تحليل البيانات: خشونة سطح الفولاذ المقاوم للصدأ المرآة
هل تساءلت يومًا ما الذي يجعل سطح صفيحة الفولاذ المقاوم للصدأ المرآة أملس وعاكس للغاية؟ يكمن السر في خشونة السطح. في هذه المقالة نستعرض في هذه المقالة...
هل تساءلت يومًا عن كيفية إزالة الصدأ من الأسطح الفولاذية بفعالية؟ في منشور المدونة هذا، سوف نتعمق في عالم الصدأ وإزالة الصدأ، ونستكشف الدرجات المختلفة للأسطح الفولاذية وأفضل الطرق لإعادتها إلى مجدها السابق. وبصفتي مهندس ميكانيكي متمرس، سأشاركك رؤيتي ونصائحي العملية لمساعدتك في معالجة هذه المشكلة الشائعة بثقة.

تحدد هذه المواصفة القياسية معايير التقييم البصري لمدى الصدأ وجودة إزالة الصدأ على سطح الفولاذ قبل الطلاء.
تنطبق على الأسطح الفولاذية التي خضعت لإزالة الصدأ من خلال الرش أو النفث أو طرق الأدوات اليدوية أو الآلية وإزالة الصدأ باللهب. كما ينطبق أيضاً على تقييم درجة إزالة الصدأ على أسطح الصلب المدرفلة على البارد.
تكافئ هذه المواصفة القياسية المواصفة القياسية ISO8501-1:1988 "تحضير الفولاذ قبل استخدام الدهانات والمنتجات ذات الصلة - التقييم البصري لنظافة السطح - الجزء 1: درجات الصدأ ودرجات إزالة الصدأ من الفولاذ غير المطلي والفولاذ بعد الإزالة الكلية للطلاء الأصلي."
1.1 تصنف هذه المواصفة القياسية المستوى الأولي للصدأ على الأسطح الفولاذية غير المطلية إلى أربع "درجات صدأ" وتقيم جودة إزالة الصدأ على الأسطح الفولاذية غير المطلية وتلك التي تم تجريدها بالكامل من الطلاء الأصلي إلى عدة "درجات لإزالة الصدأ".
سيتم تحديد درجة الصدأ ودرجة إزالة الصدأ لسطح الفولاذ من خلال مزيج من الأوصاف المكتوبة والصور الفوتوغرافية للعينات التمثيلية.
1.2 تُقيِّم هذه المواصفة القياسية درجة الصدأ ودرجة إزالة الصدأ بناءً على المظهر المرئي لسطح الفولاذ فقط.
عند إجراء هذه التقييمات، يجب استخدام الملاحظة المباشرة بالعين المجردة في ظروف إضاءة معتدلة، دون الاستعانة بنظارات مكبرة أو أدوات أخرى.
يتم تحديد درجات الصدأ الأربعة لأسطح الصلب على أنها A وB وC وD. ويتم تعريف هذه الدرجات على النحو التالي:
A. السطح الفولاذي مغطى بالكامل بطبقة أكسيد وخالٍ من الصدأ تقريبًا.
B. السطح الفولاذي به بعض الصدأ وبعض قشور الأكسيد.
C. انخلعت طبقة الأكسيد الموجودة على سطح الفولاذ بسبب التآكل أو يمكن كشطها ويوجد قدر ضئيل من التآكل الناجم عن التنقر.
D. أُزيلت طبقة الأكسيد الموجودة على سطح الفولاذ تمامًا بسبب التآكل، ويوجد تآكل واسع النطاق.

3.1.1 يشار إلى درجة إزالة الصدأ من سطح الفولاذ بالحروف "Sa" أو "St" أو "FI"، التي تمثل الطريقة المستخدمة لإزالة الصدأ.
إذا كان الحرف متبوعًا برقم عربي، فإنه يشير إلى مدى إزالة القشور والصدأ وطلاء الطلاء والملحقات الأخرى.
3.1.2 للاطلاع على وصف تفصيلي لدرجة إزالة الصدأ من سطح الفولاذ، راجع الأقسام 3.2 و3.3 و3.4.
ملاحظة:
(1) في تعاريف هذا الفصل لدرجات إزالة الصدأ، يشمل مصطلح "المرفقات" عناصر مثل خبث اللحام, رذاذ اللحاموالأملاح القابلة للذوبان
(2) في هذا الفصل، إذا كان من الممكن إزالة "جلد الأكسيد أو الصدأ أو طلاء الطلاء" من سطح الفولاذ باستخدام مكشطة معجون معدنية، فإنه يعتبر غير متماسك.
3.2.1 يُستخدم الحرف "Sa" للدلالة على إزالة الغبار بالرش أو الطلقة.
