دليل تشغيل ماكينة القص بالعارضة المتأرجحة الهيدروليكية
هل تساءلت يومًا عن كيفية تحويل الماكينات القوية للمعادن الخام إلى أجزاء دقيقة وقابلة للاستخدام؟ يكشف هذا المقال النقاب عن أسرار ماكينة القص الهيدروليكية، أعجوبة الهندسة. تعرّف على كيفية قيامها بتقطيع ألواح الصلب بسهولة واكتشف الميزات الرئيسية التي تجعلها عنصرًا أساسيًا في تشغيل المعادن. استعد لاستكشاف كيفية تشغيلها وتركيبها وصيانتها، مما يضمن لك تسخير إمكاناتها الكاملة.
صُممت ماكينة القص الهيدروليكية للقص الهيدروليكي من أجل القطع الدقيق لألواح الصلب المعدني، مع قدرة مقدرة على أساس قوة شد للوحة تبلغ 450 نيوتن/مم² (65,000 رطل لكل بوصة مربعة). يسمح هذا التصميم القوي بالتطبيق متعدد الاستخدامات في مختلف أنواع المعادن.
بالنسبة للمواد ذات خصائص القوة المختلفة، يجب تعديل الحد الأقصى لسُمك اللوح وفقًا لذلك للحفاظ على أداء القطع الأمثل وطول عمر الماكينة. القاعدة العامة هي تقليل السُمك الأقصى بشكل متناسب مع زيادة قوة المادة.
يتميز الهيكل الأساسي للماكينة بتصميم ملحوم بلوح صفيحة، مما يوفر توازنًا بين الصلابة وتحسين الوزن. يضمن هذا الهيكل سهولة التشغيل، والأداء الموثوق به، والتخميد المعزز للاهتزاز أثناء عمليات القطع.
يتم تشغيل حركة القطع بواسطة نظام هيدروليكي عالي الضغط، مما يوفر قوة ثابتة طوال شوط القص. تستخدم آلية الإرجاع مُراكم غاز النيتروجين، والذي لا يسهل فقط سحب الشفرة بسرعة ولكنه يعمل أيضًا كضمان ضد ظروف الحمل الزائد عن طريق امتصاص ارتفاعات الضغط الزائد.
لتلبية احتياجات الإنتاج المتنوعة، يمكن تجهيز الماكينة إما بنظام عرض رقمي لمراقبة المعلمات في الوقت الحقيقي أو نظام تحكم رقمي (NC) أكثر تقدمًا للتشغيل الآلي والتحكم الدقيق.
تم دمج مؤشر فجوة الشفرة في التصميم، مما يسمح بإجراء تعديلات سريعة ودقيقة لاستيعاب سماكات المواد المختلفة والحفاظ على جودة القطع المثلى.
تشتمل الماكينة على جهاز محاذاة مزود بإضاءة مدمجة، مما يعزز الرؤية ويضمن تحديد موضع المواد بدقة. إن شوط القطع قابل للتعديل، وهي ميزة مفيدة بشكل خاص عند معالجة الألواح الضيقة، حيث إنها تعمل على تحسين وقت الدورة وكفاءة الطاقة.
أذرع الدعم الأمامية ونظام القياس الخلفي من الميزات القياسية. المقياس الخلفي قابل للتعديل ميكانيكيًا، مع عرض موضعه رقميًا أو التحكم فيه عبر نظام NC باستخدام مشفرات عالية الدقة. يتم الضبط الدقيق من خلال آلية العجلة اليدوية. أذرع الدعم الأمامية مجهزة بمساطر قياس للحصول على مرجع إضافي.
لتسهيل التعامل السلس مع المواد، فإن طاولة العمل مزودة بكرات دعم متدحرجة. تقلل هذه الميزة من تعرجات مخزون الصفيحة وتقلل من الاحتكاك بشكل كبير، مما يسهل مناولة قطع العمل الكبيرة أو الثقيلة.
تحتل السلامة أهمية قصوى في تصميم الماكينة، حيث تم تركيب نظام حراسة شامل لحماية المشغلين أثناء جميع مراحل التشغيل، بما يتوافق مع معايير السلامة الدولية لمعدات قص المعادن.
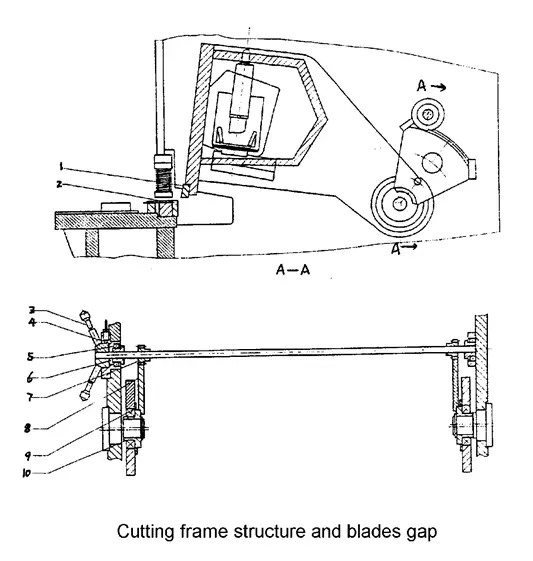
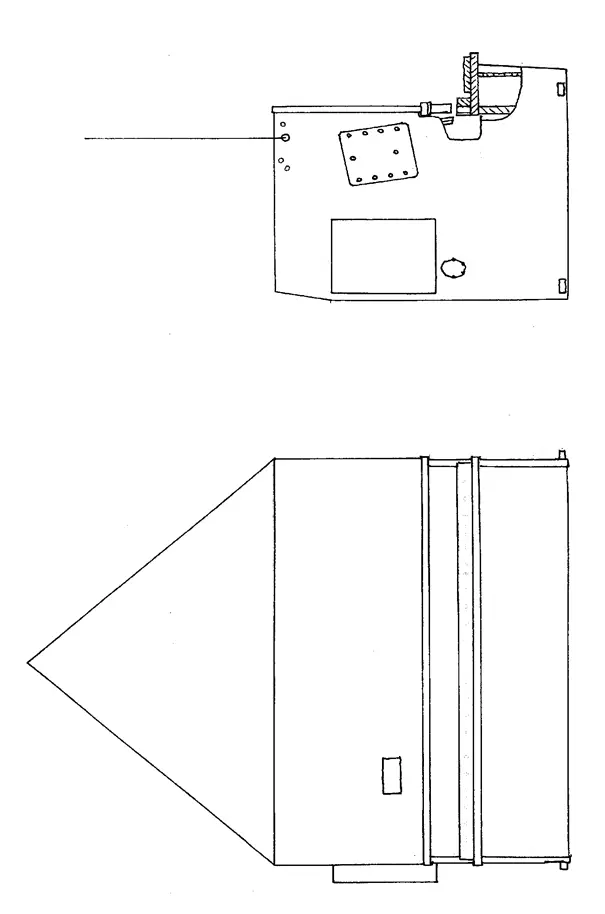
إطار ماكينة القص الهيدروليكية
إطار الماكينة
صفيحة ملحومة من الفولاذ ذات صلابة عالية تتميز بأسطوانتين مثبتتين على العمود الرأسي الأيمن والأيسر.
