
حاسبة وزن الأوزميوم (أونلاين ومجاني)
هل تساءلت يومًا ما مدى ثقل الأوزميوم، وهو العنصر الأكثر كثافة في الطبيعة؟ تستكشف هذه المقالة حاسبة وزن الأوزميوم المصممة لمساعدتك على تحديد وزن الأوزميوم بدقة...
ما الذي يجعل الصهر المتخصص أمرًا بالغ الأهمية في الصناعة الحديثة؟ هذه العملية ضرورية لإنتاج الفولاذ عالي الجودة والسبائك المستخدمة في المجالات الصعبة مثل الفضاء والإلكترونيات. تقصر الطرق التقليدية عن تلبية المتطلبات الصارمة لهذه التطبيقات، مما يستلزم تقنيات متقدمة مثل الصهر بالحث الحثي والتعدين بالخبث الكهربائي وإعادة الصهر بالقوس المفرغ. في هذه المقالة، سوف تتعرف على طرق الصهر المتخصصة المختلفة ومزاياها الفريدة، مما يساعدك على فهم دورها المحوري في تصنيع المنتجات المعدنية المتفوقة.

الصهر المتخصص هو طريقة خاصة وفعالة لإنتاج الفولاذ الخاص والسبائك عالية الحرارة والسبائك الدقيقة والفولاذ عالي السبائك.
لقد تم استخدام المواد المعدنية المتمثلة في الفولاذ على نطاق واسع في الاقتصاد الوطني وبناء الدفاع الوطني والمجالات العلمية والتكنولوجية وغيرها.
وقد أدى التقدم السريع في التكنولوجيا الإلكترونية المعاصرة وتكنولوجيا الفضاء والملاحة وتكنولوجيا الطاقة وغيرها من المجالات إلى زيادة المتطلبات المتزايدة لجودة وتنوع الفولاذ والسبائك.
على سبيل المثال، من المطلوب أن يعمل الفولاذ أو السبائك بشكل موثوق في ظل بيئة ذات درجة حرارة عالية وضغط مرتفع وسرعة عالية وحمل ديناميكي وإشعاع مرتفع ووسط شديد التآكل.
ومع ذلك، فإن طرق الصهر التقليدية مثل المحول وفرن الموقد المفتوح والفرن القوسي يصعب أن تلبي المتطلبات الفعلية، ولا يمكنها توفير منتجات بهذه الجودة العالية، مما يتطلب استخدام طرق صهر خاصة.
تشمل طرق الصهر التخصصية الشائعة الصهر بالحث الحثي والتعدين بالخبث الكهربائي, قوس البلازما الصهر، وإعادة الصهر بالقوس الفراغي، وعملية الصهر بالحزمة الإلكترونية.

(1) الذوبان بالتحريض
الصهر بالحث هو طريقة لتسخين المعادن وصهرها باستخدام مبدأ الحث الكهرومغناطيسي.
وفقًا للتردد ، يمكن تقسيمها إلى فرن تردد الطاقة ، وفرن التردد المتوسط ، وفرن التردد العالي ؛ وفقًا للغلاف الجوي والهيكل ، يمكن تصنيفها إلى فرن تحريض الفراغ وفرن تحريض البلازما وأفران أخرى لأغراض مختلفة.
تُستخدم أفران تردد الطاقة بشكل أساسي لصهر الحديد الزهر، وتستخدم الأفران عالية التردد بشكل أساسي في الأبحاث المعملية، بينما تستخدم الأفران متوسطة التردد بشكل أساسي لإنتاج الفولاذ والسبائك عالية الجودة، مع مزايا سرعة الصهر السريعة وكفاءة الإنتاج العالية والقدرة القوية على التكيف والاستخدام المرن وتأثير التحريك الكهرومغناطيسي الجيد والتشغيل المريح لبدء التشغيل.
وفي الوقت الحالي، أصبح الصهر في فرن الحث طريقة مهمة لإنتاج سبائك خاصة مثل الفولاذ الخاص والسبائك الدقيقة وسبائك التسخين الكهربائي والسبائك ذات درجة الحرارة العالية والسبائك المقاومة للتآكل.
(2) التعدين الكهربائي للخبث المعدني
إن تعدين الخبث الكهربائي هو طريقة صهر خاصة تستخدم الحرارة الناتجة عن مقاومة الخبث الناجمة عن التيار المار عبر الخبث السائل لتسخين المعدن وصقله.
ويتمثل جوهرها في إعادة صهر الخبث الكهربائي (ESR)، والذي يهدف إلى زيادة تنقية الصلب والسبائك وتحسين البنية البلورية للسبائك على أساس التكرير الأولي، وبالتالي الحصول على منتجات معدنية عالية الجودة.
إعادة الصهر الكهربائي مناسب لإنتاج المطروقات المتوسطة والكبيرة. المنتج بعد إعادة الصهر يحتوي على نسبة منخفضة من الفوسفور والكبريت، ومنخفضة غير معدنية شوائب وبنية كثيفة للسبيكة المعاد صهرها وصبها دون انكماش، مما يحسن بشكل كبير من جودة المنتج، بالإضافة إلى خواصه الميكانيكية وأداء المعالجة وقابلية الاستخدام.
(3) الصهر بالقوس الهوائي
يمكن للصهر بالقوس التفريغي أن يشكل حالة انصهار منخفضة الأكسجين ودرجة حرارة عالية، لذلك تم استخدامه في وقت مبكر من القرن الماضي لصهر المعادن الحرارية أو القابلة للأكسدة مثل البلاتين والتنتالوم والتنغستن.
مع تطور الصناعة الميكانيكية، تم تطبيق طريقة إعادة الصهر بالقوس الكهربائي القابل للاستهلاك بالتفريغ بنجاح في إنتاج التيتانيوم وسبائكه والسبائك الدقيقة والسبائك عالية الحرارة والمعادن المقاومة للحرارة.
وقد تطورت طريقة الصهر هذه بسرعة في الأربعينيات والخمسينيات من القرن العشرين، مع تزايد القدرات الكبيرة. وحتى الآن، في مجال الصهر المتخصص، لا يزال الصهر بالقوس التفريغي أحد الطرق الرئيسية لإعادة الصهر والتكرير.
(4) الذوبان بالحزمة الإلكترونية
إعادة الصهر بالشعاع الإلكتروني (EBM) هي طريقة صهر تستخدم مدفع إلكتروني لإصدار أشعة إلكترونية عالية السرعة كمصدر حراري لصهر المعادن في ظروف تفريغ عالية.
وقد بدأ بصهر المعادن الحرارية (التنتالوم والنيوبيوم والهافنيوم والتنغستن والموليبدينوم وغيرها) وتوسعت الآن لتشمل إنتاج مواد أشباه الموصلات والسبائك المغناطيسية عالية الأداء وبعض أنواع الفولاذ الخاص مثل تحمل الصلبوالفولاذ المقاوم للصدأ المقاوم للصدأ المقاوم للتآكل، والحديد النقي منخفض الكربون للغاية.
وبالإضافة إلى ذلك، يمكن أيضًا استخدام أفران إعادة الصهر بالحزمة الإلكترونية لصهر بعض السبائك المقاومة للحرارة، وخاصة السبائك المحتوية على التنجستن والموليبدينوم مع النيوبيوم أو التنتالوم كمكون رئيسي.
(5) الصهر بقوس البلازما
الصهر بالبلازما هو طريقة صهر جديدة تستخدم قوس البلازما كمصدر للحرارة لصهر المعادن وصقلها وإعادة صهرها.
وتتمثل المزايا المحتملة لاستخدام قوس البلازما كمصدر للحرارة المعدنية في: الطاقة المركزة، ودرجة الحرارة العالية (5000-300000 كلفن)، ومعدل التدفق الأيوني السريع (100-500 م/ث)، والتسخين السريع والتفاعل السريع، إلخ. الغاز في حالة تأين الغاز، ونشاط التفاعل قوي.
يمكن اختيار الغاز وفقًا للاحتياجات، مثل استخدام الغازات المختزلة (الهيدروجين وأول أكسيد الكربون والألكانات والألكينات، إلخ) لتقليل الشحنة أو تنقيتها مباشرة، ويمكن أيضًا إزالة الأكسدة لجعل السبائك خالية من نواتج إزالة الأكسدة المتبقية.
تحت تأثير قوس البلازما ذات درجة الحرارة العالية، يسهل تطاير الشوائب مثل S، P، Pb، Pb، Bi، Sn، و As. يمكن أن تذوب المواد المعدنية وكذلك إذابة المواد غير المعدنية.

الصهر الخاص هو طريقة خاصة وفعالة لإنتاج السبائك المتقدمة مثل الفولاذ الخاص والسبائك عالية الحرارة والسبائك الدقيقة والصلب عالي السبائك والمعادن الحرارية والسبائك المقاومة للحرارة, تيتانيوم وسبائك التيتانيوم، وسبائك التسخين الكهربائي، إلخ.
(1) سبيكة الدقة، وهي نوع من المعادن والسبائك ذات الخصائص الفيزيائية الخاصة، وتستخدم بشكل رئيسي لتصنيع مواد مهمة مثل الأدوات الدقيقة وأجهزة التحكم والقياس عن بعد والأجهزة الكهربائية والملحقات والأجهزة الإلكترونية في مجال الطيران، وكذلك أجهزة الاستشعار ومحولات الطاقة في أنظمة الأسلحة، استنادًا إلى خصائصها الفيزيائية وليس إلى مكوناتها الهيكلية.
في الصين، يُستخدم الحرف "J" قبل الرقم للإشارة إلى فئة السبيكة؛ على سبيل المثال، يمثل الحرف "1J" سبيكة مغناطيسية ناعمة، ويمثل الحرف "2J" سبيكة مغناطيسية دائمة، ويمثل الحرف "3J" سبيكة مرنة، ويمثل الحرف "4J" سبيكة تمدد حراري، ويمثل الحرف "5J" سبيكة ثنائية المعدن الحراري، ويمثل الحرف "6J" سبيكة مقاومة.
(2) السبائك ذات درجة الحرارة العالية (سبيكة مقاومة للحرارة العالية أو سبيكة فائقة مقاومة للحرارة) هي مادة معدنية لتوربينات غاز الطيران وتوربينات غاز السفن ومحركات الصواريخ. ويتميز بمقاومة أعلى للتشوه الزاحف والكسر الزاحف، بالإضافة إلى مقاومة التآكل والصدمات الحرارية.
(1) التحكم في المكونات:
بالإضافة إلى التحكم في C، وMn، وS، وS، وP، وS، والتي يتم التحكم فيها عادةً في إنتاج الصلب، يشمل التحكم في المكونات أيضًا التحكم في عناصر السبائك مثل Cr وNi وNi وMu وW وNb وV وAl وTi والعناصر النزرة B وC وCe وLa وZr وMg وCa وHf وY وSm. تعتمد إمكانية التحكم في التركيب على النحو الأمثل إلى حد كبير على عملية الصهر.
(2) الطهارة:
تشير درجة نقاء الفولاذ والسبائك إلى كمية الشوائب الضارة والمحتوى الغازي الضار، بما في ذلك الجوانب التالية بشكل أساسي
1. الشوائب غير المعدنية
تشير الشوائب اللافلزية عادةً إلى S، P، وC، وC، وC، وB، وI، إلخ. درجات الصلب المختلفة لها متطلبات مختلفة لمحتوى S وP.
على سبيل المثال، بالنسبة للصلب العادي، w(S)≤0.055%، w(P)≤0.045%؛ بالنسبة للصلب عالي الجودة، w(S)≤0.045%، w(P)≤0.040%؛ بالنسبة سبائك الصلبفإن كلاً من S وP أقل من 0.04%؛ أما بالنسبة للصلب المتقدم عالي الجودة، فإن w(S)≤0.030%، وw(P)≤0.035%؛ بينما بالنسبة لبعض السبائك عالية الحرارة، فإن w(S)≤0.030%.
بالنسبة لـ Ce وBr وI وما إلى ذلك، تنص بعض المعايير الفنية على أن تكون أقل من 0.0025%.
2. الغاز
بشكل عام، كلما انخفض محتوى الأكسجين والهيدروجين و النيتروجين في الصلب والسبائك، كلما كان أداؤها أفضل.
3. شوائب غير معدنية
لا يرتبط تأثير الشوائب اللافلزية على أداء الصلب والسبائك بكميتها فحسب، بل يرتبط أيضًا بنوعها وحجمها وشكلها وتوزيعها.
ولذلك، يعد محتوى الشوائب غير المعدنية وحالة توزيعها أحد المؤشرات المهمة لتقييم جودة الفولاذ والسبائك، ويستخدم الفحص التقليدي طريقة مقارنة الدرجات القياسية.
4. الشوائب المعدنية
تشير الشوائب المعدنية بشكل رئيسي إلى شوائب الروبيان وPb وSn وAs وSb وBi وغيرها من شوائب العناصر النزرة في الصلب والسبائك. يؤثر محتوى الشوائب المعدنية تأثيرًا كبيرًا على أداء الصلب والسبائك.
5. هيكل المصبوب
للهيكل المصبوب للسبائك الفولاذية والسبائك تأثير مهم على اللدونة أثناء التشغيل الساخن للسبائك و الخواص الميكانيكية للصلب.
يجب أن يتوفر في هيكل الصب للمنتجات المعدنية الجيدة الشروط التالية: المواصفات تفي بالمتطلبات؛ جودة السطح جيدة؛ الانكماش صغير؛ السبيكة كثيفة؛ التركيب والهيكل التنظيمي موحد، ودرجة الفصل صغيرة؛ التركيب البلوري جيد.
(1) يؤثر التحكم في المكونات على أداء الفولاذ والسبائك.
تتسم طرق الصهر المختلفة بدرجات مختلفة من التحكم في المكونات، حيث تكون أفران القوس الهوائي أفضل في التحكم في العناصر القابلة للأكسدة بسهولة، بينما تكون إعادة الصهر بالخبث الكهربائي أقل فقدانًا للعناصر المتطايرة.
(2) يؤثر النقاء على أداء الفولاذ والسبائك.
يتميز الصهر بالتفريغ بانخفاض الشوائب المعدنية الضارة ومحتوى الأكسجين، كما أن إعادة الصهر الكهربائي لديه قدرة جيدة على إزالة الكبريت وإزالة شوائب الأكسيد.
(3) يؤثر التحكم في البنية المجهرية على أداء الفولاذ والسبائك.
تتميز سبائك إعادة الصهر بالخبث الكهربائي بتطور محور بلوري عمودي وانفصال مسامية منخفضة.
2.1.1.1 مبدأ عمل الفرن الحثي
جميع أنواع الأفران الحثية، بغض النظر عما إذا كانت أفران الحث سواء كانت ذات قلب أو بدون قلب، وكذلك سواء كانت تعمل بتردد منخفض أو تردد متوسط أو تردد عالٍ، فإن دائرتها الأساسية تتكون من مصدر طاقة متغير ومكثفات وملف حث ومواد فرن الحث ومواد الفرن المعدني في البوتقة (الشكل 2-1).

(1) مبدأ التسخين بالحث الحثي
يعتمد مبدأ التسخين بالحث على القانونين الأساسيين التاليين للكهرباء: أولاً، قانون فاراداي للحث الكهرومغناطيسي.
هـ = ب-ل-ف-ج-ج-س ∠ ∠ (ف-ب-ب) (2-1)
حيث L هو طول السلك في المجال المغناطيسي;
(v-B) هي الزاوية المحصورة بين اتجاه قوة الحث المغناطيسي واتجاه السرعة.
القانون الأساسي الآخر هو قانون جول-لينز. يُعرف هذا القانون أيضًا بمبدأ التأثير الحراري الكهربائي. ويمكن التعبير عن قانون جول-لينز في صورة المعادلة (2-3):
Q = I 2 ر ر (2-2)
حيث Q هي حرارة جول-لينز، بوحدة J؛ I هي شدة التيار، بوحدة A;
R هي مقاومة الموصل، بوحدة Ω؛ t هي الزمن الذي يتم فيه تنشيط الموصل، بوحدة s.
عندما يتدفق تيار متردد بتردد f عبر ملف الحث في فرن الحث بدون قلب، يتولد مجال مغناطيسي متردد في الفضاء المحيط بملف الحث ومحيطه.
تتغير قطبية الحث المغناطيسي وقوة الحث المغناطيسي وتردد المجال المغناطيسي المتردد مع التيار المتردد الذي يولد هذا المجال المغناطيسي المتردد. إذا كانت البوتقة مبطنة بملف الحث ومملوءة بمواد الفرن المعدنية، فإن جزءًا من خطوط المجال المغناطيسي للمجال المغناطيسي المتردد سيمر عبر مواد الفرن المعدنية.
ويعادل تناوب خطوط المجال المغناطيسي الحركة النسبية لخطوط المجال المغناطيسي للقطع بين مواد الفرن المعدني وخطوط المجال المغناطيسي.
ولذلك، ستتولد قوة دافعة كهربية مستحثة (E) في مواد الفرن المعدني، ويمكن تحديد مقدارها بالمعادلة التالية:
E = 4.44 Ф- و - ن (2-3)
حيث Ф هو التدفق المغناطيسي للمجال المغناطيسي المتردد في ملف الحث بوحدة Wb;
f هو تردد التيار المتردد، بوحدة هرتز;
n هو عدد لفات الحلقة المكونة من مواد الفرن، وعادةً ما يكون n=1;
من المعادلة أعلاه، يمكن ملاحظة أنه لتوليد جهد مستحث أكبر في مواد الفرن، يمكن نظريًا زيادة التدفق المغناطيسي والتردد وعدد اللفات.
ومع ذلك، نظرًا لأن خطوط المجال المغناطيسي المتولدة بعد تنشيط ملف الحث تضطر إلى المرور عبر الهواء (في حالة فرن الحث بدون قلب)، والهواء له ممانعة مغناطيسية عالية، فإن التدفق المغناطيسي صغير نسبيًا، مما يجعل من الصعب زيادة التدفق المغناطيسي، وعدد لفات مواد الفرن يساوي l بشكل عام.
لذلك، من أجل زيادة الجهد المستحث، من الأفضل استخدام طريقة زيادة التردد.
نظرًا لأن مواد الفرن المعدني نفسها تشكل حلقة مغلقة t، فإن التيار المستحث (I) المتولد في مواد الفرن المعدني:

حيث R هي المقاومة الفعالة لمادة الفرن المعدني، بوحدة Ω;
يعتمد معدل تسخين مادة الفرن على التيار المستحث والمقاومة الفعالة لمادة الفرن وزمن التنشيط. ويعتمد التيار المستحث على حجم القوة الدافعة الكهربائية المستحثة، أي حجم التدفق المغناطيسي الذي يمر عبر مادة الفرن وتردد التيار المتردد المتدفق عبرها. ويعتمد حجم التيار المستحث على حجم كتلة مادة الفرن.
(2) التحريك الكهرومغناطيسي
عندما يتدفق تيار مستحث عبر مادة الفرن، فإنه سيتعرض حتمًا لقوى كهرومغناطيسية، مما يتسبب في حركة اتجاهية لمادة الفرن المعدني؛ أي تأثير "التحريك الكهرومغناطيسي". وتتمثل فوائده فيما يلي:
1) درجة حرارة موحدة للسائل المعدني.
2) تجانس السائل المعدني.
3) تحسين الظروف الحركية للتفاعلات الفيزيائية والكيميائية.
2.1.2 معدات عمل فرن الحث الحثي
يمكن تقسيم أفران الحث إلى نوعين: أفران الحث بدون قلب وأفران الحث بالقلب، ونادراً ما يستخدم النوع الأخير في صناعة الصلب ولن يتم مناقشته هنا. أما بالنسبة لأفران الحث بدون قلب، فيمكن تصنيفها عمومًا إلى ثلاثة أنواع وفقًا لتردد الطاقة: الفرن ذو التردد الخطي (بتردد 50 أو 60 هرتز) الذي يتم توصيله مباشرة بشبكة الطاقة من خلال محول ويستخدم بشكل أساسي لصهر الحديد الزهر؛ والفرن عالي التردد (بتردد يتراوح بين 10 كيلو هرتز و300 كيلو هرتز) الذي يستخدم مذبذب أنبوبي إلكتروني عالي التردد ويستخدم بشكل أساسي في الأبحاث المختبرية الصغيرة؛ والفرن متوسط التردد (بتردد يتراوح بين 150 هرتز و10000 هرتز) الذي يستخدم مجموعة مولدات متوسطة التردد أو ثلاثية التردد أو ثايرستور ثابت محول التردد.
تتضمن المجموعة الكاملة من المعدات الخاصة بأفران الحث متوسطة التردد ما يلي: جزء إمداد الطاقة والتحكم الكهربائي، وجسم الفرن، وجهاز النقل، ونظام تبريد المياه.

(1) التسخين بالحث الكهرومغناطيسي. نظرًا لأن طريقة التسخين مختلفة، فإن أفران الحث لا تتطلب أقطابًا من الجرافيت اللازمة لتسخين القوس الكهربائي، ولا مناطق التسخين الزائد الموضعي تحت القوس، وبالتالي القضاء على إمكانية زيادة الكربون في القطب الكهربائي. يمكن لأفران الحث أن تصهر الفولاذ والسبائك منخفضة الكربون التي يصعب صهرها في أفران القوس الكهربائي، مما يخلق ظروفًا مواتية لإنتاج منتجات ذات محتوى منخفض من الغاز.
(2) يوجد مستوى معين من التحريك الكهرومغناطيسي في الحوض المنصهر. ويعزز التحريك المعدني الناجم عن الحث الكهرومغناطيسي التركيب الموحد ودرجة الحرارة، وتماسك التضمين والنمو والطفو في الفولاذ. يكون فقدان عناصر السبيكة أثناء عملية صهر فرن الحث صغيرًا نسبيًا، وبالتالي فإن التركيب المتوقع يكون أكثر دقة، مما يساعد على التحكم في المكونات ويقصر وقت الصهر.
(3) نسبة مساحة سطح الحوض المنصهر صغيرة. وهذا مفيد لتقليل فقدان العناصر التي تتأكسد بسهولة في المعدن المنصهر وتقليل امتصاص الغاز. ولذلك، أوجدت أفران الحث ظروفًا مواتية نسبيًا لصهر الفولاذ والسبائك عالية السبائك، وخاصة تلك التي تحتوي على التيتانيوم أو الألومنيوم أو البورون. ومع ذلك، فهي عرضة لتكوين سيولة ضعيفة، وقوة تفاعل منخفضة، وهو ما لا يفضي إلى التفاعل المعدني في واجهة الخبث والصلب. ولهذا السبب، فإن متطلبات المواد الخام في صهر الأفران الحثية صارمة نسبيًا.
(4) تعديل مريح لطاقة الإدخال. أثناء عملية صهر الفرن الحثي، يمكن تعديل طاقة الإدخال بسهولة. لذلك، يمكن التحكم في درجة حرارة انصهار الحوض المنصهر بشكل أكثر دقة، ويمكن عزل الفرن، ويمكن إنتاج الفولاذ عدة مرات، مما يخلق ظروفًا لصهر المنتجات ذات التركيبات المختلفة في دفعة واحدة.
(5) يمكن لمصدر الطاقة نفسه إمداد الطاقة لعدة أفران ذات سعة مختلفة (ولكن ليس في نفس الوقت)، وبالتالي فإن مرونة أفران الحث أكبر من أفران القوس الكهربائي من حيث قدرة الصهر.
(6) الكفاءة الحرارية العالية. تؤدي طريقة التسخين في أفران الحث ومساحة السطح الصغيرة إلى تبديد حرارة أقل، وبالتالي فإن الكفاءة الحرارية لأفران الحث أعلى من أفران القوس الكهربائي. ومع ذلك ، فإن الكفاءة الكهربائية لأفران الحث أقل من أفران القوس الكهربائي ، وبالتالي فإن الكفاءة الإجمالية لنوعي الأفران الكهربائية متشابهة.
(7) دخان أقل وتلوث بيئي صغير. عند الصهر في أفران الحث، لا يوجد أساسًا أي لهب أو نواتج احتراق.
(8) تستهلك مواد حرارية أكثر من أفران القوس الكهربائي ولها عمر بوتقة أقصر. متطلبات المواد المقاومة للحرارة في البوتقة عالية، وبالتالي فإن تكلفة المواد المقاومة للحرارة لكل طن من الفولاذ أعلى أيضًا من أفران القوس الكهربائي.
2.3.1 أكسدة وإزالة أكسدة العناصر
يوجد الأكسجين في حالتين في الصلب المنصهر. أحدهما هو الأكسجين المذاب، ويمثله [O]، وتزداد قابليته للذوبان مع زيادة درجة الحرارة. والأخرى هي الأكسجين الموجود في شكل تضمين في الصلب المنصهر. عندما تكون العناصر المزيلة للأكسدة موجودة في الصلب المنصهر، يتحد الأكسجين المذاب في الصلب المنصهر معها لتكوين شوائب الأكسيد. وتشمل مصادر الأكسجين في الصلب المنصهر بشكل أساسي غزو الأكسجين من الغلاف الجوي أثناء الصهر والصب والأكسجين الذي يتم جلبه مع المواد الخام والأكسجين الذي يدخل من المواد المقاومة للحرارة.
(1) القدرة على إزالة الأكسدة من العناصر
تُسمى درجة صعوبة أكسدة العناصر المختلفة بحالة الأكسدة، وتُعرف أيضًا باسم القدرة على إزالة الأكسدة. وهي تشير إلى محتوى الأكسجين المتبقي الذائب في الصلب في حالة توازن مع تركيز معين من العناصر المزيلة للأكسدة عند درجة حرارة وضغط معينين. كلما انخفض محتوى الأكسجين، زادت قدرة هذا العنصر على إزالة الأكسدة. الصيغة العامة لتفاعل إزالة الأكسدة لعنصر ما هي:
س[م]+ ص[و]= مxOy (2-5)
إذا كانت أكاسيد الفلزات تعتبر مواد نقية غير قابلة للذوبان في الصلب المنصهر ومحتوى عناصر معدنية والأكسجين منخفض في الفولاذ المصهور، إذن لدينا

في الصيغة، أMxOy يمثل نشاط الأكسيد الناتج عن إزالة أكسدة العنصر، أ[M] يمثل نشاط عنصر إزالة الأكسدة في الصلب، و[O] يمثل نشاط الأكسجين في الصلب. عندما يكون ناتج إزالة الأكسدة أكسيدًا نقيًّا أو في حالة مشبعة، فإنMxOy يساوي 1. عندما تكون fM=1 أو f0=1 أو fMx.f0y= ثابت، فإن

