10 نصائح أساسية للحام الهياكل الفولاذية: تعزيز مهاراتك في اللحام
يتطلب لحام الهياكل الفولاذية الدقة والخبرة. ما هي المزالق الشائعة التي يمكن أن تهدد مشاريع اللحام الخاصة بك؟ في هذه المقالة، نستكشف النصائح الأساسية لنجاح لحام الهياكل الفولاذية. تعرّف على كيفية التعامل مع إجهاد اللحام، وتقليل التشوهات، وفهم أفضل طرق اللحام لسيناريوهات مختلفة. من خلال إتقان هذه التقنيات، يمكنك التأكد من أن اللحامات الخاصة بك قوية وموثوقة وتلبي أعلى المعايير. اكتشف الاستراتيجيات الأساسية للارتقاء بمهاراتك في اللحام وتعزيز سلامة الهياكل الفولاذية.
بنية بسيطة، وعدم وجود ضعف في قسم المكونات، ومعالجة بسيطة, طرق اللحام المختلفةوالتشغيل الأوتوماتيكي، وتوفير الفولاذ، والكفاءة العالية، والصلابة الكبيرة، والسلامة الجيدة، وأداء الختم الجيد.
عيوب وصلة اللحام:
تخضع المنطقة المتأثرة بالحرارة من الفولاذ لتغيرات في بنيته المعدنية، مما يتسبب في هشاشة المواد المحلية.
ينتج عن اللحام الإجهاد المتبقي والتشوه، مما يقلل من قدرة تحمل أعضاء الضغط.
الهياكل الملحومة معرضة بشدة للتشقق. وفي حالة حدوث تشققات موضعية، فإنها تكون عرضة للانتشار على نطاق واسع، كما أن الهشاشة الباردة في درجات الحرارة المنخفضة تكون أكثر وضوحًا.
2. تعريف قابلية لحام الفولاذ والعوامل المؤثرة؟
الفولاذ قابلية اللحام يشير إلى السهولة التي يمكن بها لحام المواد مع تلبية الأداء الإنشائي المطلوب في ظل ظروف التصميم والعمل المناسبة. وغالباً ما تتأثر قابلية لحام الفولاذ بتركيبته الكيميائية, طريقة التدحرجوسُمك اللوحة.
لتقييم تأثير التركيب الكيميائي على قابلية اللحام، يتم التعبير عنه عمومًا بمكافئ الكربون (Ceq). يتم التعبير عن قابلية لحام الفولاذ يكون أفضل عندما يكون Ceq أصغر لأنه يشير إلى ميل أقل لتصلب المادة. وعلى العكس من ذلك، عندما يكون Ceq أكبر، تكون قابلية لحام الفولاذ أسوأ بسبب ميله الأكبر للتصلب.
يمكن حساب قيمة مكافئ الكربون Ceq (النسبة المئوية) باستخدام المعادلة التالية:
3. ما هي أسباب إجهاد اللحام وتشوه اللحام وكيفية الحد منها؟
إن عملية اللحام للهيكل الصلب ينطوي على تسخين وتبريد غير متساويين. أثناء اللحام، تكون درجة حرارة اللحام والمنطقة المحيطة به عالية جدًا، بينما يظل المعدن الموجود على مسافة غير مسخن. ونتيجة لذلك، يكون تمدد وانكماش المعدن الرئيسي غير متساوٍ.
عند التبريد، سيشهد خط اللحام درجات متفاوتة من الانكماش و الإجهاد الداخلي (طوليًا وعرضيًا)، مما يؤدي إلى تشوهات مختلفة في هيكل اللحام.
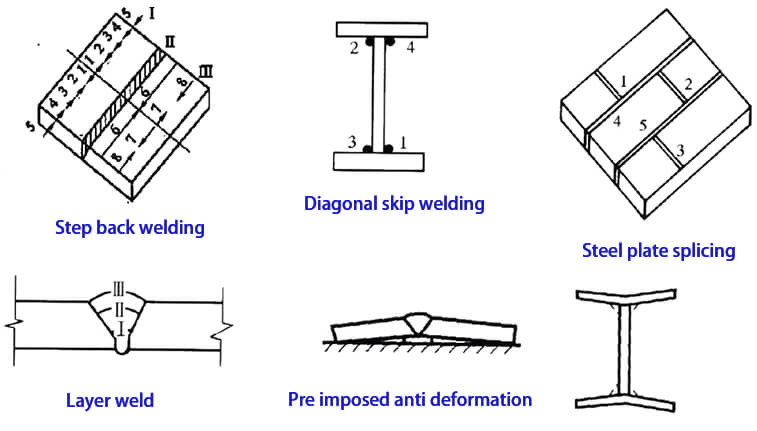
لتقليل إجهاد اللحام والتشوه، يمكن معالجة جانبين: التصميم وتكنولوجيا المعالجة.
