
كيفية تحديد خلوص المثقاب والقالب؟
هل تساءلت يومًا عن السر وراء إنتاج قطع مختومة عالية الجودة؟ في منشور المدونة هذا، سوف نتعمق في الدور الحاسم الذي يلعبه خلوص المثقاب والقالب في...
هل تساءلت يومًا كيف يمكن لماكينة ضخمة أن تثقب وتشكل الصفائح المعدنية بدقة وسهولة؟ في منشور المدونة هذا، سوف نستكشف العالم الرائع لمكبس الطاقة JH21. ستتعرف على مبادئ عمل الماكينة ومكوناتها الرئيسية ونصائح السلامة الأساسية لزيادة الكفاءة وطول العمر. استعد لاكتشاف الأسرار الكامنة وراء هذه الأعجوبة الهندسية!

مرحبًا بك في دليل خدمة مكبس الطاقة JH21. صُمم هذا الدليل الشامل لمساعدتك في التركيب والتشغيل والصيانة السليمة لمكبس الطاقة JH21. يركز الدليل على خصائص الأداء الرئيسية وملاحظات التشغيل لضمان الأداء الأمثل والسلامة. يرجى ملاحظة أن الأرقام المضمنة هي لأغراض مرجعية فقط، وقد تختلف المنتجات الفعلية قليلاً.

تعمل المكبس المثاقب ذات القاع الثابت المفتوح الخلفي JH21-80Ton (800 كيلو نيوتن) باستخدام عمود مرفقي طولي وآلية قضيب العمود المرفقي. يدور العمود المرفقي من خلال تخفيض السرعة على مرحلتين من المحرك، والذي يحرك الحركة الترددية للشريحة.
تتميز المكبس بنظام قيادة مغلق وتشغيل مستقر مع استخدام قابض هوائي ومكابح هوائية، مما يسمح للشريحة بالتوقف عند أي موضع.
يُعد هذا المكبس العام مثاليًا لمختلف مهام معالجة الصفائح المعدنية، بما في ذلك القطع، والتثقيب، والتثقيب، والتقطيع، والثني، والسحب، والتمديد، ولكنه غير مناسب للتشكيل. يبلغ الضغط الاسمي للمكبس 800 كيلو نيوتن، مع شوط ضغط عادي يبلغ 4.5 مم.
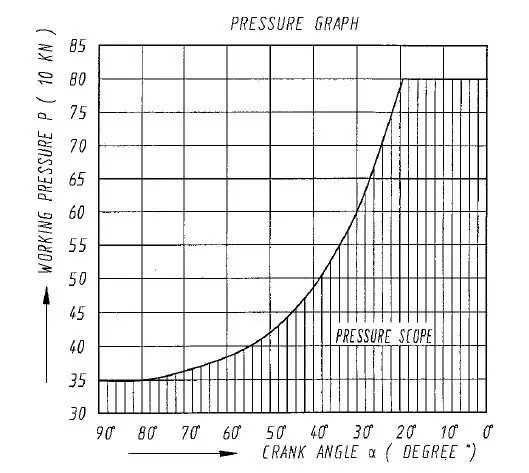
يجب على المستخدمين تحديد قوة الضغط المناسبة بناءً على منحنى الضغط، مع التأكد من أن ضغط العمل وزاوية ذراع التدوير لا يتجاوزان النطاق المشار إليه لمنع تلف المكبس.
لضمان التشغيل العادي للمكبس وتقليل تكرار الصيانة وإطالة عمره التشغيلي، يجب عدم استخدامه في البيئات ذات الرطوبة الزائدة أو الغازات المسببة للتآكل أو السوائل أو الغازات المتفجرة. يجب أن يكون ضغط الهواء 0.6 ميجا باسكال على الأقل، ويجب أن يكون الجهد 380 ± 38 فولت بتردد 50 ± 5 هرتز.
