تحسين تسلسل العمليات لثني الصفائح المعدنية: العوامل الرئيسية التي يجب مراعاتها
هل عانيت من قبل للحصول على انحناءات مثالية في الصفائح المعدنية؟ تتعمق هذه المقالة في النصائح والحيل الأساسية لإتقان ثني الصفائح المعدنية، والتي تغطي كل شيء بدءًا من تسلسل العملية إلى تحليل قابلية الثني. سوف تكتشف استراتيجيات عملية لتحسين الدقة وتقليل هدر المواد وتبسيط العمليات. توقع أن تتعلم العوامل الرئيسية التي تؤثر على نجاح الثني وكيفية تطبيق هذه الأفكار على مشاريعك.
يشير تخطيط عملية ثني أجزاء ثني الصفائح المعدنية إلى الترتيب المتسلسل لعمليات الثني أثناء التصنيع. يجب أن يتم ترتيب تسلسل الثني بناءً على شكل الجزء، ومتطلبات الدقة، وطبيعة العمليات، ونمط تشوه المواد.
بالنسبة للأجزاء المثنية المحددة، ابدأ بالنظر في حجم إنتاجها وتصميمها الهيكلي ودقة أبعادها وموادها، وقم بإجراء مراجعة لجدوى عملية الثني. ثم، استنادًا إلى ظروف الإنتاج المحددة والتحليل الشامل للعوامل المؤثرة، وضع خطة عملية ثني مجدية تقنيًا وفعالة من حيث التكلفة.
إن عملية الانحناء تتضمن الخطة بشكل أساسي تحليل عملية الأجزاء المثنية وصياغة مخطط عملية الثني. الخطوات العامة هي كما يلي:
1. تحليل بيانات التصميم الأصلي المتعلقة بالأجزاء المثنية
وتتضمن البيانات الأصلية رسومات المنتج والشروط الفنية للأجزاء المثنية ومواصفات الحجم والأداء وحالة توريد المواد الخام وحجم إنتاج المنتج وظروف معدات الختم الموجودة في المصنع وغيرها من البيانات الفنية.
ومن بين هذه البيانات، يعتبر رسم المنتج هو الأساس الأكثر مباشرة لتصميم العملية، وتعمل البيانات الفنية الأخرى كمراجع للختم تصميم القالبوتستخدم البيانات الأصلية المتبقية لتحديد طريقة معالجة الأجزاء المختومة، وصياغة خطة عملية الختم، واختيار نوع هيكل القالب.
2. تحليل قابلية المنتج للانحناء
تشير قابلية الثني إلى قابلية المكوّن للتكيف مع عمليات الثني. وهذا يعني تقييم ما إذا كان الهيكل والحجم ومتطلبات الدقة والمواد الخاصة بالمكون المثني تفي بالمتطلبات الفنية لتصنيع الانحناء.
وعمومًا، تضمن المكونات ذات قابلية الانحناء الجيدة استهلاكًا أقل للمواد، وعمليات أقل، وهيكل أدوات أبسط، وجودة منتج مستقرة، وتكلفة منخفضة. كما أنها تسمح بالإعداد التقني الاقتصادي والمعقول وتنظيم الإنتاج.
الغرض من تحليل قابلية الانحناء هو فهم مدى سهولة أو صعوبة معالجة المكوّن المنحني، مما يضع الأساس لتطوير خطة عملية الانحناء.
قبل تحليل قابلية ثني المنتج، يجب إجراء تحليل اقتصادي للإنتاج أولاً. تعتبر كمية إنتاج المكونات المثنية عاملاً حاسمًا في تحديد مدى معقولية عملية الثني.
يجب أن يعتمد تحليل قابلية ثني المنتج على رسومات المكونات. من الضروري إجراء تحليل شامل للشكل والحجم ومتطلبات الدقة وقابلية تشكيل الانحناء للمواد المستخدمة. كما يتضمن أيضًا تقييم احتمالية وجود مشاكل جودة مختلفة.
يجب إيلاء اهتمام خاص بالأبعاد الحدية للمكون (مثل الحد الأدنى لحجم الحافة المنحنية والحد الأدنى لمسافة حافة الثقب والحد الأدنى نصف قطر الانحناء)، وتفاوتات الأبعاد، ومراجع التصميم، والمتطلبات الخاصة الأخرى.
وتؤثر هذه العوامل بشكل كبير على طبيعة العمليات المطلوبة وعددها وتسلسلها بالإضافة إلى طريقة تحديد المواقع، والانحناء هيكل القالبودقة التصنيع.