مقاييس التصميم:
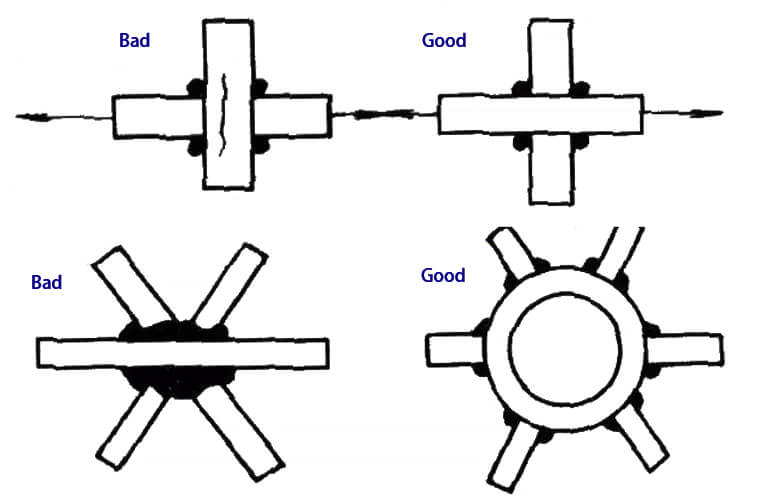
يجب أن يكون موضع اللحام مرتبًا بشكل معقول.
يجب أن يتم اختيار حجم اللحام على أساس المعقولية.
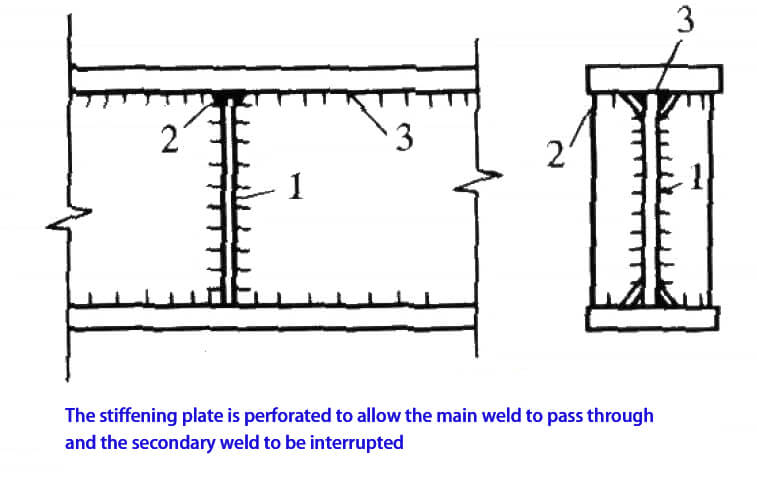
يجب تقليل عدد اللحامات إلى الحد الأدنى ويجب ألا تكون مركزة بشكل مفرط. بالإضافة إلى ذلك، من الضروري تجنب إنشاء تقاطع ثلاثي الأبعاد للحامات.
من المهم تجنب إجهاد الانكماش في اتجاه سمك المعدن الأساسي قدر الإمكان.
تشمل طرق اللحام الشائعة الاستخدام لهياكل الصلب اللحام القوسي اليدوي واللحام القوسي المغمور الأوتوماتيكي (أو شبه الأوتوماتيكي) واللحام القوسي المغمور بالغاز.
بعد كهربة القطب الكهربائي، يتم توليد قوس كهربائي لصهر سلك اللحام في القطب وإسقاطه في الحوض الصغير المنصهر الأخدودي الذي ينفخه القوس الكهربائي على اللحام.
ويغطي الخبث والغاز المتكون من طلاء القطب الكهربائي الحوض المنصهر لمنع الهواء من ملامسة المعدن السائل المنصهر وتكوين مركبات هشة وعرضة للتشقق.
