كيف يمكننا ضمان وجود وصلات آمنة ومتينة في تصنيع الصفائح المعدنية؟ تستكشف هذه المقالة مختلف تقنيات الربط والتثبيت، بما في ذلك التثبيت بالتوكس واللحام والتثبيت بالمسامير. سوف تكتشف إيجابيات وسلبيات كل طريقة، والتطبيقات العملية، وكيفية مساهمتها في قوة وسلامة الهياكل المعدنية. تعمّق في فهم التقنيات التي تناسب احتياجاتك الخاصة في التصنيع.
هناك أنواع مختلفة من التوصيلات، والتي يمكن تقسيمها إلى فئتين بناءً على ما إذا كانت قابلة للإزالة بعد التوصيل: التوصيلات القابلة للإزالة والتوصيلات غير القابلة للإزالة.
يناقش هذا الفصل بشكل رئيسي الوصلات غير القابلة للإزالة، بما في ذلك التثبيت بالتوكس، واللحام، والتثقيب والتثبيت، والتثبيت بالمسامير.
القسم 1: برشام TOX
1. التعريف:
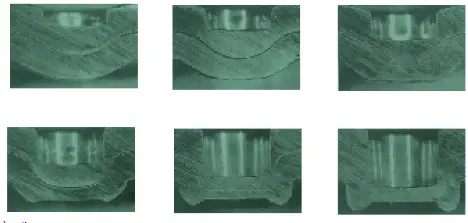
باستخدام قالب محدب بسيط، يتم ضغط جزء التوصيل في القالب المقعر. وتحت مزيد من الضغط، تتدفق المادة داخل القالب المقعر إلى الخارج، مما ينتج عنه نقطة توصيل دائرية ناعمة وبدون نتوءات.
لن يؤثر ذلك على مقاومتها للتآكل، حتى بالنسبة لمواد الألواح ذات الطلاء أو الطبقات المطلية. ويرجع ذلك إلى أن الطلاءات وطبقات الطلاء تتشوه وتتدفق أيضًا مع المادة.
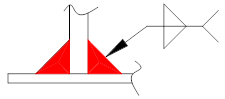
يتم ضغط المادة نحو كلا الجانبين وفي الصفيحة على جانب القالب المقعر، مما يشكل نقطة اتصال TOX، كما هو موضح في الرسم البياني أدناه:
2. طريقة التوصيل:
يمكن استخدام التثبيت TOX لتوصيل طبقتين أو أكثر من الألواح بنفس المواد والسماكات أو بمواد وسماكات مختلفة.
في ظل نفس الظروف، تبلغ قوة التوصيل الثابتة لنقطة واحدة من TOX 50%-70% من اللحام الموضعيوقوة النقاط المزدوجة هي نفسها قوة اللحام النقطي.
3. نطاق التوصيل لنقاط البرشام المختلفة: (الوحدة مم)
قطر البرشام
12
10
8
6
5
4
3
نطاق سُمك المادة للتوصيل
4~11
1.75~7
1.6~6.0
1.0~3.0
0.9~2.5
0.6~2.0
0.5~1.5
الحد الأدنى للمسافة من الحافة إلى مركز برشام TOX
10
8
7
6
6
5
4
ملاحظة: يرتبط قطر برشام TOX ارتباطًا وثيقًا بقوة التوصيل. فكلما كان القطر أكبر، كانت الوصلة أقوى.
4. عيوب برشام TOX:
(1) يعتمد على تركيبات تحديد المواقع أو كتل القوالب لتحديد المواقع.
(2) يتأثر الحد الأدنى لعرض المادة المتصلة بقطر قالب TOX.
5. مزايا قالب TOX:
بالإضافة إلى استخدامها في المعدات المتخصصة، فهي مناسبة أيضًا للمعدات العادية مكابس التثقيبلذا فإن نطاق التثبيت أكبر بكثير مما تتطلبه TOX.
بالنسبة لمواد الألواح ذات الطلاء أو الطبقات المطلية، لا تتضرر الطبقة الواقية عند نقطة التوصيل، ويتم الاحتفاظ بالخصائص الأصلية المضادة للتآكل.
6. مخطط تخطيطي لتشكيل برشام TOX:
نقطة محدبة TOX المشكلة
نقطة محدبة TOX
النقطة المسطحة TOX
القسم 2: اللحام
1. التعريف
جوهر عملية اللحام هو استخدام العمليات الفيزيائية والكيميائية المناسبة لتقريب المسافة الشبكية بين ذرات المعدنين المنفصلين (0.3-0.5 نانومتر)، مما يشكل رابطة معدنية، بحيث يتصل المعدنان في معدن واحد ويحقق الغرض من اللحام.
2. طرق اللحام والتصنيف
في عملية التصنيع، غاز التنجستن الخامل اللحام بالقوس الكهربائي (TIG)، ولحام القوس الغازي الخامل المعدني (MIG)، واللحام الموضعي هي طرق اللحام الأكثر شيوعًا. وفيما يلي مقدمة موجزة عن طرق اللحام الثلاثة هذه:
A. لحام القوس الغازي الخامل بالتنغستن
لحام TIG هو عملية اللحام حيث يكون القطب ومنطقة القوس، وكذلك المعدن المنصهر، محمية جميعها بغاز الأرجون، مما يعزلها عن الهواء.