يتم تثبيت لوح قطع منحدر على طاولة العمل من أجل ضبط مريح للوح القطع السفلي، مما يضمن محاذاة الفجوة بين لوحي القطع العلوي والسفلي. يتم أيضًا تركيب كرة تغذية على طاولة العمل لتشغيل مريح وسريع.
إطار القطع
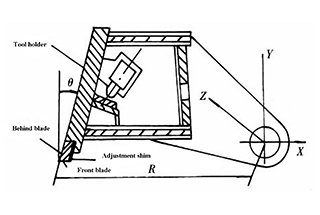
يتم دعم الصفيحة الملحومة عالية الصلابة عند المقبس غريب الأطوار (9) ويتم تشغيلها بواسطة الأسطوانات اليمنى واليسرى وأسطوانة الشوط لإكمال عملية القطع من خلال التكرار البندولي. (ارجع إلى الشكل 1). يكون السطح الرأسي لدعامة القطع لأعلى منحنيًا للحفاظ على محاذاة الفجوة بين القطع لأعلى والقطع المنخفض.
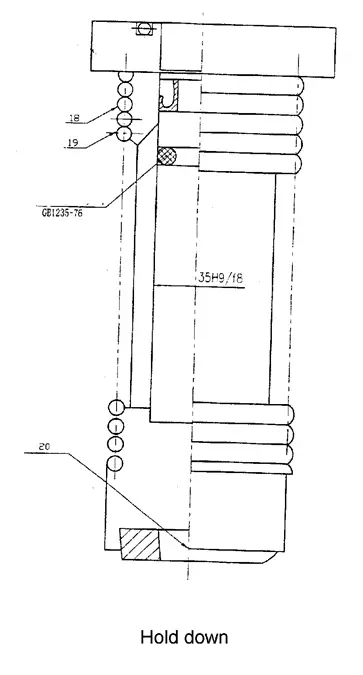
جهاز الضغط (الضغط لأسفل)
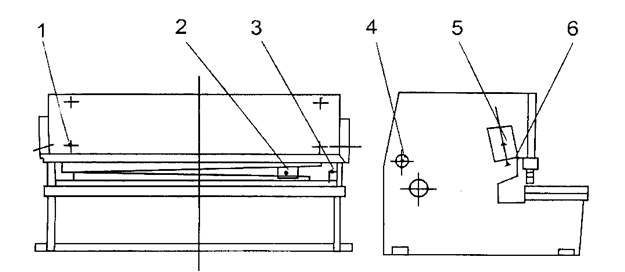
تتكون من أسطوانات تغذية بالضغط مثبتة على لوحة الدعم أمام إطار الماكينة. يولد تدفق الزيت في أسطوانة التغذية بالضغط ضغطًا يدفع لأسفل ضد قوة السحب لنابض الإجهاد (18)، مما يؤدي إلى تأمين لوحة الضغط بإحكام. بعد اكتمال القطع، تتم إعادة ضبط الأسطوانات بواسطة قوة السحب لنابض الضغط. يزداد الضغط مع زيادة سُمك الصفيحة. (انظر الشكل 3)
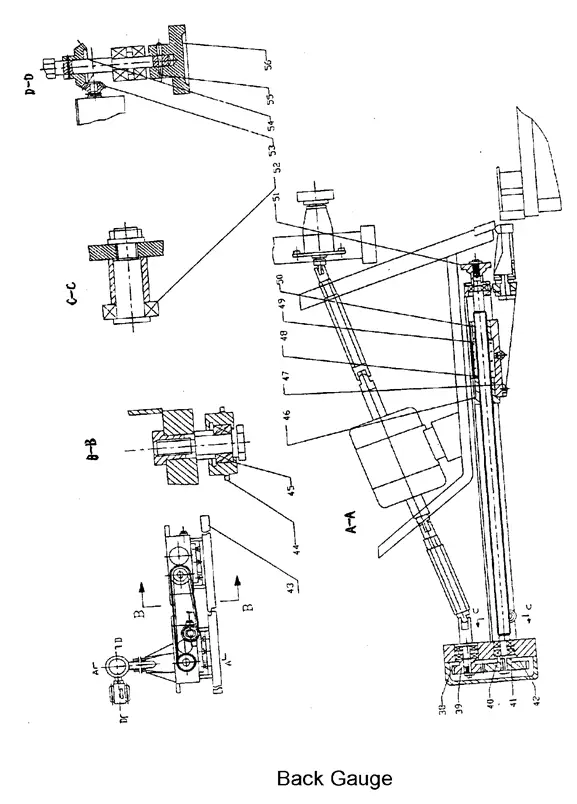
مقياس أمامي ومقياس خلفي
المقياس الأمامي:
تم تجهيز طاولة العمل بشاشة عرض الصمامات على المسطرة، مما يسمح بضبط القضيب المتحرك على الصمام المطلوب. يمكن قطع الألواح الفولاذية الرقيقة بسهولة على المقياس الأمامي. المقياس الخلفي (راجع الصورة 5) مثبت على لوح القطع لأعلى ويتحرك لأعلى ولأسفل معه.