| لا يوجد | البند | القيمة | الوحدة |
| 1 | الضغط الاسمي | 800 | كن |
| 2 | شريحة السكتة الدماغية | 130 | مم |
| 3 | التمسيد بالضغط الاسمي | 4.5 | مم |
| 4 | عدد ضربات الانزلاق | 60 | SPM |
| 5 | أقصى مسافة للقالب (الضبط لأعلى، والضبط لأسفل من المسند إلى أسفل الشريحة | 330 | مم |
| 6 | تعديل مساحة القالب | 80 | مم |
| 7 | المسافة بين مركز الشريحة والإطار | 310 | مم |
| 8 | حجم الدعامة (FB × LR) | 600×1000 | مم |
| 9 | حجم سطح الشريحة (FB x LR) | 460×540 | مم |
| 10 | حجم فتحة الجذع | Φ50×80 | مم |
| 11 | سُمك الدعامة | 140 | مم |
| 12 | المسافة بين القوائم | 600 | مم |
| 13 | وسادة هوائية (طلب خاص) أقصى شوط للوسادة الهوائية |
65 | مم |
| الحد الأقصى للضغط | 80 | كن | |
| 14 | طراز المحرك الرئيسي | Y132M-4 | |
| الطاقة | 7.5 | كيه دبليو | |
| 15 | البُعد الكلي | ||
| ف.ب | 1711 | مم | |
| ل.ر | 1210 | مم | |
| الارتفاع | 2895 | مم | |
| 16 | الوزن الإجمالي | ≈6749 | كجم |
لضمان الأداء السليم لمكبس التثقيب، يجب على المستخدم اتباع الإجراءات السليمة ومراعاة العوامل التالية قبل تشغيل الماكينة.
يجب أن يبقى حمل التشغيل ضمن حد الضغط الاسمي. توجد آليات حماية من التحميل الزائد لمنع التلف الناجم عن التثقيب الخاطئ أو الصفائح ذات السماكة غير المنتظمة. من الأهمية بمكان عدم استخدام المكبس مع التحميل الزائد العشوائي، حيث يمكن أن يؤدي ذلك إلى تلف الماكينة بسهولة. لذلك، من المهم حساب حمل العمل بدقة قبل البدء في أي عمل.
تختلف قوة التثقيب باختلاف موضع الشريحة. يجب أن يرجع المستخدمون إلى الرسم البياني لضغط الشوط الذي يوضح هذه التغيرات. يساعد فهم هذه العلاقة في الحفاظ على سلامة الماكينة وضمان دقة العمليات.
يمكن أن يحدث الالتصاق إذا تجاوز ضغط العمل عزم الدوران المقدر. بالإضافة إلى ذلك، يمكن أن تتعطل ماكينة ضغط التثقيب إذا تم استخدام حمولة قبل تعشيق القابض. قد يؤدي ذلك إلى تلف القابض. في حالة حدوث الالتصاق أثناء المعالجة، يجب إيقاف الماكينة على الفور، ويجب اتخاذ تدابير تصحيحية لمنع تكرار ذلك.
كمبدأ عام، يجب تجنب الأحمال غير المركزية لأنها يمكن أن تتسبب في عدم توازي السطح السفلي للشريحة والدعامة، مما يؤدي إلى قوى غير متساوية على ذراع الانزلاق والتأثير على الدقة. إذا تعذر تجنب الحمل اللامركزي، فينبغي إدارته وفقًا للمسافة المسموح بها التي ينحرف بها مركز الحمل عن المسند، كما هو محدد في إرشادات الماكينة، لضمان الدقة والسلامة.

لضمان الأداء الأمثل وإطالة العمر التشغيلي للقابض والفرامل، من المهم الالتزام بتردد التشغيل الفردي الموصى به المدرج في المواصفات الرئيسية للمكبس المثقب. يمكن أن يتسبب تجاوز تردد التشغيل الفردي الموصى به في حدوث تآكل غير طبيعي وفشل محتمل للقابض والمكابح. بالنسبة لهذه المكبس، لا يزيد تردد التشغيل الفردي الموصى به عن 25 مرة في الدقيقة.
الإطار (الشكل 2)
إطار مكبس التثقيب مصنوع من الفولاذ عالي القوة وملحوم. تتحرك الشريحة ذهابًا وإيابًا داخل ذيل المكبس. يتم استخدام البرغي الموجود على الجانب الأيمن من الإطار لضبط الخلوص بين الذؤابة والشريحة. سيؤدي ضبط قضيب الضرب إلى دفع الأجزاء المثقوبة لأسفل مع اقتراب المنزلق من أعلى المركز الميت. ومع ذلك، يجب توخي الحذر لمنع القاطع من ملامسة الجزء السفلي من أخدود قضيب خروج المغلوب في الشريحة لتجنب الحوادث. دعامة الإطار هي أساس القياسات الدقيقة. يجب أن يحافظ على سطح أملس ومستوٍ لتجنب التلف من الأدوات و أدوات القطع.
