية في إنتاج المكونات الأسطوانية الفولاذية الأسطوانية، وتستخدم على نطاق واسع في مختلف صناعات تصنيع الآلات نظرًا لكفاءتها وفعاليتها. دعونا نتعمق في الهيكل والوظائف المحددة لمكوناتها الرئيسية:
تُعد البكرة العلوية مكونًا حاسمًا، حيث تتميز بدورات في كلا الطرفين مزودة بمحامل دحرجة مزدوجة الصف مزدوجة العريضة للغاية. يسهل تنفيذ محامل البكرات ذاتية المحاذاة التعامل مع ميل البكرة الرئيسية واللف المستدق، مما يعزز من براعة الماكينة ودقتها في عمليات التشكيل.
يمكّن هذا النظام مجموعة البكرات العلوية من التحرك أفقيًا، مما يسمح بالدحرجة غير المتماثلة للألواح. هذه الميزة ضرورية لتحقيق الأشكال الهندسية المعقدة والحفاظ على سمك موحد في المنتج المدرفل.
تم تصميم مجموعة البكرة السفلية للتطبيقات ذات السرعة المنخفضة والحمولة العالية في درجات حرارة التشغيل القياسية. وهي توفر الدعم والدفع اللازمين للوحة أثناء عملية الدرفلة، مما يضمن ثبات الضغط والدوران.
يسمح هذا المكوّن القابل للتعديل بضبط عملية الدرفلة بدقة لاستيعاب مواصفات الألواح المختلفة، مما يعزز مرونة الماكينة ودقتها.
يوفر هذا النظام الطاقة والتحكم الأساسيين لعملية الدرفلة، مما يضمن الدوران السلس والمتسق للبكرات.
تسهل هذه الآلية المثبتة على جانب الحامل المقلوب عملية قلب الماكينة واستعادتها، وهو أمر بالغ الأهمية للصيانة وبعض عمليات الدرفلة المتخصصة.
تعمل كل من هذه المكونات بشكل متناسق لتمكين التشكيل الدقيق والفعال للألواح المعدنية في الأشكال الأسطوانية أو القوسية المرغوبة. يتيح تكامل الأنظمة الهيدروليكية، والمحامل الدقيقة، وآليات الدفع القوية التعامل مع مجموعة واسعة من سماكات الألواح والمواد، مما يجعل ماكينة درفلة الألواح أداة متعددة الاستخدامات ولا غنى عنها في عمليات تصنيع المعادن الحديثة.
تشمل المعلمات الرئيسية لماكينة درفلة الألواح، والمعروفة أيضًا باسم ماكينة ثني اللفائف، ما يلي:
تعتبر هذه المواصفات ضرورية لاختيار ماكينة درفلة الألواح المناسبة لمتطلبات التصنيع المحددة، وخصائص المواد، وأحجام الإنتاج.

تلعب ماكينات درفلة الألواح، التي غالبًا ما يشار إليها باسم "ماكينات ماكينات الإنتاج" وتعتبر "العمود الفقري" للتصنيع الصناعي، دورًا حاسمًا في التصنيع الحديث. على الرغم من علاقتها التي تبدو بعيدة عن الحياة اليومية، إلا أن هذه الماكينات جزء لا يتجزأ من إنتاج العديد من المنتجات التي نستخدمها يوميًا. وهي ضرورية في مختلف الصناعات، بما في ذلك صناعة السيارات والفضاء وتكنولوجيا المعلومات والمعدات الطبية وإنتاج الطاقة.
مع استمرار توسع نطاق تطبيق ماكينات درفلة الألواح، تزداد أهمية وضع المعايير المقابلة لها. يستلزم الطلب المتزايد على هذه الآلات تطوير المعايير والأنظمة ذات الصلة. سيؤدي هذا التوحيد القياسي في نهاية المطاف إلى دفع عجلة التقدم في تكنولوجيا درفلة الألواح إلى آفاق جديدة وتحسين جودة المنتجات المدرفلة.
ولمواجهة التحديات المستقبلية، من الضروري ألا يقتصر الأمر على استخدام المعايير الحالية فحسب، بل يجب أيضًا البحث عن معايير وأنظمة جديدة وتطويرها. وسيساعد هذا النهج المستقبلي في دفع تكنولوجيا درفلة الألواح إلى مستويات أعلى من الدقة والكفاءة والتنوع، مما يحسن باستمرار من جودة وقدرات ماكينات درفلة الألواح.