بعد التحليل المذكور أعلاه، إذا تبين أن قابلية المكوّن للانحناء غير معقولة، يجب استشارة مصمم المنتج.
دون المساس بمتطلبات استخدام المنتج، يمكن إجراء التعديلات المناسبة على الشكل والحجم ومتطلبات الدقة و اختيار المواد من المكوِّن المنحني.
3. صياغة خطة عملية الانحناء
بناءً على تحليل عملية الانحناء، يتم اقتراح العديد من خطط عملية الانحناء. ثم، من خلال التحليل الشامل والمقارنة بين الخطط المختلفة وفقًا لحجم الإنتاج وظروف الإنتاج الحالية للشركة، يتم تحديد خطة العملية المثلى من الناحية التكنولوجية والاقتصادية.
بشكل عام، تتضمن صياغة خطة عملية الانحناء بشكل أساسي المحتويات التالية:
تحديد طبيعة عمليات الانحناء وعددها وتسلسلها وتوليفها وطريقة تحديد المواقع من خلال التحليل والحساب;
تحديد شكل وحجم معالجة الانحناء في كل عملية;
ترتيب العمليات الإضافية الأخرى غير المنحنية، وما إلى ذلك.
باختصار، بينما نلبي متطلبات رسم الأجزاء، نسعى جاهدين من أجل عمليات أقل، وهيكل قالب ثني بسيط، وعمر أطول، وتشغيل مريح.
4. عملية الانحناء
4.1 مبادئ ترتيب عمليات الانحناء
بشكل عام، يجب أن يتبع ترتيب عمليات الانحناء المبادئ التالية:
1) بالنسبة لقطع الثني ذات الأشكال البسيطة، يتم اعتماد قولبة الثني لمرة واحدة؛ أما بالنسبة لقطع الثني ذات الأشكال المعقدة، يتم اعتماد اثنين أو أكثر من قوالب الانحناء.
2) بالنسبة لقطع الثني ذات الكميات الكبيرة والأحجام الأصغر، يفضل استخدام القوالب التدريجية أو التشكيل بالقوالب المركبة.
3) بالنسبة لقطع الثني متعددة الزوايا، قم بثني الزاوية الخارجية أولاً، ثم الزاوية الداخلية. يجب ألا يؤدي الانحناء اللاحق إلى تدمير شكل الزاوية السابقة جزء الانحناء. يجب أن يأخذ الانحناء السابق في الاعتبار أن الانحناء اللاحق له قاعدة تموضع مناسبة ويمكن تنفيذه بسلاسة.
4) يجب أن يستمر الانحناء من الصغير إلى الكبير.
5) يجب ثني الأشكال الخاصة أولاً، تليها الأشكال العامة.
6) بالنسبة لأجزاء الثني ذات الثقوب، يمكن عمومًا ثقب الثقوب قبل الثني لتبسيط هيكل القالب. عندما يكون الثقب موجودًا في منطقة تشوه الانحناء أو قريبًا من منطقة التشوه، ويكون للفتحة متطلبات عالية مع السطح المرجعي، يجب أن يتم الثني قبل ثقب الثقب.
4.2 أمثلة على ترتيب عملية الإنتاج لأجزاء الانحناء النموذجية
1) أجزاء الانحناء البسيطة لمرة واحدة، كما هو موضح في الشكل 1-1.
الشكل 1-1 أجزاء الثني لمرة واحدة
2) أجزاء الثني مرتين، كما هو موضح في الشكل 2-2.
الشكل 2-2 أجزاء الانحناء مرتين
أ) النمط المسطح
ب) الانحناء الأول
ج) الانحناء الثاني
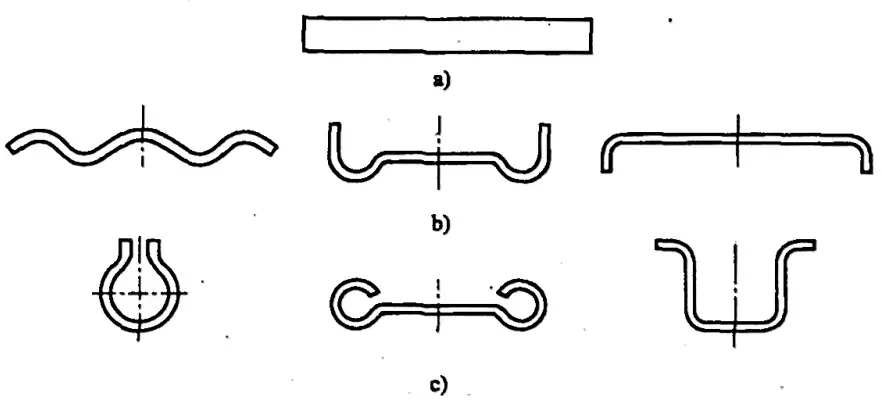
3) أجزاء الانحناء ثلاث مرات، كما هو موضح في الشكل 3-3.