أجزاء القيادة (الشكل 3)
يحرك المحرك الرئيسي دولاب الموازنة من خلال حزام على شكل حرف V ويخزن الطاقة في دولاب الموازنة، والتي تنتقل بعد ذلك إلى عمود التروس عبر قابض احتكاك ومكابح. يحرك عمود التروس الترس الكبير في حوض الزيت، والذي يحرك بعد ذلك العمود المرفقي لتحريك المنزلق لأعلى ولأسفل.
لضبط الحزام على شكل V، قم أولاً بفك الصواميل الأربعة وأدر براغي الضبط الأربعة بالتساوي. قم بتطبيق 2 كجم من القوة على مركز الحزام V، والذي سينحني إلى 10 مم لتحقيق الشد المناسب. ثم أحكم ربط الصواميل الأربعة. سوف يستقر الحزام V الجديد بعد استخدامه لبضعة أيام، ولكن قد يكون من الضروري إجراء المزيد من التعديلات. يجب حفظ الحزام على شكل V في مكان بارد وجاف ومحمي من الضوء والزيت.
عند استبدال الأحزمة على شكل V، قم أولاً بفك براغي الضبط وإزالة الأحزمة القديمة وفك أقواس القابض. من المهم استبدال جميع الأحزمة بأخرى جديدة. سيؤدي استخدام كل من الأحزمة الجديدة والقديمة إلى تقليل العمر التشغيلي للأحزمة بسبب اختلاف الشد. يجب عدم خلط الأحزمة القديمة مع الأحزمة الجديدة، ومن المهم ملاحظة أن الأحزمة ذات البعد الاسمي نفسه قد يكون لها اختلافات في الطول بعدة سنتيمترات. يجب أن تكون الأحزمة في نفس المجموعة بنفس الطول.
للتشغيل التلقائي، يمكن للمستخدم توصيل وحدة التغذية التلقائية بـ عمود الخرج من وجه الإطار (عمود الخرج هو طلب خاص وغير مدرج في المنتجات العادية).
القابض والفرامل (الشكل 4)
تم تجهيز مكبس التثقيب هذا بقابض احتكاك هوائي ومكابح موجودة داخل الإطار. (يرجى الرجوع إلى دليل القابض لمزيد من المعلومات).
الشريحة (الشكل 5)
تُعد الشريحة مكونًا حاسمًا في المكبس وتؤثر دقتها بشكل مباشر على دقة المكبس.
تتميز هذه المكبس المثقوبة JH21 بأذرع طويلة سداسية الشكل مربعة الشكل توفر دقة وثباتًا جيدين.
قضيب التوصيل والبرغي ذو الرأس الكروي هما مكونان يحولان الحركة الدورانية إلى حركة ترددية.
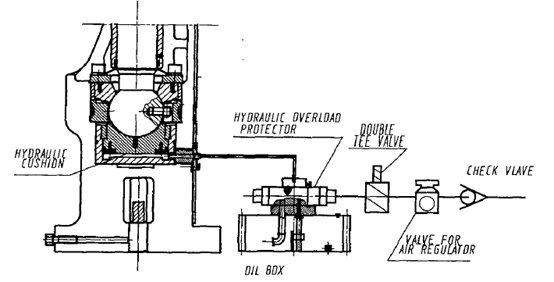
يتلامس الطرف السفلي من البرغي ذي الرأس الكروي مع المقعد الكروي، الذي يضم واقي الحمل الزائد الهيدروليكي.
في حالة حدوث حمل زائد، سيقوم الحامي بتحرير الزيت الموجود في وسادة القالب الهيدروليكي بسرعة، ويرسل إشارة كهربائية، ويتسبب في توقف المكبس على الفور، مما يضمن سلامة القالب والمكبس.
بمجرد حل المشكلة وعودة المنزلق إلى أعلى المركز الميت، ستقوم وسادة القالب الهيدروليكية بإعادة بناء الضغط تلقائيًا، مما يسمح لمكبس التثقيب باستئناف التشغيل.
يمكن للمستخدمين ضبط ارتفاع القالب. للحصول على التعليمات، يرجى الرجوع إلى عمليات الأجزاء الكهربائية ذات الصلة في دليل الخدمة.
توجد حشوات في قضيب التوصيل والغطاء. بمرور الوقت، قد تزداد الخلوص بين العمود المرفقي والبطانات.