يتم ضبط المقياس الخلفي بواسطة محرك بقدرة 0.55 كيلو وات، والذي يقلل من عزم الدوران من خلال ترس ويدفع قضيب التحكم. بالضغط على الزر "+" أو "-"، يمكن ضبط المقياس للأمام أو للخلف. في حالة عدم إمكانية تحقيق الصمام المطلوب من خلال الضبط الميكانيكي، يمكن تدوير العجلة اليدوية (50) لتحقيق الصمام المطلوب، مما يجعل ضبط المقياس الخلفي مريحًا وموثوقًا به.
النطاق القياسي للمقياس الخلفي هو 20-750 مم. إذا كان طول لوحة القطع أطول من المسافة القصوى للمقياس الخلفي، يمكن إزالة المقياس الخلفي (43) إلى أدنى موضع له ويمكن رفع اللوح باستخدام السطح المائل لإطار الدعم (47)، مما يسمح بقطع أي طول للوحة. (راجع الشكل 4)
تركيب ماكينة قص هيدروليكية
تعبئة/شحن ماكينة القص الهيدروليكية
يتم تعبئة جميع الماكينات التي تغادر المصنع مع ذراع تربيع ولوحة قدم مربوطة بالواقي اليدوي. يتم تغليف أدوات العمل ودليل التشغيل في صندوق واحد.
يتم طلاء جميع الأسطح المكشوفة للماكينة بمادة مانعة للصدأ، والتي يمكن إزالتها بسهولة باستخدام الكيروسين أو مذيب.
رفع ماكينة القص الهيدروليكية
استخدم فقط الحبال السلكية المعتمدة والآمنة لرفع هذه الماكينة من نقطتي الرفع الموجودتين على جانبي الماكينة. (انظر الشكل 5)
المؤسسة
جميع مقصاتنا مصممة ليتم تركيبها على قاعدة. يُرجى الرجوع إلى رسم الأساس المرفق للحصول على التفاصيل.
التركيب
هذا الهيدروليكي ماكينة القص يجب أن تكون مستوية بشكل صحيح لتحقيق الأداء الأمثل للقطع. يمكن تحقيق ذلك باستخدام مقياس تسوية عالي الجودة على منطقة تثبيت اللوح.
قبل التسوية، تأكد من وجود خمسة ألواح قاعدة (بقياس 150 × 150 × 9 مم على الأقل) موضوعة تحت أقدام الماكينة لمنع براغي التسوية من الحفر في الأرضية الخرسانية.
بمجرد تسوية الماكينة، قم بتأمين موضعها عن طريق ملء الفراغ أسفل وحول أقدامها بخليط الجص الأسمنتي.
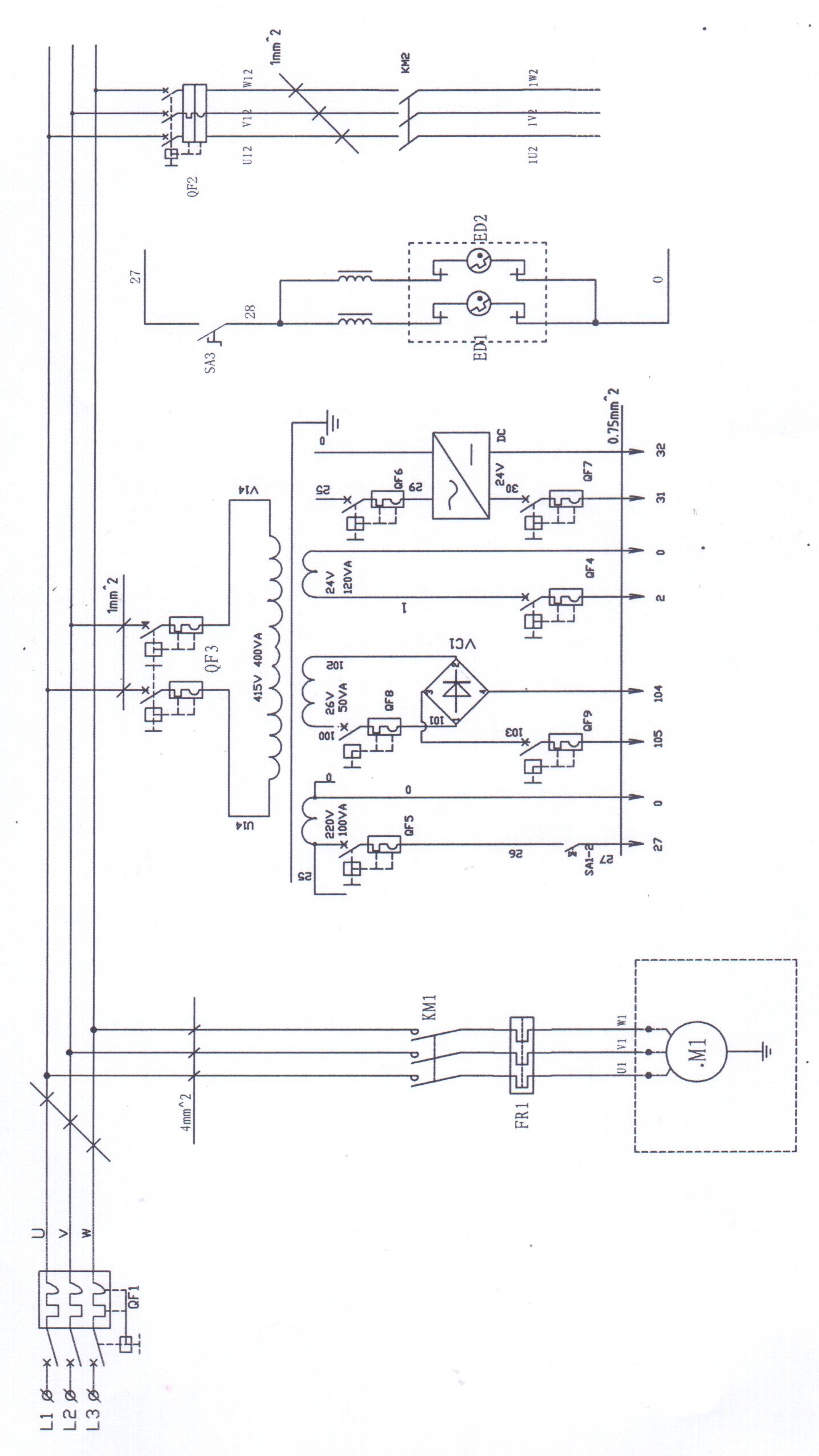
التركيبات الكهربائية
تأكد من توافق مصدر الطاقة المحلي مع ماكينة القص الهيدروليكية هذه قبل تشغيل أي طاقة كهربائية.