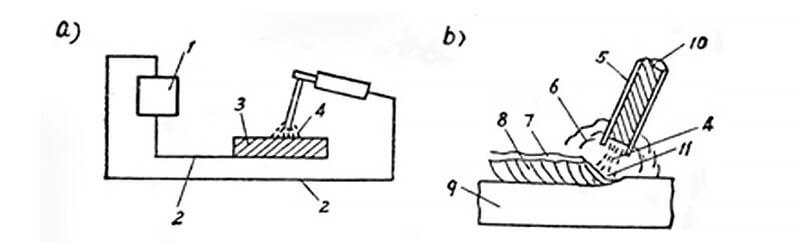
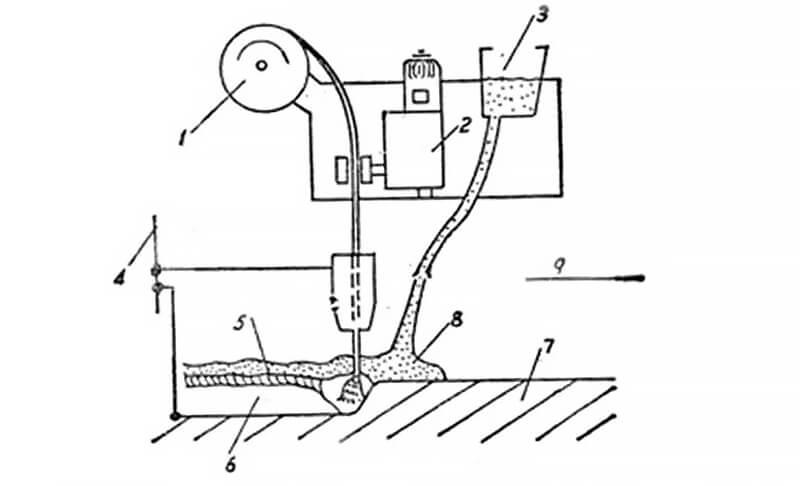
تستخدم طريقة اللحام هذه قوساً يحترق تحت طبقة من التدفق. وعلى عكس الطرق التقليدية، لا يتم طلاء سلك اللحام بأي مادة إضافية. وبدلاً من ذلك، يتم تغطية طرف اللحام بالتدفق الحبيبي الذي يتدفق تلقائياً من رأس تسرب التدفق.
ونتيجة لذلك، يتم دفن القوس بالكامل في التدفق، مما يؤدي إلى تركيز الحرارة واختراقها بعمق. هذا يجعلها طريقة مثالية للحام الألواح السميكة بإنتاجية عالية مع الحفاظ على جودة جودة اللحام والحد الأدنى من التشوه في اللحام.
قرص دوار أسلاك اللحام
محرك تغذية الأسلاك
قمع التدفق
مزود الطاقة
التدفق الذائب
لحام المعدن
اللحام
التدفق
تحريك الاتجاه
اللحام المحمي بالغاز:
هذه طريقة لحام بالانصهار القوسي تستخدم ثاني أكسيد الكربون أو غازات خاملة أخرى كوسيط وقائي. ويتم استخدام غاز التدريع يشكل طبقة واقية محلية حول القوس، مما يساعد على منع غزو الغازات الضارة ويضمن استقرار عملية اللحام.
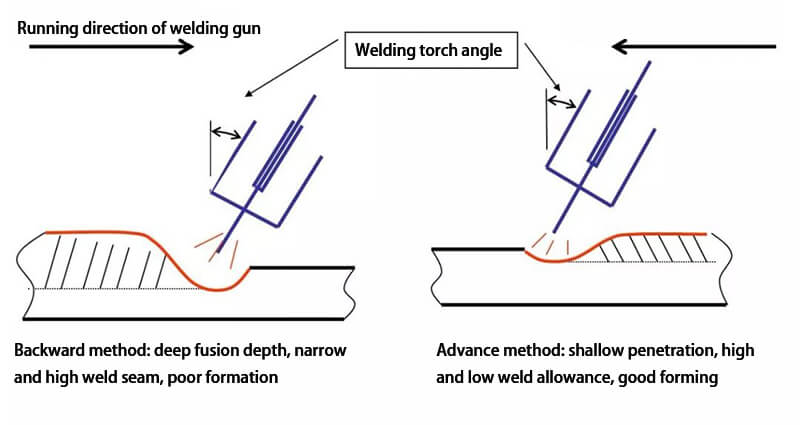
بالمقارنة مع اللحام القوسي اليدوي، تنتج هذه الطريقة لحامات ذات قوة أعلى، ومرونة ممتازة، ومقاومة للتآكل. وهي مناسبة لجميع مواضع اللحام، بما في ذلك طرق اللحام الأمامية والخلفية.