يمكن للمستخدمين إزالة الرفادات لضبط الخلوص بين العمود المرفقي والبطانات. (الخلوص العادي: 0.08-0.13 مم)
4.1 تعديل الخلوص بين الشريحة والجيوب
يجب أن تكون المسافة بين الشريحة والأذرع مناسبة لضمان التشغيل السلس والموثوق للشريحة. إذا لزم الأمر، اتبع الخطوات أدناه لضبطها بشكل صحيح:
(1) قم بفك البراغي الموجودة على الأذرع والبراغي المثبتة على الجانب الأيمن من الإطار.
(2) اضبط الأذرع الجانبية اليسرى وشد البرغي.
(3) اضبط أذرع الجانب الأيمن، وحدد ما إذا كان يجب إضافة أو إزالة الرفادات بناءً على الخلوص.
بعد الضبط، أحكم ربط البراغي الأمامية والبراغي المثبتة على الجانب الأيمن.
(4) يجب أن تكون الخلوص بين الشريحة والأذرع من 0.03 إلى 0.05 مم، ولكن يجب أن تكون القيمة الإجمالية المسموح بها لخلوص سطح التلامس الأمامي والخلفي من 0.04 إلى 0.08 مم.
عادةً ما يكون الخلوص بين الطرفين العلوي والسفلي أكبر. يكون القياس دقيقاً عندما يكون عمق مقياس السماكة أكثر من 30 مم.
ملحوظة: يجب أن يكون المقياس 0.03 مم في الداخل، ولا يجب أن يكون المقياس 0.05 مم.
(5) بعد التعديل، تحقق من خلوص كل جزء واضبطه مرة أخرى إذا لزم الأمر.
4.2 جهاز شريحة خروج المغلوب
تبلغ قوة الضربة القاضية 5% من الضغط الاسمي.
4.2.1 هيكل معدات الضربة القاضية للشريحة
(1) يتكون من قضيب خروج المغلوب ومقعد خروج المغلوب وقضيب خروج المغلوب.
(2) يقع القضيب القاطع فوق الخط المركزي للشريحة، متقاطعًا مع الشريحة.
(3) عندما يرتفع المنزلق، يلامس قضيب الضربة القاضية قضيب الضربة القاضية، مما يؤدي إلى إخراج الأجزاء المثقوبة.
4.2.2.2 تشغيل وتعديل معدات قرقعة الشريحة
(1) قم بفك برغي التثبيت الخاص بقضيب التثبيت الخاص بقضيب الخروج واضبط قضيب الخروج على الموضع المناسب. لاحظ أنه يجب أن تكون قضبان الخروج على الجانبين الأيسر والأيمن على نفس الارتفاع.
(2) بعد الضبط، اربط براغي التثبيت بإحكام.
(3) قد يتسبب لمس القضيب المستعرض والشريحة المستعرضة في حدوث ضوضاء عند استخدام قضيب الضرب.
4.2.3 إشعار
عند تغيير القالب، تأكد من رفع قضيب خروج القالب إلى أعلى موضع له قبل ضبط ارتفاع الشريحة لمنع اصطدام قضيب خروج القالب أثناء ضبط ارتفاع القالب.
اضبط موضع قضيب الضربة القاضية بحيث يتم دفع المادة عندما تتحرك الشريحة بالقرب من المركز الميت العلوي.
ومع ذلك، لا تدع القضيب القاطع يلمس الجزء السفلي من فتحة القاطع لتجنب الحوادث.
4.3 عداد 4.3
يتم استخدام العداد، الذي يتم تركيبه في اللوحة الكهربائية، لتتبع وعرض العدد التراكمي للسكتات الدماغية.
سيسجل العداد عدد 1 في كل مرة تتحرك فيها الشريحة لأعلى ولأسفل.
إذا كانت إعادة الضبط مطلوبة، اضغط على زر إعادة الضبط.
يمكن استخدام العداد لحساب مخرجات الإنتاج.
4.3.1 لوحة العداد

4.3.2 طريقة التشغيل
(1) أدر المفتاح إلى وضع إيقاف التشغيل ولن يعمل العداد.
(2) أدر المفتاح إلى تشغيل وسيعمل العداد.
ملاحظة:
عند إعادة ضبط العداد، يجب إيقاف المنزلق في أعلى المركز الميت. إذا تمت إعادة ضبط العداد أثناء تشغيل المكبس المثقوب، فقد يؤدي ذلك إلى تلف العداد.