3.2.2.2 قبل استخدام الرش أو إزالة الصدأ بالرش أو إزالة الصدأ بالرش، يجب إزالة طبقة الصدأ السميكة، وكذلك أي شحوم وأوساخ مرئية. بعد إزالة الصدأ، يجب تنظيف السطح الفولاذي جيدًا من أي رماد عائم أو حطام.
3.2.3 تشتمل هذه المواصفة القياسية على أربع درجات لإزالة الصدأ من الأسطح الفولاذية التي خضعت للرش أو إزالة الصدأ بالرش أو بالرش بالخردق:
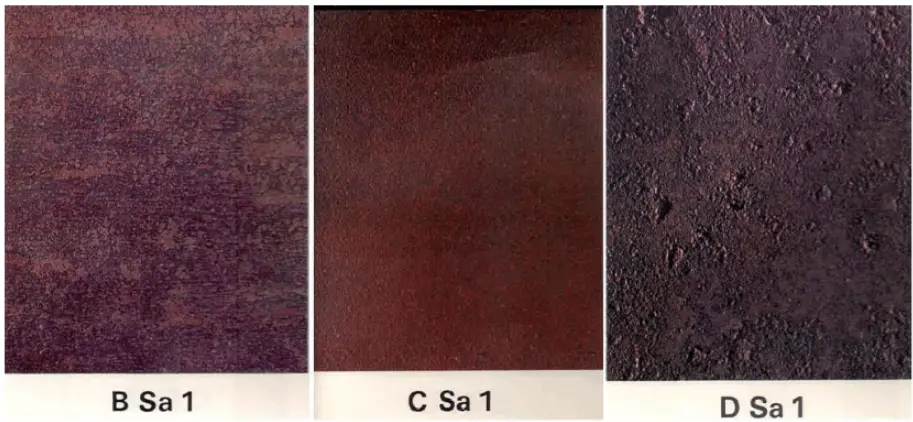
Sa1 رذاذ خفيف أو رذاذ خفيف لإزالة الغبار:
يجب أن يكون السطح الفولاذي خاليًا من أي شحوم أو أوساخ مرئية ويجب ألا يكون به أي جلد أكسيد متخلخل أو صدأ أو طلاء طلاء أو أي ملحقات أخرى.
راجع الصور BSa1 وCSal وDSa1 للرجوع إليها.
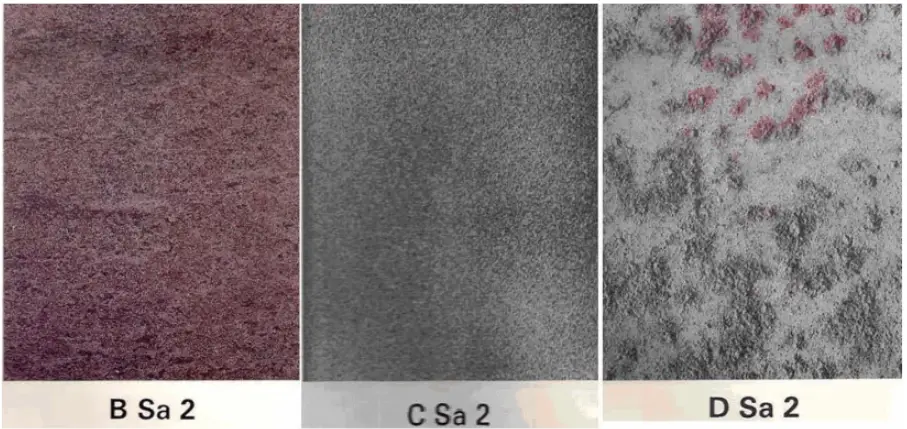
رذاذ Sa2 الكامل لإزالة الصدأ بالرش أو التفجير:
يجب أن يكون السطح الفولاذي خاليًا من الشحوم والأوساخ المرئية، ويجب إزالة الملحقات مثل القشور والصدأ وطلاء الطلاء تمامًا. يجب أن تكون أي بقايا ملتصقة بقوة بالسطح.
راجع الصور BSa2 وCSa2 وDSa2 للرجوع إليها.
SA2 1/2 1/2 رذاذ مكثف أو رذاذ إزالة الصدأ بالرش أو الطلقة:
يجب أن يكون السطح الفولاذي خاليًا تمامًا من الملحقات المرئية مثل الشحوم والأوساخ وجلد الأكسيد والصدأ وطلاء الطلاء. يجب أن تكون أي آثار متبقية عبارة عن بقع أو خطوط طفيفة فقط.
ارجع إلى الصور ASa2 1/2، BSa2 1/2، CSa2 1/2، DSa2 1/2 للرجوع إليها.