افترض أن KM = 1/ك. إذن، KM = [%M] x. [%TO] y (2-8).
يمكن استخدام مقدار KM لتحديد قدرة العنصر على إزالة الأكسدة. كلما كانت قيمة KM أصغر، كانت قدرة العنصر على إزالة الأكسدة أقوى. يقدم الشكل 2-7 والجدول 2-8 مقارنة لقدرات العناصر على إزالة الأكسدة في الحديد المنصهر والنيكل عند درجة حرارة 1600 ℃. وبوجه عام، في الحديد المنصهر عند درجة حرارة 1600 ℃، يكون ترتيب القدرة على إزالة الأكسدة من الأقوى إلى الأضعف هو Ba → Ca → Ce → Ce → La → Mg → Zr → Al → Ti → B → Si → Mn → W → Fe.
(2) تأثيرات إزالة الأكسدة والعوامل المؤثرة للعناصر
1. تقارب العناصر للأكسجين: كلما كان تقارب العنصر إلى الأكسجين أقوى، زادت قدرته على إزالة الأكسدة، وهو ما يكون أكثر فائدة لتحسين تأثير إزالة الأكسدة.
2. الخصائص الفيزيائية للعناصر المزيلة للأكسدة: وتشمل درجة الانصهار، والجاذبية النوعية، ودرجة الغليان (ضغط البخار)، والذوبان في سائل الصلب.
3. الخصائص الفيزيائية لنواتج إزالة الأكسدة: إن نقطة الانصهار، والجاذبية النوعية، والتوتر البيني للسائل الفولاذي، والقدرة على تكوين أكاسيد سائلة مركبة ذات نقطة انصهار منخفضة مع أكاسيد ذات نقطة انصهار عالية، وكذلك قابلية الذوبان في السائل الفولاذي، كلها لها تأثير كبير على تأثير إزالة الأكسدة.
(3) خصائص العناصر المزيلة للأكسدة ومزيلات الأكسدة المركبة:
1. إزالة أكسدة الألومنيوم وإزالة الأكسدة المتزامنة مع الألومنيوم أو المنجنيز أو السيليكون والمنجنيز: يُعد الألومنيوم مزيل أكسدة قوي مع تقارب عالٍ للأكسجين، ولكن قدرته على إزالة الأكسدة أقل من قدرة الكالسيوم والمغنيسيوم والباريوم والعناصر الأرضية النادرة، وأعلى من قدرة السيليكون والمنجنيز والتيتانيوم والعناصر الأخرى.
2. خصائص الكالسيوم وسبائك الكالسيوم لإزالة الأكسدة: يعتبر الكالسيوم مزيل أكسدة قوي للغاية وهو أيضًا عنصر فعال للغاية لإزالة الكبريت. ومع ذلك، ونظرًا لانخفاض درجة غليانه (1484 درجة مئوية)، فإنه يوجد في حالة بخار في الحديد المنصهر، مما يقلل من فعاليته. وبالإضافة إلى ذلك، فإن قابلية ذوبان الكالسيوم في الحديد المنصهر منخفضة للغاية، مما يؤثر على تأثيرات إزالة الأكسدة ونزع الكبريت، وبالتالي يقلل من كفاءة استخدامه.
2.3.2 نزع الأكسدة بالانتشار ونزع الأكسدة بالترسيب
(1) نزع الأكسدة بالانتشار
مبدأ إزالة الأكسدة بالانتشار: وفقًا لقانون توزيع الطاقة، أثناء عملية إزالة الأكسدة بالانتشار، يمكن أن يذوب الأكسجين في نفس الوقت في كل من الخبث وسائل الصلب. عند درجة حرارة معينة، توجد علاقة التوازن التالية:
(FeO) = Fe(l) + [O] (2-9)
وفي هذا الوقت، يجب أن تكون نسبة تركيز الأكسجين بين الخبث وسائل الصلب ثابتة، أي

العوامل المؤثرة على إزالة الأكسدة بالانتشار:
أ) تأثير درجة الحرارة على كفاءة إزالة الأكسدة بالانتشار. إن تأثير درجة الحرارة على أقصى محتوى أكسجين مشبع في الحديد المصهور ذو شقين، ويعبر عن العلاقة بالمعادلة التالية: لوغاريتم [%O] المشبع = -6320/T + 2.734 (2-11).
ب) تأثير ظروف تلامس خبث الصلب.
ج) تأثير تركيبة الخبث.
(2) إزالة الأكسدة بالترسيب:
مبدأ إزالة الأكسدة بالترسيب: يشير مصطلح إزالة الأكسدة بالترسيب إلى إضافة عناصر إلى الصلب المنصهر ذات تقارب أكسجين أكبر من الحديد، بهدف التفاعل مع الأكسجين المذاب لتكوين أكسيد غير قابل للذوبان في الصلب المنصهر. ثم يتم إزالة الأكسيد من الفولاذ المنصهر عن طريق الطفو، مما يقلل من محتوى الأكسجين في الفولاذ المنصهر.
أنواع ونطاق استخدام مزيلات الأكسدة بالترسيب: تشمل مزيلات الأكسدة بالترسيب شائعة الاستخدام بشكل أساسي مزيلات الأكسدة المعدنية النقية ومزيلات الأكسدة القائمة على النيكل ومزيلات الأكسدة القائمة على الألومنيوم ومزيلات الأكسدة القائمة على السيليكون والمنغنيز ومزيلات الأكسدة القائمة على السيليكون والكالسيوم. وباستخدام مزيلات الأكسدة المركبة التي تحتوي على عناصر قوية لإزالة الأكسدة مثل الكالسيوم والباريوم والمغنيسيوم لتقليل المحتوى الكلي للأكسجين، يمكن الحصول على سائل فولاذي بمحتوى أكسجين كلي ≤0.003%. ولا يمكن الحصول على فولاذ عالي النقاء إلا من خلال الاستخدام المشترك لمزيلات الأكسدة المختلفة.
2.3.3.3 إزالة الكبريت من السبائك
تنطوي عملية إزالة الكبريت من السبائك بشكل أساسي على تحويل الكبريت المذاب في الحديد المنصهر إلى مركب عالي نقطة الانصهار (مثل CaS أو MgS أو CeS) أو أكسيد الكبريتيد. إن قابلية ذوبان هذه الكبريتيدات في الحديد المنصهر أقل بكثير من قابلية كبريتيد الحديد، مما يضمن إزالة الكبريت أو تشتيته من الصلب. وتتمثل الطرق الرئيسية لإزالة الكبريت في استخدام عوامل التكرير أو تفاعل الخبث.
(1) نزع الكبريت من عامل التكرير
يتمثل المبدأ الأساسي لإزالة الكبريتيد من عامل التكرير في استخدام مواد ذات تقارب عالٍ للكبريت لتكوين الكبريتيدات. تكون هذه الكبريتيدات غير قابلة للذوبان أو ذات قابلية ذوبان منخفضة للغاية في الحديد المنصهر ولها كثافة أقل من سائل السبيكة. يمكن قياس التقارب النسبي للعناصر المختلفة للكبريت من خلال تغير الطاقة الحرة القياسية لكل عنصر يتفاعل مع مول واحد من الكبريت. عند نفس درجة الحرارة، كلما كانت قيمة الطاقة الحرة المعيارية أصغر، زاد التقارب بين العنصر والكبريت. تتناقص الألفة النسبية للعناصر المختلفة للكبريت بالترتيب: La، Ca، Ca، Ba، Mg، Mn، Fe.
(2) إزالة الكبريت من تفاعل الخبث
لا يمكن إجراء إزالة الكبريت من تفاعل الخبث إلا في فرن الحث القلوي. يمكن تقسيم عملية إزالة الكبريت إلى الخطوات الثلاث التالية:
1. تنتشر أيونات الكبريت في سائل المعدن إلى السطح البيني للخبث، وتنتشر أيونات الأكسجين في الخبث إلى السطح البيني للخبث والصلب;
2. يحدث التفاعل التالي عند السطح البيني للخبث: [s] + (o2-) = (s2-) + [o] (2-12)
3. تنتشر ذرات الكبريت المتولدة في الخبث، وتنتشر ذرات الأكسجين المتولدة في الصلب. ومن الناحية التجريبية، يتم تحديد معدل تفاعل إزالة الكبريت من خلال انتشار أيونات الكبريت في الخبث. ثابت التوازن K الموضح في المعادلة 2-12 هو ثابت يختلف مع درجة الحرارة. وعادةً ما يتم التعبير عن قدرة إزالة الكبريت في الخبث بمعامل التوزيع Ls، وهو

NO2- يمثل قلوية الخبث، وتكون القلوية الأعلى أكثر ملاءمة لإزالة الكبريت. ومع ذلك، عندما تكون القلوية عالية جدًا، قد يكون معدل إزالة الكبريت محدودًا بسبب زيادة درجة انصهار الخبث ولزوجته، وهو ما لا يساعد على إزالة الكبريت. عندما يكون محتوى الأكسجين في ذوبان المعدن منخفضًا، يكون محتوى أكسيد الحديد في الخبث منخفضًا أيضًا، وهو أمر مواتٍ لإزالة الكبريت. وقد أظهرت التجارب أن هناك علاقة بين محتوى التوازن من الكبريت والأكسجين في الحديد المنصهر النقي عند درجة حرارة 1600 ℃: [S]/[O] = 4. تعد زيادة درجة الحرارة مواتية لإزالة الكبريت، ليس فقط لأنها تزيد من Ls ولكن أيضًا لأنها يمكن أن تحسن قابلية تدفق خبث الصلب.
2.3.4 إزالة الشوائب غير المعدنية
إن وجود عدد كبير من المواد غير المعدنية شوائب في الفولاذ يمكن أن تدمر استمرارية مصفوفة الفولاذ، وتضعف القوى بين الذرات، وتعزز تركيز الإجهاد، وتؤدي إلى تكوين الشقوق. كما أنها تؤدي إلى تدهور الخواص الميكانيكية للصلب بشكل خطير، وخاصةً تقليل اللدونة وصلابة الصدمات وأداء التعب، وحتى بعض الخواص الفيزيائية أثناء المعالجة الباردة والساخنة للسبائك. لا يرتبط هذا التأثير بمحتواها فحسب، بل يرتبط أيضًا بشكلها وحجمها.
كما أن الهيدروجين والنيتروجين المتبقيين في السبائك، بالإضافة إلى تكوين الهيدريدات والنتريدات، عرضة للتسبب في ظواهر مثل البقع البيضاء, تقصف الهيدروجينوالشيخوخة. يمكن أن تشكل [H] و[N] المترسبة في شكل غازات مسام في سبيكة الصلبويمكن أن تسبب عيوبًا بسهولة مثل الفقاعات تحت الجلد أثناء درفلة الشريط. تستخدم أفران الحث الجوي طرقًا عائمة لإزالة الشوائب. عندما تكون كثافة الشوائب غير المعدنية أقل من كثافة المعدن المنصهر، تطفو الشوائب إلى واجهة المعدن المنصهر والخبث تحت تأثير الطفو ويتم امتصاصها بواسطة الخبث.
يمكن حساب السرعة الصاعدة للشوائب باستخدام قانون ستوكس.
متطلبات المواد الخام: يجب أن يكون التركيب الكيميائي للمواد المدخلة دقيقًا؛ يجب أن تكون المواد المعدنية نظيفة وجافة وخالية من الزيوت والصدأ؛ يجب أن يكون حجم الكتلة مناسبًا؛ يجب تخزين جميع المواد في بيئة جافة.
أنواع المواد الخام: مواد الصلب: الحديد الخام، والحديد النقي الصناعي، وخردة الصلب، والمواد المرتجعة. مواد السبائك: W، Mo، Mo، Nb وسبائكها الحديدية؛ Ni Cr، Co وسبائكها؛ Si، Mn وسبائكها؛ V، B وسبائكها؛ Al، Ti وسبائكها؛ المعادن الأرضية النادرة وسبائكها؛ إضافات خاصة. مواد صنع الخبث: الجير والفلوريت وشظايا الطوب الطيني.
حساب المكونات:
استنادًا إلى تركيبة الشحنة والتركيب المستهدف للمنتج المصهور، احسب وزن كل نوع من المواد الخام التي ستتم إضافتها إلى الفرن.
نظرًا لأن فرن الحث يركز بشكل أساسي على عمليات الصهر والتسخين، فإن متطلبات حساب المكونات أكثر دقة. ويلزم وجود طرق حساب دقيقة لحساب معدل استرداد عناصر السبائك.

2.5.1 تصنيف ومتطلبات جودة بوتقات الأفران الحثية
(1) تصنيف البوتقات:
يمكن تصنيف بوتقات أفران الحث إلى ثلاثة أنواع بناءً على موادها: القلوية والحمضية والمتعادلة. والمواد الرابطة الأكثر استخدامًا هي حمض البوريك.
ويشمل دور حمض البوريك في إنتاج البوتقات الحمضية (رمل السيليكا) أو القلوية (المغنيسيا):
a. خفض درجة حرارة التلبيد.
b. تعزيز تكوين الإسبنيل.
c. تقليل معدل التغير في حجم البوتقة.
يمكن تصنيف البوتقات أيضًا بناءً على طرق تصنيعها: البوتقات مسبقة الصب، والبوتقات المشكلة في الموقع، والبوتقات المبطنة بالطوب الحراري.
(2) متطلبات الجودة للبوتقات
تشمل المتطلبات الرئيسية للمواد الحرارية للبوتقات ما يلي:
انكسار عالي وقوة هيكلية عالية في درجات الحرارة العالية.
مقاومة جيدة للتسخين/التبريد السريع.
مقاومة جيدة للتآكل الخبث.
موصلية حرارية منخفضة قدر الإمكان.
أداء عزل جيد.
لا تلوث، وغير ضار، ومنخفض التقلب، ومقاومة قوية للترطيب، وتكلفة منخفضة.
2.5.2 تحضير البوتقات
(1) نسبة حجم الجسيمات:
يمكن أن تحقق نسبة معقولة من حجم الجسيمات أفضل كثافة حجم لضمان أن البوتقة لديها الحد الأدنى من المسامية، وعادة ما تكون حول 20%. يعتمد النطاق الخشن والمتوسط والناعم لأحجام جسيمات الرمل على سعة الفرن.
نسبة حجم الجسيمات لبوتقات المغنيسيا بنفس السعة
| سعة البوتقة/كجم | نسبة حجم الجسيمات/% | ||||
| 4-6 مم | 2-4 مم | 1-2 مم | 0.5-1 مم | <0.5 مم | |
| 1300 | 15 | 30 | 25 | 20 | 10 |
| 430 | 50 | 10 | 40 | ||
| 200 | 25 | 30 | 10 | 35 | |
| 10 | 15 | 15 | 55 | 15 | |
(2) طرق التشكيل
هناك طريقتان رئيسيتان لتشكيل بوتقة فرن الحث: التشكيل الخارجي والتشكيل الداخلي. ووفقًا لاختلاف المجلدات، يمكن تقسيم طريقة التشكيل الداخلي إلى تشكيل رطب وتشكيل جاف.
(3) تصنيع البوتقة
بالنسبة للبوتقات المشكلة خارجيًا، يشير التصنيع إلى كيفية تركيب البوتقة في ملف الحث وكيفية إصلاح فوهة الفرن. نقدم هنا عملية تصنيع البوتقات المشكلة داخليًا. تشمل أعمال التحضير قبل الإنتاج تحضير الرمل وخلطه، وتنظيف وفحص الملف الحثي، وإعداد قالب البوتقة، وإعداد أدوات ومعدات التشكيل.
قبل صنع كل بوتقة يتم فحص ملف الحث قبل كل بوتقة، يتم فحص ملف الحث للتأكد من عدم وجود تسربات أو تسرب مياه أو تلف في العزل، وما إذا كانت أدوات التثبيت بين ملف الحث واللفائف موثوقة وثابتة.
يشير القالب بشكل أساسي إلى قلب البوتقة، والذي يستخدم للتحكم في الشكل والحجم داخل البوتقة. ويكون قلب بوتقة فرن الحث إما ملحومًا بألواح فولاذية أو مصنوعًا من الجرافيت.

آلة القولبة الاهتزازية لقلب الجرافيت
(4) تلبيد البوتقة
الغرض: تحسين تماسك البوتقة وقوتها وثبات حجمها.
العملية: يتم تسخين السطح الملامس للمادة الرملية إلى درجة حرارة عالية لتشكيل شبكة تلبيد مستمرة من خلال الترابط في الطور السائل، والذي يربط المادة الرملية بأكملها معًا في كل واحد.
طرق التلبيد: التلبيد بدرجة حرارة عالية والتلبيد بدرجة حرارة منخفضة.
A. التلبيد بدرجة حرارة عالية لبوتقات المغنيسيا (مقسمة إلى أربع مراحل)
المرحلة 1: درجة حرارة التلبيد عند 850 درجة مئوية، وذلك أساسًا لتفاعل الجفاف للمادة الرملية وتحلل الكربونات.
المرحلة 2: تتراوح درجة حرارة التلبيد بين 850-1500 درجة مئوية، تبدأ مركبات نقطة الانصهار المنخفضة في الذوبان، وتبدأ شبكة التلبيد في التكون، ويتقلص حجم البوتقة بشكل كبير. يمكن زيادة معدل التسخين بشكل مناسب خلال هذه المرحلة.
المرحلة 3: تتراوح درجة حرارة التلبيد بين 1500-1700 ℃، يبدأ أوليفين المغنيسيوم وإسبنيل المغنيسيوم والألومنيوم في الذوبان، وتبدأ مركبات جديدة في التكوين، وتتشكل شبكة التلبيد، ويتقلص حجم البوتقة بشكل حاد، مع زيادة الكثافة والقوة بشكل كبير. يجب تقليل معدل التسخين خلال هذه المرحلة.
المرحلة 4: درجة حرارة التلبيد بين 1700-1850 ℃، وذلك أساسًا لتعزيز النمو المستمر للفورستريت والحصول على سمك طبقة التلبيد المثالية وهيكل التلبيد للمقطع العرضي للبوتقة.
B. التلبيد بدرجة حرارة منخفضة لبوتقات المغنيسيا (مقسمة إلى ثلاث مراحل)
المرحلة 1: درجة الحرارة عند 850 درجة مئوية، بشكل أساسي لتفاعل الجفاف وتحلل الكربونات، مع معدل تسخين بطيء.
المرحلة 2: تتراوح درجة الحرارة بين 850 ℃ - 1400 ℃، تتشكل شبكة التلبيد من مركبات منخفضة نقطة الانصهار تحتوي على B2O3 بسرعة، وتزداد قوة البوتقة.
المرحلة 3: درجة حرارة تتراوح بين 850 ℃ -1400 ℃، للاستمرار في زيادة سمك طبقة التلبيد للبوتقة الملبدة مبدئيًا وتحقيق هيكل التلبيد المثالي.
2.6.1 عملية الذوبان
عادةً ما تحتوي خردة الصلب المستخدمة في الصهر على كمية معينة من الرطوبة والتلوث بالزيت. ومن غير الآمن إضافة مواد الفرن هذه مباشرةً إلى الفرن، خاصةً في حالة وجود تجمع منصهر بالفعل، حيث إنه غالبًا ما يؤدي إلى تناثرها. وفي الوقت نفسه، فهي أيضًا أحد المصادر الرئيسية للأكسجين في المنتج.
ولذلك، تقوم بعض المصانع بإعداد أنظمة التسخين المسبق أو التجفيف للصلب الخردة، باستخدام طرق التسخين لإزالة الرطوبة والتلوث بالزيت الملتصق بالخردة الفولاذية لضمان الاستخدام الآمن ومنع دخول الهيدروجين. بالإضافة إلى ذلك، يمكن أن تؤدي إضافة الصلب الخردة المسخن مسبقًا إلى تقصير وقت الصهر وتقليل استهلاك الطاقة.
(1) الشحن
متطلبات المواد الخام:
a. يجب أن يكون التركيب الكيميائي للمادة المشحونة دقيقًا;
b. يجب أن تكون المادة المعدنية نظيفة وجافة وخالية من الزيوت وقليلة الصدأ;
c. الحجم المناسب للكتل المادية;
d. التخزين الجاف.
متطلبات الشحن:
يجب أن تكون الطبقة السفلية من مادة الفرن مضغوطة، ويجب أن تكون الطبقة العلوية فضفاضة لمنع انسداد الطبقة العلوية من مادة الفرن أثناء عملية الصهر;
قبل شحن المواد الكبيرة، يجب أولاً وضع طبقة من المواد الصغيرة والخفيفة على قاع الفرن؛ قبل شحن المواد الكبيرة
يجب شحن بعض السبائك أو المواد الفولاذية ذات درجات انصهار أقل من غيرها أولاً في قاع الفرن؛
يجب أن يتم شحن المواد ذات درجات الانصهار العالية والتي لا تتأكسد بسهولة في الجزء العلوي من المواد ذات الطبقات، أي المنطقة ذات درجات الحرارة العالية؛
يجب أن تكون منطقة درجة الحرارة المنخفضة في الجزء العلوي من البوتقة مشحونة بشكل أساسي بمواد الصلب؛
يجب أن تكون المواد مشحونة بشكل غير محكم لمنع التجسير.
(2) الذوبان
يرتبط صهر مادة الفرن ارتباطًا مباشرًا بالتغير في محتوى الغاز في المعدن السائل واستعادة عناصر السبائك، بينما يؤثر أيضًا على المؤشرات الفنية مثل وقت الصهر وعمر البوتقة واستهلاك الطاقة. وتعد فترة الصهر مرحلة مهمة في صهر الأفران الحثية، مع المهام الرئيسية التالية:
لإذابة مادة الفرن بسرعة، وإزالة الكبريت منها، وتقليل فقدان عناصر السبائك، وإضافة الخبث على الفور لمنع ذوبان المعدن من امتصاص الغاز.
(3) التكرير
تُعد فترة التكرير حلقة مهمة في صهر الأفران الحثية، حيث يتم إنجاز مهام مثل إزالة الأكسدة وإضافة السبائك وضبط تركيبة ودرجة حرارة سائل الصلب من خلال التكرير.
ضبط تركيبة الخبث لتقليل محتوى عناصر السبائك في الخبث.
إزالة الأكسدة وسبك سائل الفولاذ.
(4) التنصت والصب
عندما يفي الفولاذ المصهور أو السبيكة المصهورة بمتطلبات الصهر، يمكن صبها. بالنسبة للأفران ذات السعة الصغيرة، يمكن صبها مباشرة. أما بالنسبة للأفران ذات السعة الأكبر، فيمكن صبها في مغرفة الصب أولاً ثم صبها. واعتمادًا على متطلبات المنتج، يمكن صبها في سبائك أو مصبوبات أو أقطاب كهربائية قابلة للاستهلاك. إن عملية التنصت يتطلب أيضًا اختيار طريقة الصب بناءً على جودة المنتج وسير العملية، مثل ما إذا كان سيتم استخدام الصب بالتفريغ أو الصب غير الفراغي، وما إذا كان سيتم استخدام الصب العلوي أو الصب السفلي.
بشكل عام، تحتاج سبائك التسخين الكهربائي والسبائك ذات درجة الحرارة العالية إلى مزيد من الصقل، لذلك يتم صبها بشكل عام في أقطاب كهربائية قابلة للاستهلاك، بينما يتم صب السبائك الدقيقة بشكل عام في فراغ. يمكن أن يؤدي الصب بالتفريغ إلى تجنب الأكسدة الثانوية وإعادة امتصاص السائل الفولاذي أثناء عملية الصب، ويمكنه إزالة الهيدروجين وجزء من النيتروجين بشكل فعال، وبالتالي الحصول على فولاذ بشوائب أقل ونقاء أعلى.
للتركيب الكيميائي تأثير كبير على جودة وأداء الفولاذ. بالنسبة لبعض أنواع الفولاذ، يجب التحكم في التركيب الكيميائي ضمن نطاق أكثر صرامة إلى جانب تلبية المواصفات الفنية، من أجل تلبية المتطلبات الأعلى للجودة والأداء. ويجري التحكم في التركيب الكيميائي في كل عملية لصناعة الصلب في الأفران ويرتبط ارتباطًا وثيقًا بفقدان عناصر السبائك، والخصائص الفيزيائية الكيميائية، والحالة الفيزيائية الكيميائية للخبث، ودرجة حرارة سائل الصلب، وطريقة الصهر، وما إلى ذلك.
(1) العوامل الرئيسية التي تؤثر على معدل استرداد عناصر السبائك
الخواص الفيزيائية الكيميائية لعناصر السبائك نفسها.
وقت الصهر. وكلما زاد زمن الصهر، زاد فقدان C وSi، وزاد فقدان عناصر السبائك عند إضافة العناصر النشطة وزمن الصهر.
درجة حرارة الصهر. مع زيادة درجة الحرارة، تنخفض الطاقة الحرة لعناصر السبيكة في الصلب، مما يؤدي إلى انحلال عناصر السبيكة. ومع ذلك، ستؤدي درجة الحرارة المرتفعة للغاية إلى تفاقم فقدان عناصر السبيكة.
نظام الخبث. الحالة الفيزيائية الكيميائية للخبث لها تأثير كبير على معدل استرداد عناصر السبائك. خاصةً اللزوجة وقلوية الخبث لها تأثير أكبر. كلما زاد محتوى FeO و SiO2 في الخبث، زاد فقدان العناصر.
الفقد المتطاير للعناصر. يجب الانتباه إلى الفقد المتطاير الناجم عن الأكاسيد بالنسبة إلى W، Mo، وMn.
محتوى [O] و[N] و[S] في سائل الصلب. كلما زاد محتوى [O] و[N] و[S] في الفولاذ، زاد فقدان العناصر. يجب أن يكون سائل الصلب منزوع الأكسدة والكبريت ونزع النتروجين بالكامل قبل إضافة عناصر السبائك.
التوقيت وحجم الكتلة وطريقة إضافة عناصر السبائك. كلما أضيفت العناصر النشطة في وقت مبكر، زاد الفقد. يكون معدل استرداد عناصر السبائك أعلى عند إضافة عناصر السبائك على شكل كتل مقارنةً بإضافة العناصر المسحوقة. هناك أيضًا اختلاف طفيف في معدل الاسترداد بين الإضافة إلى الفرن أو الإضافة إلى المغرفة.
(2) طرق تحسين معدل استرداد عناصر السبائك
1. طريقة التحكم في العناصر منخفضة الفقد: تسمى عناصر السبائك التي يقل معدل فقدها عن 5% في ظروف الصهر العادية بالعناصر منخفضة الخسارة، بما في ذلك النيكل، والكولونيوم، والمويد، والوايتنج، والنحاس، إلخ. يمكن عمومًا إضافة العناصر منخفضة الفقد مع شحنة الفرن، ويجب إضافة النحاس الإلكتروليتي في نهاية الصهر نظرًا لانخفاض درجة انصهاره. يرجع فقدان Mo وW أثناء صهرهما بشكل أساسي إلى الفقد المتطاير لأكاسيدهما.
وبالإضافة إلى ذلك، لا يمكن صهر السبائك التي تحتوي على التنجستن في بوتقة جديدة حيث سيؤدي ذلك إلى فقدان التنجستن والتركيب الكيميائي غير المطابق بسبب امتصاص البوتقة للتنجستن. يمكن أن تتسبب المواد المحتوية على التنجستن أيضًا في "ظاهرة القاع"، حيث تستقر كمية كبيرة من المواد المحتوية على التنجستن في قاع البوتقة ولا يمكن أن تذوب لفترة طويلة. وللحد من فقدان W وM، يجب ضمان ذوبان وتقليب كافٍ أثناء الصهر.
2. طريقة التحكم في العناصر متوسطة الفقد: تشير العناصر متوسطة الفقد إلى العناصر التي يتراوح معدل فقدها بين 5% و20%، بما في ذلك الكروم والخامس والسيليكون والمنغنيز والنيكل، إلخ، وتعتمد إضافتها على الوضع في الفرن. وبوجه عام، يُضاف عنصر Nb في نهاية التكرير ويتم تقليبها بشكل كافٍ. عند صهر الصلب المحتوي على الكروم، يجب توخي الحذر لمنع تأكسد الكروم في الخبث. إذا لم يكن محتوى الكروم مرتفعًا، فمن الأفضل إضافته بعد إزالة الأكسدة بالكامل. عند إضافة المنغنيز للقضاء على تأثير التقصف الحراري للحديد، يجب التحكم في Mn/S>8.
3. طريقة التحكم في العناصر عالية الفقد: عناصر السبائك مثل Ti وAl وRe وRe وZr وغيرها لها معدل فقد أكبر من 20% في ظروف الصهر العادية وهي عناصر عالية الفقد. وبشكل عام، يجب إضافتها بعد إزالة الأكسدة النهائية. تعتمد طريقة الإضافة على نظام إزالة الأكسدة.
بالإضافة إلى ذلك، ينبغي النظر بشكل شامل في طريقة وتوقيت إضافة عناصر السبائك للتحكم في معدل استرداد عناصر السبائك. على سبيل المثال، عند صهر السبائك ذات درجة الحرارة العالية، يجب إضافة عنصر Ti. إذا تمت إضافة Ti على شكل إسفنج تيتانيوم، حتى إذا تمت إضافته بعد إزالة الأكسدة النهائية، فسيكون معدل الاسترداد حوالي 70% فقط. ومع ذلك، إذا صُنع التيتانيوم في سبيكة وسيطة من النيكل والقصدير وأُضيف، يمكن أن يصل معدل الاسترداد إلى أكثر من 95%.
الصهر بالحث الفراغي (VIM) هو طريقة لصهر المواد تحت ظروف التفريغ باستخدام الحث الكهرومغناطيسي لتوليد تيارات دوامة للتسخين في الموصلات المعدنية. وتتميز تقنية الصهر والصب بالحث الفراغي بالحث الفراغي الجديدة (VIDP) بمزايا صغر حجم الصهر، وقصر وقت الضخ بالتفريغ ودورة الصهر، وسهولة التحكم في درجة الحرارة والضغط، وسهولة استرداد العناصر المتطايرة، والتحكم الدقيق في التركيب، وما إلى ذلك. ومنذ ظهورها في عام 1988، تم إدراجها كعنصر اختيار رئيسي لأفران الحث التفريغي واسعة النطاق في البلدان المتقدمة.
3.1.1.1 معدات فرن الحث الفراغي
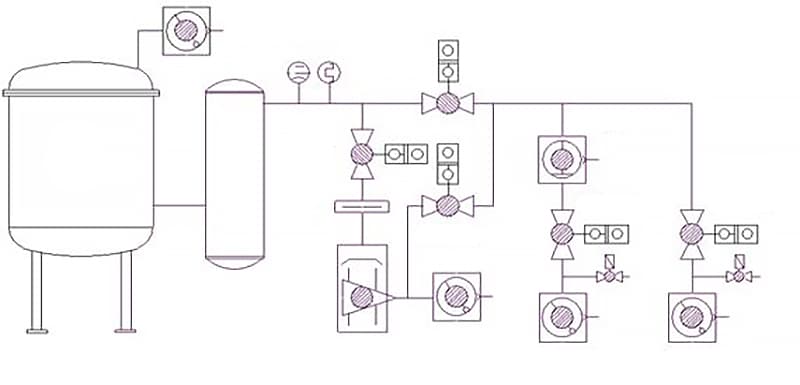
فرن الحث الفراغي عبارة عن معدات تستخدم لإنتاج السبائك الفائقة. وفقًا لوضع التشغيل، يمكن تقسيمها إلى أفران من نوع الدُفعات وأفران التشغيل شبه المستمر. يمكن استخدام فرن الحث الفراغي لتكرير السبائك الفائقة وكذلك لصب السبائك الخاصة. يمكن تقسيم المعدات الداعمة لفرن الحث الفراغي إلى أربعة أجزاء: إمدادات الطاقة والتحكم الكهربائي، وجسم الفرن، ونظام التفريغ، ونظام تبريد المياه، كما هو موضح في الشكل 3-1 و3-2.