واقي الحمل الزائد الهيدروليكي
يمكن للحامي الهيدروليكي للحمل الزائد أن يكتشف تلقائيًا ضغط الزيت في الأسطوانة الهيدروليكية لزيت الشريحة. إذا كان الضغط غير كافٍ، يمكنه تزويد الضغط بسرعة للحفاظ على التشغيل العادي. في حالة وجود حمل زائد ناتج عن سوء التثقيب أو سماكة الصفيحة غير المتساوية أثناء العملية، يمكن للحامي تفريغ التحميل الزائد على الفور لحماية الملحقات والقوالب من التلف. يتألف واقي التحميل الزائد الهيدروليكي من أسطوانة مضغوطة، وصمام تنفيس الضغط، ومفتاح حثي.
5.1 التحضير قبل تشغيل واقي الحمل الزائد الهيدروليكي
① اضبط وضع التشغيل على ضربة "INCH".
② استخدم زر التشغيل لتحريك المنزلق إلى نقطة التوقف عند أعلى المركز الميت. (انتبه لارتفاع عمل القالب من أجل السلامة إذا تم تركيبه)
③ بمجرد أن تصل الشريحة إلى أعلى المركز الميت، اضغط على زر إعادة الضبط، وستبدأ مضخة الهواء الخاصة بواقي الحمل الزائد في العمل. بعد دقيقة واحدة تقريبًا، سيصل الضغط إلى القيمة المحددة، وستتوقف مضخة الهواء تلقائيًا، وسينطفئ ضوء مؤشر الحمل الزائد.
④ يمكن الآن استخدام مكبس التثقيب في أوضاع التشغيل الفردي أو المستمر.
⑤ اكتمل الآن الإعداد للتشغيل.
(6) التخلص من الهواء من وسادة ضغط الزيت في واقي الحمل الزائد الهيدروليكي
إذا كان هناك هواء في وسادة ضغط الزيت، فقد لا تعمل وظيفة واقي الحمل الزائد الهيدروليكي بشكل صحيح وتتسبب في تشغيل مضخة الهواء بشكل مستمر.
للتخلص من الهواء:
① أوقف الشريحة عند أعلى المنتصف الميت.
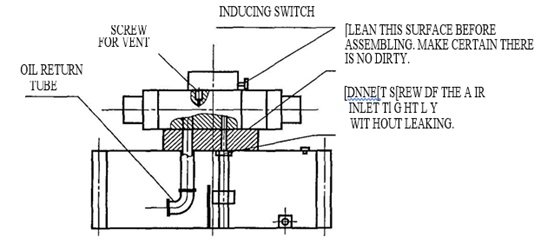
② من أجل السلامة، قم بإيقاف تشغيل المحرك الرئيسي. انتظر حتى تتوقف الحذافة تمامًا. بعد ذلك، استخدم مفتاح ربط سداسي الشكل لفك برغي فتحة تصريف الزيت على واقي الحمل الزائد الهيدروليكي، مما يسمح بتدفق الزيت للخارج.
③ إذا كان الزيت يتدفق بطريقة مكسورة أو فقاعية، فهذا يشير إلى وجود هواء.
بمجرد أن يتوقف الزيت عن التدفق للخارج بطريقة مكسورة أو فقاعية، أحكم ربط برغي فتحة تصريف الزيت. تحقق من عدم وجود أي تسرب للغاز من الوصلة بين المضخة والمستوى الطرفي لصندوق الزيت وتأكد من عدم وجود تسرب من أنابيب الزيت.
④ اكتمل التخلص من الهواء.
(7) إعادة ضبط واقي الحمل الزائد الهيدروليكي:
في حالة زيادة الحمل الزائد على مكبس التثقيب، سيضيء مؤشر الحمل الزائد.
قم بتشغيله وفقًا للخطوة (5) من الإجراء.
5.2 صيانة واقي الحمل الزائد
(1) افحص تسرب الغاز في الأنبوب الموصل بصمام الأمان بشكل منتظم.
(2) نظف فلتر الزيت بشكل دوري.
(3) تحقق بانتظام من إحكام ربط مسامير جزء التوصيل.
(4) افحص مستوى الزيت في الصندوق بانتظام.
(5) تحقق من عمل الصمام الكهرومغناطيسي بشكل دوري.
