استكشاف أعطال أجهزة التحكم المنطقي القابلة للبرمجة (PLC): 20 عامًا من الخبرة التي تم الكشف عنها
تخيل توقف خط إنتاجك بالكامل بسبب عطل في وحدة التحكم المنطق المنطقية القابلة للبرمجة (PLC). أمر محبط، أليس كذلك؟ تتناول هذه المقالة نصائح عملية لاستكشاف مشكلات PLC وإصلاحها، مما يساعدك على تحديد المشاكل وحلها بسرعة. ستتعرف على فحوصات المدخلات والمخرجات، والاستدلال المنطقي للبرامج، وكيفية تجنب المزالق الشائعة. سواء كنت مهندسًا متمرسًا أو جديدًا في هذا المجال، يقدم هذا الدليل رؤى قيمة للحفاظ على سير عملياتك بسلاسة.
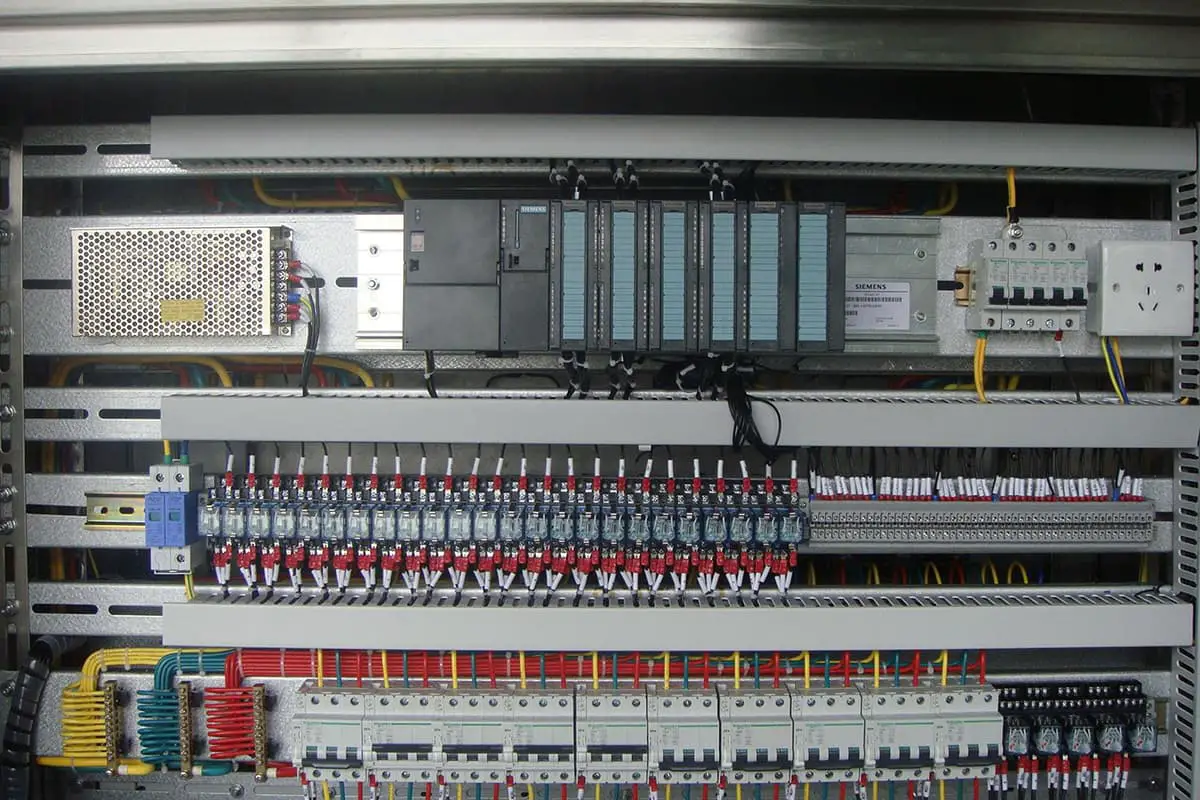
تتحكم وحدة تحكم منطقية صغيرة قابلة للبرمجة (PLC) بمرونة في نظام معقد. ما تراه هو عبارة عن صفوف متداخلة من كتل طرفية متداخلة من المدخلات والمخرجات المرحلية، وأضواء المؤشرات المقابلة، وأرقام PLC، تشبه إلى حد كبير دائرة متكاملة بعشرات الأرجل.
بدون مخطط تخطيطي، سيكون أي شخص عاجزًا عن استكشاف أخطاء المعدات وإصلاحها، مما يؤدي إلى تباطؤ كبير في اكتشاف الأعطال.