3.1.2 إمدادات الطاقة لفرن الحث الفراغي
يحتوي مصدر طاقة فرن الحث بالتفريغ الهوائي على المتطلبات التالية:
(1) يجب أن تكون الإمكانات الطرفية للمحث منخفضة. يكون جهد التشغيل الذي يستخدمه فرن الحث الفراغي أقل من الجهد الكهربائي لفرن الحث متوسط التردد، وعادة ما يكون أقل من 750 فولت، لمنع تفريغ الغاز تحت التفريغ الناجم عن الجهد العالي جدًا وتلف العزل، مما يتسبب في وقوع حوادث.
(2) منع التوافقيات عالية الترتيب من دخول دائرة الحمل. عند استخدام دائرة تحويل التردد الثايرستور، غالبًا ما تدخل التوافقيات عالية الترتيب إلى دائرة الحمل، مما يتسبب في زيادة الجهد الكهربائي لقشرة الفرن والتسبب في التفريغ. لذلك، من الضروري إضافة محول عزل متوسط التردد عند طرف الخرج لمصدر الطاقة لاعتراض دخول التوافقيات عالية الترتيب.
(3) يجب أن يكون تيار دائرة التذبذب كبيرًا;

1 - حجرة الصهر بالحث بالتفريغ؛ 2 - صمام التخشين؛ 3 - صمام التفريغ العالي؛ 4 - مضخة ميكانيكية؛ 5 - مضخة الانتشار؛ 6 - صمام
3.1.3 هيكل جسم الفرن لفرن الحث الفراغي
يمكن تقسيم الهيكل التقليدي لفرن الحث الفراغي إلى فرن عمودي بغرفة واحدة وفرن أفقي بغرفتين وفقًا لشكل فتح وإغلاق جسم الفرن. يتكون جسم الفرن لفرن الحث الفراغي بشكل أساسي من غلاف الفرن، والمحث، والبوتقة، وآلية الإمالة، ونظام الصب، ونظام تبريد المياه، وجهاز إمداد الطاقة. يشتمل هيكل جسم الفرن على نوعين: نوع الصب الدوار للبوتقة ونوع الصب المائل لجسم الفرن.
جسم الفرن الخاص بفرن الحث الفراغي مجهز بملحقات مثل أجهزة التغذية والتحريك وقياس درجة الحرارة وأخذ العينات. وأهم ما يميز فرن الحث الفراغي هو أن عمليات الصهر والصب تتم داخل غلاف الفرن. وينقسم غلاف الفرن إلى غلاف فرن ثابت وغلاف فرن متحرك. يجب أن يتحمل غلاف الفرن الضغط القوي الذي يشكله الفراغ الداخلي وأن يتمتع بقوة هيكلية كافية.
يعتمد غلاف الفرن الخاص بأفران الحث التفريغي الصغيرة على هيكل مزدوج الطبقة، مع طبقة غير مغناطيسية غير قابلة للصدأ صفيحة فولاذية للطبقة الداخلية وصفيحة فولاذية عادية ملحومة بالطبقة الخارجية، ويتدفق ماء التبريد بينهما. تستخدم أفران الحث التفريغي الكبيرة هيكلًا مزدوج الطبقة في بعض الأجزاء، مع وجود صفيحة فولاذية أحادية الطبقة مبردة بأنابيب مياه من الخارج. يجب غلق سطح التلامس بين الجزء المتحرك والجزء الثابت من غلاف الفرن بأجزاء مطاطية مفرغة من الهواء. يظهر مبدأ نظام التفريغ في الشكل 3-3.
3.1.4 خصائص الصهر في فرن التفريغ بالحث الفراغي
(1) محتوى غاز منخفض ونقاوة عالية للمنتج;
(2) التحكم الدقيق في تركيبة المنتج;
(3) قدرة قوية على التكيف مع المواد الخام;
(4) يمكن صبها في سبائك تحت ظروف التفريغ، وكذلك المسبوكات المعقدة الشكل.
ومع ذلك، هناك أيضًا بعض المشاكل المتعلقة بالصهر في فرن الحث الفراغي. فأثناء عملية الصهر، يكون المعدن المنصهر ملامسًا للمواد المقاومة للحرارة في البوتقة لفترة طويلة، مما يؤدي حتمًا إلى تلوث المعدن بالمواد المقاومة للحرارة. ثانيًا، لا تختلف ظروف التصلب للمعدن المنصهر وطريقة الصب العامة، لذلك لا تزال هناك عيوب مثل الرخاوة والفصل.
الجدول 3-1 المحتوى الغازي في الفولاذ SAE4340 المنتج بطرق صهر مختلفة
| طرق الذوبان | [O]/% | [H]/% | [N]/% |
| مواد الشحن | 0.0251 | 0.00018 | 0.0029 |
| فرن القوس الكهربائي | 0.0031 | 0.00017 | 0.0039 |
| فرن الحث غير الفراغي | 0.0030 | 0.00010 | 0.0053 |
| فرن الحث الفراغي | 0.0003 | 0.00001 | 0.0005 |
الجدول 3-2 المحتوى الغازي في الفولاذ SAE4340 المنتج بطرق صهر مختلفة
| الصلب والسبائك | شوائب الأكسيد، % | |
| فرن الحث غير الفراغي | فرن الحث الفراغي | |
| Cr20 Cr16Ni16Ni25W5AlTi2 Cr10Ni65Co10W5Mo5VAl4 | 0.034~0.044 0.025 0.013~0.044 0.012 0.006~0.010 | 0.006~0.010 0.006 0.003~0.010 0.0046 0.005~0.010 |
(1) إزالة أكسدة الكربون تحت التفريغ
تزداد قدرة إزالة أكسدة الكربون تحت التفريغ بشكل ملحوظ مع زيادة درجة التفريغ. عند درجة 1600 ℃، عندما تكون درجة التفريغ 10-3 ضغط جوي، تكون قدرة إزالة أكسدة الكربون قد تجاوزت قدرة الألومنيوم؛ عندما تكون درجة تفريغ النظام 10-5 ضغط جوي، تكون قدرة إزالة أكسدة الكربون 105 أضعاف تلك الموجودة في الظروف الجوية. يتم استخدام إزالة أكسدة الكربون بشكل أساسي تحت التفريغ.
(2) ذوبان الغاز في الفولاذ والعوامل المؤثرة فيه
تتناسب ذوبانية جزيئات الغاز ثنائي الذرة في المعدن المنصهر مع الجذر التربيعي لضغط الغاز في الغلاف الجوي. ولذلك، كلما ارتفعت درجة التفريغ، انخفضت ذوبانية الغاز في المعدن.