5.3 الأعطال الشائعة وحل المشاكل في واقي الحمل الزائد الهيدروليكي
| لا. | حالة الفشل | مصدر الفشل | الحل |
| 1 | مضخة الزيت الهوائية لا تعمل | 1. فشل مصدر الهواء | 1. الإزالة |
| 2. تسرب الهواء في الأنبوب الهوائي | 2. التغيير | ||
| 3. تعطل الصمام الكهرومغناطيسي | 3. الصيانة والتشان والتغيير | ||
| 2 | مضخة الزيت الهوائية تعمل دون توقف لفترة طويلة | 1. تداخل الهواء في النظام | 1. عادم الهواء |
| 2. تسرب الزيت في نظام توصيل الأنبوب الخارجي | 2. الصيانة | ||
| 3. منفذ صمام حماية السلامة مسدود | 3. التفكيك والفحص والتنظيف | ||
| 3 | مضخة الزيت الهوائية تعمل ولكن لا يمكنها بناء الضغط | 1. حلقة ختم قضيب مكبس مضخة الزيت الهوائية تالفة | 1. تغيير حلقة الختم |
| 2. حلقة ختم الضغط العالي لمضخة الزيت الهوائية تالفة | 2. تغيير حلقة الختم | ||
| 4 | مضخة الزيت الهوائية لا تعمل بعد شحن الهواء ولكن هواء العادم من المنفذ | 1. قلب صمام مضخة الزيت الهوائية مسدود | 1. الإصلاح |
| 2. قلب صمام مضخة الزيت الهوائية مسدود بالبراز | 2. التفكيك والفحص والتنظيف |
صمام الملف اللولبي هو مكون التنفيذ الرئيسي وله وظيفة التحكم الذاتي. إذا لم يعمل أحد الصمامين بشكل صحيح، فسيقوم الصمام الآخر بتحرير الهواء، مما يؤدي إلى فصل القابض وتوقف الشريحة، مما يضمن سلامة الأشخاص والمكبس. يجب أن يتراوح ضغط مصدر الهواء بين 0.55 إلى 0.6 ميجا باسكال، ومن المهم ضبطه على القيمة المحددة. يجب أن يحافظ جهاز التشحيم على مستوى معين من الزيت، ويجب تفريغ فلتر الغاز وخزان الهواء من الماء والملوثات بشكل متكرر.
استهلاك الهواء في المكبس والضاغط الهوائي
استهلاك هواء القابض JH21-80: 0.18 م3/دقيقة. يوصى باختيار ضاغط 0.3 م3/دقيقة لمكبس واحد.
إشعار:
(1) عند إضافة الزيت إلى أداة التشحيم، يجب تحرير ضغط الهواء في خط الأنابيب لمنع وقوع حادث.
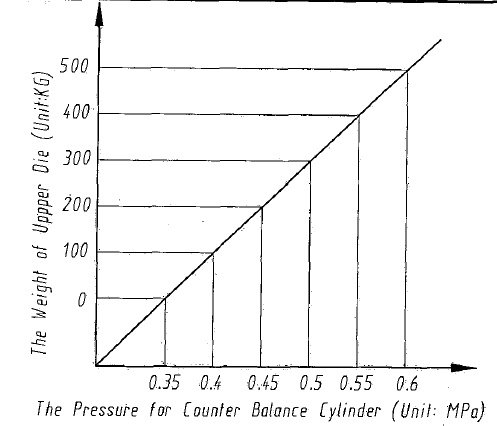
(2) يمكن ضبط ضغط أسطوانة الموازنة ووزن القالب العلوي وفقًا للشكل التالي. أقصى ضغط عمل مسموح به لأسطوانة الموازنة هو 0.8 ميجا باسكال.
(3) يتداخل المرحل الكهربائي مع الدائرة الكهربائية. إذا كان الضغط منخفضاً جداً، فلن تعمل الدائرة الكهربائية. وقد تم ضبط مرحل الضغط قبل شحنه من المصنع؛ ولا ينبغي ضبطه بشكل عشوائي.
تستخدم ماكينة ضغط المثقاب كلاً من نظام التشحيم الأوتوماتيكي المتقطع والتشحيم اليدوي بالزيت. يتم توزيع الزيت على جميع نقاط التشحيم عن طريق موزع معزز بالزيت. يتم تشحيم مكونات محددة مثل محمل دحرجة دولاب الموازنة والمفصل الدوار ووسادة الهواء باستخدام مسدس زيت.