يُصنع القطب من التنجستن أو قضيب من سبيكة التنجستن، ولا ينصهر أثناء عملية الحرق بالقوس، مما يؤدي إلى عملية لحام مستقرة.
عند استخدام غاز الهيليوم باعتباره غاز التدريعيُطلق عليه لحام قوس الهيليوم.
اللحام بالتيغ (TIG) على نطاق واسع في صناعات مثل تصنيع الطائرات والطاقة الذرية والهندسة الكيميائية والمنسوجات.
وهي مناسبة للحام المعادن غير الحديدية سهلة التأكسد وسبائكها والفولاذ المقاوم للصدأ والسبائك عالية الحرارة, تيتانيوم وسبائك التيتانيوم، والمعادن التفاعلية التي يصعب صهرها مثل الموليبدينوم والنيوبيوم والزركونيوم.
ومع ذلك، فإن قدرة أقطاب التنجستن على حمل التيار محدودة، وقوة القوس الكهربائي، مما يؤدي إلى عمق لحام ضحل، وانخفاض سرعة اللحامومناسبة فقط للحام قطع العمل التي يقل سمكها عن 6 مم.
B. لحام القوس بالغاز الخامل المعدني
لحام MIG، المعروف أيضًا باسم اللحام بالغاز القوس المعدني اللحام (GMAW)، يستخدم سلك لحام كقطب كهربائي، ويتم حماية القطب ومنطقة القوس الكهربائي بغاز خامل مثل الأرجون.
إذا تم استخدام غاز Ar-O2 أو Ar-CO2-O2 أو Ar-CO2-O2 كغاز تدريع، يُطلق عليه اللحام بالغاز النشط المعدني (MAG).
يمكن للحام MIG لحام جميع المعادن تقريبًا وهو مناسب بشكل خاص للحام الألومنيوم وسبائكه والنحاس وسبائكه والفولاذ المقاوم للصدأ، إلخ.
ونظرًا لاستخدام سلك اللحام كقطب كهربائي، يمكن استخدام تيار عالي الكثافة، مما يؤدي إلى عمق انصهار كبير وسرعة ملء سريعة.
إنها مناسبة للحام ألواح الألومنيوم والنحاس السميكة، وتشوه اللحام أصغر من لحام TIG.
يمكن أن يستخدم لحام MIG أيضًا التوصيل العكسي للتيار المستمر وله تأثير كاثودي جيد عند لحام الألومنيوم وسبائكه.
وبالإضافة إلى ذلك، فإن تأثير الضبط الذاتي المتأصل للقوس دون الصوتي يكون أكثر أهمية في اللحام MIG عند لحام الألومنيوم وسبائكه.
C. اللحام الموضعي
اللحام النقطي هو عملية لحام يتم فيها صهر سطح التلامس والمنطقة المحيطة به من الوصلة بواسطة حرارة المقاومة الناتجة عن التلامس بين الأقطاب الكهربائية وقطعة العمل، ثم تتصلب لتكوين بقعة لحام.
يمكن استخدامها في اللحام المختلط للألومنيوم والحديد، والألومنيوم والنحاس، والفولاذ المقاوم للصدأ والحديد الزهر، ولكن من الصعب تحديد مكانها لحام الألومنيوم والألومنيوم.
اللحام بالنحاس هو طريقة لربط قطعتين أو أكثر من المعدن باستخدام معدن حشو بدرجة انصهار أقل من المعدن الأساسي.
يذوب معدن الحشو ويبلل المعدن الأساسي بفعل الشعيرات الدموية، مما يشكل وصلة قوية عند التصلب.
يتطلب اللحام بالنحاس التسخين والحماية لمنع تلامس معدن الحشو المنصهر مع الهواء.
هناك عدة أنواع من طرق اللحام بالنحاس وفقًا لمصادر الحرارة المختلفة وظروف الحماية، مثل اللحام بالنحاس باللهب، واللحام بالنحاس بالحثّ، واللحام بالنحاس في أفران المقاومة، واللحام بالنحاس في حمام الملح، إلخ.
3. تكوين معدات اللحام الموجودة وقدرات اللحام
يمكن تقسيم معدات اللحام الموجودة حاليًا إلى ثلاثة أنواع تقريبًا: ماكينات اللحام النقطيوماكينات اللحام اليدوية (MIG & TIG)، وروبوتات اللحام (MIG & TIG).
A. ماكينة لحام البقعة:
ماكينة لحام النقطي الثابتة من النوع C:
ماكينة اللحام النقطي ذات التحكم المتزامن المتزامن Qilong 100KVA AC IC IC
ماكينة لحام موضعي لتعويض التيار الثانوي بالكمبيوتر الصغير بقدرة 100 كيلو فولت أمبير (تكنولوجيا يابانية، من إنتاج باناسونيك تانغشان)
ما ورد أعلاه ماكينات اللحام النقطي يمكن لحام الألواح الفولاذية المجلفنة، والألواح الفولاذية المدرفلة على البارد، والألواح الفولاذية المدرفلة على البارد، والألواح الفولاذية المقاومة للصدأ، والحديد المدلفن على الساخن، مع نطاق سماكة يتراوح بين 0.3 مم و6 مم لمفصل اللفة للوحين.