عند 1600 ℃ وPH2=100 كيلوباسكالا، يجب مراعاة تأثير عناصر السبيكة على ذوبان النيتروجين في الحديد المنصهر، وكذلك تأثير ذوبان الهيدروجين في الحديد المنصهر عند 1600 ℃ وPN2=100 كيلوباسكالا، وكذلك تأثير ذوبان الهيدروجين في الحديد المنصهر عند 1600 ℃ وPN2=100 كيلوباسكالا، يجب أن يؤخذ في الاعتبار.
يمكن تقسيم الدورة الكاملة للصهر في فرن الحث الفراغي إلى عدة مراحل رئيسية، بما في ذلك الشحن والصهر والتكرير وإزالة السبائك والأكسدة والصب وما إلى ذلك.
3.3.3.1 الشحن
(1) متطلبات المواد الخام
تكون مادة الشحنة المستخدمة في فرن الحث الفراغي عمومًا مواد خام نظيفة تم تسطيحها مُستخرج وإزالة الشحوم، مع إضافة معظم عناصر السبائك في شكل معدن نقي. يجب عدم استخدام مواد الشحن الرطبة أثناء الشحن لتجنب التأثير على جودة المنتج النهائي والتسبب في تناثره أثناء الصهر. أثناء الشحن، يجب أن يكون الجزء العلوي من مادة الشحن فضفاضًا بينما يجب أن يكون الجزء السفلي محكمًا لمنع "التجسير" الناجم عن التصاق مادة الشحن العلوية أو التحامها أثناء عملية الصهر. يجب وضع طبقة من المواد الصغيرة خفيفة الوزن في الجزء السفلي من البوتقة قبل شحن المواد كبيرة الحجم. يجب تحميل مواد الشحن عالية الانصهار وصعبة التأكسد في منطقة درجة الحرارة العالية في الأجزاء الوسطى والسفلية من البوتقة. يمكن تحميل بعض العناصر النشطة مثل Al وTi وTi وMn وB والعناصر الأرضية النادرة في مغذيات منفصلة.
(2) متطلبات الشحن
I. يجب أن تكون الطبقة السفلية من مادة الشحن مضغوطة، بينما يجب أن تكون الطبقة العلوية رخوة لمنع انسداد الطبقة العلوية من مادة الشحن أثناء عملية الصهر؛ يجب وضع طبقة من مادة صغيرة خفيفة الوزن في قاع البوتقة قبل شحن المواد كبيرة الحجم.
II. يجب تحميل مواد الشحنات عالية الانصهار وصعبة التأكسد في منطقة درجة الحرارة العالية في الأجزاء الوسطى والسفلى من البوتقة.
ثالثًا. يجب إضافة المواد المشحونة القابلة للأكسدة بسهولة في ظروف جيدة لإزالة أكسدة المعادن.
رابعًا. لتقليل فقدان العناصر المتطايرة، يمكن إضافة سبيكة إلى ذوبان المعدن في شكل سبيكة أو يمكن إدخال غاز خامل في غرفة الصهر للحفاظ على ضغط معين للفرن.
3.3.3.2 مرحلة الذوبان
بالنسبة لفرن التفريغ الذي يعمل على أساس متقطع، بعد تحميل مادة الشحنة، يتم إغلاق حجرة التفريغ وضخ التفريغ للخارج. عندما يصل الضغط في حجرة التفريغ إلى 0.67 باسكال (5×10-3 مم زئبق)، يمكن تشغيل الطاقة لتسخين مادة الشحن. بالنسبة لأفران الإنتاج المستمر مع مواد الشحن المحملة في ظروف التفريغ، يمكن توفير الطاقة للدخول في مرحلة الصهر بمجرد اكتمال الشحن. وبالنظر إلى تأثير تفريغ الغازات من مادة الشحن أثناء الصهر، لا يلزم الحد الأقصى لمدخلات الطاقة أثناء مرحلة الصهر الأولية. وبدلاً من ذلك، يجب زيادة الطاقة تدريجيًا وفقًا لحالة تفريغ مادة الشحنة لتجنب الإفراط في التفريغ الذي يسبب تناثر المادة. عند حدوث غليان عنيف أو تناثر، يمكن تقليل طاقة الإدخال أو زيادة ضغط الفرن قليلاً للتحكم فيه. وعلامة البركة المنصهرة الصافية هي أن يكون سطح البركة المنصهرة هادئًا، مع عدم وجود فقاعات تتسرب. ثم يمكن الانتقال إلى مرحلة التكرير.
3.3.3.3 مرحلة التكرير
وتتمثل المهام الرئيسية لمرحلة التكرير في تحسين نقاء المعدن السائل وإجراء عملية السبائك. وفي الوقت نفسه، يجب تعديل درجة حرارة الصهر وإجراء عملية السبائك. والهدف من مرحلة التكرير هو تقليل محتوى الغاز، وإزالة الشوائب الضارة، وجعل تركيبة الفولاذ مؤهلة. يجب التحكم في درجة حرارة مرحلة التكرير فوق 100 ℃ من درجة انصهار المعدن المصهور. تتراوح درجة التفريغ لأفران الحث التفريغي الكبيرة عادةً بين 15-150 باسكال؛ أما بالنسبة للأفران الصغيرة، فتتراوح بين 0.1-1 باسكال. ويتراوح زمن التكرير بين 15-25 دقيقة لفرن 200 كجم و60-100 دقيقة لطن واحد تقريبًا.
3.3.3.4 صناعة السبائك
تشير السبائك إلى تعديل التركيب، والذي يتم في ظل ظروف جيدة لإزالة الأكسدة وإزالة الغازات عن طريق إضافة عناصر السبائك. يتم تحديد نوع وكمية العناصر المضافة حسب متطلبات خواص السبيكة، ويتم تحديد ترتيب وظروف الإضافة حسب تقارب وتطاير عناصر السبيكة مع الأكسجين. بعد إضافة كل عنصر، يجب زيادة الطاقة وتقليبها لفترة معينة من الوقت لتسريع الانصهار وضمان التوزيع المتساوي.
3.3.5 صب وصب الفولاذ
بعد مرحلة صناعة السبائك، عندما يصل السائل المعدني في البوتقة إلى التركيب ودرجة الحرارة المستهدفين، و الاستقامة من غرفة التفريغ تفي بالمتطلبات الفنية، يمكن صب الفولاذ. عند الصب في غطاء العزل، يتم كسر التفريغ على الفور وإضافة عامل التسخين وعامل العزل لتجنب دخول مسامية الانكماش إلى جسم السبيكة. بالنسبة للسبائك عالية الحرارة ذات التركيبات المعقدة، يجب تركها في التفريغ لمدة 15-20 دقيقة بعد الصب قبل كسر التفريغ. بالنسبة لأفران الحث التفريغي المستمر الكبيرة، يمكن ترك السبائك لتبرد تحت التفريغ.
جميع الفلزات (بما في ذلك بعض اللافلزات) لها ضغط بخار متوازن Poi، والذي يعتمد على الخواص الفيزيائية للفلز وشكل الحالة الغازية (ذرة واحدة أو جزيء ثنائي الذرة أو متعدد الذرات) ودرجة الحرارة. تكون العلاقة بين الضغط البخاري Po للمادة i ودرجة الحرارة كما يلي: (P0 هو الضغط القياسي ولا يحتاج إلى تعديل)
lg(Poi/133.3)/133.3)=AT-1+BlgT+TC×10-3+D (3-1)
حيث وحدة Poi هي Pa. وترد في الجدول 3-5 البارامترات A وB وC وD وغيرها من الخواص الفيزيائية ذات الصلة للعناصر المتعلقة بمعادن الصلب. كلما زاد ضغط بخار العنصر كلما زاد احتمال تطاير العنصر أثناء الصهر بالتفريغ. ووفقًا للبيانات الواردة في الجدول 3-5، يمكن حساب الترتيب التنازلي لضغط البخار لكل عنصر عند 1873 كلفن على النحو التالي: الزنك، المغنيسيوم، المغنيسيوم، الكالسيوم، الكالسيوم، الكالسيوم، الرصاص، ثنائي الفوسفات، الرصيد، الرصاص، الرصيد، المنغنيز، الألومنيوم، الشُّنان، النحاس، النحاس، الكروم، الحديد، الحديد، الكوب، النيكل، النيكل، الذرة، السيليكون، السيليكون، السليكون، اللا، التايك، التايك، الزرنيخ، الزر، المونيوم، الروبيان، الوايترويد، التا.
ضغط البخار Pi للمكوِّن i في سبيكة أو معدن خام لا يساوي ضغط البخار Poi للمادة النقية i لأن تركيز i في السبيكة أقل بالضرورة من تركيزه في المادة النقية. بالإضافة إلى ذلك، فإن التفاعل بين جزيئات i والعناصر المكونة الأخرى في السبيكة لا يساوي التفاعل بين جزيئات i. معادلة حساب Pi هي:
Pi= ai .Poi,= r i .N i .Poi (3-2)
في الصيغة
ai: نشاط المكون i في السبيكة
r: معامل نشاط i
ني: التركيز الجزئي المولي من i
في السبائك الحديدية، يمكن تقسيم عناصر السبائك إلى ثلاث فئات: العناصر غير المتطايرة، والعناصر سهلة التطاير، والعناصر سهلة التطاير، وعناصر الشوائب التي يمكن إزالتها بالتطاير. تشمل العناصر غير المتطايرة Ti وV وB وZr وMc (Hf) وNb وTa وW. تشمل العناصر سهلة التطاير المنغنيز والصلب والكروم والحديد والكربون والكوبالت والنيكل والنحاس والنحاس والكالسيوم والمغنيسيوم. في ظروف الصهر بالتفريغ، تتطاير هذه العناصر بدرجات متفاوتة. يحتوي الصلب والسبائك على بعض العناصر المعدنية النزرة التي لها تأثير كبير على أداء الصلب والسبائك. ويصعب إزالتها بالطرق الكيميائية التقليدية. إذا كان لهذه العناصر ضغط بخار مرتفع، يمكن إزالتها عن طريق التطاير أثناء الصهر بالتفريغ. وتشمل هذه العناصر المعدنية Sn وPb وBi وBi وSb وZn.
وتستخدم العناصر النزرة مثل المغنيسيوم والزركونيوم والبورون وغيرها في السبائك الدقيقة؛ حيث إن الشوائب النزرة مثل Pb وBi وBi وAs وSb وSb وSn ضارة بالصلب والسبائك. يحتوي المغنيسيوم النقي على ضغط بخار مرتفع في درجات حرارة الانصهار، وكثافة منخفضة، وألفة قوية للأكسجين، مما يجعل سبائك المغنيسيوم صعبة.
أثناء الصهر بالتفريغ، يُضاف المغنيسيوم في شكل سبائك ثنائية أو ثلاثية خلال المرحلة اللاحقة من الصهر. لتحسين معدل استرداد المغنيسيوم، يجب ملاحظة النقاط التالية عند إضافة المغنيسيوم:
(1) يجب أن تكون درجة حرارة الفولاذ المصهور أقل بحوالي 20 درجة مئوية من درجة حرارة الصب قبل إضافة المغنيسيوم.
(2) يجب التحكم في وقت الانتظار بعد إضافة المغنيسيوم، وعادةً ما يضاف في غضون 1-5 دقائق قبل النقر.
(3) يجب إدخال غاز الأرجون في الفرن قبل إضافة المغنيسيوم لضمان ارتفاع معدل استرداد المغنيسيوم.
وعادةً ما تكون العناصر الضارة الضئيلة في الصلب والسبائك عبارة عن شوائب منخفضة الانصهار متراكمة من الاستخدام المتكرر للخردة أو موجودة في بعض خامات الحديد. ويعتبر التكرير بالتفريغ هو الطريقة الأكثر فعالية لإزالة عناصر الشوائب الضارة هذه لأن ضغط بخارها مرتفع بشكل عام. ونظرًا لاختلاف ضغط البخار وتفاوت تأثير العناصر المكونة الأخرى، تختلف معدلات تطاير هذه العناصر اختلافًا كبيرًا.
ومع التطور المستمر لتكنولوجيا الأفران الحثية، ازدادت سعة الأفران الحثية الخالية من اللبّ، ووصلت أفران الحث الفراغي والأفران الحثية التقليدية التي دخلت حيز الإنتاج إلى 60 طنًا و40 طنًا على التوالي. وفي الستينيات، صنعت الولايات المتحدة الأمريكية على التوالي أفران أفران الحث الفراغي (أفران الصهر بالحث الفراغي) بسعات 15 طنًا و30 طنًا وحتى 60 طنًا. كما أن الزيادة في قدرة الأفران الكهربائية تزيد في المقابل من الطلب على المواد الحرارية عالية النقاء ذات الخصائص الفيزيائية الخاصة.
تكون ظروف تشغيل المواد المقاومة للحرارة المستخدمة في الصهر بالتفريغ أكثر صرامة بشكل عام من تلك المستخدمة في الصهر التقليدي. ويرجع ذلك إلى أن العديد من المواد الحرارية تتحلل وفقًا لتركيبها وتتفاعل مع المعدن المنصهر في ظروف التفريغ. فمن ناحية، يؤدي ذلك إلى تلويث المعدن المنصهر، ومن ناحية أخرى، يزيد من تآكل المواد المقاومة للحرارة. وهذا واضح بشكل خاص في المواد الحرارية التي تحتوي على كميات كبيرة من السيليكا وأكسيد الحديد.
تكون التشققات الانكماشية التي تحدث في المواد الحرارية المستخدمة في الصهر بالتفريغ أكثر حدة من تلك التي تحدث في الصهر التقليدي، خاصة في أفران الحث بدون قلب ذات سعة عالية (> 2.5 طن). ولذلك، يجب أن تتسم المواد المقاومة للحرارة لأفران الحث على نطاق واسع بالخصائص التالية:
(1) تمدد لا رجعة فيه، لن تحدث أي شقوق انكماش;
(2) عالية النقاء;
(3) ثبات جيد في بيئة الفراغ;
(4) قادرة على تحمل تآكل المعدن المنصهر والخبث.
وتشمل المواد المقاومة للحرارة التي تتمتع بهذه الخصائص المغنيسيا-ألومينا-سبينيل عالية النقاء والألومينا. في السنوات الأخيرة، تطور تجميع هذه المواد المقاومة للحرارة وكذلك مواد الإصلاح والمواد الرابطة المقابلة لها بشكل كبير.
تتفاعل المغنيسيا والألومينا لتكوين مغنيسيا-ألومينا-سبينيل عالية النقاء بكثافة منخفضة. يمكن استخدام البطانة المصنوعة من المغنيسيا-ألومينا-سبينيل المغنيسيا عند درجة حرارة 1647 ℃، وبعد تبريدها إلى درجة حرارة الغرفة أو تعبئتها بمواد باردة، يمكن تسخينها واستخدامها عند درجة حرارة 1647 ℃ دون حدوث تشقق بعد عشرات الدورات. وفقًا للتقارير ذات الصلة، يتم تصنيع بطانة فرن الحث بسعة اسمية 6 طن عن طريق صدم الألومينا 95%. عند إنتاج الفولاذ المقاوم للصدأ من السلسلة 300 و400، يمكن استخدام بطانة الفرن بشكل مستمر لـ 150 فرنًا دون أي معالجة.
وخلال ما يقرب من 80 عامًا منذ اختراع الفرن الحثي، حدثت تطورات كبيرة في كل من المعدات والعمليات. ونتيجة لذلك، تم اعتماد تدابير لتحسين صهر الأفران الحثية من حيث حجم الإنتاج والإنتاجية وجودة المنتج ونطاق المنتج. وتشمل هذه التدابير معالجة المغنيسيوم للسبائك، وإزالة الفسفرة منخفضة الأكسجين المحتملة، ونفخ الأرجون، وحقن المسحوق، والغاز المختلط بين الهيدروجين والأكسجين إزالة الكربنة، والتكرير الهيدروجيني للصلب السائل.
3.6.1 معالجة السبائك بالمغنيسيوم
لا يمكن أن تضمن سبائك النيكل أو السبائك ذات الأساس الحديدي أو النيكل عالي الحرارة، وكذلك السبائك الدقيقة التي تحتوي على مستويات عالية من عناصر السبائك، والتي يكون بعضها أكثر تفاعلية من غيرها، مثل الألومنيوم والتيتانيوم، خصائص مرضية مثل اللدونة الحرارية, قابلية اللحاموالقوة في درجات الحرارة العالية، ومقاومة الزحف حتى عند الصهر في ظروف التفريغ. لذلك، تتم إضافة كمية معينة من المغنيسيوم في نهاية عملية الصقل. يمكن للمغنيسيوم المتبقي في المعدن تحسين هذه الخصائص بشكل كبير.
وتحدد الخصائص الفيزيائية الكيميائية المحددة للمغنيسيوم صعوبة التحكم في طريقة الإضافة ومعدل الاسترداد أثناء عملية إضافة المغنيسيوم. ولمعالجة هذه المشكلة، تُستخدم سبائك المغنيسيوم مثل Ni-Mg وNi-Mg-Me لتقليل ضغط بخار المغنيسيوم وزيادة درجة انصهاره ودرجة غليانه. وتتم عملية تشغيل معالجة المغنيسيوم على النحو التالي:
(1) بعد انتهاء فترة التكرير، إذا كانت هناك حاجة إلى إضافة B و Ce، فاضبط درجة حرارة الذوبان بحيث تكون أقل بمقدار 20 درجة مئوية من درجة حرارة التنصت بعد إضافة B و Ce;
(2) املأ حجرة التفريغ بغاز الأرجون عالي النقاء إلى ضغط 13-27 كيلو باسكال;
(3) إضافة المغنيسيوم في شكل سبيكة وسيطة على شكل كتلة تحتوي على المغنيسيوم إلى ذوبان المعدن;
(4) التقليب الفوري بقوة بعد إضافة المغنيسيوم، وتجنب التقليب لفترة طويلة جدًا لتقليل فقد المغنيسيوم. يجب تقليب الفولاذ في غضون 1-5 دقائق بعد إضافة المغنيسيوم.
3.6.2 إزالة الفسفرة منخفضة الأكسجين المحتملة
عند صهر سبائك الصلب، خاصةً عند استخدام المواد المرتجعة كشحنة فرن، من الضروري التحكم في إمكانات الأكسجين في غاز الفرن والخبث أثناء عملية الصهر والتكرير لتقليل فقد عناصر السبائك. لذلك، لا يمكن استخدام طرق الأكسدة لإزالة الفوسفور أثناء عملية الصهر. وعندما يكون الفولاذ منخفض الفوسفور مطلوبًا، لا يمكن استخدام سوى المواد الخام التي تحتوي على نسبة فوسفور أقل من متطلبات المواصفات، مما يزيد من تكاليف الإنتاج. ولحل مشكلة نزع الفوسفور أثناء صهر المواد المرتجعة من الصلب عالي السبائك، تم اقتراح نظرية وممارسة نزع الفوسفور منخفضة الأكسجين المحتملة في السنوات الأخيرة، كما تم تطبيقها في صهر أفران الحث.
يمكن أن يتفاعل الكالسيوم والفوسفور في الفولاذ في ظل ظروف إزالة الأكسدة الكافية ونزع الكبريت من سائل الفولاذ على النحو التالي:
3Ca+2+2[P] = Ca3P2 (3-3)
الناتج المتكون هو فوسفيد الكالسيوم. يمكن أن يكون الكالسيوم المشارك في التفاعل كالسيوم معدني أو سبائك الكالسيوم (مثل سبائك السيليكون والكالسيوم) أو مركبات الكالسيوم (مثل CaC2). ونظرًا لانخفاض نقطة الانصهار (839 ℃)، وارتفاع ضغط البخار (P = 1.775×105 باسكال عند 1600 ℃)، وانخفاض قابلية الذوبان في سائل الصلب من الكالسيوم المعدني، فإنه يتبخر بسرعة إلى شكل بخار بعد إضافته إلى سائل الصلب ويطفو لأعلى ويخرج على شكل فقاعات. وأثناء عملية الطفو، يمكن أن يتفاعل بخار الكالسيوم مع الفوسفور الموجود في الصلب لتوليد Ca3P2، ولكن معدل استخدام الكالسيوم منخفض للغاية. يشيع استخدام سبائك أو مركبات الكالسيوم بدلًا من ذلك.
الكالسيوم3P2 الناتج عن التفاعل هو مركب غير قابل للذوبان في سائل الصلب، وتبلغ درجة انصهاره 1320 درجة مئوية وكثافته 3.3 جم/سم مكعب. وسوف يطفو في شكل سائل ويدخل في الخبث عند درجة حرارة صناعة الصلب. ومع ذلك، فإن فوسفيد الكالسيوم غير مستقر في ظل ظروف صناعة الصلب وهو عامل اختزال قوي. عندما تكون إمكانات الأكسجين في جو الفرن عالية وتوجد أكاسيد قابلة للاختزال بسهولة في الخبث، سيحدث التفاعل التالي:
(كاليفورنيا)3P2) + 4O2 = 3 (CaO)+ (P2O5) ; (3-4)
ذ (Ca3P2) + 8 (أناxOy) = 3 ص (CaO) + ص (ص (P2O5) + 8× [أنا] (3-5)
عندما يكون هناك بخار ماء في غاز الفرن:
(كاليفورنيا)3P2)十3ح2O= 3 (CaO) + 2PH3 ↑؛ (3-6)
إن غاز PH3 هو غاز يسحب الفوسفور مع غاز الفرن عند وجود بخار الماء، ولكن هذا الغاز سام، وينبغي اتخاذ الاحتياطات اللازمة لمنع حدوث هذا التفاعل أثناء التشغيل. ينبغي اتخاذ تدابير خاصة لضمان السلامة عند معالجة خبث الفرن الذي يحتوي على الكالسيوم الكالسيوم3P2. عندما يحتوي الخبث على نسبة قلوية عالية، CaO.P2O5 ذات ثبات أعلى سيتم إنتاجها.
3 (CaO) + (P2 O5)= (3 CaO.P2 O5) (3-7)
ومع ذلك، فإن كلاً من كالسيليكون الكالسيوم وCaC2 المستخدمة في إزالة الفسفرة منخفضة الجهد الأكسجيني لها خصائص اختزال قوية. لذلك، عندما يكون هناك فائض من الكالسيوم السيليكوني أو CaC2 في الخبث، سوف يتحلل فوسفات الكالسيوم ويتحلل P2O5 مما يتسبب في عودة الفوسفور إلى الفولاذ وتقليل كفاءة إزالة الفوسفور في ظل انخفاض إمكانات الأكسجين.
في التشغيل الفعلي، يعد الحفاظ على انخفاض إمكانات الأكسجين في الفولاذ وإزالة الخبث المحتوي على الفسفور في الوقت المناسب من مفاتيح تحسين كفاءة إزالة الكالسيوم من الفسفور. عند إضافة الكالسيوم، يجب اتخاذ الاحتياطات اللازمة لمنع تغويز الكالسيوم العنيف، والذي يمكن أن يسبب تناثره. عند إضافة الكالسيوم2 كعامل مزيل للفسفور، يلزم تغطية البوتقة وتعبئتها بغاز مختزل أو خامل لتجنب أكسدة الكالسيوم الكالسيوم2 في الخبث. في صهر Cr12فولاذ القالب MoV، كمية المسحوق المستخدمة هي 10-15 كجم/طن، ومعدل إزالة الفسفرة حوالي 0.005%. بعد انتهاء رش المسحوق، قم بإزالة الخبث على الفور وصنع خبث جديد.
3.6.3 النفخ بالأرجون
يعتبر نفخ الأرجون في المغرفة تقنية ناضجة بالفعل في صهر الصلب العادي والصلب منخفض السبائك. وهي تعتمد على تصاعد فقاعات الأرجون لتحريك الفولاذ المصهور، وتعزيز تفاعل الكربون والأكسجين، والالتصاق وتعزيز تصادم ونمو وتصاعد الشوائب على سطح الفقاعة، ويمكنها أيضًا إزالة الغازات في ظل ظروف معينة.
عندما يكون نقاء الأرجون عاليًا وجافًا جدًا، يمكن أن يؤدي نفخ الأرجون إلى إزالة بعض الغازات، وخاصة الهيدروجين. عندما يكون وقت نفخ الأرجون حوالي 20 دقيقة، يمكن أن يصل معدل إزالة الهيدروجين إلى حوالي 50%. يمكن أيضًا إزالة العناصر النزرة الضارة ذات الضغط البخاري العالي عند درجة حرارة صناعة الصلب، مثل الرصاص والزرنيخ، بدرجات مختلفة من خلال نفخ الأرجون. ووفقًا للتقارير، يمكن أن يؤدي نفخ الأرجون لمدة 20 دقيقة إلى إزالة 70-80% من الرصاص في الفولاذ، ولكن معدل إزالة الزرنيخ يبلغ 10% فقط.
3.6.4 حقن المسحوق
تعد ميتالورجيا حقن المسحوق بالمساحيق تقنية جديدة تم تطويرها مؤخرًا لتنقية الفولاذ المصهور. وقد استُخدم حقن المسحوق بالمغرفة على نطاق واسع في إنتاج الصلب التقليدي، ويمكن استخدام عوامل المسحوق المختلفة لإكمال المهام المعدنية مثل إزالة الفسفرة أو إزالة الكبريت أو إزالة الأكسدة أو التحكم في مورفولوجية الشوائب أو إضافة السبائك أو الكربون. تقنية حقن المسحوق هي في الأساس تقنية تضيف المواد الصلبة إلى الصلب المنصهر.
نظرًا لأن المسحوق يتم نقله بواسطة الغاز الحامل، فإن الغاز الحامل الذي يدخل في نفس الوقت الذي يدخل فيه المسحوق سيؤدي إلى إثارة الذوبان، وبالتالي تحسين الظروف الحركية للتفاعلات المعدنية. ولذلك، فإن حقن المسحوق أكثر فعالية من تقنية إضافة المواد الصلبة التقليدية. وبالطبع، يمكن أيضًا استخدام تقنية الإضافة هذه في صهر الفرن الحثي.
في صهر الفرن الحثي، يمكن نفخ عامل إزالة الفسفرة (سبيكة الكالسيوم أو مركب الكالسيوم) أو عامل إزالة الكبريت. عامل إزالة الكبريت المستخدم بشكل شائع هو مسحوق أساسه الجير (w(CaO) 60-80%، w(CaF2) 20-40%). عامل إزالة الكبريت هذا سهل الحصول عليه، ورخيص الثمن، وليس له أي تأثير على التحكم في تركيبة الفولاذ المصهور، ويبلغ معدل إزالة الكبريت حوالي 30-50%.
عامل آخر لإزالة الكبريت يستخدم على نطاق واسع هو Ca-Si-CaF2 (حيث w(CaF2) هو 20-30%)، سيتم امتصاص معظم السيليكون الموجود في عامل إزالة الكبريت هذا بواسطة الفولاذ المصهور، مما قد يزيد من محتوى السيليكون، ويمكن أن يصل معدل إزالة الكبريت إلى 40-80%. بالنسبة للفولاذ الذي لا يحتاج إلى إضافة الكربون، يمكن أيضًا تحقيق تأثير جيد لإزالة الكبريت بإضافة نسبة معينة من CaC2 إلى عوامل إزالة الكبريت القائمة على الجير.
يشيع استخدام غاز الأرجون المعبأ في زجاجات كغاز حامل لحقن المسحوق. ويمكن أيضًا استخدام النيتروجين لدرجات الفولاذ التي لا تتطلب محتوى النيتروجين، مما قد يقلل من التكاليف. يبلغ ضغط العمل بشكل عام 0.2-0.3 ميجا باسكال. في ظل فرضية ضمان توصيل المسحوق بشكل موحد، يجب تقليل ضغط العمل قدر الإمكان. يتم استخدام أنبوب فولاذي مع مادة حرارية خارجية كمسدس حقن ويتم إدخاله على عمق يساوي عمق حوض الصهر مطروحًا منه عمق الاختراق.
3.6.5 نزع الكربنة بالأرجون والأكسجين
درست شركة United Carbide Corporation في الولايات المتحدة الأمريكية علاقة التوازن في النظام الرباعي Fe-Cr-C-O في فرن الحث ووجدت أن هناك علاقة متناظرة بين محتوى الكربون والكروم الذائب في الحديد والضغط الجزئي لأول أكسيد الكربون (PCO) في المرحلة الغازية مع درجة الحرارة. في ظل محتوى معين من الكروم، ينخفض محتوى الكربون المتوازن مع زيادة درجة الحرارة أو انخفاض الضغط الجزئي لأول أكسيد الكربون في المرحلة الغازية. لذلك، طالما يمكن تقليل أول أكسيد الكربون الملامس للفولاذ المصهور، يمكن تقليل الكربون في الفولاذ المصهور إلى مستوى منخفض عند درجة حرارة ليست عالية جدًا، ولن يعاني الكروم من فقدان الكثير من الأكسدة.
وبناءً على ذلك، اقترحت طريقة AOD لتخفيف الضغط الجزئي لـ PCO بالأرجون، أي إزالة الكربنة بغاز الأرجون والأكسجين المختلط. تتغلب هذه الطريقة على عيوب ارتفاع درجة الحرارة، وفقدان الكروم بشكل كبير، وزيادة المحتوى الكربوني لـ أقطاب الجرافيت، وانخفاض عمر تبطين الأفران، والاستهلاك الكبير لحديد الكروم منخفض الكربون أو الكروم المعدني عند صهر الفولاذ المقاوم للصدأ بالكروم عن طريق نفخ الأكسجين في أفران القوس، وقد تم تطويره بسرعة واستخدامه على نطاق واسع.
نظرًا لأن طريقة AOD قد تم تطويرها على فرن الحث، يجب أن تكون طريقة إزالة الكربنة بالأرجون والأكسجين قابلة للتطبيق أيضًا على صهر فرن الحث. عند صهر الكروم أو الفولاذ المقاوم للصدأ المصنوع من النيكل والكروم في فرن الحث، يمكن نفخ غاز الأرجون والأكسجين المختلط لإزالة الكربون من الفولاذ.
إن إعادة صهر الخبث الكهربائي (ESR) هي طريقة تكرير ثانوية مستخدمة على نطاق واسع لإنتاج الصلب والسبائك عالية الجودة. وتستخدم هذه العملية الحرارة المتولدة من المقاومة الكهربائية للخبث لإعادة صهر القطب الكهربائي القابل للاستهلاك في مبلور مبرد بالماء. وبالمقارنة مع الصهر بالقوس الكهربائي القابل للاستهلاك بالتفريغ، لا تتطلب عملية التكرير الكهربائي القابل للتفريغ نظام تفريغ وغالبًا ما تستخدم مصدر طاقة تيار متردد، مما يجعلها عملية أبسط وأسهل في التشغيل مع سبائك مدمجة وعالية الجودة.
4.1.1.1 معدات إعادة صهر الخبث الكهربائية
مقارنةً بصهر القوس الكهربائي القابل للاستهلاك بالتفريغ، فإن معدات إعادة صهر الخبث الكهربائي بسيطة نسبيًا وتتكون من عدة مكونات، بما في ذلك محول الطاقة وجهاز الدائرة الكهربائية القصيرة، ونظام رفع القطب الكهربائي القابل للاستهلاك، ومبلور مع خزان مياه القاع، ونظام القياس والتحكم، ونظام الإمداد وإزالة الغبار. هنا، سوف نقدم فقط محول الطاقة، وجهاز التبلور، وخزان المياه السفلي، وأنواع مختلفة من أفران الخبث الكهربائية.
(1) محول الطاقة
إن الميزة الفريدة لعملية إعادة صهر الخبث الكهربائي هي استخدامها للتيار العالي والجهد المنخفض لمصادر طاقة التيار المتردد أو التيار المستمر. ولذلك، من الضروري اختيار محول مناسب لتحويل مدخلات الجهد العالي إلى خرج جهد منخفض (40-100 فولت) يتناسب مع قدرة فرن الخبث الكهربائي.
(2) جهاز البلورة (2)
المبلور هو العنصر الأكثر أهمية في فرن الخبث الكهربائي. أثناء عملية البَلْوَرة الكهربائية، يذوب القطب الكهربائي القابل للاستهلاك داخل المبلور، ويتم تبريد المعدن السائل قسراً وتبلوره لتشكيل سبيكة معدنية أو مسبوكة. المبلور هو غرفة الصهر في الفرن والقالب الخاص بتصلب المعدن. وله شكل وهيكل معقد، وهناك ثلاثة أنواع رئيسية: مبلور من نوع السبيكة، ومبلور من النوع المنزلق، ومبلور من النوع المدمج (كما هو موضح في الشكل 4-4).


1-القطب الكهربائي القابل للاستهلاك؛ 2-مجمع السبيكة؛ 3-مجمع ذوبان المعادن؛ 4-سبائك المعادن;
1-3 مبلور وضع السبيكة;
4-5 جهاز بلورة من النوع المنزلق؛ 5-جهاز بلورة؛ 6-صندوق ماء سفلي
6-7 النوع القابل للفصل؛ 8-النوع المتنقل



4.1.2 المبادئ الأساسية لإعادة الصهر بالقوس الكهربائي
(1) المبدأ الأساسي لإعادة الصهر
أثناء عملية إعادة الصهر بالقوس الكهربائي، يمر التيار خلال عملية إعادة الصهر بالقوس الكهربائي، يمر التيار عبر القطب القابل للاستهلاك، والخبث، وحوض ذوبان المعدن، والسبائك المعدنية الصلبة وصندوق الماء السفلي، وأخيرًا يتدفق عبر الدائرة الكهربائية القصيرة والمحول وما إلى ذلك، مكونًا حلقة (انظر الشكل 4-6). بالنسبة لفرن القوس الكهربائي ثنائي القطب المتسلسل، يتدفق التيار من أحد الأقطاب الكهربائية القابلة للاستهلاك عبر الخبث (يتدفق جزء صغير من التيار أيضًا عبر حوض ذوبان المعدن، ثم يعود إلى الخبث)، ثم يمر عبر القطب الكهربائي الآخر القابل للاستهلاك، وأخيرًا يعود إلى المحول ليشكل حلقة.
تتضمن عملية إعادة الصهر بالقوس الكهربائي تشكيل تجمع الخبث، وصهر القطب الكهربائي المستهلك، وتصلب المعدن المعاد صهره، وإصلاح وانكماش السبيكة المعاد صهرها، ويتم كل ذلك في إجراء عمل مستمر.
عندما يمر التيار عبر الخبث، بسبب المقاومة العالية للخبث، تتولد حرارة جول قوية في حوض الخبث. يتم التعبير عن الحرارة Q المترسبة في حوض الخبث لكل وحدة زمنية على النحو التالي:
س = أنا2R (4-1)
حيث: Q - جول الحرارة المتولدة لكل وحدة زمن، جول/ثانية;
I - شدة تيار الخبث الموصل للكهرباء، A;
R - مقاومة تجمع الخبث عند درجة حرارة الانصهار، Ω.
عندما يتم إدخال القطب القابل للاستهلاك في طبقة الخبث، يتم تسخين جزء الإدخال من القطب القابل للاستهلاك بواسطة درجة الحرارة العالية للخبث ويتجاوز درجة انصهاره. ونتيجة لذلك، تبدأ الطبقة السطحية من طرف القطب الكهربائي في الذوبان، مكونة طبقة رقيقة من المعدن السائل، والتي تلتصق بالجزء العلوي من طرف القطب الكهربائي. وفي الوقت نفسه، تحت تأثير الجاذبية g، والقوة الكهرومغناطيسية R، وقوة الجلي لحركة تجمع الخبث F، تتدفق الطبقة السائلة إلى أسفل على طول سطح طرف القطب وتتركز في الجزء المركزي من القطب لتكوين قطرات منصهرة. تتسبب الجاذبية في سقوط القطرات المنصهرة إلى أسفل، في حين أن التوتر البيني δ بين الخبث والقطرات المنصهرة يمنع القطرات المنصهرة من السقوط (انظر الشكل 4-7).
يمكن تقسيم ذوبان القطب القابل للاستهلاك وانتقال القطرات المعدنية أثناء عملية إعادة الصهر إلى المراحل الثلاث التالية:
1) يتم تشكيل غشاء معدني سائل في نهاية القطب القابل للاستهلاك;
2) تجمعت في قطرات منصهرة وانتقلت إلى حوض ذوبان المعدن من خلال طبقة الخبث;
3) دخلت سطح حوض ذوبان المعدن.


1 - تجمع الخبث؛ 2 - الطبقة السائلة الذائبة؛ 3 - تجمع ذوبان المعادن؛ 4 - جلد الخبث؛ 5 - سبيكة الخبث الكهربائية؛ 6 - المبلور;
7 - صندوق ماء سفلي؛ 8 - محول؛ 9 - ماس كهربائي؛ 10 - حامل؛ 11 - قطب كهربائي مستهلك
وبالمقارنة مع طرق الصهر العامة، تختلف عملية إعادة الصهر بالقوس الكهربائي من حيث أن عملية إعادة الصهر، بما في ذلك تكوين تجمع الخبث، وصهر القطب القابل للاستهلاك، وتصلب المعدن المعاد صهره، وإصلاح وانكماش السبيكة المعاد صهرها، تتم جميعها في إجراء عمل مستمر. ولذلك، فإن لها سلسلة من المزايا.
(1) يمكن تكرير المعدن المعاد صهره بفعالية بواسطة الخبث.
(2) تحسين ظروف تبلور السبيكة المعدنية وزيادة إنتاجية المعدن.
(3) المعدات بسيطة، وتكلفة الإنتاج منخفضة، ومن السهل إتقان العملية.
(4) هناك العديد من أنواع المنتجات ونطاق تطبيق واسع.
(5) تتميز إعادة الصهر بالقوس الكهربائي أيضًا بميزة رئيسية، حيث يمكنها إنتاج سبائك معدنية ذات مقاطع عرضية مختلفة، مثل السبائك المستديرة والمربعة والمستطيلة والمعدنية ذات نسب العرض إلى الطول الكبيرة. ويمكنه أيضًا إنتاج أنابيب مجوفة ومسبوكات بأشكال مختلفة، مثل الفراغات الأنبوبية المجوفة، وقضبان الدرفلة، وأوعية الضغط العالي، والصمامات الكبيرة ذات الضغط العالي، وأعمدة الكرنك.
ومع ذلك، هناك بعض العيوب في إعادة الصهر بالقوس الكهربائي، مثل انخفاض الإنتاجية، وارتفاع استهلاك الكهرباء، وضعف تأثير إزالة الغازات، وصعوبة التحكم الدقيق في التركيب الكيميائي عند إعادة صهر الفولاذ الذي يحتوي على عناصر عالية من القصدير والصلب، وارتفاع تكاليف الإنتاج مقارنة بطرق الصهر العامة.
4.3.1 المواد الخام لإعادة الصهر بالقوس الكهربائي
(1) قطب كهربائي قابل للاستهلاك
القطب الكهربائي القابل للاستهلاك المستخدم في إعادة الصهر بالقوس الكهربائي هو بشكل عام سبيكة معدنية مصهورة بواسطة فرن قوسي أو فرن تحريضي، والتي يتم تحويلها إلى قضيب معدني بعد الدرفلة أو التشكيل. ويمكن أن يكون مقطعه العرضي دائريًا أو مربعًا أو مستطيلًا، ويجب أن يكون تنوعه مماثلًا لتنوع المنتج النهائي بعد إعادة الصهر. من أجل تجنب أكسدة وحرق العناصر القابلة للأكسدة بسهولة أثناء عملية إعادة الصهر، يجب أن يكون سطح القطب القابل للاستهلاك خاليًا من الصدأ وجلد الأكسيد، خاصة عند إعادة صهر الفولاذ والسبائك التي تحتوي على الألومنيوم والـ Ti وB وعناصر أخرى. أثناء عملية إعادة الصهر، باستثناء العناصر القابلة للأكسدة بسهولة (مثل Ti وTi وAl وغيرها) التي قد تحترق، لا تتغير العناصر الأخرى بشكل أساسي. بالنسبة لهذه العناصر القابلة للأكسدة بسهولة، يجب التحكم فيها ضمن نطاق معين عند إعداد القطب القابل للاستهلاك وفقًا لكمية الاحتراق أثناء عملية إعادة الصهر. لتجنب انحراف القطب الكهربائي القابل للاستهلاك أثناء عملية إعادة الصهر، يجب أن يكون مستقيمًا قدر الإمكان، مع نصف قطر الانحناء لا تتجاوز 6 مم لكل متر.
(2) صفيحة حماية السبيكة
في بداية إعادة الصهر، من أجل منع احتراق صندوق الماء السفلي من الاحتراق، يمكن وضع صفيحة معدنية تسمى صفيحة حماية السبيكة تحت المبلور وفوق صندوق الماء السفلي. تُصنع صفيحة حماية السبيكة من نفس مادة القطب القابل للاستهلاك. يجب ألا يحتوي سطح صفيحة حماية السبيكة على جلد أكسيد وصدأ، ويجب أن يكون مسطحًا جدًا، وذلك لضمان التلامس الوثيق مع سطح صندوق الماء السفلي وتحقيق تأثير توصيل جيد. يتم اختيار سمك صفيحة حماية السبيكة بشكل عام من 12-18 مم.
(3) مادة خبث الإشعال
كما نعلم جميعًا، عند إعادة صهر القوس الكهربائي، يكون للخبث المنصهر موصلية معينة. عندما تكون مادة الخبث صلبة، تكون الموصلية ضعيفة ولا يمكن استخدامها لتوصيل الحرارة وإنشاء تجمع الخبث مباشرة. إذا تم استخدام الخبث الصلب كمادة خبث الاشتعال، فيجب العثور على خبث ذي موصلية كافية في الحالة الصلبة. في الممارسة العملية، وجد أنه عندما يحتوي الخبث الصلب على كمية معينة من TiO2فإنه يمكن أن يلبي هذا الشرط. لذلك، ولفترة طويلة من الزمن، فإن الخبث الصلب الذي يحتوي على TiO2 كمادة خبث الإشعال لإعادة الصهر بالقوس الكهربائي.
(4) إعادة صهر مادة الخبث
يلعب الخبث دورًا مهمًا في عملية إعادة الصهر بالقوس الكهربائي. وتتكون أنظمة الخبث الشائعة الاستخدام بشكل رئيسي من الفلوريت (CaF2)، الألومينا (الألومينا (Al2O3)، الجير (CaO)، والجير (CaO)، والمغنيسيا (MgO)، إلخ (انظر الجدول 4-1).
4.3.2 اختيار معلمات عملية إعادة الصهر بالقوس الكهربائي
(1) حجم سبيكة الخبث الكهربائي
تحقق العلاقة بين وزن السبيكة وحجمها المعادلة 4-2.