قم بتوصيل كابل الطاقة بالجانب الأيسر السفلي من اللوحة الكهربائية. قد تتطلب بعض الماكينات سلكاً محايداً.
4.1 يجب تنفيذ الخطوات التالية من قبل موظفين متخصصين وهي مسؤولية المالك.
تحقق من اللوحة التي تحمل اسم ماكينة قص هيدروليكية وتأكد من تطابق أسلاكها مع الطاقة المتاحة في منشأتك.
إذا كانت الطاقة المطلوبة لا تتوافق مع مواصفات الماكينة، يُرجى الاتصال بمورّد الكهرباء للحصول على المساعدة.
تأكد من أن مصدر الطاقة إلى الماكينة مزود بالصمامات، بحيث يمكن فصله بالكامل للإصلاح.
يرجى الرجوع إلى الرسومات الكهربائية المرفقة، حيث أن وحدات التحكم المختلفة قد يكون لها مخططات مختلفة.
4.2 يتم تثبيت جميع أزرار التشغيل على لوحة التحكم الأمامية، باستثناء مفتاح القدم SF. يتم عرض الرموز الخاصة بكل وظيفة فوق الأزرار.
فيما يلي خطوات تشغيل نظام العرض الرقمي:
افتح باب الصندوق الكهربائي وقم بتشغيل مفتاحي الطاقة QF1 و QF2 لتشغيل الماكينة. أغلق الصندوق الكهربائي.
اضغط على زر المفتاح SA1 لتشغيل دائرة التحكم. سيضيء الضوء HL1 للإشارة إلى تشغيل الماكينة.
اضغط على الزرين SB4 أو SB5 لتحريك المقياس الخلفي للأمام أو للخلف.
يتم عرض موضع المقياس الخلفي على جهاز العرض الميكانيكي SICK. يتم تثبيت المفتاحين الحديين SQ3 و SQ4 عند الحد الأقصى والحد الأدنى لانتقال المقياس الخلفي، مع نطاق انتقال قياسي يتراوح بين 20 مم و 750 مم.
اضغط على زر الإضاءة SB3 لبدء تشغيل محرك المضخة الذي يمكن سماعه يعمل.
استخدم الزر SA3 لتحديد وضع القطع، إما يدوي أو تلقائي.
تتم الإشارة إلى ضوء الإضاءة بواسطة SA4. أدره إلى 1 لبدء العد، وأدره إلى 0 لإيقاف العد.
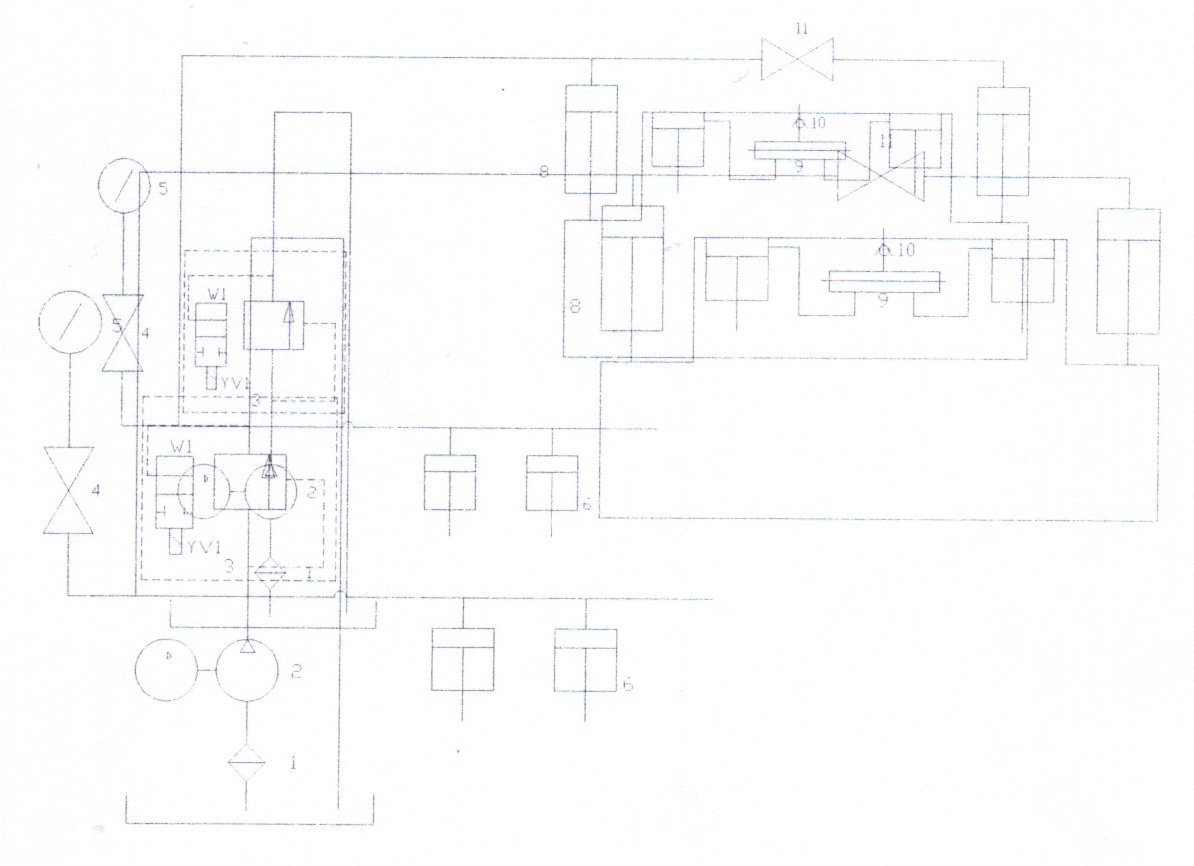
النظام الهيدروليكي
تنظيف الزيت الهيدروليكي
تعتبر نظافة الزيت الهيدروليكي في النظام الهيدروليكي ذات أهمية قصوى. تنظيف خزان الزيت أمر بالغ الأهمية.