يتوقع خبراء الصناعة سوقًا مستقبليًا لماكينات درفلة الألواح يقدم مجموعة واسعة من الخيارات، مع أصناف ومواصفات متعددة لتلبية متطلبات مشاريع التصنيع الشاملة. ومن المرجح أن يشمل هذا التنويع ما يلي:
تتحرك الصناعة بعيدًا عن ماكينات درفلة الألواح المنخفضة الجودة لأنها لن تحافظ على النمو المستقبلي. وبدلاً من ذلك، يعد التركيز على التصميم المبتكر والبحث والتطوير أمرًا بالغ الأهمية لنجاح الصناعة في المستقبل. ويؤكد هذا التحول على:
تسعى الشركات الرائدة في مجال تصنيع ماكينات درفلة الألواح إلى إنشاء مراكز الابتكار العلمي والتكنولوجي الأوتوماتيكية. ستعمل هذه المراكز على إنشاء منصات لتحويل وتحديث صناعة ماكينات الدرفلة التقليدية، وتعزيز تطوير منتجات الدرفلة المتقدمة. وتشمل مجالات التركيز الرئيسية ما يلي:
في ظل الطلب القوي في السوق والتقدم التكنولوجي المستمر، فإن الآفاق المستقبلية لصناعة ماكينات درفلة الألواح واسعة وواعدة. ومع تطور الصناعة، ستلعب هذه الصناعة دورًا متزايد الأهمية في تشكيل مستقبل التصنيع في مختلف القطاعات، مما يساهم في عمليات إنتاج أكثر كفاءة ودقة وابتكارًا.

تُعد تكلفة ماكينات ثني الألواح من الاعتبارات الهامة لجميع المستخدمين. يمكن أن تؤثر تقلبات الأسعار بشكل كبير على مصالح أصحاب المصلحة. دعونا نفحص العوامل الرئيسية التي تؤثر على تسعير ماكينات ثني الألواح لمساعدة المستخدمين في اتخاذ قرارات شراء مستنيرة.
المواصفات والأبعاد:
تتوفر ماكينات درفلة الألواح في مجموعة كبيرة من الأحجام، مما يوفر للعملاء خيارات متنوعة. وترتبط أسعار الماكينات ارتباطًا مباشرًا بالحجم، حيث تتطلب المواصفات الأكبر أسعارًا أعلى والوحدات الأصغر حجمًا أكثر اقتصادًا. غالبًا ما يوفر المصنعون تصميمات مخصصة لمتطلبات حجم معين. إذا كان عرض الأسعار المبدئي لا يفي بميزانية العميل، يمكن أن يؤدي التفاوض بين الطرفين إلى نقطة سعرية مقبولة للطرفين.
سعة معالجة المواد:
يرتبط سعر ماكينة ثني الألواح ارتباطًا جوهريًا بقدراتها على معالجة المواد. فالماكينات المصممة للتعامل مع الألواح الأعرض والأكثر سمكًا، وبالتالي معالجة الأجزاء الأكبر حجمًا، تكون أغلى ثمنًا بشكل عام. كما أن القدرة على العمل مع مواد مختلفة وتحقيق أحجام وأشكال محددة تؤثر أيضًا على الأسعار.
نظام الدفع: ميكانيكي مقابل هيدروليكي:
تُصنف ماكينات ثني الألواح على أساس نظام تشغيلها: ميكانيكي أو هيدروليكي. يمكن تصنيف الأنواع الميكانيكية أيضًا إلى تكوينات متماثلة وغير متماثلة.
تختلف أنظمة الدفع هذه في مبادئ العمل وخصائص الأداء وملاءمة التطبيق. يعتمد الاختيار بين الأنواع الميكانيكية والهيدروليكية على متطلبات المستخدم المحددة. وتختلف الأسعار بشكل كبير بين هذه الأنواع بسبب الاختلافات في تعقيد التصميم وعمليات التصنيع وقدرات الأداء الكلية. بالإضافة إلى ذلك، يمكن أن تتقلب الأسعار بين المصنعين بناءً على خبراتهم وكفاءات الإنتاج.
عند الاستثمار في ماكينات ثني الألواح المؤتمتة بالكامل وعالية الجودة، من المهم مراعاة عوامل أخرى غير السعر فقط. قم بتقييم المواصفات، ومقاييس الأداء، ومستوى الأتمتة، وكفاءة الطاقة، والموثوقية على المدى الطويل. يضمن هذا النهج الشامل اختيار ماكينة لا تناسب الميزانية فحسب، بل تلبي أيضًا ظروف العمل ومتطلبات الإنتاج المحددة على النحو الأمثل.