وزن عمود الدوران G، t؛ قطر عمود الدوران D، سم؛ ارتفاع عمود الدوران h، سم؛ الثقل النوعي للمعدن المذاب، g/سم3.
الجدول 4-1: أنظمة الخبث الشائعة وكثافاتها في الحالة السائلة، وكذلك درجات انصهارها.
| تكوين نظام الخبث بالنسبة المئوية (%). | كثافة الخبث بالجرام لكل سنتيمتر مكعب (جم/سم3) | درجة الانصهار بالدرجات المئوية (℃). | |||
| CaF2 | ثاني أكسيد الكالسيوم | A12O3 | 1450℃ | 1650℃ | – |
| 100 | – | – | 2.52 | 2.42 | – |
| 90 | 10 | – | 2.57 | – | 1390~1410 |
| 80 | 20 | – | 2.63 | 2.50 | 1200~1220 |
| 70 | 30 | – | 2.66 | – | – |
| 60 | 40 | – | 2.69 | – | – |
| 70 | – | 30 | 2.88 | 2.80 | 1320~1340 |
| 80 | 10 | 10 | 2.69 | – | |
| 60 | 20 | 20 | 2.90 | – | 1240~1260 |
(2) أبعاد المبلور والقطب الكهربائي الذاتي الاستهلاك
يُحدَّد قطر D للمُبلور بالصيغة التالية:

حيث D هو متوسط قطر المبلور بالملليمتر (مم)؛ D_pro هو قطر المنتج بالملليمتر (مم)؛ M هو بدل التصنيع للفراغ (بالنسبة للسبائك، M=0؛ بالنسبة للمسبوكات، M=10-15 مم)؛ δ% هو انكماش السبيكة (بشكل عام 3±0.5%).
يتم تحديد ارتفاع H للمبلور بالصيغة التالية:

إذا كان D أكبر من 300 مم، فينبغي أخذ H كحد أدنى.
يمكن تحديد قطر القطب المستهلكة ذاتيًا d_pole من خلال الصيغة التجريبية التالية، والتي تعتمد على القطر D للقطب المبلور:

حيث K هو نسبة الملء، وعادةً ما يتم اختيارها من 0.4-0.6؛ d_pole هو قطر القطب المستهلكة ذاتيًا بالمليمترات (مم)؛ D هو قطر المبلور بالمليمترات (مم).
وفي الوقت الحالي، تختار بلدان مختلفة حول العالم نسب تعبئة مختلفة K بناءً على أوضاعها الفعلية. وتعد قيمة K الأكبر أفضل لتقليل استهلاك الطاقة، وتحسين الإنتاجية، وتحسين جودة السبائك، مع ضمان جودة المعدن المعاد صهره والتشغيل الآمن. لا يمكن أن يكون قطر القطب المستهلك ذاتيًا كبيرًا جدًا، لأن ذلك سيؤثر على سلامة العملية.
يمكن حساب الطول L_pole للقطب الكهربي ذاتي الاستهلاك باستخدام المعادلة التالية:

حيث G هي كتلة سبيكة المعدن بالطن (t)؛ n هي عدد الأقطاب الكهربائية المستهلكة ذاتيًا اللازمة لإنتاج سبيكة معدنية واحدة؛ γ هي كثافة المعدن المعاد صهره، والتي تؤخذ عمومًا على أنها 7.9 جم/سم3 للصلب العادي؛ Z هي كثافة القطب، والتي تؤخذ على أنها 0.95 للأقطاب الكهربائية المصبوبة وتساوي تقريبًا 1 للأقطاب الكهربائية المطروقة والمدرفلة؛ ΔL هي طول ذيل القطب الكهربائي، والتي يجب تحديدها بناءً على القطب الكهربائي التثبيت الطريقة التي تؤخذ عمومًا على أنها (2-3)د.
(3) جهد الصهر
يشير جهد الصهر إلى مجموع جهد الشغل وانخفاض الجهد في الخط أثناء إعادة الصهر. جهد العمل قريب من جهد طبقة الخبث ويمثل الجهد الفعلي بدقة أكبر. وهو يحدد عمق غمر القطب الكهربائي المستهلكة ذاتيًا، ويؤثر على تكوين بلورات محورية مرضية للسبائك وجودة السطح، ويرتبط بدرجة أكسدة العناصر. ويمكن لزيادة جهد فوهة الفرن بشكل صحيح أن يؤدي إلى تنقية القطرات المنصهرة وزيادة درجة حرارة الخبث وتعزيز نمو البلورات المحورية للسبيكة. بشكل عام، بالنسبة لأنظمة الخبث ذات الموصلية الجيدة والمقاومة المنخفضة، يجب اختيار جهد تشغيل أقل. عند صهر السبائك التي تحتوي على عناصر قابلة للأكسدة بسهولة مثل الألومنيوم والـ Ti والفولاذ أو السبائك المعرضة للانفصال، يجب أيضًا اختيار جهد تشغيل أقل. يمكن اختيار جهد الشغل باستخدام الصيغة التجريبية التالية:

حيث U هو جهد العمل بالفولت (V)؛ D هو قطر المبلور بالسنتيمتر (سم)؛ B هو ثابت، يؤخذ على أنه 27-37 فولت.
(4) تيار الصهر
يعتبر تيار الصهر معلمة مهمة لها تأثير كبير على جودة المنتج والمؤشرات الاقتصادية والتقنية. وتؤدي زيادة تيار الصهر إلى زيادة عمق غمر القطب الكهربائي ذاتي الاستهلاك للقطب الكهربائي المستهلكة ذاتيًا، مما يضر بالبلورات المحورية للسبيكة. يتم تحديد تيار الصهر بشكل أساسي من خلال المساحة المقطعية للقطب الكهربائي ذاتي الاستهلاك وكثافة التيار.
I = A*J (4-8)
حيث A هي المساحة المقطعية للقطب المستهلكة ذاتيًا بالمليمتر المربع (مم2)؛ J هي كثافة التيار بالأمبير لكل مليمتر مربع (A/مم2).
يمكن تحديد كثافة التيار J باستخدام الصيغة التجريبية التالية:

حيث d هو قطر القطب المستهلك ذاتيًا بالملليمتر (مم).
(5) طاقة الإدخال
تُستخدم طاقة الإدخال للتحقق مما إذا كانت قيم الجهد والتيار مناسبة أو لتوفير أساس لاختيار المحولات للمعدات. يتم تحديد طاقة الإدخال بناءً على طاقة إدخال حجم حوض تجمع الخبث للوحدة. إذا كان D = 400-800 مم، فإن طاقة الإدخال الفعالة هي 0.15-0.30 كيلوواط/سم2؛ إذا كان D = 200-400 مم، فإن طاقة الإدخال الفعالة هي 0.30-0.60 كيلو واط/سم2؛ إذا كان D < 200 مم، تكون طاقة الإدخال الفعالة أكبر من 0.60 كيلوواط/سم2.
(6) كمية الخبث وعمق تجمع الخبث
يتم تحديد كمية الخبث باستخدام المعادلة التالية، مع أنظمة الخبث الشائعة الاستخدام والكثافات الموضحة في الجدول 4-3:

حيث G هو وزن الخبث بالكيلوجرام (كجم)؛ D هو قطر المبلور بالسنتيمتر (سم)؛ h هو عمق حوض الخبث بالسنتيمتر (سم)؛ γ هو كثافة المعدن المُعاد صهره بالكيلوجرام لكل سنتيمتر مكعب (كجم/سم)3).
يمكن تحديد عمق تجمع الخبث باستخدام الصيغة التجريبية التالية:

خذ الحد الأعلى عندما يكون D ≤250 مم، وخذ الحد الأدنى عندما يكون D > 350 مم. وفقًا للأدبيات، تبلغ كمية الخبث للأفران الكهربائية أحادية الطور في الصين 30-40 كجم/طن، وكمية الخبث للأفران الكهربائية ثلاثية الطور في الصين 60-70 كجم/طن، وكمية الخبث في الخارج 3-51 تيرابايت 3 تيرابايت من وزن السبيكة.
(7) درجة حرارة مياه التبريد
من أجل تعزيز تبلور السبيكة ومنع الحوادث، يلزم وجود كثافة تبريد أعلى لجهاز البَلْوَرة وخزان المياه السفلي. وعادةً ما يكون ضغط ماء التبريد مطلوبًا ليكون 1.5-2.0 كجم/م2، ويجب التحكم في درجة حرارة ماء مخرج المبلور عند 40-60 درجة مئوية.
تتضمن عملية إعادة صهر الخبث الكهربائي تكوين حوض الخبث، وصهر القطب الكهربائي المستهلكة ذاتيًا، وتصلب المعدن المعاد صهره، وتكميل وانكماش السبيكة المعاد صهرها. ويتم تنفيذ هذه العمليات في إجراء عمل مستمر.
4.4.1 تشكيل تجمع خبث إعادة صهر الخبث الكهربائي
(1) وظيفة الخبث
مصدر الحرارة لعملية إعادة الصهر.
التنقية الفعالة.
حماية المعدن المعاد صهره بطبقة الخبث.
وبالإضافة إلى ذلك، أثناء عملية التصلب للمعدن المعاد صهره، تتشكل قشرة خبث رقيقة وموحدة على سطح السبيكة، مما يحمي المبلور من التلامس المباشر مع الخبث عالي الحرارة ويجعل سطح السبيكة أملسًا وسهل إزالة القالب.
(2) خواص الخبث
موصلية كهربائية معينة.
لزوجة منخفضة ودرجة انصهار منخفضة.
ضغط بخار منخفض.
توتر بيني مناسب للخبث.
كثافة معتدلة من الخبث.
نفاذية مناسبة للخبث.
(3) اختيار نظام الخبث
يجب اختيار الخبث بناءً على تحليل الخواص الفيزيائية للخبث المذكورة أعلاه. وترد أنظمة الخبث الشائعة الاستخدام في الجدول 4-1.
يجب أن تكون درجة انصهار نظام الخبث أقل بمقدار 100-200 درجة مئوية من درجة انصهار المعدن المعاد صهره، كما يجب أن تكون لزوجة الخبث صغيرة. سيتيح ذلك قابلية انسيابية جيدة للخبث أثناء عملية إعادة الصهر، وهو أمر مفيد لإزالة الكبريت وإزالة الشوائب غير المعدنية. وسيساعد أيضًا على تشكيل قشرة خبث رقيقة وموحدة على سطح السبيكة، مما يسهل تصلب السبيكة والحصول على سطح أملس.
يتمتع نظام خبث CaF2-CaO بقدرة كبيرة على إزالة الكبريت، وتزداد قدرة إزالة الكبريت مع زيادة قاعدية الخبث. عند إعادة صهر الفولاذ الخالي من الكبريت المحتوي على الكبريت، يلزم إجراء عملية خبث حمضي مع R <1 لضمان محتوى الكبريت في الفولاذ.
أثناء إعادة صهر الخبث الكهربائي، من الأفضل أن يكون هناك عدد أقل من الأكاسيد غير المستقرة (FeO، MnO، إلخ) وأكاسيد المعادن متغيرة التكافؤ (MexOy) في الخبث لمنع زيادة محتوى [O] في المعدن وفقدان العناصر المحترقة. عند صهر الفولاذ والسبائك التي تحتوي على عناصر مثل Al وTi وB، يجب ألا يحتوي الخبث على SiO2.
ونظرًا لأن أكاسيد الفلزات القلوية مثل Na2O وK2O لها درجات انصهار منخفضة ويسهل تطايرها، يجب ألا يحتوي الخبث على هذه الأكاسيد.
(4) إنشاء حوض تجميع الخبث
في بداية عملية إعادة الصهر، يجب إنشاء حوض الخبث المعاد صهره بسرعة لضمان التقدم السلس لعملية إعادة صهر الخبث الكهربائي. هناك طريقتان لتأسيس حوض الخبث: طريقة القوس المرئي وطريقة القوس غير المرئي، وتستخدم الطريقة الأخيرة بشكل أساسي في الإنتاج الحالي. في طريقة القوس غير المرئي، تُستخدم طريقة إشعال الخبث الموصلة الصلبة وطريقة الخبث السائل بشكل أساسي.
4.4.2 ذوبان القطب المستهلكة ذاتيًا
أثناء عملية تقطير القطرات المعدنية المُعاد صهرها، تتجلى خصائص الانتقال بشكل أساسي في تواتر تقطير القطرات وحجم قطر القطرة، والتي لها تأثير كبير على صقل المعدن.
أولاً، تركيبة الخبث لها تأثير كبير على حجم القطرات. عند استخدام قطب كهربائي ذاتي الاستهلاك من الفولاذ ЭП65 بقطر d_pole=200 مم، وقطر مبلور D_pro=425 مم، ونظام خبث CaF2-Al2O3 مع كميات مختلفة من Al2O3 المضافة لإعادة الصهر، فإن التغير في نوعية القطرات مدرج في الجدول 4-2.
الجدول 4-2 التغييرات في اندماج القطرات.
| آل2O3 المحتوى في CaF2-آل2O3 الخبث، /%. | الجهد، / فولت | التيار، /أ | تردد إسقاط القطرات، قطرات/ثانية | متوسط كتلة القطرة، / جم |
| 1 | 61 | 7500 | 5.07 | 6.90 |
| 5 | 61 | 7500 | 6.53 | 7.50 |
| 15 | 61 | 7500 | 7.01 | 7.95 |
| 30 | 61 | 7500 | 7.06 | 11.70 |
وعلاوة على ذلك، هناك علاقة معينة بين عمق تجمع الخبث وتواتر وحجم إسقاط القطرات. عند استخدام قطب كهربائي ذاتي الاستهلاك ذاتي المقطع العرضي الصغير، تؤدي الزيادة في عمق تجمع الخبث إلى انخفاض في تردد إسقاط القطرات وزيادة في قطر القطرات (انظر الجدول 4-3).
الجدول 4-3 العلاقة بين عمق تجمع الخبث وتردد سقوط القطرات وقطر القطرات.
| عمق تجمع الخبث، / مم | 30 | 50 | 70 |
| تردد إسقاط القطرات، قطرات/ثانية | 21.5 | 14.8 | 11.5 |
| متوسط كتلة القطرة، / جم | 0.11 | 0.16 | 0.21 |
| متوسط قطر القطرة، / مم | 3.12 | 3.54 | 3.86 |
ملاحظة: سرعة رفع القطب هي 1.55 م/ساعة؛ الجهد 45 فولت.
ويرتبط استقرار عملية إعادة الصهر في إنتاج الخبث الكهربائي ارتباطًا وثيقًا بسرعة انحدار القطب الكهربائي ذاتي الاستهلاك. عندما ينحدر القطب ببطء، تنتقل عملية الصهر الكهربائي إلى عملية القوس الكهربائي. في هذا الوقت، تكون نهاية القطب مسطحة، وعادةً ما تتوزع القطرات على حافة وجه القطب (انظر الشكل 4-18 أ). في اللحظة التي تسقط فيها القطرات، يمكن ملاحظة حدوث تقوس كهربائي، وتكون عملية التكسير الكهربائي غير مستقرة. عند زيادة السرعة الهابطة للقطب الكهربائي، يظهر نتوء مخروطي الشكل في نهاية القطب (انظر الشكل 4-18ب)، وتتشكل القطرات في مركز طرف القطب (طرف النتوء). مع زيادة أخرى في سرعة انحدار القطب، يزداد حجم الجزء المخروطي من القطب المدرج في الخبث، ويقل تقعر السطح الجانبي للقطب المخروطي.

الشكل 4-8 خصائص انصهار القطب الكهربائي
أ - سرعة هبوط القطب المنخفضة؛ ب - سرعة هبوط القطب المعتدلة؛ ج - سرعة هبوط القطب العالية.
مع زيادة أخرى في السرعة الهابطة للقطب الكهربائي، يصبح السطح الجانبي للجسم المخروطي في نهاية القطب محدبًا، كما يتم دفن بعض الجزء الأسطواني من القطب الكهربائي في تجمع الخبث. في هذا الوقت، مع زيادة سرعة هبوط القطب الكهربائي، يمكن ملاحظة زيادة بطيئة في التيار (انظر الشكل 4-19).

الشكل 4-9 العلاقة بين سرعة نزول القطب الكهربائي والتيار
1 - قطر القطب 180 مم، U=80 فولت؛ 2 - قطر القطب 180 مم، U=51 فولت;
3 - قطر القطب 100 مم، U=51 فولت؛ 4 - قطر القطب 80 مم، U=51 فولت;
عندما تكون سرعة انحدار القطب سريعة جدًا، يحدث تقوس دوري بين نهاية القطب وسطح حوض المعدن المنصهر بسبب انفصال القطرات، مما يؤدي إلى الغليان في قاع حوض الخبث. في بعض الأحيان، قد تحدث دائرة كهربائية قصيرة بين القطب الكهربائي وحوض المعدن المنصهر، مما يجعل عملية إعادة الصهر غير مستقرة.
باختصار، عند استخدام قطب كهربائي كبير المقطع العرضي لإعادة الصهر الكهربائي، يجب أن تكون نهاية القطب الكهربائي على شكل مخروط منتظم، مما يجعل عملية إعادة الصهر أكثر استقرارًا.
4.4.3 تصلب المعدن المعاد صهره
الفروق بين عملية التصلب في السبائك الكهربية وعملية التصلب في السبائك التقليدية طرق الصب هي كما يلي:
(1) يكون فصل السبائك المعاد صهرها بالخبث الكهربائي أصغر من الطرق الأخرى;
(2) أثناء عملية إعادة الصهر الكهربائي، يمكن توفير معدن سائل جديد باستمرار إلى داخل المبلور عن طريق الصهر المستمر للقطب الكهربائي ذاتي الاستهلاك الذاتي، في حين أن هذا غير مطلوب في الصب العادي للقالب;
(3) توجد قشرة خبث رقيقة على سطح السبيكة الكهربائية، مما يجعل معدل التبريد المحوري أكبر بكثير من معدل التبريد الشعاعي، ويميل الهيكل البلوري إلى أن يكون محوريًا;
(4) لا يرتبط التركيب البلوري للسبيكة الكهربية ليس فقط بقشرة الخبث الموجودة على سطح السبيكة ولكن أيضًا بشكل حوض المعدن المنصهر.
وقد أثبتت الممارسة العملية أن العوامل الرئيسية التي تؤثر على تشكيل شكل تجمع المعدن المنصهر تشمل سرعة انحدار قطب الاستهلاك الذاتي، وتيار العمل، وجهد العمل، وعمق تجمع الخبث، والتوصيل الحراري للمعدن المعاد صهره.
4.4.4 الانكماش التعويضي وإزالة القوالب والتبريد
الانكماش التعويضي: يجب إجراء الانكماش التعويضي قبل 10-15 دقيقة من نهاية عملية إعادة الصهر لضمان الحصول على سبيكة ناعمة بدون ثقوب انكماش وتحسين إنتاجية السبيكة المعدنية.
إعادة التشكيل والتبريد: بعد اكتمال إعادة الصهر، يجب ترك السبيكة المعدنية لتبرد لمدة 10 دقائق قبل إزالة القوالب. عادةً ما يتم تحديد وقت تبريد القالب وفقًا لدرجات الفولاذ المختلفة وحجم السبيكة. بعد إزالة القوالب، يجب تبريد سبائك الفولاذ عمومًا ببطء، وتشمل طرق التبريد البطيء التبريد بالهواء، والتبريد بالرمل، والتبريد بغطاء المحرك، والتبريد بالحفرة.
4.5.1 إزالة الكبريت وإزالة الفسفرة في عملية الخبث الكهربائي
يعتبر تأثير إزالة الكبريت من إعادة الصهر الكهربائي كبيرًا، ويمكن أن يصل معدل إزالة الكبريت عمومًا إلى 50-80%، وهي إحدى مزايا إعادة الصهر الكهربائي. في طرق صناعة الصلب العادية، من أجل إزالة الكبريت من المعدن بشكل فعال، يجب استيفاء الشروط التالية:
(1) يجب أن يكون للخبث قلوية عالية;
(2) لجعل تدفق الخبث جيدًا، يجب أن تكون درجة حرارة الخبث عالية;
(3) يجب أن تكون واجهة التلامس بين المعدن والخبث كبيرة قدر الإمكان.
هناك ثلاثة أشكال لإزالة الكبريت في عملية إعادة الصهر الكهربائي:
(1) هو إزالة الكبريت من الخبث، مما يعني انتقال الكبريت من المعدن إلى الخبث.
صيغة التفاعل هي: [S] + (O2-)→(S2-)+[O] (4-12)
ثابت الاتزان للتفاعل هو: (4-13)
ومن ثم، تنتج المعادلة 4-13:
إذا كان محتوى أيونات الأكسجين في الخبث أعلى ونشاط الأكسجين في المعدن أقل، فإن المزيد من الكبريت سينتقل من المعدن إلى الخبث. من أجل زيادة محتوى أيونات الأكسجين في الخبث، يمكن استخدام الخبث عالي القلوية. من صيغة التفاعل الكيميائي لإزالة الكبريت من الخبث، يمكن ملاحظة أنه كلما تمت إزالة الكبريت، يجب أن يزداد محتوى الأكسجين في المعدن.
(2) أثناء عملية إعادة الصهر، تتم أيضًا عملية إزالة الكبريت بالتغويز، مما يعني انتقال الكبريت من الخبث إلى الغلاف الجوي.
(S2-) + 3/2{O2} = (O2-) + {سو2} (4-15)
ثابت الاتزان لهذا التفاعل هو:
ينتج عن المعادلة 4-16:

من المعادلة 4-17، يمكن ملاحظة أنه كلما ارتفع الضغط الجزئي للأكسجين في الغلاف الجوي وانخفض نشاط أيونات الأكسجين في الخبث، كلما كان ذلك أكثر ملاءمة لنزع الكبريت بالتغويز أثناء عملية إعادة الصهر. هناك تناقض معين بين عمليتي التفاعل هاتين. ومع ذلك، تحدث كلتا العمليتين داخل نفس النظام، لذلك يجب أن يكون تأثير إزالة الكبريت النهائي نتيجة شاملة للتفاعل بين هذين التفاعلين.
(3) ينتقل الكبريت في المعدن إلى الخبث.
كما أن أقطاب التيار والجهد المختلفة لها تأثير معين على إزالة الكبريت في المعدن. إذا تم استخدام التيار المستمر العكسي (أي قطب الاستهلاك الذاتي المتصل بالقطب الموجب)، يمكن أن ينتقل الكبريت في المعدن إلى الخبث، مما يحقق نتائج أفضل لإزالة الكبريت. في الأساس، لا يمكن ملاحظة أي تأثير لإزالة الكبريت عند استخدام التيار المستمر الموجب. أثناء إعادة الصهر بالقوس الكهربائي، تمثل إزالة الكبريت بالتغويز نسبة كبيرة بين طرق إزالة الكبريت الثلاثة المذكورة أعلاه. وعمومًا، يتحقق أفضل تأثير لإزالة الكبريت باستخدام مصدر طاقة تيار متردد وخبث عالي القلوية لإعادة الصهر في الظروف الجوية. عند استخدام مصدر طاقة تيار متردد، فإن فلوريد الكالسيوم2-نظام خبث أكسيد الكالسيوم -CaO له أفضل تأثير لإزالة الكبريت في نظام خبث الفلوريد.
أما بالنسبة لإزالة الفسفرة في المعدن، فإن الطريقة التقليدية هي تهيئة ظروف "ثلاث ارتفاعات ودرجة حرارة منخفضة" (قلوية عالية، ومحتوى (FeO) مرتفع، وكمية خبث كبيرة، ودرجة حرارة منخفضة) قدر الإمكان أثناء عملية الصهر. ومع ذلك، في عملية إعادة الصهر بالقوس الكهربائي، من الصعب تحقيق نتائج جيدة لإزالة الفسفرة بسبب الطبيعة غير المؤكسدة للخبث وارتفاع درجة حرارة الحوض المنصهر.
4.5.2 إزالة الشوائب غير المعدنية أثناء إعادة الصهر بالقوس الكهربائي
إعادة الصهر بالقوس الكهربائي فعالة للغاية في إزالة الشوائب غير المعدنية من المعدن. يوضح الجدول التالي التغيرات في محتوى الشوائب غير المعدنية في الفولاذ المحمل الكروي بعد إعادة الصهر بالقوس الكهربائي.
الجدول 4-4 التغييرات في شوائب الأكسيد في الفولاذ المحمل الكروي بعد إعادة الصهر بالقوس الكهربائي
| موقع أخذ العينات | عدد العينات | عدد الحقول | متوسط مساحة شوائب الأكسيد لكل حقل، ميكرومتر2 |
| قطب الاستهلاك الذاتي | 3 | 36 | 254 |
| قطرات طرف القطب الكهربائي | 3 | 38 | 59 |
| قطرات منصهرة تقطر قطرات منصهرة | 5 | 51 | 33 |
| حوض ذوبان المعادن | 5 | 63 | 47 |
| فولاذ معاد صهره | 5 | 60 | 37 |
الجدول 4-10: فقدان حرق [Ti] أثناء إعادة الصهر بالخبث الكهربائي في ظروف مختلفة.
| سبيكة | الغلاف الجوي | عدد الأفران | -△[Ti] ,% | ||
| الحد الأقصى | المتوسط | تذبذب جسم السبيكة | |||
| 1.0 طن | الجو المحيط | 6 | 0.47 | 0.22 | 0.46 |
| غاز الأرجون | 2 | 0.15 | 0.11 | 0.08 | |
(1) التطبيقات الجديدة لإعادة الصهر الكهربائي
إعادة الصهر بالخبث الكهربي ESR؛ الصب بالخبث الكهربي ESC؛ الصب بالخبث الكهربي ESP؛ الصب المستمر بالصب بالخبث الكهربي ESMPC؛ الصب بالخبث الكهربي بالطرد المركزي CESC;
الصب العلوي الساخن بالخبث الكهربائي ESHT؛ إعادة الصب بالخبث الكهربائي السريع ESRR; اللحام بالخرامة الكهربائية تكسية بالخرز الكهربائي E.S. Cladding E.S. Cladding;
تشكيل الرذاذ الكهربائي بالخبث الكهربائي E.S. Osprey؛ الصهر الكهربائي المباشر Direct ESM;
(2) الآفاق المستقبلية للمنتجات الكهربائية
I. في إنتاج المطروقات المتوسطة والكبيرة، ستكون إعادة الصهر في وضع احتكاري.
II. في مجالات أدوات الصلب عالية الجودة, فولاذ القالبوالصلب المقاوم للحرارة المزدوج المقاوم للصدأ المقاوم للصدأ، والصلب فائق القوة المحتوي على النيتروجين، وفراغات الأنابيب، واللفائف المدرفلة على البارد، فإن إعادة الصهر بالخبث الكهربائي لها ميزة مطلقة وستحل محل إعادة الصهر بالقوس المفرغ في هذا المجال.
ثالثًا. في مجال السبائك الفائقة (السبائك ذات درجة الحرارة العالية، والسبائك المقاومة للتآكل، والسبائك الدقيقة، وسبائك التسخين الكهربائي)، فإن إعادة الصهر الكهربائي وإعادة الصهر بالقوس التفريغي في وضع تنافسي. وبحلول أواخر الثمانينيات، تجاوز إنتاج إعادة الصهر بالخبث الكهربائي إنتاج إعادة الصهر بالقوس التفريغي. إن العديد من المواد التي تتبع إعادة الصهر بالقوس التفريغي هي مواد قديمة مقيدة بالتقييمات التقنية السابقة، في حين أن المواد الجديدة لإعادة الصهر بالقوس الكهربائي لها ميزة مطلقة.
رابعًا. في إنتاج الفلزات غير الحديدية، لا تزال عملية إعادة الصهر الكهربائي في مراحلها الأولى.
إعادة الصهر بقوس التفريغ هي عملية تنطوي على استخدام قوس تيار مباشر يتولد بين قطب كهربائي معدني وحوض معدني منصهر، في بيئة خالية من الخبث ومنخفضة الضغط. تعمل تأثيرات درجة الحرارة العالية للقوس على إذابة الأقطاب الكهربائية المستهلكة ذاتيًا طبقة تلو الأخرى وتشكل قطرات منصهرة في نهاية القطب. وتدخل هذه القطرات إلى حوض المعدن المنصهر من خلال منطقة القوس ذات درجة الحرارة العالية ويتم تسخينها بسرعة بواسطة القوس ذات درجة الحرارة العالية، مما يؤدي إلى تنقية وصقل القطب، يليها التصلب في مبلور مبرد بالماء.
يمكن لفرن القوس الفراغي أن يخلق حالة انصهار منخفضة الأكسجين ودرجة حرارة عالية، مما يجعله مناسبًا لصهر المعادن الحرارية أو المعادن المؤكسدة بسهولة مثل البلاتين والتنتالوم والتنغستن. ومع تطور الصناعة الميكانيكية، تم تطبيق عملية إعادة الصهر بالقوس ذاتي الاستهلاك الفراغي بنجاح في إنتاج التيتانيوم وسبائك التيتانيوم، والسبائك الدقيقة، والسبائك عالية الحرارة، والمعادن المقاومة للحرارة. ولذلك، فقد تطورت ونما حجمها بسرعة منذ أربعينيات وخمسينيات القرن الماضي. في عمليات الصهر الخاصة، يعد الصهر بالقوس المفرغ إحدى الطرق الرئيسية لإعادة الصهر والتكرير. ويوضح الشكل 5-1 الرسم التخطيطي للصهر بالقوس التفريغي في الشكل 5-1.