يعد التشحيم أمرًا حيويًا لمكبس العمود المرفقي حيث إنه:
يجب تشحيم جميع الأجزاء ذات الحركة النسبية، باستثناء أسطح الاحتكاك في قابض الاحتكاك والمكابح.
عند تشغيل المكبس، من الضروري مراقبة تأثير التشحيم لتجنب انسداد مجرى الزيت ومنع ارتفاع درجة الحرارة وتلف الشجيرة الرئيسية ومحمل قضيب التوصيل وأذرع الانزلاق. يجب ألا تتجاوز درجة الحرارة +70 درجة مئوية وألا تقل عن -35 درجة مئوية. إذا ارتفعت درجة الحرارة، يجب إيقاف ماكينة ضغط التثقيب على الفور. بالإضافة إلى ذلك، يجب ألا تتجاوز درجة حرارة المحرك الرئيسي +60 درجة مئوية (تقاس على غطاء المحرك).
| لا. | نقطة التشحيم | العلامة التجارية لزيت التشحيم ونوعه | وضع التشحيم |
| 1 | جلبة قضيب التوصيل | 00# شحم كلس 00# | تزييت المحرك الكهربائي |
| 2 | البطانة الرئيسية الأمامية | 00# شحم كلس 00# | تزييت المحرك الكهربائي |
| 3 | البطانة الرئيسية الخلفية | 00# شحم كلس 00# | تزييت المحرك الكهربائي |
| 4 | جيب (6 نقاط) | 00# شحم كلس 00# | تزييت المحرك الكهربائي |
| 5 | خيط الاتصال | زيت التروس CKC150 CKC150 | تشحيم مسدس الزيت اليدوي |
| 6 | برغي كروي | زيت التروس CKC150 CKC150 | تعبئة زيت التشحيم |
| 7 | صندوق التروس | زيت التروس CKC150 CKC150 | تزييت بالغمس |
| 8 | الموازن | زيت التشحيم HL150 HL150 | تشحيم مضخة الزيت اليدوية |
| 9 | مضخة الزيت اليدوية | زيت التشحيم HL150 HL150 | |
| 10 | مضخة الشحوم | 00# شحم كلس 00# | التشحيم الكهربائي |
| 11 | نقاط تشحيم الوسائد الهوائية | 2# شحم ليثيوم 2# | تشحيم مسدس الزيت اليدوي |
| 12 | محمل دولاب الموازنة | 2# شحم ليثيوم 2# | تشحيم مسدس الزيت اليدوي |
قبل إجراء أي تعديلات على المكبس، من الضروري فهم هيكلها تمامًا. وهذا يضمن المناولة والإعداد السليم، مما يقلل من مخاطر الأخطاء والأضرار.
سيتوقف المحرك الرئيسي تلقائياً في السيناريوهات التالية:
يتطلب ضمان التشغيل الآمن والفعال لمكبس التثقيب الالتزام الصارم بإجراءات الصيانة والسلامة. يجب اتباع الإرشادات التالية بدقة للحفاظ على سلامة المعدات وسلامة المشغلين:
| الاضطرابات | السبب | الحل | |
| إعداد العملية | المكبس المثقب لا يعمل. | 1. ضغط الهواء منخفض جداً. | 1. افحص مقياس الضغط واضبط الضغط |
| 2. الطاقة والقدرة الرئيسية أعطال المحرك | 2. استبدل المصهر أو القاطع | ||
| 3. جهة اتصال بديلة لإيقاف الطوارئ | 3- تحقق من زر إيقاف الطوارئ | ||
| 4. ضعف الاتصال بزر التشغيل | 4. زر الاستبدال | ||
| 5. الدائرة مقطوعة | 5. فحص الدائرة الكهربائية | ||
| 6. لا تتحرك الشريحة إلى وضعها الطبيعي توقف الطوارئ | 6. التشغيل بضربة بوصة واحدة وضبط موضع الشريحة. | ||
| في سياق العملية | لا تعمل الصحافة | 1. خطأ في صمام الملف اللولبي | 1. افحص صمام الملف اللولبي أو استبدل حلقة صمام الملف اللولبي. |
| 2. الحلقة لا تتصل | |||
| 3. ينطفئ صمام الملف اللولبي | |||
| البطانة الرئيسية الساخنة | 1. عصي العمود مع جلبة | 1. عمود إعادة الطحن أو شجيرة الخردة | |