تعمل ماكينة درفلة الألواح، والمعروفة أيضًا باسم ماكينة ثني الألواح، على مبدأ تطبيق قوى خارجية من خلال الضغط الهيدروليكي أو الوسائل الميكانيكية لتحريك لفات العمل. يتيح هذا الإجراء التشكيل الدقيق للصفائح المعدنية في أشكال مختلفة، بما في ذلك المكونات الأسطوانية والبيضاوية والقوسية الشكل. وتتضمن العملية الدوران المتحكم فيه والتعديلات الموضعية لبكرات العمل المصممة خصيصًا. دعونا نفحص الخطوات والاعتبارات الرئيسية لاستخدام ماكينة ثني اللفائف بفعالية.
التحضير لدرفلة الألواح
إجراءات التشغيل واحتياطات السلامة
وضع قطعة العمل في مكانها: ضع الصفيحة المعدنية في الماكينة بإحكام، مع محاذاة اللفائف بشكل صحيح مع البكرات.
بروتوكول بدء التشغيل: بدء تشغيل الماكينة بعملية واحدة مدروسة. ضمان التواصل الواضح والالتزام بالأوامر المحددة طوال العملية.
مناطق الأمان: حافظ على مسافة آمنة من الأجزاء المتحركة، وخاصة البكرات وقطعة العمل. لا تضع يديك أبدًا على اللوحة أثناء التشغيل أو تستخدم طرق الفحص اليدوي أثناء تشغيل الماكينة.
اعتبارات الحواف: عند الدحرجة، اترك مادة كافية عند حواف اللوحة لمنع عدم استقرار قطعة العمل والحوادث المحتملة.
الوعي التشغيلي: حظر الوقوف على قطعة العمل أو فحص استدارة الأسطوانة يدويًا أثناء تشغيل الماكينة.
تقنيات الدرفلة التكيفية:
منع التشابك: بمجرد اشتباك اللوح مع البكرات، كن متيقظاً لتجنب انجذاب الملابس أو أجزاء الجسم إلى الماكينة.
إجراءات إيقاف التشغيل وما بعد التشغيل
من خلال الالتزام بهذه الإرشادات، يمكن للمشغلين ضمان الاستخدام الآمن والفعال لماكينات درفلة الألواح مع زيادة جودة المنتج إلى أقصى حد وتقليل مخاطر التشغيل. تعد الصيانة المنتظمة، وتدريب المشغل، والالتزام الصارم ببروتوكولات السلامة ضرورية لتحقيق الأداء الأمثل وطول عمر المعدات.

ضع في اعتبارك الإرشادات التالية عند تشغيل ماكينة درفلة الألواح:
من خلال الالتزام بهذه الاحتياطات وأفضل الممارسات، يمكن للمشغلين ضمان الاستخدام الآمن والفعال لماكينات درفلة الألواح مع زيادة الإنتاجية إلى أقصى حد وتقليل مخاطر الحوادث أو تلف المعدات.
قم بتشحيم جميع أكواب الزيت ونقاط التشحيم اليدوية بانتظام كما هو محدد في مخطط تشحيم الماكينة لضمان الأداء الأمثل وطول عمر المعدات.
تتم عملية درفلة الألواح وفقًا للمعايير المحددة للماكينة. بالنسبة لهذه العملية، نحن نعمل مع ألواح بسماكة 20 مم، وطول 2500 مم، وقوة خضوع أقل من 250 ميجا باسكال. من الضروري التحقق من خصائص هذه المواد قبل المعالجة لمنع تلف الماكينة وضمان جودة المنتج.
قبل بدء عملية الدرفلة، قم بتشغيل الماكينة وإجراء فحص وظيفي. تأكد من أن الأسطوانة السفلية تتحرك بسلاسة في كلا الاتجاهين الأمامي والخلفي، وأن الحركة الرأسية للأسطوانة العلوية خالية من أي مقاومة غير طبيعية أو تشويش. يعد هذا الفحص قبل التشغيل أمرًا حيويًا لتحديد المشكلات الميكانيكية المحتملة.