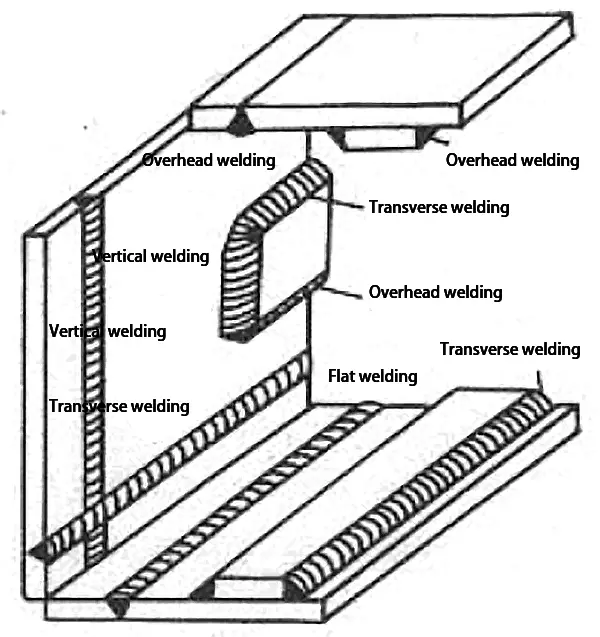
5. رموز اللحام الشائعة؟
يتم عرض أوضاع اللحام الشائعة، وأشكال الوصلات، وأشكال الأخدود، وأنواع اللحام ورموز أشكال عقدة هيكل الأنبوب على النحو التالي:
ملاحظة: 1. عندما يكون سُمك الصفيحة الفولاذية هو ≥ 50 مم، يمكن استخدام أخدود على شكل حرف U أو على شكل حرف J
Y
وصلة Y-مفصل Y
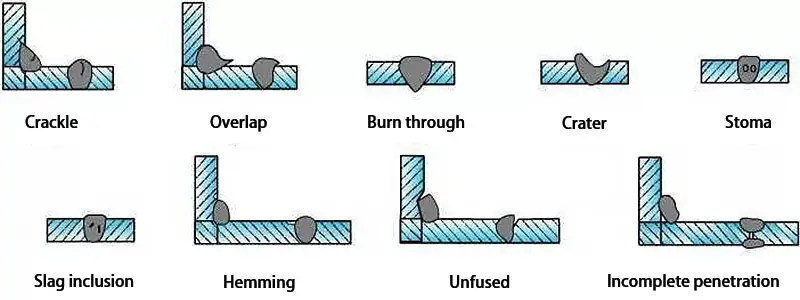
6. عيوب اللحام الشائعة وأسبابها وطرق علاجها؟
إن عيوب اللحام تنقسم إلى ست فئات: الشقوق، والتجاويف، والشوائب الصلبة، والاندماج غير الكامل، والاختراق غير الكامل، وعيوب الشكل.
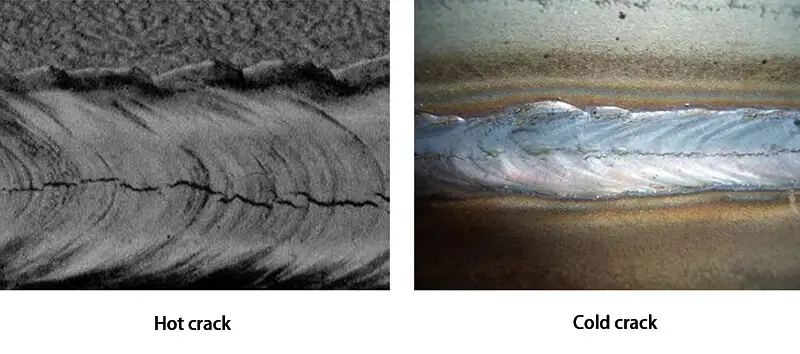
الخشخشة
الشقوق الساخنة و تشققات باردة نوعان شائعان من عيوب اللحام.
تحدث التشققات الساخنة بشكل رئيسي بسبب ضعف مقاومة التشققات في المعدن الأساسي، وانخفاض جودة مواد اللحاموالاختيار غير السليم لمعايير عملية اللحام، والإجهاد الداخلي المفرط في اللحام.
من ناحية أخرى، غالبًا ما تكون التشققات الباردة نتيجة تصميم غير معقول لهيكل اللحام، والترتيب غير السليم لدرزات اللحام، وعدم كفاية تدابير عملية اللحام، مثل عدم التسخين المسبق قبل اللحام والتبريد السريع بعد اللحام.