وبالنظر إلى ذلك، نقوم بإنشاء مخطط بياني استنادًا إلى المخطط الكهربائي، المنشور على لوحة أو خزانة التحكم في المعدات، يشير إلى كل رقم طرف مدخل ومخرج PLC، والرمز الكهربائي المقابل له، واسمه، على غرار الوصف الوظيفي لكل دبوس في دائرة متكاملة. من خلال مخطط المدخلات والمخرجات هذا، يمكن للكهربائيين المطلعين على عملية التشغيل أو مخطط السلم الخاص بالمعدات البدء في استكشاف الأعطال وإصلاحها.
بالنسبة لأولئك غير المطلعين على عملية التشغيل أو غير القادرين على قراءة مخططات السلم، هناك حاجة إلى مخطط إضافي: جدول الوظائف المنطقية للمدخلات والمخرجات PLC. يوضح هذا الجدول التطابق المنطقي لمعظم دارات المدخلات (عناصر الزناد والعناصر المرتبطة) ودارات المخرجات (العناصر المنفذة) أثناء عملية التشغيل.
تُظهر التجربة أنه إذا كنت بارعًا في استخدام جدول تطابق المدخلات والمخرجات وجدول الدالة المنطقية للمدخلات والمخرجات، يمكنك بسهولة استكشاف الأعطال الكهربائية وإصلاحها دون الحاجة إلى مخطط تخطيطي.
تعليمات PLC المنطقية الأساسية
وصف
ميتسوبيشي
سيمنز
أومروم
تحميل، جهة اتصال مفتوحة عادةً في بداية الدائرة الكهربائية
LD
LD
LD
تحميل عكسي، تلامس مغلق عادة في بداية الدائرة
LDI
LDN
LD لا
والملامس المفتوح عادةً
و
A
و
الاتصال العكسي والمغلق عادةً
ANI
أ
وليس
أو، تلامس مفتوح عادةً
أو
0
أو
تلامس عكسي أو مغلق عادةً
ORI
تشغيل
أو لا
كتلة و
ANB
ALD
وLD
كتلة أو
ORB
قديم
أو LD
المخرجات
انتهى
=
انتهى
نفي
INV
لا
لا
II. استكشاف أخطاء دائرة الإدخال وإصلاحها
لتحديد حالة الزر، أو مفتاح الحد، أو الخط، أو دائرة الإدخال الأخرى، يمكنك الضغط على الزر (أو جهة اتصال الإدخال الأخرى) أثناء تشغيل PLC (يفضل أن يكون في حالة عدم التشغيل لمنع تشغيل المعدات غير المقصودة).
يجب أن يضيء مصباح إدخال PLC المقابل للزر مما يشير إلى أن الزر والخط يعملان بشكل طبيعي. إذا لم يضيء المصباح، فقد يكون الزر معيبًا، أو قد يكون الخط به تلامس ضعيف، أو قد يكون هناك سلك مكسور.
III. استكشاف أخطاء دائرة الإخراج وإصلاحها
بالنسبة لنقاط مخرجات PLC (مع الأخذ في الاعتبار أنواع مخرجات المرحل هنا)، إذا لم يضيء ضوء المؤشر المقابل للمشغل على الرغم من أن PLC قيد التشغيل، فهذا يشير إلى أن وظيفة منطق مدخلات ومخرجات PLC لهذا المشغل لم يتم استيفاؤها، مما يشير إلى وجود خلل في دائرة الإدخال.
إذا كان مصباح المؤشر المقابل مضاءً، ولكن المشغل المقابل مثل صمام الملف اللولبي أو الملامس لا يعمل، افحص أولاً طاقة التحكم في صمام الملف اللولبي والصمامات.
إذا لم يضيء جهاز اختبار الضوء عند قياس الطرف المشترك لنقطة خرج PLC المقابلة، فقد يكون هناك عطل في الطاقة مثل الصمامات المحترقة.
إذا أضاء جهاز اختبار الضوء، فهذا يعني أن مصدر الطاقة جيد، مما يشير إلى وجود عطل في صمام الملف اللولبي أو الملامس أو الخط المقابل.
بعد استبعاد الأعطال في صمام الملف اللولبي أو الملامس أو الخط ووجدت أن النظام لا يزال لا يعمل بشكل طبيعي، استخدم مقياس متعدد لتوصيل أحد المسبارين بالطرف المشترك للإخراج المقابل والآخر بنقطة إخراج PLC المقابلة.