عند استبدال الزيت الهيدروليكي، من الضروري إزالة غطاء خزان الزيت. قم بتنظيف الجزء السفلي من الخزان باستخدام منشفة (لا تستخدم خيوط قطنية)، ثم اغسله ببنزين التنظيف أو الكيروسين.
نظرًا لمحدودية غطاء الخزان، قد لا يصل الذراع إلى نهاية الخزان. في مثل هذه الحالات، قم بلف المنشفة حول خيزران أو عصا لمسح كل زاوية.
لإزالة أي زيت متسخ، قم بفك السدادة المتسربة أو صمام المكابح.
استخدم منشفة التنظيف لتجفيف جوانب الخزان وقاعه تمامًا حتى يصبح نظيفًا.
إذا لزم الأمر، قم بلف قطعة قماش على درزات اللحام أو المناطق التي يصعب تنظيفها لإزالة أي أوساخ، ثم أعد وضع الغطاء مرة أخرى.
اختر الزيت الهيدروليكي
يتوافق تصنيف لزوجة الزيت الهيدروليكي مع متوسط لزوجته عند 40 درجة مئوية. إذا كان النظام الهيدروليكي يعمل عند ضغط ودرجة حرارة أعلى وبسرعة أبطأ، فيجب اختيار معدل لزوجة أعلى.
يوصى باستخدام زيت هيدروليكي مضاد للتآكل بتصنيف ISO VG46# (متوسط لزوجة 46 مم2/ثانية عند 40 درجة مئوية). إذا كانت الماكينة ستعمل في درجات حرارة أقل من 5 درجات مئوية لفترة طويلة، فمن المستحسن استخدام زيت هيدروليكي بتصنيف ISO VG32#.
لا يوصى باستخدام الماكينة في درجات حرارة منخفضة جدًا (أقل من -5 درجة مئوية)، ولكن إذا كان ذلك ضروريًا، فيجب ترك الماكينة في وضع الخمول لفترة من الوقت. يمكن تركيب سخان زيت في الدائرة إذا لزم الأمر.
في ظروف التشغيل العادية، يجب ألا تتجاوز درجة حرارة الزيت 70 درجة مئوية. إذا لزم الأمر، يجب أن تكون مبرد الزيت يمكن تثبيتها.
املأ الزيت
يجب أن يكون الزيت المستخدم نظيفاً. أحكم ربط صامولة مرشح الهواء واملأه من خلال مرشح الهواء.
إذا كنت تستخدم معدات تعبئة مزودة بفلتر، يمكنك فتح غطاء خزان الزيت وتعبئته مباشرة.
راقب مقياس الزيت، عندما يتوقف الكبش عند أعلى نقطة ميتة، يجب أن يملأ الزيت الهيدروليكي 80-90% من المساحات البينية.
قم بتشغيل الماكينة واتركها في وضع الخمول أولاً، ثم قم بتشغيلها بأقصى شوط لطرد أي فقاعات هواء في الدائرة الهيدروليكية.
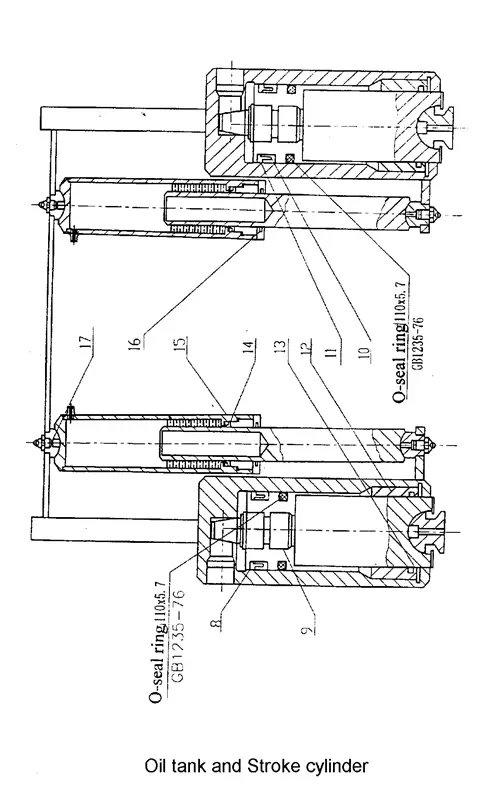
عندما يتم تنشيط صمام التفريغ المغناطيسي 3، تسحب المضخة 2 الزيت الهيدروليكي الذي يتدفق من خلال صمام التفريغ المغناطيسي 3 إلى المثبتات والمنطقة العلوية من أسطوانة الزيت الرئيسية. ينخفض مكبس المثبتات لأسفل للضغط على اللوحة المعدنية ضد قوة النابض، ويبدأ ضغط الزيت في الارتفاع.