ماكينة لحام البقعة المعلقة:
ماكينة لحام البقعة المعلقة ذات العلامة التجارية Quanxing 48KVA (المنتجة في تايوان)، يمكنها لحام نطاق سماكة اللوحة من 0.2-3 مم لمفصل اللفة للوحين.
ماكينة لحام موضعي من نوع تخزين المكثفات:
ماكينة لحام البقعة من نوع تخزين المكثفات Pengyuwei 4500J، يمكنها لحام الألومنيوم والألومنيوم ألواح السبائك بسماكة تتراوح بين 0.4 مم و3.0 مم.
B. ماكينة لحام يدوي MIG:
هناك ماكينة لحام بالنبضات MIG بالنبضات OTC 350P DC وماكينة اللحام الأمريكية Flymat MIG350A، والتي يمكنها لحام الفولاذ اللين بسماكة صفيحة 0.8 مم أو أعلى، والألومنيوم و سبائك الألومنيوم بسُمك 2 مم أو أكثر.
C. ماكينة اللحام اليدوي TIG:
ماكينة اللحام النبضي TIG من هيتاشي HITACHI AC/DC ثنائية الاستخدام، والتي يمكنها لحام الفولاذ اللين بسُمك صفيحة 0.4 مم أو أعلى، والألومنيوم وسبائك الألومنيوم بسُمك 1.0 مم أو أعلى.
D. روبوت اللحام MIG:
هناك روبوتات اللحام السويدية ABB MIG وروبوتات اللحام MOTOMAN WF200 MIG التابعة لشركة YAKAWA اليابانية، والتي يمكنها لحام ألواح الصلب المجلفن، وألواح الصلب المدرفلة على البارد، وألواح الصلب غير القابل للصدأ، والحديد المدلفن على فم الحصان، وألواح الصلب المدرفلة على الساخن، بسماكة 0.8 مم أو أعلى.
E. روبوت اللحام بـ TIG
هناك روبوتات لحام غير حشو من ABB TIG السويدية غير الحشو من ABB، والتي يمكنها لحام ألواح الصلب المجلفن، وألواح الصلب المدرفلة على البارد، وألواح الصلب غير القابل للصدأ، والحديد المدلفن على فم الحصان، وألواح الصلب المدرفلة على الساخن بسماكة 0.4 مم أو أعلى.
4. تدوين اللحام
رموز اللحام ورموز طرق اللحام هي رموز أو أكواد موحدة تُستخدم في رسومات اللحام الإنشائية، وتشكل نوعًا من اللغة الهندسية.
يتم تعريف رموز رموز اللحام ورموز طريقة اللحام في الصين في المعايير الوطنية GB324-88 "طريقة تمثيل رموز اللحام" و GB5185-85 "رموز تمثيل اللحام والعمليات المرتبطة به على الرسومات.
تتوافق هذه المعايير بشكل أساسي مع المعايير الدولية ISO2553-84 "طريقة تمثيل رموز اللحام" وISO4063-78 "تمثيل عمليات اللحام والعمليات المرتبطة بها على المخططات".
لذلك، يمكن استخدامها بالتبادل.
I. رموز اللحام
ينص معيار GB324-88 "طريقة تمثيل رمز اللحام" على أن رموز اللحام تنطبق على كل من اللحام بالانصهار و اللحام بالمقاومة.
تحدد المواصفة القياسية أيضًا أنه لتبسيط الرسم، يجب استخدام رموز اللحام بشكل عام لتمثيل اللحامات على الرسم، ولكن يمكن أيضًا استخدام طرق الرسم الفنية.
تتضمن رموز اللحام التي تحددها المواصفة القياسية الوطنية الرموز الأساسية والرموز التكميلية ورموز حجم اللحام.
تتكون رموز اللحام بشكل عام من رموز أساسية وخطوط مرجعية، ويمكن إضافة رموز تكميلية ورموز حجم اللحام ورموز أخرى حسب الضرورة.
تمثل الرموز الأساسية شكل المقطع العرضي للحام. وترد الرموز الأساسية الـ 13 المحددة في المواصفة القياسية GB324-88 في الجدول 1-3.
تمثل الرموز التكميلية للحام السمات السطحية للحام. وترد الرموز التكميلية الثلاثة المحددة في المواصفة القياسية GB324-88 في الجدول 1-4.
تُستخدم رموز اللحام الإضافية لتكملة ميزات معينة للحام. وترد الرموز الإضافية المحددة في المواصفة القياسية GB324-88 في الجدول 1-5.
تمثل رموز حجم اللحام الأبعاد المميزة للأخدود واللحام. رموز المقاسات الـ 16 المحددة في المواصفة القياسية GB324-88 موضحة في الجدول 1-6.
سطح اللحام المتدفق (يتحقق بشكل عام من خلال التصنيع الآلي)
2
الرمز المقعر
سطح اللحام المقعر
3
رمز محدب
سطح اللحام المحدب
الجدول 1-5: رموز اللحام التكميلية
الرقم التسلسلي
الاسم
مخطط تخطيطي
الرمز
التعليمات
1
رمز شريط الدعم
للإشارة إلى لحام مع شريط دعم في الجذر
2
رمز اللحام بالغرزة
للإشارة إلى لحام على ثلاثة جوانب
3
رمز اللحام المحيطي
للإشارة إلى لحام حول محيط قطعة العمل
4
الرمز في الموقع
للإشارة إلى اللحام الذي يتم إجراؤه في الموقع أو في الميدان
5
رمز الذيل" هو ترجمة لـ
يمكنك الرجوع إلى محتوى GB5185 لمعرفة طرق عملية اللحام بالعلامات وما إلى ذلك.