لمعالجة هذه الأنواع من الشقوق، تتمثل إحدى الطرق في حفر ثقوب لإيقاف الشقوق عند طرفي الشق أو إزالة معدن اللحام عند الشق لإصلاحه باللحام.
التجويف:
تنقسم العيوب في اللحام بشكل عام إلى نوعين: الثقوب الهوائية وانكماش الحفرة.
تنجم الثقوب الهوائية في المقام الأول عن عدة عوامل، بما في ذلك الأضرار الجسيمة التي لحقت بطلاء القطب الكهربائي، وعدم خبز القطب الكهربائي والتدفق، وبقع الزيت أو الصدأ والأكسيد على المعدن الأساسي، وعدم كفاية تيار اللحام، وطول القوس الكهربائي الطويل بشكل مفرط، وسرعة سرعة اللحام.
تتمثل معالجة الثقوب الهوائية في إزالة معدن اللحام المعيب في موقع ثقب الهواء ثم إجراء عملية لحام للإصلاح.
من ناحية أخرى، يحدث انكماش الفوهة بشكل أساسي بسبب تيار اللحام المفرط، وسرعة اللحام العالية، والتبريد السريع للقوس، وعدم كفاية إضافة معدن الحشو لإخماد القوس بشكل متكرر.
يتمثل علاج انكماش الحفرة في إجراء عملية لحام إصلاح في موقع الحفرة.
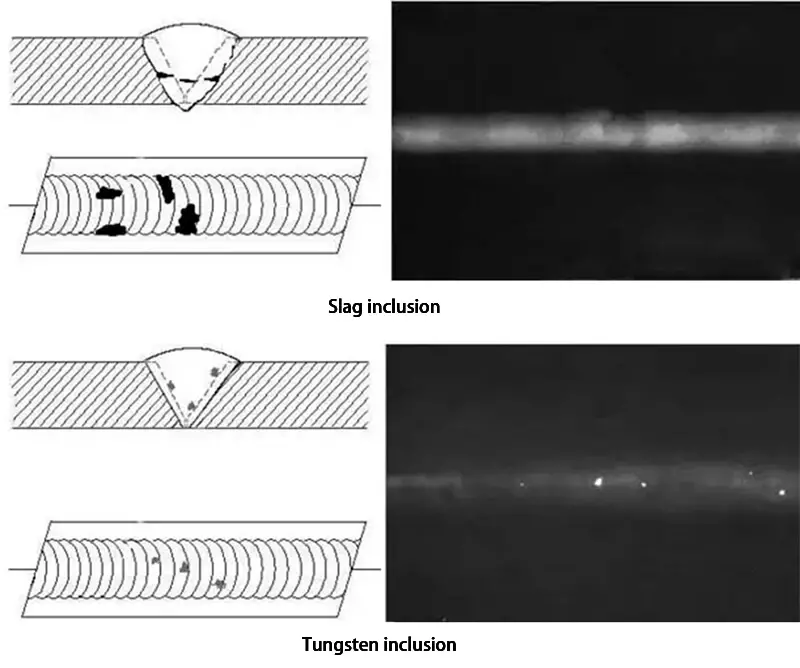
التضمين الصلب:
هناك نوعان من العيوب التي يمكن أن تحدث أثناء اللحام: تضمين الخبث وتضمين التنغستن.
الأسباب الرئيسية لتضمين الخبث هي ضعف جودة اللحام المواد، واللحام بتيار منخفض جدًا، واللحام بسرعة كبيرة جدًا، وكثافة الخبث العالية التي تعيق قدرة الخبث على الطفو وعدم تنظيف الخبث أثناء اللحام متعدد الطبقات.
لمعالجة احتواء الخبث، يجب إزالة معدن اللحام حول المنطقة المصابة، ومن ثم يمكن مواصلة عملية اللحام.
يحدث تضمين التنجستن عادةً عندما يتلامس قطب التنجستن مع معدن الحوض المنصهر أثناء اللحام بقوس الأرغون.
ولإصلاح هذا العيب، يجب حفر المعدن المعيب في شريحة التنغستن لإصلاح هذا العيب، ويمكن بعد ذلك استئناف عملية اللحام.