1. آلة بلورة النحاس؛ 2. منصة التشغيل؛ 3. نظام المراقبة البصرية؛ 4. جهاز رفع القطب؛ 5. عمود القطب؛ 6. جسم الفرن؛ 7. القطب؛ 8. نظام التفريغ؛ 9. القوس؛ 10. السبيكة؛ 11. ملف التحكم الكهربائي.
يمكن تقسيم أفران القوس التفريغي إلى فئتين: أفران القوس التفريغي ذاتية الاستهلاك وغير ذاتية الاستهلاك. وتشير الفئة الأخيرة إلى نوع من أفران القوس الفراغية التي تستخدم موصلات مقاومة للحرارة العالية مثل أقطاب التنجستن أو الجرافيت ويوضع المعدن المراد صهره في المبلور للصهر والصقل بواسطة حرارة القوس.
أثناء عملية الصهر، لا يتم استهلاك القطب نفسه، أو يتم استهلاكه بالحد الأدنى فقط، لذلك يُطلق عليه أفران القوس غير ذاتية الاستهلاك. تستخدم الأفران القوسية ذاتية الاستهلاك المعدن المراد صهره كقطب كهربائي، والذي يذوب ويخضع للصقل بمعدل معين أثناء عملية الصهر، مما يجعل هذا النوع من الأفران القوسية فرن قوسي ذاتي الاستهلاك. نظرًا لأن الغالبية العظمى من أفران القوس الفراغية المستخدمة في إنتاج الصلب والسبائك هي أفران قوسية ذاتية الاستهلاك، ما لم يتم تحديد خلاف ذلك في الأقسام اللاحقة، فإن جميع الإشارات ستكون لأفران القوس ذاتية الاستهلاك.
5.2.1 نظرة عامة هيكلية
هناك أنواع مختلفة من أفران القوس ذاتي الاستهلاك الذاتي التفريغ، ولكن هياكلها الأساسية واحدة. يوضح الشكل 5-1 فرن قوس ذاتي الاستهلاك الفراغي. تشتمل المجموعة الكاملة من المعدات الخاصة بفرن القوس الذاتي الاستهلاك الفراغي على جسم الفرن، ومعدات إمداد الطاقة، ونظام التفريغ، ونظام التحكم، ونظام المراقبة، ونظام تبريد المياه، ومكونات أخرى. يظهر الرسم التخطيطي لمبدأ إعادة صهر القوس الفراغي، والرسم التخطيطي الهيكلي لفرن القوس الفراغ ذاتي الاستهلاك الكهربائي الذاتي الاستهلاك في الشكل 5-2 والشكل 5-3، على التوالي.

1. قطب كهربائي ذاتي الاستهلاك للمعادن؛ 2. منطقة الطور الغازي؛ 3. منطقة عمود القوس؛ 4. تجمع المعدن المنصهر؛ 5. سبيكة.

1. القطب السالب؛ 2. آلية إمداد القطب؛ 3. قضيب التوصيل؛ 4. غلاف مانع انزلاق الفراغ؛ 5. جسم الفرن؛ 6. مشبك؛ 7. قضيب قصير؛ 8. قطب كهربائي ذاتي الاستهلاك؛ 9. بوتقة نحاسية؛ 10. سبيكة نحاسية؛ 10. سبيكة مصبوبة؛ 11. سترة مائية؛ 12. قطب موجب؛ أ. مدخل مياه التبريد؛ ب. مخرج مياه التبريد؛ ج. عادم مضخة التفريغ.
5.2.2.2 تصنيف أفران القوس الكهربائي ذاتية الاستهلاك
هناك العديد من أنواع الأفران، والتي يمكن تصنيفها وفقًا للخصائص المختلفة للفرن القوسي. وفقًا لهيكل جسم الفرن، يمكن تقسيمها إلى أنواع ثابتة ودوارة. وفقًا لشكل السبيكة، يمكن تقسيمها إلى سبيكة ثابتة وسبيكة مسحوبة. وفقًا لوضع التشغيل، يمكن تقسيمها إلى متقطعة ومستمرة.
5.3.1 مراحل إعادة صهر القوس الكهربائي
يمكن تقسيم عملية إعادة الصهر بالقوس الكهربائي إلى أربع مراحل: أقطاب اللحام، والتقويس، والصهر العادي، والتغطية.
يتم اللحام في جو مفرغ من الهواء أو في جو واقٍ. يتم نشر طبقة من مادة بدء القوس الكهربائي (عادةً من نفس نوع الرقائق) على طرف القطب الكهربائي ذاتي الاستهلاك الذي يتم لحامه، ثم قضيب القطب الكهربائي يتم إنزاله بحيث يحدث تقوس بين القطب الانتقالي والقطب الكهربائي المستهلك ذاتيًا. عندما يتم تسخين طرفي منطقة القوس الكهربائي ويكون القوس الكهربائي مستقرًا مع تكوين كمية كبيرة من الطور السائل، يتم خفض قضيب القطب الكهربائي بسرعة لجعل طرفي منطقة القوس الكهربائي على تماس وثيق ويلحمان معًا.
والغرض من التقوس هو تشكيل قوس بين القطب المستهلكة ذاتيًا ومادة بدء القوس في قاع المبلور، وزيادة درجة حرارة منطقة التقوس، وتشكيل حجم معين من تجمع المعدن المنصهر في قاع المبلور، والحفاظ على قوس مستقر بين القطب المستهلكة ذاتيًا وتجمع المعدن المنصهر، والانتقال من إعادة صهر القطب المستهلكة ذاتيًا إلى فترة الصهر العادية.
فترة الصهر العادية هي المرحلة الرئيسية من عملية إعادة الصهر التي يتم خلالها صقل الصلب أو السبائك وتصلبها في سبائك. ويؤدي ذلك إلى إزالة الغازات والشوائب المعدنية ذات نقطة الانصهار المنخفضة من المعدن وإزالة الشوائب غير المعدنية وتقليل الفصل والحصول على بنية بلورية مثالية.
الغرض من وضع الطبقة العلوية هو تقليل تجاويف الانكماش في الجزء العلوي من السبيكة المعاد صهرها، وتقليل مسامية منطقة الانكماش "V" في الجزء العلوي، وتعزيز الطفو النهائي وإزالة الشوائب، وتقليل كمية قطع الرأس، وزيادة معدل الإنتاجية.
5.3.2 معلمات العملية
(1) قطر القطب الكهربائي الذاتي الاستهلاك
ويؤثر قطر القطب الكهربائي ذاتي الاستهلاك تأثيرًا مباشرًا على جودة السبيكة المصهورة. عندما يكون القطر كبيرًا، يتم توزيع حرارة القوس بالتساوي على كامل سطح الحوض المنصهر بالكامل، وبالتالي يكون الحوض المنصهر مسطحًا. وهذا يجعل من السهل الحصول على سبيكة معاد صهرها مع فصل صغير، وبنية كثيفة، واتجاه بلوري عمودي مفيد لتحسين أداء المعالجة الحرارية (الزاوية بين اتجاه الحبيبات العمودية ومحور السبيكة صغيرة). بشكل عام، تُستخدم الصيغة التالية لتحديد قطر القطب الكهربائي:
د/د = 0.65 ~ 0.85 (5-1)
حيث d هو قطر القطب الذاتي الاستهلاك بالملليمتر، وD هو قطر المبلور بالملليمتر.
بالنسبة للصلب أو السبائك، في الوقت الحالي، يتم اختيار d/D بشكل عام في نطاق 0.7 إلى 0.8. اختر الحد الأعلى لحجم السبيكة الأكبر والحد الأدنى لحجم السبيكة الأصغر.
بالإضافة إلى ذلك، يمكن أيضًا تحديد قطر القطب الكهربائي بالصيغة التجريبية على النحو التالي:
د=د-2 δ (5-2)
حيث δ هي المسافة بين القطب والبلورة بالملليمتر.
عندما يكون القطب عبارة عن أسطوانة متعددة الأوجه، تمثل القيمة المسافة بين حواف القطب والجدار الداخلي للبلورة. عند تحديد قيمة δ، يجب التأكد من أنها أكبر من طول القوس أثناء الصهر العادي، من أجل القضاء على خطر توليد أقواس الحواف.
أثناء إعادة صهر المعادن والسبائك غير الحديدية أو الحرارية، خاصةً أثناء إعادة الصهر بالتفريغ الأول (مع إطلاق كمية كبيرة من الغازات)، من أجل إزالة الغازات بالكامل وضمان التشغيل الآمن، يجب أن تكون δ أكبر من تلك المختارة لإعادة صهر الفولاذ. بشكل عام، يتم اختيار δ في نطاق 25 إلى 50 مم، مع الحد الأعلى لحجم السبيكة الأكبر.
الجدول 5-1 المعادلة التجريبية لتحديد تيار الذوبان
| الصيغة | الوحدة | نطاق التطبيق | ملاحظة | |
| أنا أو أنا | د أو د | |||
| أمبير/سم2 | d مم | الصلب أو سبائك الصلب أو سبائك الحديد أو سبائك النيكل. | ط- كثافة التيار I- تيار الانصهار د- قطر القطب المستهلك ذاتيًا د- قطر البلورة | |
| IA | D مم | الصلب، سبائك الصلب D=145~150 د/د=0.7 ~ 0.8 | ||
| IA | d مم | سبائك أساسها الحديد أو النيكل d=10~300 d/D=0.65 ~ 0.85 | ||
(2) درجة الفراغ:
تؤثر درجة التفريغ تأثيرًا مباشرًا على إزالة الأكسدة، وإزالة الغازات، وتطاير العناصر، والتحلل وإزالة الشوائب أثناء عملية إعادة الصهر، وكذلك سلوك القوس والتشغيل الآمن. لذلك، تعتبر درجة التفريغ معلمة عملية مهمة للغاية. من أجل تحسين تأثير التكرير، يلزم زيادة درجة التفريغ في غرفة الصهر، ولكن من أجل استقرار القوس، يجب ألا تكون درجة التفريغ عالية جدًا، خاصةً تجنب نطاق الضغط الذي سيؤدي إلى تفريغ التوهج. يجب الحفاظ على ضغط غرفة الصهر عند حوالي 1.3 باسكال.
(3) الحالي:
ويحدد تيار الصهر معدل انصهار القطب المستهلكة ذاتيًا ودرجة حرارة الحوض المنصهر. ويؤدي التيار الكبير إلى ارتفاع درجة حرارة القوس الكهربائي وسرعة معدل انصهار القطب، مما يؤدي إلى تحسين جودة سطح السبيكة المصهورة. ومع ذلك، فإن ارتفاع درجة حرارة الحوض المنصهر يؤدي إلى تعميق عمق الحوض المنصهر ويتسبب في اتجاه تبلور السبيكة المعاد صهرها نحو الأفقي. ونتيجة لذلك، يزداد التطور الرخو في السبيكة المعاد صهرها، ويزداد انحراف التركيب، ويزداد تباين الخواص ويزداد أداء المعالجة الحرارية سوءًا.
عندما يكون تيار الانصهار صغيرًا، على الرغم من انخفاض معدل الانصهار، يكون شكل حوض ذوبان المعدن ضحلًا ومسطحًا، ويميل اتجاه التبلور إلى المحوري، مما يضمن أن تكون السبيكة المعاد صهرها كثيفة، مع شوائب صغيرة ومشتتة يمكن أن تطفو لأعلى وللخارج بين البلورات المتشعبة. وينبغي أن يأخذ اختيار تيار الصهر في الاعتبار أيضًا قطر القطب الكهربائي، وحجم السبيكة، والخصائص الفيزيائية للمنتج المكرر (مثل درجة الانصهار، والتركيب، واللزوجة، والتوصيل الحراري، وما إلى ذلك). ترد التعبيرات الصيغية لاختيار تيار الانصهار في الجدول 5-1.
(4) الجهد:
في حالة وجود تيار ثابت، يتم تحديد طول القوس بواسطة جهد القوس. إذا كان طول القوس قصيرًا جدًا (أقل من 15 مم)، فمن المحتمل أن تحدث دوائر قصيرة دورية، مما يتسبب في تذبذب درجة حرارة الحوض المنصهر، وبالتالي يؤثر على انتظام البنية البلورية وجودة سطح السبيكة المعاد صهرها. إذا كان القوس طويلًا جدًا، لا تتركز الحرارة، ويكون التوزيع الحراري للحوض المنصهر غير متساوٍ، ويتأثر تجانس البنية البلورية للسبيكة المعاد صهرها، مما يزيد من خطر حدوث قوس الحافة. في صهر القوس الفراغي، يكون التحكم في طول القوس هو نفسه في الأساس. في الوقت الحاضر، يتم التحكم في طول القوس في الغالب في نطاق 22-26 مم، وهو ما يتوافق مع جهد 24-26 فولت. يجب أن تكون قيمة δ في هذا الوقت أكبر من 25 مم.
(5) معدل الذوبان:
ويشار إلى عدد الكيلوجرامات من السائل المعدني المنصهر من القطب ذاتي الاستهلاك والداخل إلى المبلور في وحدة الزمن باسم معدل الانصهار، والذي يتم التعبير عنه عادةً بوحدة الكيلوجرام/الدقيقة. يمكن تحديد معدل الانصهار (V) من خلال المسافة (S، مم/الدقيقة) التي تنخفض بها المسطرة المرتبطة بالحركة لأعلى ولأسفل للقطب المستهلكة ذاتيًا في وحدة الزمن. معادلة الحساب هي
ف= ك-س (5-3)
حيث K هو معامل معدل الانصهار، كجم/مم، أي عدد الكيلوجرامات من القطب المستهلك ذاتيًا التي يذوبها القطب المستهلك ذاتيًا بواسطة القطب المستهلك للقطب الأبيض لكل قطرة 1 مم. يمكن اشتقاق قيمة K من التوازن الكتلي بين الحركة الهابطة للقطب والحركة الصاعدة لمستوى السائل.
(6) معدل التسرب:
يشير معدل التسرب E لنظام التفريغ إلى كمية الهواء التي تتخلل إلى حجرة التفريغ من الخارج لكل وحدة زمنية، بوحدة ميكرومتر زئبق/لتر/ث. ويؤثر معدل التسرب تأثيرًا كبيرًا على جودة المعدن المعاد صهره، خاصةً بالنسبة للسبائك التي يصعب صهرها أو تحتوي على عناصر نشطة. ويزيد الغاز المتسرب في نظام التفريغ من الضغط الجزئي للأكسجين والنيتروجين وبخار الماء في غرفة التفريغ، وبالتالي يزيد من عدد الأكاسيد والنتريدات في المعدن المعاد صهره، مما يؤدي إلى انخفاض قوة السبيكة وليونتها. ولذلك، تتطلب إعادة الصهر بالقوس التفريغي التحكم في معدل تسرب المعدات عند ≤ 6.67Pa.L/s. عند صهر المعادن صعبة الذوبان وسبائكها، فإن متطلبات E هي 0.400-0.667 باسكال باسكال.لتر/ثانية.
(7) شدة التبريد:
تؤثر شدة تبريد المبلور على عملية التصلب وهيكل الصب للسبيكة المعاد صهرها. وفي الإنتاج الفعلي، تتأثر كثافة التبريد بعوامل مثل معدل التدفق والضغط ودرجة حرارة مياه المدخل والمخرج لمياه التبريد، وكذلك نوع السبيكة ووزنها ودرجة الفولاذ وهيكل المبلور ودرجة حرارة الصهر. ونظرًا لتعقيد هذه العوامل، غالبًا ما يتم ضبط معدل تدفق مياه التبريد وفقًا للخبرة أثناء التشغيل، بحيث تكون درجات حرارة مياه المدخل والمخرج ضمن النطاق المطلوب، مع الحفاظ على معدل تصلب متسق مع معدل الصهر والحفاظ على استقرار شكل حوض صهر المعادن.
وفيما يلي متطلبات درجة حرارة الماء الخارج من المبلور: يجب أن يكون الفرق في درجة الحرارة بين مدخل ومخرج ماء المبلور السفلي أقل من 3 درجات مئوية؛ ويجب ألا يقل الفرق في درجة الحرارة بين مدخل ومخرج ماء المبلور العلوي عن 20 درجة مئوية، ويجب أن تكون درجة حرارة ماء المخرج في حدود 45-50 درجة مئوية.
5.4.1 النظري عيوب الفولاذ والسبائك
تشمل العيوب العيوب العيانية الشائعة بشكل رئيسي رداءة جودة السطح وتشققات السبائك المعاد صهرها.
(1) رداءة جودة سطح السبائك المعاد صهرها.
خاصية إعادة الصهر بالقوس الهوائي هي عملية خالية من الخبث في بيئة منخفضة الضغط. يتصلب السائل المعدني بعد إعادة الصهر بسرعة في المبلور المبرد بالماء، مما قد يسبب عيوبًا سطحية مثل الندوب وشوائب الخبث والعلامات الثقيلة وتبدل الجلد على السبيكة المعاد صهرها.
(2) الشقوق
قد توجد تشققات على البليت أو المادة أثناء العمل على الساخن أو بعد الانتهاء من تشطيبها. يمكن تقسيم الشقوق وفقًا لأسبابها إلى شقوق سطحية، وشقوق ناجمة عن ثقوب الانكماش، وشقوق بين الخلايا الحبيبية.
5.4.1 العيوب المجهرية للصلب والسبائك
(1) المسامية
أثناء التصلب، تتشكل مسامات دقيقة بين البلورات الشجيرية بسبب انكماش الحجم وعدم كفاية المكملات من السائل المعدني. يمكن التغلب على هذا العيب عن طريق اختيار نظام عملية بدء القوس المعقول وزيادة طاقة الإدخال لفترة قصيرة (يجب زيادة تيار الصهر بمقدار 10-20% أعلى من المعتاد لزيادة درجة حرارة تجمع الذوبان وجعل معدل ذوبان المعدن أكبر من معدل التصلب).
(2) الفصل
يحدث الفصل بشكل أساسي بسبب عملية فصل البلورات المختارة. وتؤثر العوامل المختلفة التي تؤثر على الفصل البلوري، مثل التركيب ونوع السبيكة وحجم السبيكة ومعدل الانصهار وشكل حوض الذوبان ومعدل التصلب وحجم المجال المغناطيسي، جميعها تؤثر على تطور الفصل.
(1) تجرى عملية الصهر في بيئة منخفضة الضغط، وهو ما لا يقضي على تلوث الهواء الخارجي للسبائك فحسب، بل يقلل أيضًا من محتوى الغاز والشوائب الضارة ذات نقاط الانصهار المنخفضة المعرضة للتطاير في الفولاذ والسبائك، وبالتالي تحسين نقاء السبيكة.
(2) العناصر النشطة مثل الألومنيوم والتيتانيوم لا تفقد إلا القليل من الاحتراق أثناء عملية إعادة الصهر، كما أن التركيب الكيميائي للسبائك مستقر نسبيًا.
(3) تتم عملية الذوبان في بيئة خالية من الخبث أو المواد المقاومة للحرارة، مما يجنب الشوائب الغريبة من هذين المصدرين التي تلوث السبيكة.
(4) يحسن نوع الشوائب وتوزيعها.
(5) يمكن أن تضمن ظروف التصلب في طريقة الصهر هذه إنتاج سبائك عالية الجودة مُعاد صهرها بدرجة فصل منخفضة وكثافة عالية.
(6) تسمح درجة الحرارة العالية للقوس بإعادة صهر المعادن والسبائك ذات درجات الانصهار العالية.
(7) يمكن لنظام عملية الختم المعقول أن يقلل من ثقوب الانكماش في الجزء العلوي من السبيكة المعاد صهرها ويمكن أن يكون الهيكل البلوري لمنطقة الانكماش النهائية أقرب إلى جسم السبيكة، وبالتالي تحسين العائد.
(8) يمكن التحكم في الغلاف الجوي أثناء إعادة صهر القوس الهوائي.
(9) بالمقارنة مع إعادة الصهر بالقوس الكهربائي، فإن جودة السطح وكثافة السبائك المعاد صهرها تكون أضعف، ولا يمكن التخلص من ثقوب الانكماش تمامًا. ونظرًا لسوء جودة السطح، عادةً ما تحتاج السبائك المعاد صهرها إلى التقشير، مما يؤدي إلى انخفاض إنتاجية المعدن.
(10) إزالة الكبريت والشوائب أقل ملاءمة من إعادة الصهر بالقوس الكهربائي.
(11) بالنسبة للسبائك ذات درجة الحرارة العالية، يكون أداء التشغيل الساخن للسبائك المعاد صهرها المنتجة عن طريق إعادة الصهر بالقوس الهوائي أقل جودة.
(12) من الصعب التحكم في تركيبة السبائك التي تحتوي على عناصر سهلة التطاير مثل المنجنيز أثناء إعادة الصهر بالقوس المفرغ. عند إعادة صهر GCrl5، يمكن أن يصل فقدان المنجنيز في الفولاذ إلى 15-18%، ويتكثف المنجنيز المتبخر على الجدار الداخلي للبلورة، مما يتسبب في محتوى مفرط من المنجنيز على سطح السبيكة المعاد صهرها. يجب أن تخضع لعملية تقشير قبل التشغيل الساخن.
(13) المعدات معقدة، وتكاليف الصيانة مرتفعة، مما يؤدي إلى زيادة تكلفة إنتاج السبائك.
(1) المعادن الحرارية والنشطة وسبائكها مثل W وMo وTa وNb وZr وHf وTi وTi وU.
(2) السبائك الخاصة: السبائك عالية الحرارة والسبائك الدقيقة.
(3) الفولاذ المقاوم للصدأ الخاص والفولاذ المقاوم للحرارة.
(4) الفولاذ الهيكلي الهام، وخاصة السبائك المصبوبة الكبيرة.
(5) فولاذ محمل عالي الجودة.
(6) فولاذ عالي السرعة كبير المقطع وفولاذ الأدوات.
(7) المعادن غير الحديدية عالية النقاء وسبائكها.
البلازما هي مصدر حراري قوي عالي الحرارة يستخدم على نطاق واسع ليس فقط في اللحام والقطع والرش والصناعات الكيميائية ولكن أيضًا في الصناعات المعدنية، أي صهر البلازما.
يستخدم ذوبان البلازما قوس البلازما كمصدر للحرارة، والذي يمكن أن يصهر المواد المعدنية وغير المعدنية. وقد تم تطبيقه لأول مرة في مجال التعدين في أوائل الستينيات من القرن الماضي، وكان يستخدم بشكل أساسي في تكرير المواد المعدنية وصهر الفولاذ والسبائك عالية النقاء وذات الأداء الخاص، خاصة في إنتاج السبائك عالية الحرارة والدقيقة.
6.1.1 توليد البلازما وخصائص قوس البلازما
يتميز قوس البلازما بالخصائص التالية:
6.1.2 مزايا الصهر بالبلازما
لا يمكن لفرن الصهر بالبلازما إنتاج سبائك الصلب والسبائك فحسب، بل يمكنه أيضًا صهر بعض المعادن الحرارية والمعادن النشطة مثل W، Mo، Nb، Ta، Zr، Ti، إلخ. تم تحسين هذه المعدات باستمرار وتطويرها بسرعة في التكنولوجيا وتتمتع بحيوية اقتصادية قوية لأنها تتمتع بالمزايا التالية:
(1) سرعة انصهار سريعة وكفاءة حرارية عالية.
(2) الإزالة الكافية للغاز والشوائب غير المعدنية.
(3) فقدان صغير لعناصر السبائك.
(4) تيار وجهد تشغيل مستقر.
(5) يمكن أن تعمل تحت أجواء وضغوط مختلفة. أثناء الصهر بالبلازما، يمكن استخدام ضغوط وأجواء مختلفة (مثل الاختزال أو الخامل) في الفرن وفقًا لمتطلبات العملية المختلفة.
(6) يمكن إجراء تكرير الخبث. لا يمكن لفرن البلازما استخدام المواد الناعمة للصهر فحسب، بل يمكنه أيضًا استخدام المواد الخشنة، حتى المواد التي تحتوي على نسبة عالية من الكبريت.
(7) يتجنب إمكانية إضافة الكربون.
(8) كمية صغيرة من تبخر العناصر. يتمثل الفرق بين الصهر بالبلازما وطرق الصهر الأخرى (مثل الصهر بالقوس الفراغي، والصهر بالحث الفراغي والصهر بالحزمة الإلكترونية) في وجود ضغط جوي فوق حوض الصهر، وبالتالي فإن كمية تبخر العناصر في المعدن صغيرة.
(9) يمكن أن ينشط المعدن بالنيتروجين.
(10) معدات بسيطة وسهولة تنظيم درجة الحرارة. بالمقارنة مع فرن التفريغ، يحتوي فرن البلازما على معدات بسيطة، ومن السهل نسبيًا تنظيم درجة حرارة القوس.
(11) مجموعة واسعة من مواد إعادة الصهر. بالمقارنة مع فرن القوس الفراغي، لا يمكن لفرن إعادة الصهر بالبلازما إعادة صهر القضبان فحسب، بل يمكنه أيضًا إعادة صهر الكتل.
ووفقًا لطريقة التسخين، يشمل ذوبان البلازما بشكل أساسي ذوبان قوس البلازما، وذوبان قوس البلازما، وإعادة صهر قوس البلازما، وذوبان شعاع البلازما الإلكتروني، وما إلى ذلك.
(1) يستخدم ذوبان قوس البلازما (PAM) درجة الحرارة العالية للغاية والجو الغازي الخامل لقوس البلازما لصهر المعادن الحرارية والعناصر النشطة في بوتقة حرارية. وتتميز هذه العملية بمعدلات استرداد عالية للسبائك، وإزالة الكربنة بفعالية، وتنتج سبائك عالية النقاء.
(2) الصهر بالحث بالبلازما (PIM) هو فرن يجمع بين درجة الحرارة العالية جدًا والجو الغازي الخامل لقوس البلازما مع التسخين بالحث والتحريك الكهرومغناطيسي. يمكن لـ PIM إزالة الكبريت وإزالة الكربنة وإزالة الغازات من المواد المعدنية بشكل فعال، وله مزايا في التحكم في العناصر المتطايرة.
(3) إعادة الصهر بقوس البلازما (PAR) يصهر المعدن والخبث باستخدام قوس البلازما في جو غاز خامل ويتصلب في مبلور مبرد بالماء، مما ينتج عنه نتائج معدنية جيدة.
(4) إعادة صهر البلازما بالحزمة الإلكترونية بالبلازما (PER) تستخدم بلازما الأرغون لتسخين كاثود التنتالوم تحت تفريغ منخفض، مما يؤدي إلى انبعاث إلكترونات حرارية. تتصادم هذه الإلكترونات مع مادة الأنود المعدنية تحت تأثير مجال كهربائي، ثم تتصلب في مبلور مبرد بالماء. يمكن لهذه الطريقة أن تصهر التيتانيوم الإسفنجي والمعادن الحرارية الأخرى بفعالية.
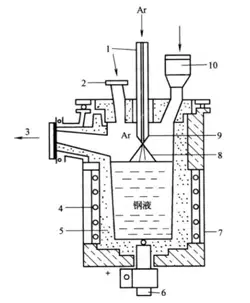
1 - مسدس البلازما؛ 2 - فتحة الفحص؛ 3 - مخرج الفولاذ؛ 4 - ملف الحث؛ 5 - البوتقة؛ 6 - القطب الكهربائي السفلي للفرن؛ 7 - غلاف الفرن؛ 8 - قوس البلازما؛ 9 - فوهة البلازما10 - قمع تغذية السبائك؛ 10 - قمع تغذية السبائك.
6.2.1 الصهر بالحث بالبلازما (PIM)
فرن الحث بالبلازما هو مزيج من فرن الحث العادي وجهاز تسخين قوس البلازما. ونظرًا لإضافة مصدر حرارة البلازما في الفرن الحثي، فمن الممكن اعتماد ذوبان الخبث وتكوين خبث نشط بدرجة حرارة عالية وخبث نشط بدرجة حرارة تصل إلى حوالي 1850 درجة مئوية، مما يخلق ظروفًا مواتية لتقليل محتوى الكبريت في المعادن. ولذلك، فإنه يتجنب عيوب الخبث البارد والجو غير المحمي في فرن الحث العادي ويحسن بشكل كبير من قدرة التكرير لفرن الحث.
تعمل أفران الحث بالبلازما عادةً تحت ظروف الضغط العادي ويمكنها أيضًا العمل تحت ضغط سلبي إذا تطلبت العملية ذلك.
ومن أجل الحصول على معادن ذات محتوى [N] أعلى، يمكن لفرن الحث بالبلازما استخدام الغاز غير النشط N2 أو N2+Ar كغاز عامل. ومن خلال تشكيل قوس البلازما من خلال تدفق النيتروجين وإجراء عملية السبائك في الوقت نفسه، يزداد محتوى النيتروجين في المعدن. في بعض الأحيان، من أجل إزالة الكربنة من سائل الفولاذ، تستخدم بعض المصانع أيضًا الهواء كغاز عمل في فرن الحث بالبلازما.
يتميز هذا النوع من معدات الصهر بميزة مهمة وهي أنه يمكنه إجراء العملية مع الخبث أو بدونه. عندما تحتاج عملية الصهر إلى استخدام عملية الخبث، يمكن إكمال مهام إزالة الكبريت وإزالة الأكسدة وإزالة الكربنة. عند استخدام عملية خالية من الخبث، يتم تسخين سطح السائل المعدني مباشرةً بواسطة قوس بلازما عالي الحرارة.
كما هو مبين في الشكل 6-1، يتكون فرن الحث بالبلازما من الأجزاء الأربعة التالية: جسم فرن الحث بالبلازما، ومصدر طاقة فرن الحث، ومسدس البلازما، ومولد قوس البلازما.
يُعد الصهر بالحث بالبلازما طريقة صهر خاصة ذات قدرة تنافسية عالية تقترب من مستوى الصهر بالحث التفريغي أو تتفوق عليه من حيث إزالة الكبريت وإزالة الشوائب غير المعدنية وتقليل المحتوى الغازي في الصلب والسبائك.