الجدول 1-6: رموز أبعاد اللحام
الرقم التسلسلي
الاسم
مخطط تخطيطي
الرقم التسلسلي
الاسم
مخطط تخطيطي
d
سُمك قطعة العمل
أأ
زاوية الشطبة
b
الفجوة الجذرية
l
طول اللحام" هي ترجمة لـ
p
حافة حادة
n
رقم مقطع اللحام
c
عرض اللحام
e
تباعد اللحام
d
قطر الاندماج
K
حجم ساق اللحام
S
سُمك الحلق الفعال
H
عمق الأخدود
N
رمز الكمية للحامات المتطابقة
h
ارتفاع التعزيز
R
نصف قطر الجذر
b
الزاوية المائلة لوجه الأخدود
2. رموز طريقة اللحام
من أجل تبسيط وضع العلامات ووصف طرق اللحام، يمكن تمثيل طرق اللحام المختلفة مثل اللحام المعدني واللحام _ بالأرقام العربية المحددة في المعيار الوطني GB5185-85.
يوضح الجدول 1-7 رموز طرق اللحام شائعة الاستخدام المحددة في المواصفة القياسية الوطنية GB5185-85.
الجدول 1-7: رموز طرق اللحام الرئيسية الشائعة الاستخدام.
تتضمن الطريقة الكاملة لتمثيل اللحامات على الرسومات ليس فقط الرموز الأساسية والرموز المساعدة والرموز التكميلية، ولكن أيضًا الخطوط المرجعية وبعض رموز الأبعاد والبيانات.
يجب تمثيل رموز اللحام ورموز طرق اللحام بدقة من خلال الخطوط المرجعية والمواصفات ذات الصلة.
تتألف الخطوط المرجعية عمومًا من جزأين: خط سهم برأس سهم وجزءان أساسيان (أحدهما خط متصل والآخر متقطع).
3.2 العلاقة بين السهم والمشترك:
يقدم الشكل التالي مثالاً على معنى الجانب السهمي والجانب غير السهمي للمفصل:
موضع خطوط الأسهم:
لا توجد عادةً متطلبات خاصة لموضع خطوط السهم بالنسبة للحامات، ولكن عند الإشارة إلى اللحامات على شكل V، أو على شكل حرف V واحد، أو على شكل حرف J، يجب أن يشير خط السهم إلى جانب قطعة العمل مع الأخدود. إذا لزم الأمر، قد ينحني خط السهم مرة واحدة.
3.4 موقف خط الأساس:
يمكن رسم الخط المتقطع لخط الأساس على الجانب العلوي أو السفلي من الخط المتصل لخط الأساس. يجب أن يكون خط الأساس بشكل عام موازيًا للحافة السفلية للرسم، ولكن يمكن أيضًا أن يكون عموديًا على الحافة السفلية في ظروف خاصة.
3.5 موضع الرموز الأساسية بالنسبة إلى خط الأساس:
إذا كان اللحام والخط السهمي على نفس الجانب من الوصلة، فيجب وضع الرمز الأساسي للحام على جانب الخط المتصل.
على سبيل المثال، كما هو موضح في الشكل التالي:
إذا كان اللحام على الجانب غير السهمي من الوصلة، فيجب وضع الرمز الأساسي للحام على جانب الخط المتقطع من خط الأساس.
عند وضع علامات على اللحامات المتماثلة واللحامات ذات الوجهين، ليس من الضروري إضافة خطوط متقطعة.
4. رموز حجم اللحام ومواضعها التوضيحية:
4.1 يوضح الشكل التالي مبادئ تعليم رموز وبيانات حجم اللحام:
يتم تحديد الحجم على المقطع العرضي للحام على الجانب الأيسر من الرمز الأساسي.
يتم تحديد الحجم في اتجاه طول اللحام على الجانب الأيمن من الرمز الأساسي.
يتم تحديد المقاسات مثل زاوية الأخدود وزاوية وجه الأخدود وفجوة الجذر على الجانب العلوي أو السفلي من الرمز الأساسي.
يتم تمييز الرمز الخاص بعدد اللحامات المتطابقة في الذيل.
عندما يكون هناك العديد من بيانات الحجم التي يصعب تمييزها، يمكن إضافة رمز الحجم المقابل أمام البيانات.
تظل المبادئ المذكورة أعلاه دون تغيير عندما يتغير اتجاه السهم.
4.2 شرح رموز الأبعاد:
لا يتم إعطاء الأبعاد التي تحدد موقع اللحام في رمز اللحام، ولكن يتم وضع علامة على النمط.
عندما لا يكون هناك تعليق توضيحي أو شرح على الجانب الأيمن من الرمز الأساسي، فهذا يعني أن اللحام متصل على طول قطعة العمل بالكامل.
عندما لا يكون هناك شرح أو توضيح على الجانب الأيسر من الرمز الأساسي، فهذا يعني أن اللحام التناكبي يجب أن يكون مخترقًا بالكامل.
بالنسبة للحامات السدادات ولحامات الفتحات ذات الحواف المشطوفة، يجب الإشارة إلى بُعد قاع الثقب.