عندما يصل الضغط إلى ضغط غاز النيتروجين في أسطوانة الشوط، يتحرك إطار القطع لأسفل للقطع.
يعود إطار القطع لأعلى:
عندما يصل إطار القطع إلى النقطة الميتة السفلية، يفقد الحديد المغناطيسي YV1 لصمام التفريغ المغناطيسي 3 الطاقة بسبب مفتاح الحد، ويتحرك إطار القطع لأعلى بسبب الضغط من أسطوانة غاز النيتروجين.
وفي الوقت نفسه، يتدفق الزيت في المنطقة العلوية من الأسطوانة الرئيسية مرة أخرى إلى خزان الزيت من خلال صمام التفريغ المغناطيسي.
يتحرك مكبس التثبيت لأعلى أيضًا بسبب قوة النابض، ويعود الزيت إلى خزان الزيت من خلال صمام التفريغ المغناطيسي 3.
عندما يصل إطار القطع إلى النقطة الميتة العلوية، تكتمل دورة قطع واحدة.
6. معدات التحكم القياسية
زر البدء
لبدء تشغيل المحرك الرئيسي ودائرة التحكم.
زر الإيقاف
لإيقاف تشغيل المحرك الرئيسي ودائرة التحكم.
مفتاح اختيار الوضع التلقائي/الرجل
حدد وضع العمل
في الوضع التلقائي
-بخطوة واحدة على مفتاح القدم، يستمر إطار القطع في القطع.
-يمكن أمر القطع بدواسة القدم فقط.
في الوضع اليدوي
-بخطوة واحدة على مفتاح القدم، سيقوم إطار القطع بالقطع مرة واحدة فقط.
-اضبط شوط القطع عن طريق إعادة الزر الدوار على اللوحة.
دواسة القدم
ادفع للتحكم في شفرة القطع لأسفل ثم حررها لترتفع حاملة الشفرة العلوية في الوضع التلقائي.
ضوء الإضاءة
مصباح عمل يضيء في منطقة شفرة القطع، يعمل بمصدر طاقة أحادي الطور بجهد 220 فولت، 50 هرتز.
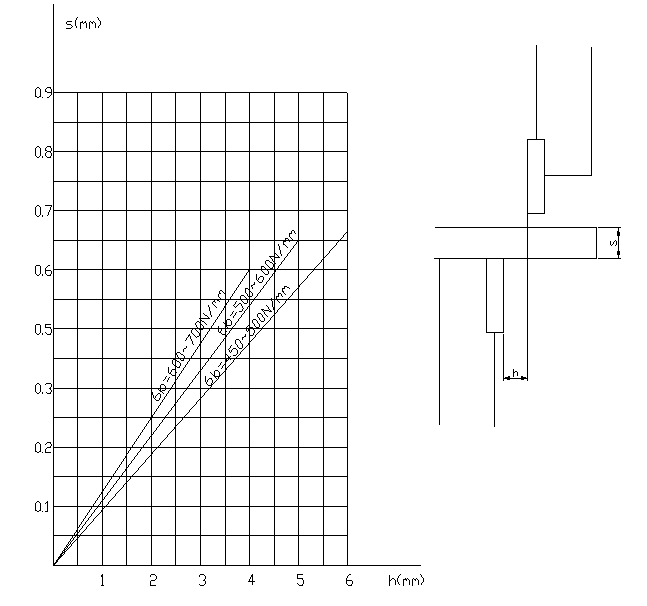
لضبط الفجوة (راجع الصورة 2)، تحتاج إلى فك البرغي المحكم (4)، ثم أدر العجلة اليدوية (3) إلى القيمة المطلوبة، والتي يجب حسابها بناءً على سُمك اللوحة، وأخيرًا أحكم ربط البرغي (4).
يوجد صمام كروي (موجود على الجانب الأيمن من الماكينة، خارج الأسطوانة) يُستخدم لقياس فجوة الخلوص بين الشفرات العلوية والسفلية.
لمزيد من التفاصيل: في الوضع اليدوي، عندما يصل إطار القطع إلى النقطة الميتة السفلية، أغلق دائرة الزيت بسرعة، مما يتسبب في بقاء إطار القطع في النقطة الميتة السفلية. ثم، قم بتشغيل الصمام الكروي ببطء، مما يتسبب في تحرك إطار القطع لأعلى خطوة بخطوة على طول الشوط بأكمله. سيسمح لك ذلك بقياس قيمة الخلوص للفجوة بين الشفرات.
تشغيل ماكينة القص الهيدروليكية
7.2.1 تحضير الماكينة
(1) قم بإزالة ذراع التربيع ودواسة القدم من منطقة واقي اليد. ثبت ذراع التربيع على الجانب الأيسر من طاولة الماكينة باستخدام البراغي والفتحتين الجانبيتين. يجب أن يكون الذراع قريبًا من اللوحة الكهربائية.
(2) نظف المكونات من أي زيت متسخ، مع الحرص على التأكد من أن الصمام الكروي في وضع الفتح.
(3) قم بتشحيم جميع المناطق الضرورية.
(4) املأ خزان الزيت بـ 200 لتر من الزيت الهيدروليكي HL46 لكل ماكينة من طراز 12 مم.
(5) قم بتوصيل الخط الأرضي وتشغيل الطاقة والتحقق من تشغيل جميع المكونات الكهربائية.
7.2.2.2 تشغيل الماكينة
(1) اضغط على زر "START" ثم حرره.
(2) يجب أن يضيء ضوء مؤشر "المحرك قيد التشغيل".
(3) قم بتغيير محدد الوضع من "MAN" إلى "AUTO".
(4) اضغط على مفتاح القدم، مما يؤدي إلى نزول إطار القطع وإجراء القطع.