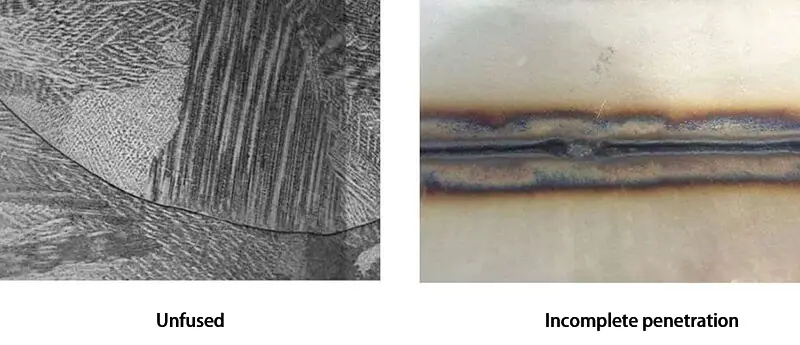
الاندماج والاختراق غير الكامل:
هناك العديد من الأسباب الرئيسية لعدم اكتمال اللحام غير المكتمل، بما في ذلك تيار اللحام الصغير جدًا، وسرعة اللحام السريعة جدًا، وفجوة زاوية الأخدود الصغيرة جدًا، وتقنية التشغيل السيئة.
تتمثل طريقة معالجة عدم الانصهار في إزالة معدن اللحام في موضع عدم الانصهار، ثم إصلاح اللحام.
لمعالجة الاختراق غير المكتمل، تتمثل الطريقة في إصلاح الاختراق غير المكتمل على جانب واحد من الهيكل مع فتح جيد مباشرة في الجزء الخلفي من اللحام.
بالنسبة للحامات المهمة التي لا يمكن إصلاحها مباشرةً عن طريق اللحام، يجب إزالة معدن اللحام غير المكتمل، ويجب إعادة اللحام.
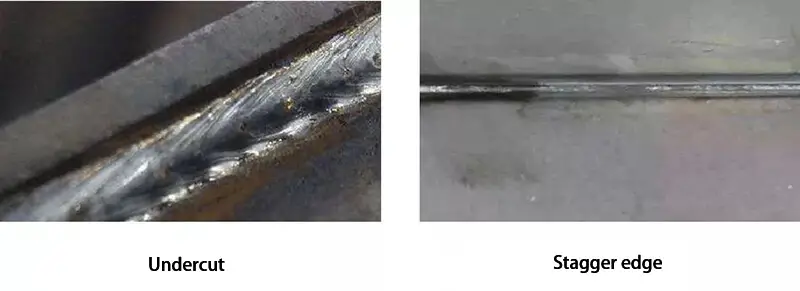
عيب الشكل:
بما في ذلك التقوس، والتداخل، والتداخل، والترهل، وانكماش الجذور، واختلال المحاذاة، وانحراف الزاوية، والارتفاع الزاويّة، والارتفاع الزائد للحام، وعدم انتظام السطح، إلخ.
7. التدابير الشائعة لمنع تمزق الصفائح الصفائحية؟
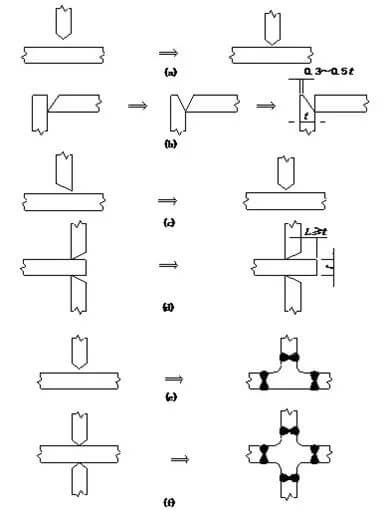
بالنسبة للوصلات على شكل حرف T والوصلات المتقاطعة والوصلات الزاوية، عندما لا يقل سمك صفيحة الحافة عن 20 مم، من أجل تجنب أو تقليل إجهاد انكماش اللحام الكبير في اتجاه سمك الصفيحة المعدنية الأساسية، يجب اعتماد تصميم هيكل الوصلة التالي
أصغر أخدود اللحام يجب استخدام الزوايا والفجوات (أ)، شريطة استيفاء متطلبات عمق الاختراق وضيق اللحام.
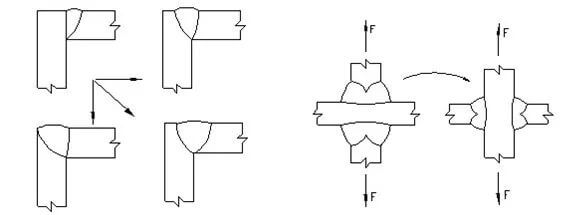
بالنسبة للوصلات الزاوية، يجب استخدام أخدود متماثل أو أخدود مائل على اللوحة الجانبية (ب).