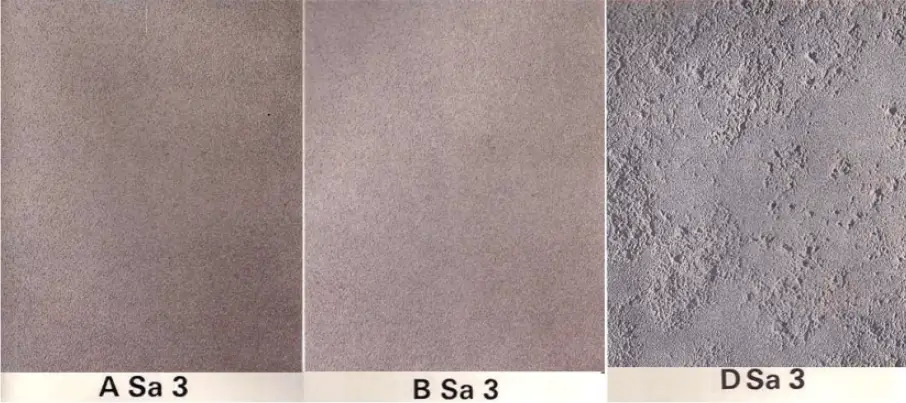
Sa3 الرش بالرذاذ أو النفث لتحقيق سطح فولاذي نظيف:
يجب أن يكون السطح الفولاذي خاليًا تمامًا من الملحقات المرئية مثل الشحوم والأوساخ وجلد الأكسيد والصدأ وطلاء الطلاء. يجب أن يكون السطح بلون معدني موحد.
راجع الصور ASa3 وBSa3 وCSa3 وDSa3 للرجوع إليها.
3.3.1 استخدم الأدوات اليدوية والآلية، مثل الشفرات أو الفرش السلكية اليدوية أو الآلية، أو صواني الصنفرة الآلية، أو عجلات الطحن، لإزالة الصدأ، والتي يشار إليها بالحرف "St".
3.3.2 قبل إزالة الصدأ بالأدوات اليدوية والكهربائية، يجب إزالة طبقة الصدأ السميكة، كما يجب إزالة الشحوم والأوساخ المرئية.
بعد عملية إزالة الصدأ باستخدام الأدوات اليدوية والكهربائية، يجب تنظيف السطح الفولاذي تمامًا من أي غبار عائم أو حطام.
3.3.3.3 بالنسبة للأسطح الفولاذية التي تم إزالة الصدأ منها بواسطة الأدوات اليدوية والآلية، تتضمن هذه المواصفة القياسية درجتين لإزالة الصدأ. وتوصف الدرجات على النحو التالي:
St2 التنظيف اليدوي الشامل وإزالة الغبار من الأدوات الكهربائية
يجب أن يكون السطح الفولاذي خاليًا من الشحوم والأوساخ المرئية وأي جلد أكسيد متخلخلخل أو صدأ أو طلاء طلاء أو أي ملحقات أخرى.
يُرجى الرجوع إلى الصور BSt2 و CSt2 و DSt2 للرجوع إليها.

St3 إزالة الصدأ عن الأدوات اليدوية والكهربائية بدقة فائقة
يجب أن يكون السطح الفولاذي خاليًا من الشحوم المرئية والأوساخ وجلد الأكسيد المتساقط والصدأ وطلاء الطلاء وأي ملحقات أخرى. يجب أن تكون إزالة الصدأ أكثر شمولاً من St2، مما ينتج عنه بريق معدني على الأجزاء المكشوفة من الركيزة.
ارجع إلى الصور BSt3 و CSt3 و DSt3 للرجوع إليها.

3.4.1 يشار إلى عملية إزالة الغبار من اللهب بالحرف "FI".
3.4.2 قبل إزالة الصدأ باللهب، يجب إزالة الطبقة السميكة من الصدأ.
يجب أن تشمل عملية إزالة الصدأ باللهب ليس فقط سطح الفولاذ، ولكن أيضًا أي منتجات متصلة به بعد عملية التسخين باللهب وتنظيفها بفرشاة سلكية كهربائية.