(5) إذا لم ينزل إطار القطع، فمن المحتمل أن يكون المحرك يعمل في الاتجاه الخاطئ. قم بفصل الطاقة وعكس أي من سلكي الطورين لإعادة تشغيل المحرك.
(6) سيرتفع حامل الشفرة العلوي ويتوقف عندما يصل إلى مفتاح الحد.
7.2.3 المقياس الخلفي الميكانيكي
(1) يجب ضبط شاشة عرض المقياس الخلفي الآلية بدقة في المصنع ويجب أن تتوافق مع المسافة من شريط المقياس الخلفي إلى حافة القطع.
(2) اضغط على الزر "+" لجلب شريط القياس الخلفي إلى الخلف. ستزداد القراءة وتتوقف عندما تصل إلى الحد الأقصى لمفتاح حد الحركة L/S 3.
(3) اضغط على الزر "-" لإحضار شريط القياس الخلفي إلى الأمام. ستنخفض القراءة وتتوقف عندما تصل إلى مفتاح حد الانتقال الأدنى L/S 4.
(4) يجب ضبط توازي المقياس الخلفي في المصنع، ولكن يمكن معايرته حسب الحاجة.
(5) حرك قضيب القياس الخلفي إلى الخلف لإزالة الطلاء المضاد للصدأ قبل القطع.
ملاحظة:
(1) يجب تشغيل جدول الضغط أثناء القطع، ويجب فحص الضغط إذا بدا أنه غير صحيح. قد يحتاج صمام الفائض إلى تعديل.
(2) في حالة حدوث أي ضوضاء غير عادية أو ارتفاع درجة حرارة خزان الزيت أثناء التشغيل، يجب إيقاف الماكينة على الفور. يجب ألا تتجاوز درجة حرارة خزان الزيت 60 درجة مئوية.
استكشاف أخطاء ماكينة القص الهيدروليكية وإصلاحها
لا يمكن تشغيل الماكينة
افحص مصدر الطاقة الوارد.
تحقق من تحرير إيقاف الطوارئ.
افحص خرج المحول.
لا يمكن للماكينة القطع
تحقق من تعشيق مفتاح الحد.
تحقق من دوران المحرك في دوران صحيح.
تحقق من عدم انقطاع كابل مجداف القدم.
تحقق من أن المفتاح الصغير داخل مجداف القدم يعمل.
كبش يثرثر في الضربة القاضية
ضغط إعداد الموازن مرتفع قليلاً جداً
فقط حرر المسمار اللولبي قليلاً لخفض الإعدادات
آلة تعمل من تلقاء نفسها
تأكد من أن المفتاح الصغير داخل مجداف القدم غير تالف.
قد يكون كابل مجداف القدمين قصيراً ببعضه البعض.
خطأ النظام الهيدروليكي وحلّه
خطأ
السبب
الحل
النظام الهيدروليكي لا يوجد ضغط وإطار القطع لا يعمل
1. قابس صمام التبادل المغناطيسي عبارة عن وصلة سيئة.
1. افحص القابس.
2. قلب الصمام محشور بسبب النفايات أو أصبح وقحًا. لا يمكن أن تتدفق كل فتحة صمام الخانق لصمام الصدفة.
2. فك الصمام وتنظيفه.
1- إرجاع إطار القطع ببطء أو لا يمكن الصعود إلى أعلى عند نقطة الصعود إلى أعلى
لا يكفي ضغط غاز النيتروجين.
توريد غاز النيتروجين لإضافة الضغط
2. يكون عمل إطار القطع والتثبيت غير متناسق
صيانة ماكينة القص الهيدروليكية
التشحيم والزيت الهيدروليكي
تستخدم هذه الماكينة زيتًا هيدروليكيًا من الدرجة 46، ويجب إعادة تعبئته أو استبداله بزيت من نفس الدرجة فقط، مثل
FIAT-HTF 46
إنيرجول HLP 46
إيسو نوتو H46
قذيفة-تيلوس s68
إجمالي-أزولا 46
برنامج التشحيم
يجب تغيير الزيت الهيدروليكي في هذه الماكينة بعد أول 1500 ساعة عمل وتفريغه بالكامل من خزان الزيت لإزالة أي شوائب قد تكون دخلت أثناء التجميع. يجب أيضًا تغيير فلتر الزيت واستبداله بفلتر زيت من نفس الدرجة. بعد ذلك، يجب إجراء تغييرات الزيت كل 5000 ساعة عمل.
وبالإضافة إلى ذلك، يجب تشحيم جميع نقاط حلمات الشحوم كل أسبوعين، وهي موجودة على مجموعة العدادات الخلفية.
كل من الجزء العلوي والسفلي شفرات القص متطابقة وقابلة للتبديل. لجعل إطار القطع ينخفض إلى أسفل إلى النقطة الميتة السفلى، استخدم الصمام الكروي وأوقف تشغيل الماكينة.
أولاً، قم بإزالة الشفرة السفلية، ثم الشفرة العلوية. قم بفك جميع البراغي الصغيرة الموجودة على حامل الشفرة العلوي.
نظف الشفرات ومبيت/مقعد الشفرة. قم بتثبيت الشفرة العلوية للخلف أولاً، ثم الشفرة السفلية. إذا لزم الأمر، قم بإحكام ربط البراغي الصغيرة المثبتة على حامل الشفرة العلوي لإغلاق خلوص الشفرة. تذكر التحقق من الحد الأدنى من الخلوص وضبط البراغي الصغيرة لإغلاق الشفرات حسب الحاجة.
تنبيه: استخدم دائمًا موظفين مؤهلين وذوي خبرة لأداء هذه المهمة، حيث قد ينتج عن ذلك تلف شفرات القص/الماكينة أو إصابة شخصية.
طحن شفرة القص
شفرة القص مستطيلة الشكل، والشفرة العلوية لها حافتي قطع بينما الشفرة السفلية لها أربع حواف قطع. تحتاج فقط إلى إعادة طحن الشفرة بعد استخدام الحافتين أو الحواف الأربعة.