الشكل 3-3 أجزاء الانحناء ثلاث مرات
أ) النمط المسطح
ب) الانحناء الأول
ج) الانحناء الثاني
د) الانحناءة الثالثة
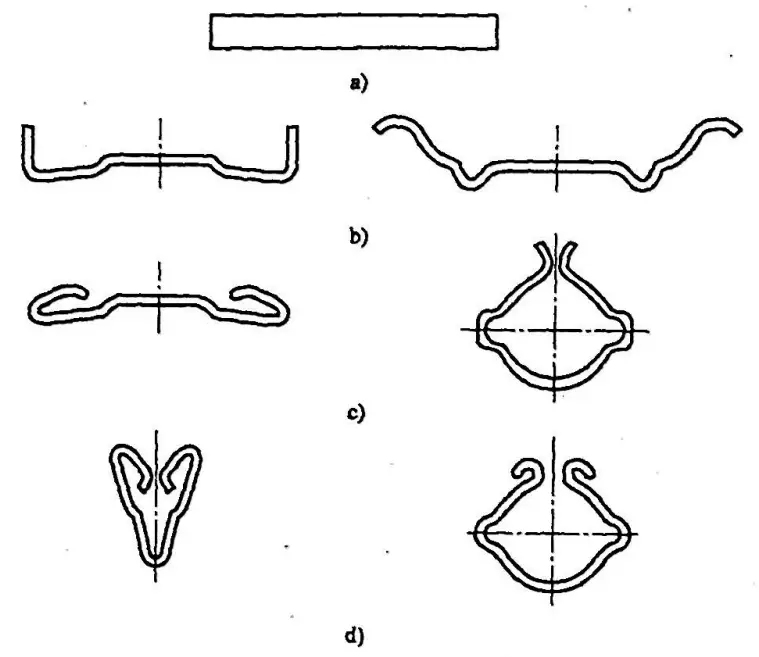
4) أجزاء الانحناء أربع مرات، كما هو موضح في الشكل 4-4.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل تساءلت يومًا كيف يتم ثني الصفائح المعدنية بخبرة في أشكال معقدة؟ تستكشف هذه المقالة ستة أنواع من عمليات ثني مكابح الضغط - الطي، والمسح، والثني بالهواء، والثني بالقاع، والثني بالقاع، والثني ثلاثي النقاط. سوف...
تتميز قطعة العمل الضيقة والطويلة بنسبة الطول إلى العرض الكبيرة ويتم وضعها باستخدام حافتها القصيرة أثناء الثني. المشكلة الشائعة لقطع العمل التي تكون خارج نطاق التفاوت...
هل تساءلت يومًا كيف تؤثر المواد المختلفة على ثني الصفائح المعدنية؟ في هذا المقال الثاقب، يشارك مهندس ميكانيكي متمرس خبرته حول تأثير أنواع المواد وسماكتها وتأثيرها على ثني الصفائح المعدنية...
هل تتآكل أدوات مكابح الضغط لديك بسرعة كبيرة؟ تتناول هذه المقالة تقنيات الإصلاح الأساسية لإطالة عمر أدواتك، مما يضمن الأداء الأمثل لأدواتك في صناعة الصفائح المعدنية...
تخيل تحقيق ثنيات مثالية للصفائح المعدنية دون أي علامات أو شوائب. تتعمق هذه المقالة في التقنيات المتقدمة التي تضمن جودة السطح المثالية في عمليات ثني الصفائح المعدنية. ستتعرف على التقنيات المبتكرة...
هل عانيت من قبل من مشاكل الانزلاق الخلفي في ختم المعادن وثنيها؟ تتناول هذه المقالة التقنيات العملية للحد من هذه المشاكل الشائعة، مما يعزز الدقة في مشاريعك الخاصة بتشغيل المعادن. تعرّف على طرق...
هل تساءلت يومًا كيف تحقق مكابح الضغط هذه الانحناءات الدقيقة؟ تستكشف هذه المقالة العالم الرائع لمحاور مكابح الضغط، وتكشف الأسرار الكامنة وراء أدوارها ووظائفها. تعلّم كيف...