التزم بدقة بإجراءات معالجة الألواح وطرق التشغيل المعمول بها. توخَّ الحذر بشكل خاص عندما تقترب اللفة العلوية من أقصى ارتفاع لها، حيث أن هذه نقطة حرجة في العملية تتطلب مراقبة دقيقة.
بعد توقف المحرك الرئيسي عن التشغيل، اتبع هذا التسلسل: ارفع البكرة العلوية، وأعد ضبط محمل الدوران إلى وضعه المحايد، ثم اضبط إمالة البكرة العلوية حسب الحاجة للتشغيل أو الصيانة التالية.
ابق متيقظاً لأي ضوضاء أو اهتزازات غير عادية أثناء تشغيل ماكينة الثني. إذا تم اكتشافها، أوقف العملية على الفور وقم بإجراء فحص شامل لمنع حدوث تلف محتمل في المعدات أو مخاطر السلامة.
التنسيق الفعال بين الفريق أمر ضروري أثناء التشغيل. يجب على جميع الموظفين اتباع توجيهات مشرف لوحة التدوير. للحفاظ على الأمن والمساءلة، لا تقم أبدًا بتشغيل الماكينة دون الحصول على التفويض المناسب وكلمة المرور الصحيحة.
توخَّ الحذر الشديد لمنع إصابات اليدين أثناء عملية ثني الألواح. أبقِ يديك بعيدًا عن الألواح الفولاذية والبكرات في جميع الأوقات. لا تحاول أبدًا توجيه أو ضبط الألواح الفولاذية يدويًا أثناء عمليات الدرفلة.
عند استخدام الرافعات العلوية لمناورة ألواح أو براميل الصلب، حافظ على مسافة آمنة من ماكينة الدرفلة لمنع حدوث تصادمات قد تتلف المعدات أو تعرض السلامة للخطر. بعد الدرفلة، تأكد من التنظيف السليم للمواد النهائية، وقم بإجراء الصيانة اللازمة للمعدات، وافصل على الفور مصدر الطاقة عن الماكينة.
من خلال اتباع هذه الإرشادات التفصيلية للصيانة والتشغيل، يمكنك ضمان عمليات درفلة الألواح بأمان وكفاءة وجودة عالية مع زيادة عمر المعدات الخاصة بك إلى أقصى حد.
نظرًا لأن ماكينة ثني الألواح تتعرض لضغط كبير أثناء التشغيل، فهي عرضة للعديد من الأعطال أثناء الاستخدام. سنناقش في القسم التالي عيبين شائعين والحلول الخاصة بكل منهما.
واجهت ماكينة ثني الألواح 50×3000 في مصنع ماكينات تشققات في عمودها الرئيسي بعد عام واحد من الاستخدام. عند إجراء الكشف عن الخلل بالموجات فوق الصوتية، تم اكتشاف أن هيكل العمود الرئيسي مقسم إلى قسمين: قسم مزور وقسم مصبوب، وهو ما لا يفي بالمعيار الوطني للكشف عن الخلل من الفئة الثانية.
لتحديد سبب التلف بدقة أكبر، قام موظفو الصيانة بتشريح العمود الرئيسي ووجدوا أن نتائج الكشف كانت دقيقة. بعد تحليلهم، استنتجوا أن السبب الرئيسي لكسر العمود الرئيسي هو لحام رديء. كانت منطقة اللحام صغيرة، وكانت عملية اللحام خشنة، وكانت هناك شوائب خبث اللحام، مما أدى إلى عيوب في القوة المنخفضة.
1.1 مخطط الإصلاح.
استنادًا إلى ظروف إجهاد العمود الرئيسي، استخدمنا اللحام التناكبي التقنية. ولتحقيق ذلك، تم عمل أخدودين على شكل حرف U في موقع اللحام، وتم تشكيل حفرة ورئيس على التوالي في مركز العمود المكسور، مع ملاءمة تفاوت H7/H7.
لضمان اتساق اللحام المحوري، تم تصميم كتلة تحجيم على شكل حرف V وحلقة متساوية القطر كجزء من التكوين.
1.2 مواد اللحام والطرق.
أثناء فحص مادة العمود الرئيسي باستخدام معدات الفحص، تم اكتشاف أنه مصنوع من الفولاذ رقم 45. ومع ذلك، فإن أداء هذا الفولاذ ضعيف في اللحام، مما يخلق العديد من التحديات أثناء اللحام.