5. عملية تصنيع اللحام
1. فهم الرسم:
في عملية التصنيع، عندما يتلقى موظفو تصميم العملية الرسم، فإن الخطوة الأولى هي فهم هيكل قطعة العمل.
بناءً على ذلك، افهم محتوى اللحام المطلوب من قبل العميل، بما في ذلك موقع اللحام، وطريقة اللحام التي سيتم استخدامها، وما إذا كان التلميع مطلوبًا، والمتطلبات الخاصة الأخرى.
من المهم جدًا فهم نية العميل، والتي تحدد تدفق العملية التي سنعتمدها لاحقًا.
2. تحديد طريقة اللحام:
بشكل عام، يكون رسم العميل قد حدد بالفعل طريقة اللحام ومتطلباته بوضوح: ما إذا كان سيتم استخدام اللحام أو اللحام النقطي، وطول خط اللحام، وحجم المقطع العرضي، وما إلى ذلك.
ومع ذلك، في بعض الحالات، مثل عندما نعتقد أن التغيير من اللحام إلى اللحام الموضعي سيكون أفضل، يمكننا تأكيد التغيير في طريقة اللحام مع العميل.
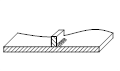
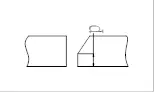
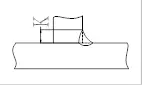
تكون وصلة اللحام الأكثر شيوعًا عندما يتقاطع جانبا قطعة العمل عموديًا عند اللحام الذاتي. كما هو موضح في الشكل 1 أدناه:
لاحظ أنه في معظم الحالات، قد لا يكون العملاء قد فكروا في قابلية اللحاموقد لا تفي الوصلة بالضرورة بمتطلبات اللحام الفعلية.
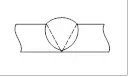
لذلك، يلزم إجراء تعديلات بشكل عام عند اللحام في حالات مثل الوصلات المتعامدة بزاوية 90 درجة.
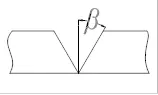
كما هو مبين في الشكلين 2 و3، فإن الشكل 2 هو الأنسب للحام TIG مع المواد الرقيقة (أقل من 2.0)، بينما الشكل 3 مناسب للحام MIG مع المواد السميكة.
أما بالنسبة لشكل التفاف الحافة، فيمكن تحديده بناءً على الوضع الفعلي، مع الأخذ في الاعتبار بشكل عام زاوية الانحناء، ومن الأفضل استخدام الجانب الطويل للف الجانب القصير.
4. تموضع اللحام:
عند لحام قطعتَي عمل أو أكثر، يلزم وجود علاقة يمكن أن تحدد موضع كل منهما الأخرى، وهي مشكلة تحديد الموضع.
وفقًا لما إذا كانت الشُّغْلَة نفسها تحتوي على هيكل تموضع، يمكن تقسيمها إلى تموضع ذاتي وتموضع التَرْكِيبات.
فيما يلي وصف لهذين النوعين من التموضع بشكل منفصل:
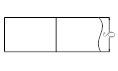
(1) التموضع الذاتي:
يتم عمل نتوء معين أو خطوة محجوزة على إحدى قطع العمل، ويتم عمل التجويف أو الثقب المقابل على قطعة العمل الأخرى لتحقيق التموضع بين قطع العمل.
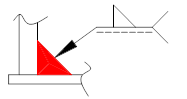
حالياً، هناك نوعان شائعان الأكثر استخداماً: نصف القص - وضع الحفرة المقعرة ووضع الأخدود المربع - اللسان.
يظهر في الشكل أدناه الهيكل النموذجي لوضع الحفرة نصف القص - المقعرة.
في الحالات التي لا تكون فيها المتطلبات عالية (مثل عندما يكون السطح الملحوم لقطعة العمل غير مرئي)، يمكن معالجة الحفرة المقعرة إلى ثقب نافذ، ولكن يُمنع منعًا باتًا عمل ثقب نافذ إذا كانت قطعة العمل مكشوفة للخارج.
هناك بنية بديلة أخرى لهذه الطريقة وهي جعل نصف القص الدائري والحفرة المقعرة مستطيلاً، ولكن لا يوصى بذلك.
تتم معالجة الحفرة نصف القص والحفرة المقعرة بشكل عام في NCT. كلتا المواصفات الخاصة بنصف القص، سواء كانت لأعلى أو لأسفل، لها أدوات.
لا توجد أدوات مخصصة للحفر المقعرة الأمامية، ولكن يمكن معالجتها من خلال استخدام أدوات مركبة.
توجد أداة مخصصة للحفر المقعرة العكسية التي يبلغ قطرها 3.1، ولكن لا توجد حاليًا أداة للحفر المقعرة العكسية التي يبلغ قطرها 2.4، ولا يمكن معالجتها.
تنطوي طريقة استخدام نصف القص - وضع الحفرة المقعرة على بعض القيود: نظرًا لاعتماد هيكل نصف القص، فإن تأثير نصف القص ليس مثاليًا للألواح السميكة (فوق T2.0)، والجزء البارز من نصف القص على شكل قوس ولا يمكن أن يكون بمثابة وظيفة مقيدة.