| 2- ضعف التزييت | 2. افحص طريقة التشحيم والزيت النظيف | ||
| الجيب يسخن | 1. خلوص الذنب صغير جدًا | 1. ضبط خلوص الذنبة | |
| 2. سوء تشحيم ذنب الماسورة | 2. افحص التشحيم ونظف طريق الزيت | ||
| 3. عصي انزلاق مع ذنب | 3. خردة الماسورة أو الشريحة | ||
| ضوضاء في الشريحة | 1. لوح غطاء على شكل كرة مفكوكة | 1. شد البراغي بإحكام. | |
| 2- خلوص الرأس الكروي كبير للغاية. | 2. اضبط سمك المباعدة | ||
| ضربة مستمرة عند الضغط على زر ضربة بوصة واحدة | 1. خطأ في زر التشغيل | 1. زر الاستبدال | |
| لا يمكن إعادة تعيين الضغط على زر الطوارئ عند الضغط على زر الطوارئ | 1. ضعف استبدال الزر | 1. زر الاستبدال | |
| لا يعمل القابض عند الضغط على أزرار اليدين في وقت واحد. | 1. ضغط الهواء منخفض | 1- افحص مصدر الهواء أو اضبط المنظم. | |
| 2. تآكل كتلة الاحتكاك | 2- ضبط الخلوص أو استبدال الاحتكاك الجديد | ||
| 3. أعطال الكابلات الكهربائية | 3- فحص الدائرة وإزالة المشاكل | ||
| اضغط بضغطة واحدة، لا تتوقف الضغطة المثقوبة عند أعلى المركز الميت. | 1. ضغط الهواء منخفض. | 1- افحص مصدر الهواء واضبطه | |
| 2. وضع خاطئ لمفتاح القرب. | 2. اضبط مفتاح الكامة. |
| لا يوجد | المنصب | الأجزاء الملبوسة | المواصفات | الكمية | ملاحظة |
| 1 | الإطار | ظهر الشجيرة الرئيسية | 1 | الشكل10 | |
| 2 | أجزاء القيادة | الشجيرة الرئيسية الأمامية | 1 | الشكل 9 | |
| المحمل GB/T297-1994 | 132316 (80x 170×61.5) | 1 | |||
| المحمل GB/T297-1994 | 33220 (100 × 180 × 63) | 1 | |||
| المحمل GB/T276-1994 | 6032 (160 × 240 × 38) | 2 | |||
| حلقة مانع التسرب من النوع O GB1235-76 | 240X5.7 | 1 | |||
| 230×5.7 | 1 | ||||
| 155X3.1 | 2 | ||||
| 170×3.5 | 1 | ||||
| 85×3.1 | 2 | ||||
| 95×3.1 | 1 | ||||
| حلقة مانع التسرب للدوران GB9877.1-88 | 190 × 220 × 15 | 1 | |||
| حلقة ختم الشفة SN70 | SN70/TC10012512512 | 2 | الاستيراد | ||
| حزام V GB1171-74 | B-2700 | 3 | |||
| 3 | الشريحة | المحمل السفلي لقضيب التوصيل | 1 | الشكل 11 | |
| المحمل العلوي لقضيب التوصيل | 1 | الشكل 12 | |||
| حلقة مانع التسرب من النوع O GB1235-76 | 130×3.1 | 1 | |||
| 35X3.1 | 1 | ||||
| 20×2.4 | 2 | ||||
| 75×3.1 | 1 | ||||
| 220×5.7 | 1 | ||||
| حلقة مانع التسرب من النوع Y للعمود | d110 | 1 | |||
| JB/ZQ4265-86 | |||||
| الضرب GB/T292-1994 | 46206 (30 × 62 × 16) | 2 | |||
| مانع التسرب المدمج ذو الزاوية اليمنى لفتحة المكبس TB1-IIA | 180><7.00 | 1 | |||
| حلقة ختم الشفة GB9877.1-88 | PD30x50x50x7 | 2 |
الشكل 1 هيكلية المنتج
الشكل 2 الإطار
الشكل 3 أجزاء القيادة
الشكل 4 القابض والفرامل
الشكل 5 الجانب
الشكل 6 مخطط تخطيطي هوائي
الشكل 7 مخطط تخطيطي للتشحيم
الشكل 8 خطة التأسيس
الشكل 9 جلبة العمود الرئيسي الأمامي
الشكل 10 جلبة العمود الرئيسي الخلفي
الشكل 11 البطانة السفلية للتوصيل
الشكل 12 البطانة العلوية للتوصيل

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