إذا كان صمام الملف اللولبي لا يزال لا يعمل، فهذا يشير إلى وجود خلل في خط الإخراج. إذا كان صمام الملف اللولبي يعمل، فإن المشكلة تكمن في نقطة خرج PLC.
نظراً لأن قلم الاختبار يمكن أن يعطي قراءات خاطئة في بعض الأحيان، يمكن أن تكون الطريقة البديلة للتحليل هي قياس الجهد بين نقطة خرج PLC والطرف المشترك باستخدام مقياس متعدد. إذا كان الجهد صفرًا أو قريبًا من الصفر، فهذا يشير إلى أن نقطة خرج PLC تعمل بشكل طبيعي وأن العطل يقع خارجيًا.
إذا كان الجهد الكهربي مرتفعًا نسبيًا، فهذا يشير إلى أن مقاومة التلامس لهذه النقطة عالية جدًا وقد تعرضت للتلف. علاوة على ذلك، عندما لا يضيء مصباح المؤشر، ولكن يتم تنشيط صمام الملف اللولبي أو الملامس المقابل، فمن المحتمل أن تكون نقطة الإخراج هذه قد تم لحامها بسبب الحمل الزائد أو قصر الدائرة الكهربائية.
عند هذه النقطة، يجب إزالة الأسلاك المتصلة بنقطة الخرج هذه، ويجب قياس المقاومة بين نقطة الخرج والطرف المشترك باستخدام إعداد المقاومة على المقياس المتعدد. إذا كانت المقاومة منخفضة، فهذا يشير إلى أن نقطة التلامس هذه تالفة. إذا كانت المقاومة عالية بشكل لا نهائي، فهذا يعني أن نقطة التلامس جيدة، ومن المحتمل أن يكون ضوء مؤشر الخرج المقابل معطوبًا.
رابعًا. استدلال منطق البرنامج
هناك أنواع عديدة من PLCs شائعة الاستخدام في الصناعة. بالنسبة للـ PLCs منخفضة النهاية، تكون تعليمات مخطط السلم متشابهة إلى حد كبير. بالنسبة للماكينات المتوسطة إلى الراقية، مثل S7-300، تتم كتابة العديد من البرامج في قوائم العبارات.
يجب أن تحتوي مخططات السلم العملي على شروح رمزية؛ وإلا تصبح القراءة صعبة. فهم عملية أو تشغيل المعدات قبل النظر إلى مخطط السلم يجعل الأمر أسهل.
في حالة تحليل العطل الكهربائي، استخدم عمومًا طريقة التتبع العكسي أو طريقة الاستنتاج العكسي، أي بدءًا من نقطة العطل، ابحث عن مرحل خرج PLC المقابل وابدأ في تتبع العلاقات المنطقية التي تفي بتشغيله.
تشير التجربة إلى أنه بمجرد اكتشاف المشكلة، عادةً ما يتم إصلاح الخلل، حيث إنه من النادر حدوث أعطال متعددة في وقت واحد.
V. تحديد الأعطال الكامنة في PLC
عادةً ما تكون أجهزة التحكم المنطق المنطقية القابلة للبرمجة (PLC) أجهزة موثوقة للغاية مع معدل أعطال منخفض. ومع ذلك، يمكن أن تتسبب العوامل الخارجية في تعطل PLC. وقع حادث مع مفتاح القرب الذي يعمل بالطاقة 220 فولت. كان سلكا إدخال إشارة PLC وخط الطاقة لمفتاح القرب 220 فولت يشتركان في كابل رباعي النواة. عندما تعطل المفتاح، قام الكهربائي باستبداله ولكنه استبدل عن طريق الخطأ خط الطاقة المحايد بالخط المشترك لمدخل PLC، مما أدى إلى احتراق ثلاث نقاط إدخال PLC عند إمداد الطاقة.
في حالة أخرى، انقطع الخط المحايد لمحول طاقة النظام بسبب التآكل، مما تسبب في ارتفاع إمداد الطاقة في وحدة التحكم المنطقية القابلة للبرمجة (PLC) بجهد 220 فولت إلى 380 فولت. أدى ذلك إلى تلف وحدة الطاقة في قاعدة PLC. تم تصحيح ذلك لاحقًا بإضافة محول تحكم معزول بجهد 380/220 فولت. تتم تسمية النهايات المشتركة لمخرجات Siemens S7-200 PLC بـ 1L، 2L، إلخ، مع تمثيل الكمبيوتر العامل بـ AC1N ومصدر الطاقة +24V بـ L+M. يمكن أن يؤدي هذا التصنيف إلى إرباك المبتدئين أو ذوي الخبرة الأقل بسهولة. يمكن أن يؤدي إساءة تفسير L+M على أنه طرف طاقة 220 فولت إلى حرق مصدر طاقة PLC 24 فولت على الفور.