بالإضافة إلى ذلك، نظرًا للقطر الكبير للعمود الرئيسي، فإن التسخين المسبق ضروري قبل اللحام. ماكينة اللحام المستخدمة هي ماكينة اللحام المحمية بغاز ثاني أكسيد الكربون XC500. سلك اللحام المستخدم هو ER50-6 بقطر 1.2 مم.
خلال عملية اللحام، يتم الحفاظ على الجهد عند حوالي 35 فولت، ويتراوح التيار بين 220-250 أمبير، وتتراوح السرعة بين 15-25 سم/الدقيقة.
لضمان اختراق كامل من العمود الرئيسي، يجب تقليل السرعة أثناء مرحلة اللحام الأولية، ويجب استخدام طريقة النقل الشريطي المستقيم. مع زيادة عرض الأخدود، يجب تغيير حركة اللحام إلى شكل سن المنشار لتقليل التشوه.
علاوة على ذلك، يجب أن يتم اللحام بواسطة شخصين في وقت واحد، بالتناوب بين الدوران لأعلى ولأسفل.
1.3 اللحام.
قبل اللحام، يجب اتخاذ بعض خطوات ما قبل المعالجة.
أولاً، يجب أولاً تفكيك العمود الرئيسي وإجراء عمليات تصنيع معينة، مثل الحفر والأخاديد، على العمود الرئيسي كما هو محدد في الرسومات. يجب أيضًا اختبار العمودين المكسورين للتأكد من التجميع السليم.
لتجنب تأثير خبث اللحام على التجميع، يجب تنظيف المنطقة القريبة من اللحام باستخدام مزيل الخبث للتخلص من أي خبث نفايات متولد أثناء التصنيع الآلي.
بعد ذلك، يتم وضع الأعمدة المكسورة على T20 ماكينة الحفر ومحاذاة باستخدام كتلة تحجيم على شكل حرف V لضبط فرق الارتفاع الأفقي. يتم بعد ذلك توصيل العمودين باستخدام أسطوانة وفحصهما للتأكد من الاتساق المحوري باستخدام مسطرة قاطعة. يتم إجراء تعديلات دقيقة باستخدام صفيحة نحاسية رقيقة لضمان عدم تجاوز خطأ المحورية 0.05 مم.
وأخيراً، تُستخدم مكاوٍ حديدية الزاوية لتقوية الأطراف الأربعة.
لتقليل تشوه العمود الرئيسي أثناء اللحام، يتم استخدام طريقة لحام شخصين في وقت واحد. يتم لحام الأسطوانة المثبتة على العمود الرئيسي بشكل متماثل في أربعة مواضع، أعلى وأسفل ويسار ويمين، مع زيادة طول اللحام تدريجيًا.
بعد كل جلسة لحام، يجب إزالة خبث اللحام على الفور، ويجب تخفيف أي إجهاد لحام عن طريق النقر على اللحام.
لضمان الاتساق المحوري، يجب إيقاف اللحام عندما يصل إلى 3/5 من عمق الأخدود ويجب فحص انحراف الاتساق المحوري لتحديد اتجاه الانحناء التالي. يمكن تقويم عمود الدوران عن طريق زيادة طول قوس اللحام والتيار بشكل صحيح.
1.4 التأثير.
تشير الإحصائيات إلى أنه بعد إصلاح عمود الدوران هذا، لم تحدث أي تشققات في عمود الدوران خلال السنوات الثلاث الماضية.
استغرقت عملية إصلاح اللحام بالكامل أربعة أيام وتطلبت 15 كجم من قضيب اللحام. وبلغت التكلفة الإجمالية للإصلاح، بما في ذلك نفقات التصنيع والمواد، 5788 يوان.
إذا تم شراء عمود دوران جديد، فستتكلف 220000 يوان وستستغرق 35 يومًا للنقل والتركيب.
وبالمقارنة، لا يوفر إصلاح المغزل التكلفة فحسب، بل يقلل أيضًا من الوقت المطلوب ويزيد من الكفاءة.
توقفت ماكينة ثني ألواح الضغط ثلاثية اللفائف طراز Em040-160 إيطالية الصنع عن العمل فجأة أثناء التشغيل.
عند الفحص، تبيّن أن الإشارة الكهربائية طبيعية، وتم تحديدها في البداية على أنها مشكلة ميكانيكية.
قام عامل الصيانة أولاً بإزالة المحرك من ذيل البكرة العلوية وأدار يدويًا عمود الإدخال الخاص بعلبة تروس تخفيض البكرة العلوية للتأكد من أن علبة تروس التخفيض تعمل بشكل صحيح.