1 - مسدس البلازما؛ 2 - غطاء الفرن؛ 3 - الأنود الإضافي؛ 4 - مخرج الفولاذ؛ 5 - ملف التحريك؛ 6 - بطانة الفرن؛ 7 - الأنود المبرد بالماء؛ 8 - كاثود التنجستن؛ 9 - قوس البلازما؛ 10 - باب الفرن؛ 11 - المعدن المنصهر؛ 12 - الخبث المنصهر.
6.2.2.2 الصهر بقوس البلازما (PAM)
ويستخدم فرن قوس البلازما درجة الحرارة العالية للغاية والجو الخامل لقوس البلازما لصهر المعادن الحرارية والعناصر النشطة في بوتقة المواد الحرارية. وتتميز السبيكة بمعدل استرداد عالٍ، ويمكنها إزالة الكربنة بفعالية ونقاء عالٍ.
ويوضح الشكل 6-2 فرن قوس البلازما، والذي يشبه في مظهره فرن القوس العادي ومجهز بغطاء الفرن 2، وباب الفرن 10، ومخرج فولاذي 4، وجهاز التحريك الكهرومغناطيسي 5، ومسدس البلازما 1، والأنود السفلي 7. لمنع تلوث الغاز، يمكن أيضًا إغلاق فرن قوس البلازما بإحكام.
وتتألف المدافع من فوهات نحاسية مبردة بالماء وكاثودات تنغستن السيريوم المبردة بالماء (أو التنغستن الثوريوم). تكون الفوهة معزولة عن كاثود تنجستن السيريوم وتسمح بتدفق غاز الأرجون من خلالها. يتدفق غاز الأرجون إلى الفرن من الجزء العلوي من المدفع من خلال غلاف المدفع ويتأين إلى بلازما. جسم الفرن مصنوع من مواد حرارية، وفي الجزء الأوسط من الجزء السفلي من الفرن يوجد قضيب من الجرافيت (أو قضيب مبرد بالماء من الصلب والنحاس) مدفون كأنود سفلي. عند تنشيطه، يتم توصيل الأنود السفلي بالقطب الموجب لمصدر طاقة التيار المستمر.
ونظرًا لارتفاع درجة الحرارة والحرارة المركزة لقوس البلازما، والخلط الضعيف الناجم عن هذا النوع من القوس، قد ترتفع درجة حرارة المعدن في الحوض المنصهر، وأحيانًا توجد قطع غير منصهرة في قاع الفرن. ومن أجل ضمان التحريك الكافي للمعدن أثناء عملية الصهر، ولجعل درجة الحرارة والتركيب الكيميائي للحوض المنصهر موحدًا، يتم تركيب ملفين من النحاس المبرد بالماء على الطبقة الخارجية للمادة الحرارية في قاع الفرن. يمر تيار العمل من خلاله لتوليد مجال مغناطيسي وتحريك المعدن المنصهر.

1 - مسدس البلازما؛ 2 - حلقة الختم؛ 3 - قضيب التغذية؛ 4 - حوض المعادن المنصهرة؛ 5 - السبيكة؛ 6 - نظام السحب؛ 7 - نظام التفريغ؛ 8 - غرفة الفرن؛ 9 - مزود الطاقة؛ 10 - آلة البلورة.
بالنسبة لأفران قوس البلازما غير المختومة بالبلازما، يجب إنتاج كمية معينة من الخبث لتغطية سطح المعدن المنصهر لمنع الأكسدة والامتصاص. إذا كانت هناك مهمة إزالة الكبريت، يمكن إنتاج خبث الفرن القلوي، ويمكن أيضًا استخدام عملية استبدال الخبث لتحقيق محتوى الكبريت المطلوب.
إن تأثير التكرير الذي يظهره فرن قوس البلازما مهم للغاية، ويمكن استخدامه لصهر أنواع مختلفة من الفولاذ والسبائك، مثل فولاذ الأدوات عالي السرعة، والفولاذ المقاوم للحرارة، والفولاذ المحمل، والفولاذ المقاوم للصدأ منخفض الكربون للغاية، والسبائك الدقيقة، والسبائك عالية الحرارة.
بالإضافة إلى صهر سبائك الصلب، يمكن أيضًا استخدام فرن قوس البلازما لصهر السبائك الحديدية. أثناء عملية صناعة الفولاذ، عندما يتم صهر خردة الفولاذ، يتم تعزيز إشعاع تجمع المعادن إلى جدار الفرن، مما يسرع من تلف المواد الحرارية لبطانة الفرن. من أجل إطالة عمر بطانة الفرن، تُستخدم بعض أفران القوس الكهربائي كمعدات صهر فقط، ويتم تنفيذ مهام تكرير سائل الصلب في المغرفة.
من أجل تسخين سائل الصلب في المغرفة، تمت الإشارة إلى مبدأ عمل فرن قوس البلازما، وتم تطوير معدات تسخين مغرفة البلازما. على سبيل المثال، جهاز التسخين الثانوي لمغرفة البلازما الذي تبلغ طاقته 220 طنًا والذي تم بناؤه في الولايات المتحدة اليوم، وفرن تسخين مغرفة البلازما الذي تبلغ طاقته 150 طنًا في شركة Krupp Steel Works في ألمانيا، ومسدس البلازما المتردد بتيار 12 كيلو أمبير المثبت على فرن المغرفة هذا.
6.2.3 إعادة الصهر بقوس البلازما (PAR).
إن طريقة إعادة الصهر بقوس البلازما هي طريقة صهر خاصة تستخدم قوس البلازما لصهر المعادن في جو خامل أو جو خاضع للتحكم. ويمكن اعتبارها أيضًا عملية إعادة صهر المعادن. أثناء عملية إعادة الصهر، تمر قطرات المعدن المنصهر خلال طبقة الخبث وتتصلب في المبلور. ومثل عملية إعادة الصهر بالقوس الكهربائي القابل للاستهلاك بالتفريغ وإعادة الصهر بالخبث الكهربائي، فإنها تنصهر وتتصلب في نفس الوقت، أي أن صهر المعدن وصبّه يتم في وقت واحد. يمكن أن تكون المادة المعدنية المعاد صهرها إما مادة قضبان أو مادة كتل. عند استخدام مواد القضبان، يصطدم قوس البلازما مباشرة بمادة القضبان لصهرها.
واعتمادًا على حجم السبيكة، يمكن إجراء إعادة الصهر بالبلازما من خلال التشغيل بمسدس واحد أو التشغيل بمسدس متعدد. بالنسبة للتشغيل بمسدس واحد، يتم تثبيت مسدس البلازما عموديًا في وسط حجرة الفرن، ويمتد قضيب التغذية إلى حجرة الفرن من فتحة تحميل المواد على جانب جسم الفرن (كما هو موضح في الشكل 6-3). بالنسبة للتشغيل متعدد البنادق، يمتد قضيب التغذية إلى داخل الفرن من أعلى الفرن مباشرة، ويتم ترتيب مسدسات بلازما متعددة (من 4 إلى 6) حول قضيب التغذية ويميل من الجدار الجانبي للفرن.
عند إعادة صهر مواد الكتلة، من أجل صهر الشحنة بسرعة وبشكل كامل، يجب إضافة الشحنة إلى مركز الحوض المنصهر من خلال حوض قمع. وعادةً ما يعتمد غلاف الفرن لفرن إعادة الصهر بقوس البلازما على هيكل مزدوج الطبقة من الفولاذ المقاوم للصدأ، مع تبريد الماء في المنتصف. يتم وضع المبلور في وسط الجزء السفلي من قاع حجرة الفرن، ويتم توصيل أحد طرفي مصدر الطاقة بالقطب الكهربائي في مسدس البلازما، ويتم توصيل الطرف الآخر بالحوض المنصهر من خلال سبيكة المعدن المصهور.
قبل إعادة الصهر، يتم تفريغ الفرن، ويتم استخدام غاز Ar كغاز عامل لمسدس البلازما. أثناء التشغيل، يتم إدخال الغاز إلى حجرة الفرن أثناء ضخ الغاز الموجود داخل الفرن للخارج، ويتم الحفاظ على الضغط داخل الفرن عند مستوى معين.
بالمقارنة مع أفران قوس البلازما وأفران الحث بالبلازما، فإن الفرق في إعادة الصهر بالبلازما هو أنها تستخدم مبلورات مبردة بالماء لصهر المعدن وتصلبه في نفس الوقت. ونظرًا لارتفاع درجة حرارة قوس البلازما، يمكن تشكيل تجمع خبث على سطح المعدن المنصهر، ويمكن أن تتشكل طبقة رقيقة من قشرة الخبث على سطح السبيكة، مما يؤدي إلى بنية صب جيدة. أثناء عملية إعادة الصهر، يكون للمعدن حماية من الغازات Ar، وبالتالي تكون تقلبات التركيب الكيميائي للمعدن صغيرة، ويكون محتوى الغازات والشوائب غير المعدنية منخفضًا. وتأتي الكمية الإجمالية للشوائب ومحتوى الأكسجين في الفولاذ المعاد صهره بالبلازما في المرتبة الثانية بعد إعادة الصهر بالحزمة الإلكترونية.
وحاليًا، يمكن استخدام طريقة الصهر هذه لصهر الفولاذ الحامل، وسبائك الفولاذ الهيكلي والفولاذ المقاوم للتآكل، وسبائك الفولاذ المحتوية على النيتروجين، والمعادن الحرارية وسبائكها، والفولاذ القالب عالي الحرارة، والسبائك الدقيقة، والمعادن النشطة.
الصهر بالحزمة الإلكترونية (EBM) هي طريقة معدنية تستخدم كثافة الطاقة العالية لحزمة الإلكترونات لصهر المعادن عن طريق قصفها بالحرارة. وقد تم تطبيق هذه التقنية في مختلف المجالات، خاصةً لصهر وتنقية وإعادة تدوير المعادن النادرة والمعادن الثمينة والمعادن الحرارية. ويمكن استخدامها أيضاً لإنتاج مواد شبه موصلة وبلورات مفردة من المعادن الحرارية وسبائكها.
إعادة الصهر بالشعاع الإلكتروني (EBR) هي عملية تكرير تستخدم شعاع إلكترون عالي السرعة ينبعث من مدفع إلكتروني كمصدر حراري لتنقية المواد المعدنية في ظروف تفريغ عالية. ويتم تحويل الطاقة الحركية لشعاع الإلكترون إلى طاقة حرارية تعمل على صهر المعدن وتنقيته. ثم يتم تبريد المعدن المذاب في مبلور مبرد بالماء لتكوين قطرات صلبة.
ونظرًا لأن عملية EBM تُجرى في ظروف تفريغ الهواء العالي، فإن درجة الحرارة الزائدة تكون عالية، ووقت الصيانة في حالتها السائلة طويل، مما يؤدي إلى تنقية المعدن وصقله بشكل فعال. ويمكن لهذه العملية إزالة الشوائب مثل إزالة الغازات وإزالة الأكسدة والشوائب المعدنية المتطايرة. أثناء عملية صب السبائك، تطفو الشوائب إلى الأعلى وتتجمع في الجزء العلوي من السبيكة، بينما تتركز المعادن عالية الانصهار على السطح. وبإزالة الجزء العلوي من السبيكة وتكرير الطبقة الخارجية، يمكن الحصول على سبيكة معدنية عالية النقاء. ويوضح الشكل 7-1 رسم تخطيطي لفرن الصهر بالحزمة الإلكترونية.

1 - مضخة نشر الزيت؛ 2 - مضخة ميكانيكية؛ 3 - مضخة الجذور؛ 4 - أرضية المصنع؛ 5 - منصة التشغيل؛ 6 - صمام التحميل؛ 7 - آلية دفع قضيب التحميل؛ 8 - قضيب التحميل؛ 9 - نظام انحراف الحزمة الإلكترونية؛ 10 - مسدس الإلكترون؛ 11 - واجهة تفريغ مسدس الإلكترون؛ 12 - شعاع الإلكترون؛ 13 - غرفة الصهر؛ 14 - مبلور؛ 15 - قاعدة قالب السبيكة المبردة بالماء؛ 16 - عربة السبيكة؛ 17 - آلية السحب؛ 18 - إطار آلية السحب;
وقد بدأت عملية إعادة الصهر بالحزمة الإلكترونية بصهر المعادن المقاومة للحرارة مثل التنتالوم والنيوبيوم والهافنيوم والتنغستن والموليبدينوم، ولكنها توسعت الآن لتشمل إنتاج مواد أشباه الموصلات والسبائك المغناطيسية عالية الأداء وبعض أنواع الفولاذ الخاص مثل الفولاذ الحامل والفولاذ المقاوم للصدأ المقاوم للتآكل والحديد النقي منخفض الكربون للغاية. بالإضافة إلى ذلك، يمكن أيضًا استخدام فرن إعادة الصهر بالحزمة الإلكترونية لصهر بعض السبائك المقاومة للحرارة، خاصة تلك التي تحتوي على التنغستن والموليبدينوم مع النيوبيوم أو التنتالوم كمكون رئيسي. ووفقًا للتقارير، استخدم الاتحاد السوفيتي السابق أيضًا أفران الصهر بالحزمة الإلكترونية لصهر النحاس والنيكل. وبالإضافة إلى استخدامها في صهر المواد المعدنية مثل الصلب والسبائك، يمكن أيضاً استخدام الصهر بالحزمة الإلكترونية لصهر السيراميك والزجاج بخصائص مختلفة.
يمكن تلخيص خصائص تقنية الصهر بالحزمة الإلكترونية على النحو التالي:
(1) نظرًا لأن الصهر بالحزمة الإلكترونية يتم في ظروف التفريغ، يمكن التحكم في حالة انصهار المادة في أي وقت، وبالتالي يمكن الحصول على مواد حرارية عالية النقاء.
(2) كثافة الطاقة العالية لحزمة الإلكترونات تجعل من السهل ضبط كثافة الطاقة لسطح الحوض المنصهر من خلال التحكم في تقارب وتباعد الحزمة، مما يجعل من الممكن صهر المعادن الحرارية.
(3) يتم التحكم الآلي بسهولة، مما يجعلها آمنة وموثوقة، خاصة مع تطبيق تكنولوجيا الكمبيوتر الحديثة والتكنولوجيا الإلكترونية وتكنولوجيا الأتمتة. وهذا يجعل من السهل استخراج المواد عالية النقاء من المواد الحرارية والحصول عليها.
(4) يمكن التحكم في التركيب الكيميائي للمادة المنصهرة بدقة، مما يسمح بإنتاج معادن حرارية نادرة ومواد معدنية عالية النقاء تلبي متطلبات أداء محددة.
ومع ذلك، فإن طريقة إعادة الصهر هذه لها بعض العيوب، مثل الإنتاجية المنخفضة، وهيكل المعدات المعقدة، والتي تتطلب استخدام مصدر طاقة تيار مستمر عالي الجهد، وتكاليف استثمار عالية للمعدات. ولذلك، من الصعب أن تصبح طريقة الصهر هذه الطريقة الطريقة الرئيسية للصهر الخاص. ومن منظور تكلفة الإنتاج، فإن إعادة الصهر بالحزمة الإلكترونية هي الأعلى. إذا تم اعتبار تكلفة إنتاج الصلب الخاص باستخدام طرق الصهر العادية 1، فإن تكاليف طرق الصهر الأخرى لصهر نفس السعة ونوع الصلب هي 1.75 لإعادة الصهر باستخدام فرن القوس الكهربائي، و2.03 لإعادة الصهر باستخدام قوس البلازما، و2.4 لإعادة الصهر باستخدام القوس الفراغي، و2.72 لإعادة الصهر باستخدام الحزمة الإلكترونية.
ويشبه مبدأ عمل إعادة صهر شعاع الإلكترون مبدأ عمل الصمام الثنائي التفريغي، حيث يوضع الكاثود والأنود في غرفة مفرغة من الهواء ويتم توصيلهما بالقطبين السالب والموجب لمصدر طاقة تيار مستمر على التوالي. عندما يتم تسخين الكاثود بواسطة مصدر طاقة آخر، تزداد درجة الحرارة، وتثار بعض الإلكترونات الحرة في مادة الكاثود وتنبعث منها بسبب الحرارة.
إذا تم توصيل الكاثود والأنود بعد ذلك بمصدر طاقة تيار مستمر بجهد معين، فإن الإلكترونات المثارة تتعرض لشدة معينة من المجال الكهربائي ويتم تسريعها وتوجيهها نحو الأنود. في فرن إعادة الصهر بالحزمة الإلكترونية، تقصف الإلكترونات سريعة الحركة مادة الأنود المعدنية، وتتحول الطاقة الحركية للإلكترونات إلى طاقة حرارية على الأنود، وبالتالي تسخنه وتصهره. ويوضح الشكل 7-2 مبدأ عملية إعادة الصهر بالحزمة الإلكترونية.

يتكون فرن إعادة الصهر بالحزمة الإلكترونية من ثلاثة أجزاء رئيسية: جسم الفرن، ونظام التفريغ، والنظام الكهربائي. يظهر الرسم التخطيطي لمعدات الصهر في الشكل 7-3.

1. نظام توليد شعاع الإلكترون؛ 2. صمام التفريغ؛ 3. نظام التفريغ؛ 4. نظام التركيز والانحراف؛ 5. غرفة العمل؛ 6. قطعة العمل؛ 7. مصدر طاقة عالي الجهد؛ 8. مصدر طاقة العدسة المغناطيسية؛ 9. مصدر طاقة ملف الانحراف؛ 10. نظام التحكم.
في هذا القسم، سيتم تقديم الأجزاء الرئيسية لجسم الفرن، مع التركيز على المسدس الإلكتروني. بالإضافة إلى ذلك، هناك أيضًا غرفة التفريغ والبلورة وآلية التغذية والسحب.
7.3.1 المدفع الإلكتروني 7.3.1
يعد مدفع الإلكترون مكونًا رئيسيًا لتوليد شعاع الإلكترون في فرن إعادة الصهر بالحزمة الإلكترونية. وله أشكال هيكلية مختلفة، مثل المسدس المحوري والمسدس المستعرض والمسدس الحلقي. وحاليًا، يُستخدم المدفع المحوري على نطاق واسع.
والشكل الخارجي للمسدس المحوري يشبه الأسطوانة، ويظهر هيكله الداخلي في الشكل 7-4. ويرد في الشكلين 7-5 و7-6، على التوالي، مخطط المبدأ ونموذج المحاكاة ثلاثي الأبعاد لمسدس الإلكترون. ينبعث شعاع الإلكترون من كاثود الكتلة، ويتم تسريعه بواسطة الأنود، وتركيزه بواسطة ملف التركيز، وتوجيهه إلى المعدن المسخّن بسرعة عالية جداً تحت سيطرة ملف الانحراف، وبالتالي صهر المعدن.
يتألف مدفع الإلكترون من عنصر انبعاث الحزمة الإلكترونية، والكاثود المكون للحزم الإلكترونية، والكاثود المشكل للحزمة، والأنود المعجل، ومجمع الأيونات، ونظام تركيز الحزمة الإلكترونية، ونظام انحراف الحزمة الإلكترونية. يتكون عنصر انبعاث الحزمة الإلكترونية من كاثود تسخين 3 وكاثود باعث 4.
كاثود التسخين مصنوع من سلك تنجستن ملفوف في شكل حلزوني مزدوج. عندما يمر تيار تيار متردد 40-50 أمبير (جهد 5 فولت) عبر سلك التنجستن، يمكن تسخينه إلى حوالي 2800 ℃. الجهد بين كاثود التسخين والكاثود الباعث هو 1500 فولت تيار مستمر، حيث تنبعث الإلكترونات الحرارية من سلك التنجستن وتضرب الكاثود الباعث تحت المجال الكهربائي.