إن احتمالات تعطّل مكونات الأجهزة مثل وحدات التحكم المنطقية القابلة للبرمجة ووحدات المعالجة المركزية أو البرامج التي تعمل بشكل خاطئ تكاد لا تذكر. وبالمثل، من غير المحتمل أن تتعطل نقاط مدخلات PLC ما لم تتعرض لاقتحام كهربائي قوي، فمن غير المحتمل أن تتعطل نقاط مدخلات PLC. كما أن النقاط المفتوحة عادةً لمرحلات خرج PLC، باستثناء الدوائر القصيرة للحمل الطرفي أو التصميم السيئ الذي يسمح لتيار الحمل بتجاوز نطاقه المقدر، يكون لها عمر افتراضي طويل.
ولذلك، عند استكشاف الأعطال الكهربائية وإصلاحها، يجب أن يكون التركيز في المقام الأول على المكونات الكهربائية الطرفية في وحدة التحكم المنطقية القابلة للبرمجة (PLC). بدلاً من الاشتباه المستمر في وجود مشكلات في أجهزة أو برمجيات المنطوق المنطقي القابل للبرمجة (PLC)، وهذا النهج ضروري للإصلاح السريع للمعدات المعطوبة والاستئناف السريع للإنتاج. وبالتالي، فإن التركيز في استكشاف الأعطال الكهربائية وإصلاحها في تحكم PLC الدوائر ليس على جهاز التحكم المنطقي القابل للبرمجة (PLC) نفسه، ولكن على المكونات الكهربائية الطرفية داخل الدوائر التي يتحكم بها جهاز التحكم المنطقي القابل للبرمجة (PLC).
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
تخيل فتح دقة الأدوات الآلية باستخدام سطح زجاجي بسيط. الموازين الشبكية الخطية تفعل ذلك بالضبط، حيث تقوم بتحويل الخطوط الدقيقة إلى قياسات عالية الدقة. تستكشف هذه المقالة كيف يمكن...
هل تساءلت يومًا كيف يتم تنعيم الحواف الحادة على الأجزاء المعدنية؟ هذه العملية، المعروفة باسم الشطب، تحوّل الزوايا الخطرة والمتعرجة إلى أسطح أكثر أماناً وذات زوايا حادة. في هذه المقالة، سوف تتعرف...
هل تساءلت يومًا ما هي أفضل العلامات التجارية للمحمل في العالم؟ في منشور المدونة هذا، سنستكشف أفضل الشركات المصنعة للمحامل المعروفة بجودتها الاستثنائية وابتكاراتها و...
هل تساءلت يومًا من الذي يمد العالم بالطاقة من وراء الكواليس؟ في منشور المدونة هذا، سوف نتعمق في هذه المدونة في أفضل الشركات المصنعة للمولدات التي تبقي الأضواء مضاءة...
هل أنت مهندس ميكانيكي طموح تتطلع إلى التفوق في مجال عملك؟ في منشور المدونة هذا، سنستكشف أفضل 10 برامج تصميم هندسة ميكانيكية يجب أن تعرفها والتي يمكن أن ترتقي بك في مجال الهندسة الميكانيكية...
هل تساءلت يوماً كيف يتم ضمان سلامة الصواميل والبراغي الملحومة في سيارتك؟ تكشف لك هذه المقالة عن العملية الدقيقة لفحوصات الجودة والفحوصات التي تحافظ على سيارتك...
هل تساءلت يومًا ما الذي يحافظ على تشغيل المحرك الكهربائي بسلاسة دون ارتفاع درجة حرارته؟ إن فهم درجات حرارة التشغيل الآمنة للمحركات أمر بالغ الأهمية لطول عمرها وأدائها. في هذا المقال، سوف نتناول...
هل تساءلت يوماً عن عالم الصب الرائع؟ تشكل عملية التصنيع القديمة والمتطورة باستمرار حياتنا اليومية بطرق لا حصر لها. في هذه المدونة، سوف نستكشف في هذه المدونة...
هل تساءلت يوماً كيف تعمل التروس في سيارتك أو طائرتك بسلاسة؟ يكشف هذا المقال النقاب عن أفضل مصنعي التروس الذين يشكلون مستقبل الهندسة الميكانيكية. سوف تتعلم...