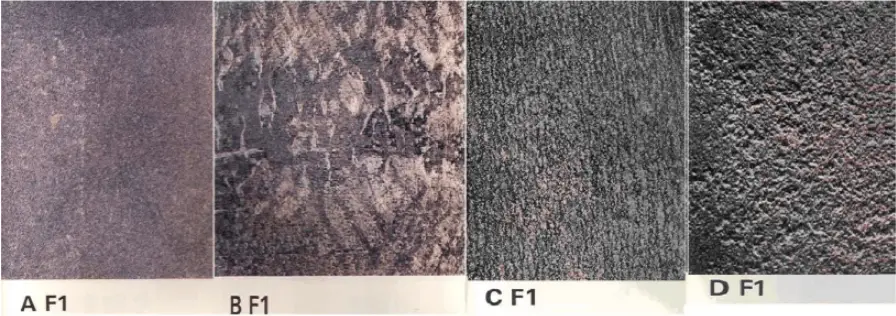
3-4-3 يُعرّف مستوى إزالة الغبار الذي يتحقق من خلال إزالة الغبار باللهب على النحو التالي:
يجب أن يكون السطح الفولاذي خاليًا من قشور الأكسيد والصدأ وطلاءات الطلاء والملحقات الأخرى. يجب أن تكون أي آثار متبقية في شكل تغير في لون السطح فقط، وتظهر على شكل ظلال بألوان مختلفة.
ارجع إلى الصور AFI و BFI و CFI و DFI للرجوع إلى الصور AFI و BFI و CFI و DFI للرجوع إليها بصرياً.
4-1 يجب أن يجرى تقييم درجة الصدأ ودرجة إزالة الصدأ من سطح الفولاذ في ظروف إضاءة جيدة، إما تحت أشعة الشمس المتناثرة أو بإضاءة اصطناعية ذات سطوع مكافئ. يجب أن يتمتع الفاحص برؤية عادية.
4-2 يجب مقارنة السطح الفولاذي الذي يجري فحصه بصرياً بالصور الفوتوغرافية المقابلة على النحو المبين في الفصل 5. ويجب أن تؤخذ الصور الفوتوغرافية بالقرب من سطح الفولاذ قدر الإمكان.
4.3 عند تحديد درجة التآكل، تؤخذ نتيجة التقييم من الصورة الفوتوغرافية المقابلة لدرجة الصدأ الأشد.
عند تحديد درجة إزالة الصدأ، تؤخذ نتيجة التقييم من الصورة الأقرب في المظهر لسطح الفولاذ.
ملاحظة:
(1) يمكن أن تتأثر نتائج التقييم البصري لدرجة الصدأ لسطح الفولاذ بعدة عوامل، بما في ذلك:
a. نوع المواد الكاشطة والأدوات المستخدمة لإزالة الصدأ، سواء من خلال الرش أو النفث أو الطرق اليدوية أو الأدوات الكهربائية;
b. حالة صدأ سطح الفولاذ التي تقع خارج درجة التآكل القياسية;
c. لون الفولاذ المتأصل;
d. الخشونة المتفاوتة بسبب اختلاف مستويات التآكل;
e. المخالفات في السطح، مثل الانبعاجات;
f. الخدوش الناجمة عن الأدوات;
g. ظروف إضاءة غير مستوية;
h. الظلال الناجمة عن الزاوية التي تصطدم بها المواد الكاشطة بالسطح أثناء إزالة الصدأ من خلال الرش أو الإسقاط.
(2) يجب تقييم درجة صدأ سطح الفولاذ المطلي بصريًا.
يمكن فقط استخدام الصور التي تحمل رمزي درجة الصدأ C و D (مثل DSt21/2 و CSt21/2) لهذا الغرض.
يعتمد اختيار إما DSt21/2 أو CSt21/2 على درجة التنقر الموجودة على سطح الفولاذ.
5.1 تشتمل هذه المواصفة القياسية على 28 صورة تصور عينات نموذجية لدرجات صدأ سطح الصلب، والتي تتوافق مع المواصفة القياسية الدولية ISO 8501-1:1988.
في حالة وجود أي نزاعات، يجب أن تكون الصور الواردة في المواصفة القياسية ISO 8501-1 بمثابة أساس للتحكيم.
5.1.1 هناك 4 صور توضح درجات التآكل ومحددة بالرموز A، B، C، D.
5.1.2 هناك 24 صورة توضح درجات إزالة الصدأ التي تم تحقيقها من خلال إزالة الصدأ بالرش أو الإسقاط، وإزالة الصدأ بالأدوات اليدوية والآلية، وإزالة الصدأ باللهب. تم تمييز هذه الصور برموز تشير إلى درجة الصدأ الأصلية قبل وبعد إزالة الصدأ، مثل BSa21/2.
5.2 تُظهر أربع عشرة صورة لعملية إزالة الغبار بالرش أو بالرذاذ حالة سطح الفولاذ بعد إزالة الغبار بالرش الجاف باستخدام مادة كاشطة من رمل الكوارتز.
يُرجى ملاحظة أن سطح الفولاذ بعد إزالة الصدأ قد يظهر بألوان مختلفة عند استخدام أنواع أخرى من المواد الكاشطة في عملية الرش أو إزالة الصدأ بالرش أو الكشط بالرش.
5.3 لا تتضمن هذه المواصفة القياسية صور ASa1 و ASa2 و ASt2 و Ast3.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.