1. وعاء سيراميك عازل؛ 2. منفذ ضخ التفريغ؛ 3. الفتيل؛ 4. كاثود الكتلة؛ 5. أنود التسريع؛ 6. مدخل/مخرج ماء التبريد؛ 7،9. ملف التركيز؛ 8. شعاع الإلكترون؛ 10. أنبوب التوجيه؛ 11. ملف الانحراف.

1. مصدر طاقة تسخين الفتيل؛ 2. الفتيل؛ 3. مصدر طاقة ملف الانحراف؛ 4. مصدر طاقة تسريع الجهد؛ 5. مصدر طاقة ملف التركيز؛ 6. شعاع الإلكترون؛ 7. ملف التركيز؛ 8. أنود (أرضي)؛ 9. كاثود.

1. حامل الرصاص؛ 2. نظام توليد شعاع الإلكترون؛ 3. موصل نقطة الإنطلاق؛ 4،5. العدسة المغناطيسية الأولى والثانية؛ 6. صمام التفريغ؛ 7. نظام الانحراف المغناطيسي.
7.3.3.2 جهاز بلورة 7.3.2
إن مبلور فرن الحزمة الإلكترونية مشابه لفرن القوس الفراغي، وهو مصنوع من النحاس الأرجواني ومبرد بالماء. يحتوي الجزء السفلي من المبلور على نوعين: ثابت ومتحرك (يستخدم لسحب السبائك). وأيضًا، يمكن تحويل المقطع العرضي للتجويف الداخلي للمبلور إلى دائرة أو حلقة أو مستطيل وفقًا للمتطلبات المختلفة للمنتج المعدني.
7.3.3.3 جهاز التغذية
فرن شعاع الإلكترون هو نوع من المعدات التي تذوب وتتصلب في نفس الوقت. عندما يتم ذوبان القضيب المعدني باستمرار، يجب دفع القضيب غير المنصهر إلى منطقة قصف الحزمة الإلكترونية على الفور. يتم تشغيل آلية التغذية في الغالب عن طريق النقل الميكانيكي. هناك نوعان من أجهزة التغذية: الطولية والعرضية، وهناك أيضًا نوع عرضي مع تغذية بالتناوب على الوجهين.
7.3.4 آلية السحب
بالنسبة للبلورة ذات القاع المتحرك، يجب تركيب آلية سحب. هذا لأنه عندما يستمر المعدن في المبلور في التصلب، يجب سحب السبيكة المعدنية المتصلبة بالفعل باستمرار للحفاظ على ارتفاع معين من الحوض المنصهر. يمكن أن تعتمد آلية السحب في فرن الحزمة الإلكترونية إما النقل الميكانيكي أو ناقل الحركة الهيدروليكي.
7.4.1 عملية إعادة الصهر بالحزمة الإلكترونية
(1) قبل بدء تشغيل الفرن، من الضروري فحص جميع أجزاء الفرن بعناية لتجنب الحوادث أو الصيانة الساخنة الناجمة عن الأخطار الخفية في المعدات. من ناحية أخرى، يجب إعداد مواد الفرن المراد إعادة صهرها.
(2) قبل الصهر، قم بتثبيت المبلور ومادة القضيب، ثم أغلق الفرن وقم بإخلائه. عندما تصل درجة التفريغ في الفرن إلى (1 ~ 3) × 10 مم زئبق (0.00133 ~ 0.00399Pa)، ابدأ في تسخين الكاثود وتبريده بالماء في نفس الوقت.
(3) يجب ألا تكون الطاقة عالية جدًا عند البدء في تطبيق الطاقة. قم بزيادة الطاقة تدريجيًا عندما يكون هناك كمية معينة من السائل المعدني في المبلور ويكون عمق تجمع المعدن معينًا، ليصل إلى معدل الذوبان الطبيعي.
(4) أثناء عملية إعادة الصهر، يجب إيلاء اهتمام خاص لمنع اصطدام شعاع الإلكترون بجدار المبلور وإتلافه، مما يتسبب في وقوع حوادث. أثناء عملية إعادة الصهر، يجب تحديد توقيت السحب بناءً على مستوى السائل في حوض المعدن، مع الانتباه أيضًا إلى التنسيق بين سرعة السحب ومعدل صهر المعدن.
7.4.2 الخصائص المعدنية لإعادة الصهر بالحزمة الإلكترونية
طريقة إعادة الصهر بالحزمة الإلكترونية هي طريقة صهر تعمل على تنقية وصقل الفولاذ أو السبائك في ظل ظروف التفريغ العالي ودرجة الحرارة العالية. وبالمقارنة مع طرق الصهر الخاصة الأخرى للصلب والسبائك، فإنها تتميز بالخصائص التالية:
(1) يتم إجراء إعادة الصهر بالحزمة الإلكترونية تحت ظروف تفريغ عالية جدًا (حتى 0.00133Pa تقريبًا). ويتميز بدرجة تفريغ أعلى بكثير من فرن الحث الفراغي وفرن القوس الفراغي. ولذلك، فهي أكثر اكتمالاً وشمولاً في إزالة الغازات والشوائب غير المعدنية وبعض العناصر الضارة من المعادن، كما أن معدل التنقية وتفاعل الصقل أعلى من أفران التفريغ الأخرى.
(2) أثناء عملية إعادة الصهر، من الممكن ضبط قوة صهر مواد الفرن وقوة تسخين الحوض المنصهر بشكل منفصل. لذلك، عندما يتغير معدل الصهر، يمكن الحفاظ على درجة الحرارة المطلوبة للحوض المنصهر.
(3) نظرًا لأن شعاع الإلكترون المنطلق على الأنود له طاقة عالية جدًا، يمكن أن يصل تجمع ذوبان المعدن إلى درجة حرارة عالية جدًا (يمكن أن تصل درجة حرارة سطح تجمع الذوبان إلى 1850 ℃). وهذا لا يفضي فقط إلى تفاعل التنقية أثناء عملية إعادة الصهر ولكنه ينطبق أيضًا على صهر المعادن ذات نقاط الانصهار العالية مثل التنتالوم والنيوبيوم والتنغستن والموليبدينوم.
(4) إن إمكانية التحكم في شعاع الإلكترون جيدة، لذلك يمكن التحكم في موضع تسخين الحوض المنصهر عن طريق التحكم في شعاع الإلكترون، وبالتالي ضمان التوزيع المتساوي لدرجة حرارة الحوض المنصهر. سيساعد ذلك في الحصول على سبائك معدنية ذات جودة سطح وبنية بلورية ممتازة.
(5) لا يمكن لفرن شعاع الإلكترون صهر مواد القضبان فحسب، بل يمكن تصميمه أيضًا لصهر المواد المعدنية المكوّنة من كتل أو رقائق أو مسحوق معدني.
تتميز المواد المعاد صهرها بالحزمة الإلكترونية بجودة عالية ويمكن أن تقلل من محتوى العناصر منخفضة نقطة الانصهار والعناصر سهلة التبخر إلى مستوى منخفض للغاية. ويمكن استخدامه في صهر وتنقية المعادن التالية: إنتاج سبائك التيتانيوم والنيكل للمعالجة الباردة بسطح أملس ومرونة كافية؛ إنتاج سبائك التنغستن والموليبدينوم عالية النقاء؛ وبالمقارنة مع الرصاص المصهور بواسطة فرن القوس الفراغي، فإن الرصاص المعاد صهره يتميز بنقاوة أعلى، ويمكن استخدامه في مكونات التحكم في مفاعلات الغواصات النووية؛ ويمكن استخدام سبائك الفاناديوم المكررة لتصنيع أجزاء من مفاعل الغواصات النووية.
الميزة الرئيسية للصهر بالحزمة الإلكترونية للصلب هي أنه يقلل بشكل كبير من الشوائب المعدنية وغير المعدنية وعناصر الشوائب. يمكن للصهر بالتدفق المستمر أو التكرير على البارد للفولاذ الخاص والسبائك فائقة المقاومة للحرارة أن يقلل بشكل كبير من تكاليف الإنتاج.
7.5.1 إزالة الغازات والشوائب في المعادن
وتتمثل أكبر ميزة لصهر الحزمة الإلكترونية في أنها يمكن أن تحافظ على التفريغ العالي ودرجة الحرارة العالية والمعدن السائل لفترة طويلة. لذلك، فهو مفيد جدًا لإزالة الغازات وعناصر الشوائب وأكاسيدها منخفضة التكافؤ. من خلال التجارب على مواد مختلفة، ثبت أيضًا أن المواد التي يتم الحصول عليها بعد إعادة الصهر بالحزمة الإلكترونية تتمتع بأعلى درجة نقاء، والتي يمكن أن تحسن وتعزز أداء المعادن بشكل كبير. لا تتمتع طريقة إعادة الصهر بحزمة الإلكترون بقدرة جيدة على إزالة الغازات للسبائك فحسب، بل أيضًا للمعادن النقية. وبالنسبة لبعض المعادن ذات الأغراض الخاصة، يمكن تحقيق درجة نقاء أعلى من خلال طرق إعادة الصهر المتعددة.
يرتبط محتوى الغاز في المعدن بعد إعادة الصهر بعدد مرات إعادة الصهر وزمن كل عملية إعادة صهر. فكلما طالت مدة إعادة الصهر، انخفض محتوى الأكسجين والنيتروجين في المعدن. ومع ذلك، فإن تمديد وقت إعادة الصهر يعني تقليل معدل الانصهار، مما يقلل من معدل الإنتاج ويزيد من تكاليف الإنتاج، لذلك يجب النظر في ذلك بشكل شامل.
طريقة إعادة الصهر بالحزمة الإلكترونية لها أيضًا تأثير مثالي على إزالة الشوائب غير المعدنية من المعادن.
7.5.2 تحسين خواص المعادن
نظرًا لقدرة إعادة الصهر بالحزمة الإلكترونية على تقليل محتوى الغازات والشوائب في المعادن بشكل كبير وتحسين ظروف التصلب، يتم تحسين خصائص المعادن المعاد صهرها بشكل كبير. ووفقًا للتقارير، بعد إعادة الصهر بالحزمة الإلكترونية، يتم تقليل محتوى النيتروجين والهيدروجين والأكسجين في السبائك المقاومة للحرارة بنسبة 60-70%، و40-50%، و70-80%، على التوالي، ويتحسن أداء السبيكة بشكل كبير. عند إعادة صهر الفولاذ الإنشائي بالشعاع الإلكتروني، مقارنةً بطرق الصهر العادية، زادت استطالة المادة بمقدار 35%، وزاد انكماش المقطع العرضي بمقدار 65%، وزاد معامل التساوي الخواص من 0.6 إلى 0.9.
يشير مصطلح سبيكة التمدد إلى نوع من السبائك المختومة بالزجاج أو المواد الخزفية. هناك 29 درجة ومواصفات مختلفة لهذا النوع من السبائك في الصين. السبائك الرئيسية للختم بالزجاج هي 4J29 و4J49 و4J52 و4J54 و4J6 بينما السبائك الرئيسية للختم بالسيراميك هي 4J33 و4J34.
من بينها، ينتمي 4J29 إلى سبيكة التمدد الثابت، والتي لها معامل تمدد خطي معين في نطاق -60 ℃ إلى +400 ℃. يتم استخدامه لمطابقة وختم مع الزجاج الصلب، ويستخدم على نطاق واسع كمادة هيكلية مانعة للتسرب في صناعة التفريغ الكهربائي. استخدامه كبير نسبيًا، حيث يصل الطلب المحلي إلى مئات الأطنان سنويًا، وطريقة التوريد الرئيسية للمنتجات هي الشرائط.
4J36 عبارة عن سبيكة منخفضة التمدد، والتي لها معامل تمدد منخفض للغاية في نطاق 0 ℃ إلى +100 ℃ و -60 ℃ إلى +100 ℃. ويستخدم لتصنيع مكونات ذات أبعاد ثابتة تقريبًا في نطاق تغيرات درجة الحرارة، ويستخدم على نطاق واسع في صناعات مثل الراديو والأدوات الدقيقة والأجهزة وغيرها.
8.1.1.1 المواصفات القياسية ذات الصلة لسبائك التمدد
ترد متطلبات التركيب والمؤشرات ذات الصلة لبعض رتب سبائك التمدد في الجداول 8-1 و8-2 و8-3 و8-4.
الجدول 8-1 متطلبات تكوين سبائك التمدد
| الصف | عناصر التقييم (ليس أكبر من) /% | المرجع العنصر /% | a × 106 /℃ | ||||||
| C | P | S | من | سي | ني | في | الغرفة درجة الحرارة ~300 ℃ | الغرفة درجة الحرارة ~400 ℃ | |
| 4J42 | 0.05 | 0.02 | 0.02 | ≤0.4 | ≤0.3 | 41.5~42.5 | البدل | 4.4~4.6 | 5.4~6.6 |
| 4J45 | 0.05 | 0.02 | 0.02 | ≤0.4 | ≤0.3 | 44.5~45.5 | البدل | 6.5~7.7 | 6.5~7.7 |
| 4J50 | 0.05 | 0.02 | 0.02 | ≤0.4 | ≤0.3 | 49.5~50.5 | البدل | 8.8~10.0 | 8.8~10.0 |
| 4J52 | 0.05 | 0.02 | 0.02 | ≤0.4 | ≤0.3 | 51.5~52.5 | البدل | 9.8~11.0 | 9.8~11.0 |
| 4J54 | 0.05 | 0.02 | 0.02 | ≤0.4 | ≤0.3 | 53.5~54.5 | البدل | 10.2~11.4 | 10.2~11.4 |
الجدول 8-2 متطلبات التركيب لسبائك 4J36
| التركيب الكيميائي،% | ||||||
| عناصر التقييم | العناصر المرجعية | |||||
| C | P | S | من | سي | ني | في |
| ≤0.05 | ≤0.02 | ≤0.02 | ≤0.6 | ≤0.3 | 35.0~37.0 | البدل |
الجدول 8-3 العلاقة بين نفاذية ودرجة حرارة سبيكة 4J36
| درجة الحرارة، ℃ | -17.8 | 10.0 | 37.8 | 66 | 93 | 116 |
| النفاذية، μ ح/م، × 10-3 | 2.25 | 2.15 | 2.04 | 0.68 | 1.81 | 1.70 |
الجدول 8-4 الخواص الميكانيكية لسبيكة 4J36 في درجة حرارة الغرفة
| مخزون القضبان المستديرة | شريط معدني (سُمك 1.0 مم) | ||||
| σ b,MPa | δ% | σ 0.2 , ميجا باسكال | σ ب، ميجا باسكال | δ% | قيمة الحجامة، مم |
| 490 | 25 | 333 | 519 | 33 | 9.8 |
8.1.2 تكرير سبيكة التمدد 4J36
تشمل أشكال منتجات سبائك التمدد بشكل أساسي الأسلاك والشرائط والأنابيب ومخزون القضبان المستديرة. والشكل الأكثر استخدامًا هو الشريط، وتشمل المعدات الرئيسية المستخدمة في الإنتاج الأفران الكهربائية، ومطارق الحدادة (3-5 طن)، ومطاحن التقطيع، وأفران التلدين، وآلات التقويم، وآلات الطحن, اللحام بقوس الأرغون، مصانع الدرفلة على البارد بأربع لفات (متعددة اللفات)، وأفران التلدين المستمر، ومعدات المعالجة السطحية، إلخ.
من الاكتشاف الأولي لسبائك الحديد والنيكل في القرن التاسع عشر إلى سلسلة الدراسات التجريبية اللاحقة في القرن العشرين، بالإضافة إلى استخدام التكرير بالتفريغ، تم تحسين خصائص السبائك بشكل كبير. ومع تعمق الأبحاث واحتياجات التطبيقات العملية، تمت إضافة عناصر أخرى مثل الموليبدينوم والنحاس والكروم إلى الأنظمة الثنائية، وبالتالي تم إنشاء سلسلة من المواد مثل سبيكة سوبر إنفار الشهيرة، وسبائك النحاس والنيكل والحديد ذات النفاذية الأولية الأعلى، وسبائك الكروم والنيكل والحديد ذات المقاومة الكهربائية الأعلى. وهناك معياران أساسيان هما: ثابت تباين الخواص المغناطيسية البلورية المغناطيسية K وثابت الاحتكاك المغناطيسي λ، اللذان يحددان عملية المغنطة التقنية والخصائص المغناطيسية للسبائك.
سبائك الحديد والنيكل المغناطيسية اللينة. تشمل خصائص هذه السبائك بشكل رئيسي: نفاذية عالية وقوة قسرية صغيرة جدًا في المجالات المغناطيسية الضعيفة (أو المتوسطة)؛ أداء معالجة جيد، يمكن تحويلها إلى أجهزة معقدة الشكل؛ مقاومة جيدة للصدأ؛ بعض المواد لها خصائص مغناطيسية خاصة بعد معالجة معينة، مثل حلقات التباطؤ المستطيلة، أو المغناطيسية المتبقية المنخفضة جدًا، أو نفاذية ثابتة على نطاق كبير من المجالات المغناطيسية.
8.2.1 التركيب الكيميائي للسبائك ذات الصلة
يوضح الجدول 8-5 متطلبات التركيب الكيميائي لبعض السبائك المغناطيسية اللينة النموذجية.
الجدول 8-5 التركيب الكيميائي (%) للسبائك المغناطيسية اللينة
| C | من | سي | P | S | ني | مو | النحاس | في | |
| 1J77 | ≤0.03 | 0.30 ~ 0.60 | 0.15~0.30 | ≤0.02 | ≤0.02 | 76.00 ~ 78.00 | 4.80 ~ 5.20 | 3.80 ~ 4.20 | البدل |
| 1J85 | ≤0.03 | 0.30 ~ 0.60 | 0.15~0.30 | ≤0.02 | ≤0.02 | 79.00 ~ 81.00 | 4.80 ~ 5.20 | ≤0.20 | البدل |
| 1J86 | ≤0.03 | ≤1.00 | ≤0.30 | ≤0.02 | ≤0.02 | 80.50 ~ 81.50 | 5.80 ~ 6.20 | ≤0.20 | البدل |
8.2.2.2 خصائص أداء السبيكة المغناطيسية اللينة 1J86
تحتوي سبيكة 1J86 بشكل أساسي على نيكل 81% وموليبدينوم 6%. تحتوي هذه السبيكة على μi أعلى وHc أقل مقارنةً بـ 1J77 و1J85، وقيمة μm الخاصة بها قريبة منها. نظرًا لأن السبيكة تحتوي على 6% موليبدينوم 6%، فإن المقاومة أعلى، مما يحسن الأداء المغناطيسي عند الترددات الأعلى. من أجل الحصول على خواص مغناطيسية ثابتة أعلى، لم تتم إضافة أي سيليكون أو منجنيز إلى السبيكة، لأن تأثيرهما على الخواص المغناطيسية أقل أهمية من تأثير النيكل والموليبدينوم. تهدف إضافة المنجنيز 1% وكمية صغيرة من السيليكون إلى السبيكة إلى تحسين ثبات درجة الحرارة وقابلية التشغيل على الساخن للسبائك.
8.3.1 التركيب الكيميائي للسبائك ذات الصلة
يوضح الجدول 8-6 التركيب الكيميائي المطلوب لبعض السبائك النموذجية عالية الحرارة.
| الصف | التركيب الكيميائي، % | ||||||||
| كر | شركة | W | مو | آل | تي | ني | B | أخرى | |
| GH11 40 | 20.0 -23.0 | 1.40 -1.80 | 2.00 ~2.50 | 0.20 -0.60 | 0.70 -1.20 | 35.0 -40.0 | المتبقي في | ||
| GH30 44 | 23.5 -26.5 | 13.0 -16.0 | <0.50 | 0.30 ~0.70 | القاعدة | الحديد <4.0 | |||
| GH41 69 | 17.0 ~21.0 | 2.8 -3.3 | 0.2 -0.6 | 0.65 ~1.15 | 50.0 ~55.0 | المتبقي في | |||
| K417 | 5.5 ~6.5 | 11.0 ~13.0 | 9.5 ~10.7 | 1.7 ~2.3 | 5.2 ~5.7 | 1.0 ~1.5 | القاعدة | 0.05 ~0.10 | 0.07 Zr |
| FGHH95 | 14 | 8 | 3.5 | 3.5 | 3.5 | 2.5 | القاعدة | 0.01 | 3.5Nb |
| م.غ.هـ.6 000 | 15 | 4 | 2 | 4.5 | 2.5 | القاعدة | 0.1 | 1.1Y203 | |
8.3.2 عملية صهر السبائك ذات درجة الحرارة العالية
من أجل ضمان أن تتمتع السبائك عالية الحرارة بالخصائص المطلوبة لمقاومة درجات الحرارة العالية ومقاومة التآكل، يجب أن يكون للسبائك تركيبة كيميائية معينة، ونقاء، وبنية مجهرية مناسبة، وتعتمد تركيبة ونقاء السبيكة على تقنية الصهر. لذلك، تُعد عملية الصهر حلقة رئيسية في عملية إنتاج السبائك عالية الحرارة.
ونظرًا للدرجة العالية من السبائك، تحتوي السبائك عالية الحرارة على كمية كبيرة من العناصر الثقيلة مثل التنجستن والموليبدينوم والنيوبيوم والكروم، بالإضافة إلى العناصر التي تتأكسد بسهولة مثل الألومنيوم والتيتانيوم والبورون. وتحدد هذه الخصائص أن السبائك ذات درجة الحرارة العالية لها متطلبات صارمة لعمليات الصهر وتستخدم بشكل عام الصهر بالتفريغ. وفي الوقت الحالي، يتم صهر معظم السبائك في أفران الحث الفراغي أو أفران الحث الجوي، ثم تخضع بعد ذلك لأفران التفريغ أو إعادة الصهر الكهربائي لتحسين نقائها والحصول على بنية مجهرية وخصائص جيدة.
تشمل المعدات المحلية والأجنبية لصهر السبائك عالية الحرارة أفران القوس وأفران الحث وأفران الحث الفراغي وأفران القوس الفراغي وأفران القوس الفراغي وأفران الخبث الكهربائي. وبالإضافة إلى ذلك، هناك أفران الحزمة الإلكترونية وأفران البلازما.
وخلال سنوات عديدة من الممارسة الإنتاجية في الصين، أدى الاستكشاف والتطوير المستمرين إلى مجموعات مختلفة من طرق الصهر بدءًا من الصهر الأولي في فرن القوس الكهربائي وحتى عملية الصهر الحالية، كما هو موضح في الجدول 8-7.
الجدول 8-7 مسار عملية ذوبان السبائك النموذجية ذات الأساس النحاسي والحديد ذات الأساس الحديدي ذات درجة الحرارة العالية
| مسارات عملية الذوبان: | درجة السبيكة |
| صهر أفران القوس الكهربائي | GH3030,GH1035,GH3039,GH1140 |
| صهر الأفران الحثية غير الفراغية | GH303030 , GH303044 |
| الصهر بالحث الفراغي | K4169 ,GH3044 |
| صهر أفران القوس الكهربائي + إعادة الصهر الكهربائي | GH3030,GH35A, GH1015,GH2035,GH3333 |
| صهر أفران القوس الكهربائي + إعادة الصهر بالقوس الهوائي | GH3039,GH3044,GH4033,GH2132 |
| الصهر بالحث غير الفراغي + إعادة الصهر بالخبث الكهربائي | GH4033,GH3128,GH4037,GH2135,GH1131,GH4043 |
| فرن الحث الفراغي + إعادة الصهر بالقوس الهوائي | GH4169,GH4037, 80A,GH4118,GH4141,GH2901 |
| فرن الحث الفراغي + إعادة الصهر الكهربائي | GH3170,4049,GH4761,GH4698,GH500,GH4099 |
| فرن الحث الفراغي + إعادة الصهر الكهربائي + إعادة الصهر بالقوس الهوائي أو فرن الحث الفراغي + إعادة الصهر بالقوس الهوائي + إعادة الصهر الكهربائي. | HGH4169,GH4169,HGH4033,HGH4145,HGH435 |
8.3.3.3 اختيار مسارات العمليات المعدنية
بالنسبة للصهر الخاص، هناك العديد من الخيارات الشائعة لمخططات تدفق العملية. يمكن للمرء استخدام طريقة صهر واحدة للصهر المباشر، أو اعتماد عملية ثنائية أو ثلاثية. يجب اختيار مخطط العملية المناسب وفقًا لتنوع وجودة الصهر. يجب النظر في مزايا وعيوب طرق الصهر المختلفة بشكل شامل من جوانب مثل استهلاك الطاقة، والاستثمار في المعدات، والمؤشرات التقنية والاقتصادية، وجودة الصهر.
الجدول 8-8 تدفقات عملية الصهر الخاصة الشائعة
| تدفق عملية الصهر | الأصناف الشائعة المعالجة: |
| AIM | سبائك التمدد، والشرائح ثنائية المعدن، والفولاذ الخاص، والفولاذ عالي السبائك، والسبائك المقاومة للتآكل، إلخ. |
| فيم | السبائك المغناطيسية الناعمة، والسبائك المغناطيسية الصلبة، والسبائك المغناطيسية الصلبة، والسبائك المرنة، وسبائك التمدد، والسبائك ذات درجة الحرارة العالية، والصلب الخاص منخفض الكربون للغاية، والسبائك المقاومة للتآكل، إلخ. |
| الجمعية البرلمانية للبحر الأبيض المتوسط | الفولاذ الخاص، وسبائك الفولاذ، والمعادن المقاومة للحرارة، والسبائك المقاومة للتآكل، إلخ. |
| AIM+ESR | سبائك المقاومة، والسبائك ذات درجة الحرارة العالية، والصلب المقاوم للحرارة والمقاوم للأحماض، إلخ. |
| VIM+ESR | الفولاذ الخاص منخفض الكربون للغاية، والفولاذ الحامل، والسبائك عالية الحرارة، إلخ. |
| VIM+VAR | سبائك المقاومة، والمواد المزدوجة الحرارية، والسبائك المغناطيسية اللينة، وسبائك التيتانيوم وسبائك التيتانيوم، والسبائك عالية الحرارة، والمعادن الحرارية وسبائكها. |
| فيم+إيبر | المعادن المقاومة للصهر وسبائكها، وسبائك الفاناديوم، وسبائك التيتانيوم. |
| AIM+VAR | سبائك التشوه، وسبائك الصب، وما إلى ذلك. |
| VIM+EBR+VAR | سبائك عالية الجودة عالية الحرارة. |
| VIM+VAR+EBR | سبائك عالية الجودة عالية الحرارة. |
| إاف + (عوض)+أود+ألف+إسر | فولاذ خاص. |

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