عند إعادة الطحن، تذكر طحن السماكة فقط، وليس ارتفاع الشفرة. قد يؤدي فقدان سُمك الطحن في شفرات القص إلى الحاجة إلى إغلاق حامل الشفرة العلوي عن طريق ضبط البرغي في مسمار الشد (بجوار ذراع الخلوص السريع للشفرة).
الشفرات العلوية والسفلية
(رسومات الأدوات انظر الرسومات المرفقة)
منع السلامة والبنية الرئيسية لماكينة القص الهيدروليكية والقص الهيدروليكي
ملاحظة!
لا ينطبق هذا القسم إلا على الماكينات ذات المتطلبات الخاصة ولا ينبغي الرجوع إليه بالنسبة للماكينات الأخرى.
لضمان سلامة الأشخاص والمعدات على حد سواء، قمنا بتصميم معدات السلامة. يجب على المشغل عدم تعديل معدات السلامة أو إزالتها أو فصلها.
10.1 الشعاع الضوئي/شعاع الليزر
يوجد شعاع ضوئي أو ليزر (حسب طلب العميل). إذا قام المشغِّل بحجب الستارة الضوئية، سيتم تنشيط وحدة الأمان، ولن يتمكن المكبس من التحرك لأسفل لمنع إصابة المشغِّل.
10.2 شبكة الأمان
توجد شبكة أمان على جانب وخلف الماكينة لإبقاء المشغل بعيدًا عن المناطق الخطرة. شبكة الأمان متصلة بالنظام الكهربائي من خلال مفتاح أمان. إذا تم فتح شبكة الأمان، فسيتم تشغيل النظام الكهربائي، ولن تتمكن الماكينة من العمل.
10.3 التوقف في حالات الطوارئ
يوجد زر إيقاف الطوارئ في محطة التحكم في المقبض ومحطة التحكم في التعليق. في حالة حدوث خطأ في التشغيل أو حادث، سيؤدي الضغط على زر الإيقاف الطارئ إلى توقف الماكينة عن جميع الإجراءات.
10.4 النظام الهيدروليكي
ولمنع السقوط الخطير للكبش، يحتوي النظام على صمام رفع أمان. تحتوي نوى صمام صمام التبادل وصمام الرفع الآمن على إشارة فحص. إذا كانت نواة الصمام غير طبيعية، فإن إشارة الفحص ستوقف النظام الكهربائي لمنع إصابة السقوط. إذا تعذر إعادة ضبط قلب صمام صمام التبادل وصمام الرفع الآمن، فيجب فحص الصمام.
10.5 استكشاف الأخطاء وإصلاحها
التشغيل العادي آمن. في حالة وقوع أي حوادث غريبة، أو عند صيانة الماكينة أو إصلاحها، قم بإغلاق شبكة الأمان، واضغط على زر التوقف في حالات الطوارئ داخل القوائم، واطلب المساعدة. إذا علقت يداك أو أي أجزاء أخرى من جسمك باللكمة أو الصفيحة، اضغط على زر الطوارئ، وتحقق من الحالة، ثم أعد تشغيل الماكينة. قم بتبديل وضع التشغيل إلى وضع "البوصة"، ثم اضغط على زر إرجاع المقبض، وسيعود الكبش إلى الخلف، مما يسمح لك بسحب الأجزاء المشبَّكة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
ما الذي يميز المقصات المقصلة الهيدروليكية عن المقصات ذات العارضة المتأرجحة، وما أهمية هذه الفروق بالنسبة لمشاريعك في تشغيل المعادن؟ تستكشف هذه المقالة الاختلافات الرئيسية، بما في ذلك حركة الشفرة، ومقصات القص...
كيف تضمن إجراء عمليات قطع دقيقة دون إتلاف المواد في مقصات العارضة المتأرجحة الهيدروليكية؟ تتعمق هذه المقالة في العوامل الحاسمة لحساب قوة القص، وزاوية القص، والقص...
هل تساءلت يومًا كيف يتم قطع تلك الألواح الفولاذية الضخمة بهذه الدقة؟ ادخل إلى عالم ماكينات القص الهيدروليكية - الأبطال المجهولون في صناعة تصنيع المعادن....
مقصات الصفائح المعدنية، كما يوحي الاسم، هي آلة تستخدم لقطع الصفائح المعدنية. يعتمد اختيار المواد على لوحة Q235 العامة. في حالة قطع الصفيحة Q345، فإن...
هل تساءلت يومًا عن كيفية زيادة كفاءة وسلامة ماكينة القص إلى أقصى حد؟ يتعمق هذا الدليل في النصائح الأساسية لتشغيل هذه الأدوات القوية وصيانتها. من اختيار الماكينة المناسبة...
هل تساءلت يومًا كيف يتم قطع الصفائح المعدنية الضخمة بدقة وبأقل جهد ممكن؟ في هذه المقالة، نستكشف العالم الرائع للمقصات الهيدروليكية المقصلة الهيدروليكية. سوف تتعلم عن...
هل تساءلت يومًا عن سبب خروج بعض الصفائح المعدنية مسطحة تمامًا بينما يخرج بعضها الآخر مشوهًا ومشوهًا؟ تكشف هذه المقالة الأسرار الكامنة وراء قوى القطع في مقصات الألواح الدوارة. سوف تتعلم كيف...
ما الذي يتسبب في تعطل النظام الهيدروليكي في المقصلة المقصلة؟ تستكشف هذه المقالة المشاكل الشائعة مثل فقدان الضغط، وأعطال الصمام، والسقوط التلقائي للقدم الكابسة....
هل تساءلت يومًا كيف تجتمع الدقة والكفاءة معًا في القطع الصناعي؟ تستكشف هذه المقالة العالم الرائع للمقصات المقصلة وتوضح بالتفصيل مزاياها وتحدياتها. تعرّف على كيفية استخدام...










{kind=link}
{kind=link}