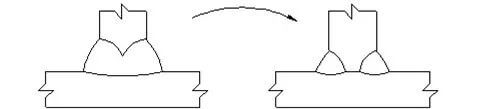
يجب أن يكون لحام الأخدود على الوجهين متماثلًا، بدلاً من لحام الأخدود أحادي الجانب غير المتماثل (ج).
بالنسبة للوصلات على شكل حرف T أو وصلات الزوايا، يجب أن يمتد طرف اللوح الذي يتحمل إجهاد الشد في اتجاه سُمك اللوحة إلى خارج منطقة اللحام من المفصل (د).
يجب استخدام المقاطع الانتقالية المصنوعة من الفولاذ المصبوب أو الفولاذ المطروق للوصلات على شكل حرف T والوصلات المتقاطعة على شكل حرف T، ويجب استخدام الوصلات التناكبية لتحل محل الوصلات على شكل حرف T والوصلات المتقاطعة (ه، و).
تغيير اتجاه الضغط لمفصل الصفيحة السميكة لتقليل الضغط في اتجاه السُمك;
بالنسبة للعقد الخاضعة للحمل الاستاتيكي، في حالة استيفاء متطلبات حساب قوة الوصلة، يجب استبدال اللحام الأخدودي المخترق بالكامل باللحام التناكبي المخترق جزئيًا و لحام فيليه.
8. طريقة فحص جودة اللحام؟
بعد الانتهاء من اللحام وفحص اللحام، يجب أن تكون الخطوة الأولى للفحص هي الفحص الظاهري. وينبغي استخدام الفحص البصري أو العدسة المكبرة لملاحظة أي عيوب مثل التقويض، والاحتراق، والاختراق غير الكامل، والشقوق، والحواف المتداخلة، والبقاء، والتحقق مما إذا كانت الأبعاد الكلية للحام تفي بالمتطلبات.
عادةً ما يتم الكشف عن العيوب داخل اللحام بواسطة الموجات فوق الصوتية. تعتمد هذه الطريقة على مبدأ انتشار الموجات فوق الصوتية داخل المعدن وانعكاسها وانكسارها عند مواجهة واجهة وسطين، مما يساعد في فحص العيوب داخل اللحام. يمكن استخدام شكل الموجة لتحديد وجود الخلل وموقعه.
نظرًا لوجود سطح عاكس بين المسبار وقطعة الاختبار، أثناء الفحص بالموجات فوق الصوتية، يجب أن يكون عامل الاقتران مطليًا على سطح اللحام. ومع ذلك، لا يمكن لطريقة الموجات فوق الصوتية تحديد نوع العيوب وحجمها.
يُستخدم الفحص بالأشعة في بعض الأحيان في الاختبارات غير المدمرة للكشف عن العيوب في اللحامات. هناك نوعان من الفحص الإشعاعي: الفحص بالأشعة السينية والفحص بالأشعة السينية. والمبدأ هو أنه عندما يمر الشعاع عبر اللحام الخاضع للفحص، فإن أي عيوب ستؤدي إلى توهين أقل للأشعة التي تمر عبر تلك المنطقة.
ونتيجة لذلك، يكون الفيلم السالب الموجود على الجزء الخلفي من اللحام شديد الحساسية للضوء، وستظهر بقع أو خطوط سوداء في مكان العيب بعد غسل الفيلم.
يتميز الفحص بالأشعة السينية بوقت تعريض قصير وسرعة عالية وقدرة اختراق قوية، ولكن المعدات معقدة ومكلفة ومناسبة لاختبار اللحامات التي يقل سمكها عن 30 مم. وعلى النقيض من ذلك، فإن معدات الفحص بالأشعة السينية محمولة وسهلة التشغيل ولديها قدرة اختراق قوية.
9. ما هو أساس الحكم على نتائج فحص العينات؟
معايير قبول الدُفعات للحامات:
عندما يكون المعدل غير المؤهل لعدد اللحامات في فحص العينة أقل من 2%، يتم قبول الدفعة.
عندما يكون المعدل غير المؤهل لعدد اللحامات في فحص العينة أكثر من 5%، تكون الدفعة غير مقبولة.
عندما يكون المعدل غير المؤهل لعدد اللحامات في فحص العينة ما بين 2% و5%، يجب إعادة فحص العينة، ويجب إضافة خط امتداد للحام على جانبي الجزء الأصلي غير المؤهل، باستثناء الحالة الواردة في الفقرة الخامسة من هذه المادة.