عند تفكيك المحرك، تم اكتشاف أن لوحة الغطاء المتحرك على الوجه النهائي للوحة توزيع الزيت في جانب مدخل الزيت بالمحرك كانت مكسورة، كما أن حلقة الختم الموجودة أسفل لوحة الغطاء قد تضررت أيضًا. وقد دخل الحطام الناتج عن التلف إلى المكبس، مما تسبب في توجيه الزيت داخل وخارج لوحة توزيع الزيت، مما منع توليد ضغط العمل.
المحرك الهيدروليكي المستخدم في ماكينة الثني هذه هو محرك مكبس شعاعي مستورد من ماركة Sai S7b3000 أو محرك مكبس شعاعي من فئة الخمس نجوم. سيكون شراء أجزاء محرك جديد من الشركة المصنعة مستهلكًا للوقت ومكلفًا.
لذلك، قرر قسم صيانة المعدات إصلاح المحرك داخليًا، بناءً على مهمة الإنتاج وسير العمل في المصنع.
تم تشكيل لوحة غطاء متحرك جديد متحرك بمقاس لوحة توزيع الزيت، وتم الحصول على حلقة مانعة للتسرب من وكيل مانع تسرب الزيت. كانت الأختام الأصلية عبارة عن حلقة على شكل حرف O وحلقة أخدود دائرية.
ومع ذلك، لم يكن لدى الوكيل سوى حلقات على شكل O وحلقات مستوية، في حين أن المقاسات الأصلية كانت 2.5 و1.9 مم، وكانت المقاسات المتاحة 2.5 و1.4 مم، والتي لم تكن مناسبة للاستخدام.
كحل، تم استخدام حلقة احتفاظ 3 مم بدلاً من حلقة الاحتفاظ مقاس 1.9 مم. نظرًا لأن أخدود مانع تسرب الزيت في لوحة توزيع الزيت كان بعمق 3.6 مم وعرض 3.2 مم، فإن الحلقة 3.0 كان بها فجوة طفيفة في الأخدود للضغط، ويمكن وضع حلقة التثبيت المستوية 1.4 مم في الأخدود بإحكام.
تم تجميع المحرك وإعادة ضبط الماكينة، مما سمح للبكرة العلوية بالدوران بحرية. بعد تشغيلها لمدة شهر، كان المحرك لا يزال يعمل بشكل طبيعي.
وختامًا، تتطلب عملية درفلة الألواح كمية كبيرة من الطاقة الدافعة كما أن ماكينة درفلة الألواح ذات حجم هائل. بالإضافة إلى ثني الشغل، يتم استخدام جزء كبير من الطاقة المستهلكة أثناء عملية درفلة الصفيحة بواسطة الميكانيكية و الأنظمة الهيدروليكية.
وبالإضافة إلى ذلك، نظرًا للحمل الثقيل أثناء الاستخدام، فإن ماكينة ثني الألواح معرضة للفشل أثناء الصدم.
هناك أنواع مختلفة من الأعطال التي يمكن أن تحدث في ماكينة ثني الألواح. وقد تمت مناقشة العطلين الشائعين وطرق الإصلاح أعلاه.
مع استمرار تطور التكنولوجيا، سيكون هناك المزيد من الأعطال والحلول في مستقبل عمل ماكينات ثني اللفائف.
من خلال الممارسة المستمرة، سيستمر تحسين تقنية صيانة ماكينة ثني اللفائف من خلال الممارسة المستمرة.

أفضل موردي/مصنعي ماكينات درفلة الألواح
ولكي نكون دقيقين، لا يوجد مُصنِّع واحد "أفضل" لماكينات درفلة الألواح، بل المورد الأنسب لمتطلباتك واحتياجاتك الإنتاجية المحددة.
عند اختيار ماكينة درفلة الألواح لعملية التصنيع الخاصة بك، يجب مراعاة العديد من العوامل الحاسمة بعناية. وتشمل هذه العوامل ما يلي:
لاتخاذ قرار مستنير، من الضروري إجراء تقييم شامل لمتطلبات الإنتاج وقيود الميزانية وأهداف التصنيع طويلة الأجل. بالإضافة إلى ذلك، ضع في اعتبارك عوامل مثل المهل الزمنية وخيارات التخصيص وتوافر قطع الغيار.