ونظرًا لأن الحفرة المقعرة تتشكل عن طريق الضغط على المادة بالقوة، لا يمكن تطبيقها إلا على المواد اللينة نسبيًا (مثل AL، وCRS، وGI، إلخ)، ومن المستحيل تحقيق ذلك للمواد الأكثر صلابة (مثل SPHC، وSUS، إلخ).
باختصار، هذه الطريقة مناسبة للمواد ذات النطاق 2.0 مم أو أقل من GI وCRS وAAL الصفائح المعدنية.
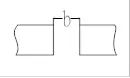
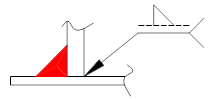
يظهر في الشكل أدناه موضع الأخدود المربع - اللسان في الشكل أدناه:
عند استخدام هذا النوع من طرق تحديد المواقع، فإن الخطوة الأولى هي تحديد مواصفات أخدود تحديد المواقع.
إذا تم استخدام قطع NCT، فمن الأفضل مراعاة أن الثقب المربع يمكن تشكيله في مسار واحد باستخدام أدوات NCT.
إذا كان القطع بالليزر يستخدم، يمكن تحديد الحجم بناءً على الوضع الفعلي. وبوجه عام، يمكن أن يكون ثقب الفتحة أكبر من اللسان بمقدار 0.1 مم، ويجب ألا يتجاوز الجزء البارز من اللسان سمك اللوحة عند أخدود الموضع.
لا يجب بالضرورة أن تكون الفتحة مستطيلة الشكل (من النوع المغلق) ويمكن أن تكون من النوع المفتوح حسب الحالة المحددة.
(2) نطاق تطبيق طريقتين للتموضع الذاتي:
بمقارنة طريقتي التموضع المذكورتين أعلاه، يمكن ملاحظة أنه عندما تكون أسطح اللحام لقطعتي عمل متوازية مع بعضها البعض، فإن طريقة التموضع نصف القص والحفرة المقعرة أفضل.
عندما تكون أسطح اللحام لقطعتي عمل متعامدة على بعضهما البعض، فإن طريقة تحديد موضع الأخدود المربع اللولبي تكون أكثر ملاءمة.
(3) وضع التركيبات:
إذا لم يكن التموضع الذاتي يفي بمتطلبات الرسم أو كانت هناك حاجة إلى متطلبات تموضع عالية، فإن التثبيت يجب إجراء التجهيزات اللازمة، والتعاون مع الإدارات ذات الصلة (مثل البحث والتطوير الآلي).
5. متطلبات عملية اللحام النقطي:
(1) إجمالي سمك اللحام الموضعي:
يجب ألا يتجاوز السُمك الكلي للحام النقطي 8 مم، ويكون حجم بقعة اللحام بشكل عام 2T+3 (2T يمثل سُمك الجزأين الملحومين).
نظرًا لأن القطب العلوي مجوف ويتم تبريده بماء التبريد، لا يمكن تصغير القطب دون حد، ويبلغ الحد الأدنى للقطر بشكل عام 3-4 مم.
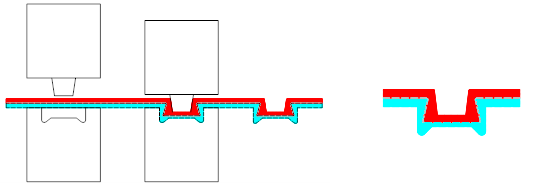
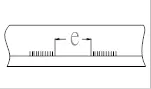
(2) تثقيب وحفر بقع اللحام:
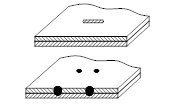
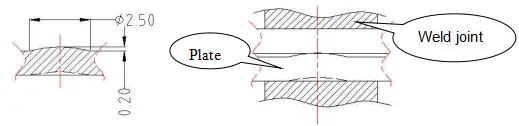
يجب أن تقوم قطعة العمل الخاصة باللحام الموضعي بتثقيب بقع اللحام الموضعي على أحد الأسطح الملامسة لبعضها البعض لزيادة قوة اللحام.
عادةً ما يكون حجم النتوءات Φ1.5-2.5 مم، ويبلغ ارتفاعها حوالي 0.3 مم. يمكن أن تؤدي معالجة بعض النتوءات الصغيرة على إحدى قطع العمل المراد لحامها إلى تحسين عملية اللحام.
كما هو موضح في الشكل أدناه، عندما يضغط رأس اللحام على النتوء أثناء عملية اللحام، ويتم تطبيق الكهرباء، يتم صهر النتوء الصغير، مما يجعل التوصيل أكثر إحكامًا وموثوقية.
(3) المسافة بين لحمتين:
مع زيادة سُمك قطعة العمل الملحومة، تزداد أيضًا المسافة بين اللحمتين.
إذا كانت المسافة صغيرة جدًا، تكون قطعة العمل عرضة للسخونة الزائدة والتشوه، بينما إذا كانت المسافة كبيرة جدًا، فقد تكون قوة الوصلة غير كافية وقد تظهر تشققات بين قطعتي العمل.
بشكل عام، يجب ألا تتجاوز المسافة بين لحمتين 35 مم (للمواد الأقل من 2 مم).
(4) الفجوة بين قطع العمل الملحومة:
قبل اللحام النقطي، يجب ألا تتجاوز الفجوة بين قطعتي العمل بشكل عام 0.8 مم.
عندما يتم ثني قطعة العمل ثم لحامها نقطيًا، فإن موضع اللحامات وارتفاعها مهمان للغاية.