عندما لا يزيد المعدل غير المؤهل لجميع اللحامات في فحص العينة عن 3%، تكون الدفعة مؤهلة.
عندما يكون المعدل غير المؤهل أكثر من 3%، تكون الدفعة غير مؤهلة.
معايير التفتيش الإضافية:
إذا كان قبول الدفعة غير مؤهل، يتم فحص جميع اللحامات المتبقية من الدفعة.
إذا تم العثور على عيب شرخ واحد في الفحص، قم بمضاعفة الفحص الموضعي.
إذا لم يتم العثور على عيب تشقق في لحام الفحص الموضعي المزدوج، يتم قبول الدفعة.
إذا تم العثور على تشققات متعددة أثناء الفحص أو تم العثور على تشققات بعد الفحص الموضعي المزدوج، فإن الدفعة غير مقبولة، ويجب فحص جميع اللحامات المتبقية في الدفعة.
10. ما هي الشروط التي تتطلب تأهيل إجراءات اللحام؟
بصرف النظر عن الاستثناءات المدرجة في الكود الوطني للحام الهياكل الفولاذية، فإن أي مجموعة من الفولاذ، ومواد اللحام، وطرق اللحام، وأشكال الوصلات، وأوضاع اللحام، وأنظمة المعالجة الحرارية بعد اللحام، ومعايير عملية اللحام، وإجراءات التسخين المسبق والتسخين اللاحق، وغيرها من المعايير التي تستخدمها وحدة البناء لأول مرة، يجب أن تخضع لتقييم عملية اللحام قبل تصنيع وتركيب أعضاء الهيكل الفولاذي.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
لماذا يمكن لحام الفولاذ منخفض الكربون بسهولة بينما يشكل الفولاذ عالي الكربون تحديات؟ تستكشف هذه المقالة قابلية اللحام لأنواع مختلفة من الفولاذ الكربوني، مع تسليط الضوء على كيفية تأثير محتوى الكربون المتفاوت على...
يمكن أن يؤدي تشوه اللحام في الفولاذ المقاوم للصدأ إلى مشاكل كبيرة في تصنيع المعادن. تستكشف هذه المقالة طرقًا مختلفة للتحكم في هذه التشوهات وتصحيحها، مثل استخدام ألواح النحاس، والماء...
هل تساءلت يومًا ما عن كيفية لحام أنواع مختلفة من الفولاذ المقاوم للصدأ بفعالية؟ تتعمق هذه المقالة في طرق اللحام المتخصصة للفولاذ المقاوم للصدأ المارتنسيتي والدوبلكس الفولاذ المقاوم للصدأ، وتوضح بالتفصيل التحديات...
يتطلب لحام الفولاذ المقاوم للصدأ الدقة لمنع العيوب مثل التشقق والتآكل. هل أنت على دراية بالخطوات الحاسمة لضمان لحام لا تشوبه شائبة؟ يسلط هذا المقال الضوء على ثمانية احتياطات أساسية،...
كيف يمكن أن يكون لحام الفولاذ الكربوني ممارسة شائعة وتحديًا معقدًا في نفس الوقت؟ يستكشف هذا الدليل عالم لحام الفولاذ الكربوني المعقد، ويغطي أنواع الفولاذ الكربوني وأنواعه...
لماذا يمثل لحام الفولاذ عالي الكربون تحديًا كبيرًا؟ تتطرق هذه المقالة إلى الصعوبات الفريدة المرتبطة بهذه المادة، مثل ميلها إلى تكوين المارتينسيت الهش، مما يؤدي إلى...
تخيل محاولة لحام مادة قوية جدًا لدرجة أنها تقاوم التآكل والتلف، ولكنها صعبة جدًا لدرجة أن التقنية غير السليمة قد تؤدي إلى فشل كارثي. هذا هو التحدي الذي تواجهه...
يتطلب لحام الفولاذ منخفض الحرارة فهمًا دقيقًا لخصائص المواد، حيث يمكن أن تؤدي الظروف القاسية إلى حدوث أعطال هشة. تناقش المقالة المتطلبات الفنية للصلب منخفض الحرارة مع التأكيد على أهمية اللحام في درجات الحرارة المنخفضة...
لماذا يُعد لحام الفولاذ الكربوني فنًا وعلمًا في آن واحد؟ يُعد فهم قابلية اللحام لمختلف أنواع الفولاذ الكربوني - من منخفض الكربون إلى عالي الكربون - أمرًا بالغ الأهمية لضمان وجود وصلات قوية ومتينة. هذا...