وللحصول على إرشادات شاملة حول اختيار ماكينة درفلة الألواح المثلى لتطبيقك المحدد، نوصي بمتابعة الأقسام التالية، والتي ستتعمق في هذه الاعتبارات وتقدم رؤى الخبراء لدعم عملية اتخاذ القرار.
ومع ذلك، فإن قائمة أفضل عشر لوحات مصنعي ماكينات الثني في العالم يمكن أن تظل بمثابة مرجع.
يمكنك العثور على مزيد من المعلومات عنها في المقالة التالية.
تعتبر مادة اللوح أحد أهم العوامل الحاسمة في تصميم ماكينة ثني الألواح.
على سبيل المثال، عند دحرجة ألواح من نفس السُمك، فإن الألواح ذات قوة الخضوع لها متطلبات صارمة لضغط ماكينة ثني الألواح. قد يؤدي عدم مراعاة ذلك إلى حدوث عيوب أو تشوه في الزوايا في صفيحة المواد المعالجة.
اليوم، ازدادت قوة الفولاذ بشكل كبير، مما أدى إلى ارتفاع متطلبات ضغط الدرفلة لآلة الثني.
وقد وضعت الجمعية الأمريكية للمهندسين الميكانيكيين (ASME) معايير مطابقة لهذا الأمر، وتصنف مختلف أنواع الفولاذ مثل A36، A516grade70، سلسلة Hardox400/500، سلسلة AR200/300، إلخ.
يختلف أيضًا ضغط الدرفلة للصلب بمواصفات مختلفة.
إن هشاشة المزاج، وقوة خضوع المعدن، والاستخدام المقصود للوحة المواد كلها عوامل مهمة يجب على مصنعي ماكينات درفلة الألواح أخذها في الاعتبار.
ويكتسب هذا الأمر أهمية خاصة لأن صناعة صهر الحديد والصلب خضعت لإصلاحات في العقود الأخيرة. فعلى سبيل المثال، لم يعد الصلب الخفيف شائعًا وأصبح شيئًا من الماضي.

للحصول على النتيجة المرجوة، يجب أن يتعلم المشتري أولاً كيفية طرح الأسئلة الصحيحة.
لكل شركة متطلباتها الفريدة. من خلال الإجابة على هذه الأسئلة، يمكن لقسم المبيعات وضع مجموعة من الخطط التي تلبي احتياجات الشراء على أفضل وجه.
يجب على الشركات أيضًا أن تفكر فيما إذا كانت الشركات بحاجة إلى طرح منتجات مخروطية أو مكافئة لتوسيع سوقها.
تعتبر ماكينة الدرفلة بنظام التحكم الرقمي باستخدام الحاسب الآلي المزودة بلفة علوية خشنة ولفافة سفلية دقيقة نموذجًا مثاليًا لدرفلة الأجسام بهذا الشكل.
وتتميز ماكينة الدرفلة هذه بميزة التخلص الفعال من التآكل على سطح صفيحة المواد، وبالتالي التخلص من الحاجة إلى طحن الحافة عند طرف المخروط.
على الرغم من أن نظام CNC يمكن من الناحية النظرية تحقيق التوازن، فإن الدرفلة المخروطية الدقيقة تتحقق في الواقع من خلال توازن عزم الدوران. يسمح تحقيق التوازن الدقيق للوحة المواد بمعالجة مستدق مثالي في 5 ثوانٍ.
فمن ناحية، يجب على المشتري تزويد المورد بجميع التفاصيل اللازمة، بما في ذلك القطر والمادة والخطأ والشكل وما إلى ذلك.
على سبيل المثال، في صناعة أوعية الضغط، قد تكون هناك متطلبات لأن يكون خطأ الاستدارة في اتجاه القطر أقل من 1% أو بدون عيوب.
إذا كانت قوة ماكينة ثني الألواح عالية جدًا، فقد يؤدي ذلك إلى ظاهرة الأسطوانات، مما يؤدي إلى منتجات غير مؤهلة ويؤثر بشدة على أرباح الشركة.
من ناحية أخرى، يجب أن تأخذ الشركة المصنعة لماكينة الدرفلة في الاعتبار جميع الاحتياجات الفريدة للمشتري.
يجب على المشتري أيضاً أن يجد مُصنّعاً مستعداً للجلوس ومناقشة التفاصيل واحداً تلو الآخر.