إذا لم يتم وضعها بشكل صحيح، فقد يكون اللحام الموضعي غير محاذٍ أو مشوهًا، مما يؤدي إلى حدوث أخطاء أكبر.
(5) التلف السطحي الناجم عن اللحام الموضعي:
تتشكل النتوءات بسهولة عند نقطة اللحام النقطي، والتي تحتاج إلى صقلها ومقاومة الصدأ.
عند الضرورة، يمكن طلاء منطقة اللحام النقطي بالطلاء الفضي. إذا احتاجت منطقة اللحام النقطي إلى الطلاء، يجب صقلها قبل الطلاء.
(6) اللحام الموضعي لألواح الصلب المجلفن:
تشمل ألواح الصلب المجلفن بشكل أساسي الألواح المجلفنة، والألواح المطلية بالرصاص، والألواح المطلية بالألومنيوم، والألواح المطلية بالقصدير، إلخ.
في الإنتاج، يشيع لحام البقعة لألواح الصلب المجلفن والأجزاء المجلفنة.
يقل سمك طبقة الزنك بشكل عام عن 20 ميكرومتر.
بالمقارنة مع اللحام النقطي للصفائح الفولاذية العادية، فإن وجود طلاء الزنك لا يقلل من كثافة التيار في منطقة اللحام فحسب، بل يجعل توزيع المجال الحالي غير مستقر.
تؤدي زيادة التيار أيضًا إلى زيادة تعزيز تكوين سبيكة النحاس والزنك على وجه طرف العمل للقطب الكهربائي، مما يسرع من تآكل القطب الكهربائي وتلف الطلاء.
وفي الوقت نفسه، يتسبب طلاء الزنك منخفض نقطة الانصهار في حدوث تشققات ومسامات أثناء عملية تبلور منطقة الاندماج.
ولذلك، فإن نطاق مواصفات اللحام الموضعي المناسب لألواح الصلب المجلفن ضيق، وتتذبذب قوة الوصلة بشكل كبير، مع ضعف قابلية اللحام.
(7) نطاق معالجة التداخل في اللحام النقطي:
فيما يلي رسم تخطيطي للحام الموضعي بواسطة ماكينة لحام، مع البيانات التي تشير إلى نطاق المعالجة التي قدمتها مجموعة اللحام الموضعي في 16 أكتوبر 2000.
القسم 3: التثقيب بالبثق في الفتحة
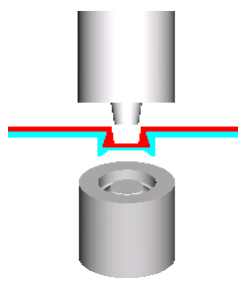
1. التعريف
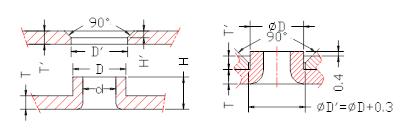
التثبيت بالبثق المثقوب هو عملية تربط بين جزأين، أحدهما بفتحة مثقوبة والآخر بفتحة غاطسة باستخدام قالب تثبيت لتشكيل وصلة لا يمكن فصلها.
المزايا: يوفر التثقيب والتثقيب الغاطس وضعًا متأصلًا للجزأين. ويؤدي التثبيت بالبثق بالثقب إلى قوة وصلة عالية وكفاءة عالية من خلال استخدام أدوات متخصصة.
صحيفة بيانات وصلة البرشام الغاطسة الغاطسة
رقم الصنف الرقم التسلسلي
سُمك المادةT (مم)
ارتفاع حوض الغاطسH (مم)
القطر الخارجي لحوض الغاطس D (مم)
3.0
3.8
4.0
4.8
5.0
6.0
يتوافق مع القطر الداخلي للغاطس d والثقب المثقوب مسبقًا d0
d
d0
d
d0
d
d0
d
d0
d
d0
d
d0
1
0.5
1.2
2.4
1.5
3.2
2.4
3.4
2.6
4.2
3.4
/
/
/
/
2
0.8
2.0
2.3
0.7
3.1
1.8
3.3
2.1
4.1
2.9
4.3
3.2
/
/
3
1.0
2.4
/
/
/
/
3.2
1.8
4.0
2.7
4.2
2.9
5.2
4.0
4
1.2
2.7
/
/
/
/
3.0
1.2
3.8
2.3
4.0
2.5
5.0
3.6
5
1.5
3.2
/
/
/
/
2.8
1.0
3.6
1.7
3.8
2.0
4.8
3.2
ملحوظة: المبدأ العام للتثبيت الغاطس هو H=T+T'+(0.3 ~ 0.4)، D=D'-0.3، وD-d=0.8T. عندما يكون T≧0.8 مم، يكون سمك جدار الغاطسة 0.4T. عندما يكون T <0.8 مم، تكون سماكة جدار الغاطس عادةً 0.3 مم. H' عادةً ما يكون 0.46 ± 0.12.
القسم 4: وصلة السحب البرشامية
1. التصنيف:
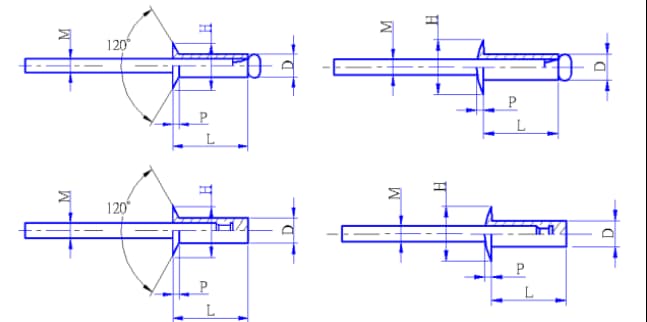
تنقسم مسامير السحب إلى نوعين: الرأس المسطح والرأس المستدير (المعروف أيضًا باسم رأس المظلة).
بالنسبة لمسامير السحب ذات الرأس المسطح، يجب أن يكون الجانب الملامس لرأس البرشام به ثقب غاطس. بالنسبة لمسامير السحب ذات الرأس المستدير، يكون سطح التلامس مسطحًا.
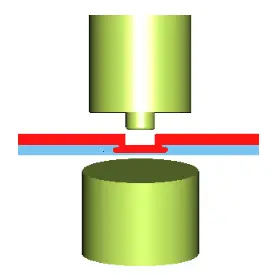
2. التعريف:
سحب مغزل البرشام من خلال الجزأين ذوي الفتحات النافذة باستخدام مسدس البرشام حتى ينكسر، مما يؤدي إلى تمدد الغلاف الخارجي للبرشام ويصبح وصلة غير قابلة للإزالة.
ملاحظة: عادةً ما يكون قطر الثقب النافذ للبرشام في الجزء أكبر من القطر الاسمي D للبرشام بمقدار 0.2 إلى 0.3 مم. يجب أن تكون المسافة من مركز ثقب البرشام إلى الحافة أكبر من ضعف حجم ثقب البرشام للحصول على أفضل قوة تثبيت. إذا كانت المسافة صغيرة جدًا، ستنخفض القوة بشكل كبير.
4. رسم تخطيطي لأشكال البرشام:
ملاحظة:
(1) تُستخدم مسامير السحب ذات الرأس المسطح بشكل أساسي للأسطح ذات المتطلبات الصارمة حيث لا يُسمح بتوصيل مثبتات بارزة. يتم تضمين الرأس المسطح لمسمار السحب في ثقب غاطس على أداة التثبيت بحيث لا يبرز الرأس من السطح.
(2) يمكن مطابقة لون برشام السحب مع قطعة عمل التجميع عن طريق التعتيم أو معالجات أخرى لتلبية متطلبات العملاء. على سبيل المثال، يمكن طلاء رأس برشام السحب للسماح بالتثبيت على قطع العمل المطلية.
5. بالنسبة لمسمار السحب الأكثر استخداماً، 3B010-01
إنه برشام السحب ذو الرأس المسطح المفتوح الرأس المذكور أعلاه. القطر الخارجي D للبرشام D هو 0.125 بوصة، أي 3.175 مم. الثقب الغاطس المقابل هو Φ6.5 × 6.5 × 3.5 × 120 درجة، والثقب العابر المطابق له هو Φ3.4.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل تريد خفض التكاليف وزيادة الأرباح في معالجة الصفائح المعدنية؟ في السوق التنافسي اليوم، يعد الحساب الدقيق للتكاليف أمرًا بالغ الأهمية للبقاء على قيد الحياة. تستكشف هذه المقالة نموذجين رئيسيين - المنتج...
تخيل تحويل تصميم وتصنيع أجزاء الصفائح المعدنية من عملية مرهقة ومعرضة للأخطاء إلى عملية سلسة وفعالة. تتعمق هذه المقالة في الدور القوي لتكنولوجيا التصميم بمساعدة الحاسوب/التصنيع بمساعدة الحاسوب...
تخيل تحويل صفيحة معدنية مسطحة إلى جزء معقد ثلاثي الأبعاد بدقة وكفاءة. ينطوي فن وعلم تصنيع الصفائح المعدنية على سلسلة من العمليات الدقيقة التي تتسم بالدقة...
كيف يضمن المرء بقاء أجزاء الصفائح المعدنية متصلة بإحكام دون لحام أو براغي؟ تستكشف هذه المقالة عملية التثبيت، وهي تقنية مهمة في تصنيع المعادن. سوف تتعرف على...
ماذا لو كان بإمكانك إتقان مهارة تجمع بين الإبداع والدقة؟ يُعد تصنيع الصفائح المعدنية أمرًا ضروريًا في صناعات تتراوح من صناعة السيارات إلى صناعة الطيران. يتعمق دليل المبتدئين هذا في...
هل فكرت يومًا في أهمية الاستقامة في تصنيع الصفائح المعدنية؟ تضمن هذه العملية الحاسمة دقة وجودة المنتج النهائي. في هذه المقالة، سوف نستكشف في هذه المقالة...
يستكشف هذا المقال العالم الرائع لتصنيع الصفائح المعدنية، ويغطي الفولاذ المقاوم للصدأ والألومنيوم وغير ذلك. سوف تتعلم كيف يتم اختيار هذه المواد ولماذا هي ضرورية لكل شيء بدءًا من...
هل تساءلت يومًا كيف يتم ربط أجزاء الصفائح المعدنية معًا لإنشاء هياكل معقدة؟ في هذا المقال، سنستكشف في هذا المقال عالم تقنيات ربط الصفائح المعدنية الرائع. كما...