العديد من التفاصيل بالغة الأهمية ولكن غالباً ما يتم تجاهلها من قبل المشترين. في هذه المرحلة، يجب على الشركة المصنعة المسؤولة تأكيد هذه التفاصيل.
غالبًا ما تحتاج الشركات إلى تحديد المواد والسماكات التي ستحقق أفضل النتائج.
لذلك، يجب على الشركات المصنعة لماكينات ثني الألواح تصميم وتصنيع الماكينات المقابلة بناءً على هذه المعايير، والتي يمكن أن توفر قدرًا كبيرًا من الوقت وتقلل إلى حد كبير من معدل إعادة العمل.
تُظهر التجربة أن ماكينات الثني المتطورة تحقق أفضل أداء عند العمل عند 50% من الحمولة الكاملة.
على سبيل المثال، فإن ماكينة درفلة الألواح التي يمكنها دحرجة ألواح بسماكة 10 مم تعطي أفضل النتائج عند دحرجة ألواح بسماكة 5 مم.
المشكلة الرئيسية في درفلة الألواح هي حجم اللوح المادي. وبالإضافة إلى هذه المشكلة، تركز معظم المشاكل على الضغط بين اللفائف العلوية والسفلية.
إذا تم استخدام ماكينة درفلة الألواح المصممة لدحرجة ألواح 10 مم في دحرجة ألواح 6 مم، فقد يحدث تشوه أسطواني.
وغالبًا ما يؤدي ذلك إلى صعوبات، حيث تكون المشكلة الأكبر عندما يصل سُمك اللوحة إلى الحد الأقصى لماكينة ثني اللفائف. وبدون استخدام الحشيات، يجب التخلص من الماكينة بأكملها.
من ناحية أخرى، عندما يتم تصميم ماكينة ثني الألواح ذات سمك اللوح الكبير للوح لف ألواح المواد الرقيقة، تكون قوة ألواح المواد في المنتصف أعلى من تلك الموجودة حولها، مما يؤدي إلى تشوه الساعة الرملية الذي لا يمكن تصحيحه دون استخدام الرفادات.
كلما كان القطر أصغر، زاد ضغط الدرفلة المطلوب. عندما يكون القطر الداخلي للصفيحة السميكة صغيرًا جدًا، يجب على المصممين الانتباه إلى موضع اللفة العلوية وهيكل آلة ثني الصفيحة، حيث يؤثر هذان العاملان بشكل كبير على حجم الفتحة.
يبلغ الحد الأقصى لقطر دائرة اللف المصممة لمعظم ماكينات الثني 1.5 ضعف قطر البكرة العلوية.
وبالتالي، يمكن للفة علوية قطرها 50 مم أن تتدحرج حتى قطر داخلي أقصاه 75 مم.
توجد الآن تقنية جديدة تسمح بتعرض نصف الصفيحة المادية تقريبًا للضغط أثناء عملية الثني، مما يزيد من الحد الأقصى ثني التصميم القطر إلى 1.1 ضعف الطريقة السابقة ويزيد نطاق القطر الفعال بمقدار 30%.
من المهم ملاحظة أن نطاق أفضل درفلة دقيقة يمكن أن تحققها جميع ماكينات ثني الألواح هو نصف معيار التصميم.
عند تصميم ماكينة ثني الصفيحة، يجب على المصمم مراعاة القوة الداعمة للوحة المواد في اتجاهين: أفقي ورأسي.
يؤدي أخذ ذلك في الحسبان إلى تقليل متطلبات العمل، حيث يمكن لشخص واحد إكمال عبء العمل الذي كان يتطلب في الأصل شخصين.
من المهم ملاحظة أنه عند دحرجة المنتجات الأسطوانية، إذا كان القطر أكبر من 200 ضعف سُمك اللوحة، فسوف تنحني اللوحة بسبب وزنها، مما يؤدي إلى قطر غير صحيح. لتجنب ذلك، يجب استخدام ماكينة ثني الألواح المزودة بوظيفة دعم الألواح المادية.
ومع ذلك، قد تختار بعض الشركات المصنعة استخدام الرافعات الشوكية والرافعات كدعامات لتقليل التكاليف، ولكن هذا النهج غالبًا ما يكون غير فعال ويحد من نطاق استخدام المعدات.
يميل العديد من المشترين إلى التغاضي عن عوامل رئيسية، مما يؤدي إلى عدم تلبية المعدات المشتراة لمتطلباتهم والتسبب في مشاكل لقسم الإنتاج.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







