1. القياس الميداني لتركيب نظام التهوية
المسافات والعلاقات المكانية
- المسافات إلى العناصر الهيكلية: قم بقياس المسافات بين موقع نظام التهوية والعناصر الإنشائية الحرجة مثل الأعمدة والجدران الفاصلة والفتحات المحجوزة والجدران الخارجية.
- قياسات الطول: قم بقياس الارتفاع من الأرضية والأرضية إلى السطح لضمان وجود مساحة رأسية كافية لنظام التهوية.
أبعاد الجدار والفتحة
- سُمك الجدار: قياس سُمك كل من الجدران الخارجية والجدران الفاصلة.
- الثقوب المحجوزة: قم بقياس حجم أي فتحات محجوزة سيتم استخدامها لمرور القناة.
- الأبواب والنوافذ: قم بقياس عرض وارتفاع الأبواب والنوافذ لضمان عدم إعاقة نظام التهوية لهذه الفتحات.
التفاصيل الهيكلية والتجهيزات
- أبعاد العمود: قياس حجم المقطع العرضي لأي أعمدة داخل منطقة التركيب.
- مسافة العارضة والسقف: قم بقياس المسافة بين أسفل العوارض والسقف المسطح للتأكد من وجود خلوص كافٍ لمجاري الهواء.
- ارتفاع المنصة: قم بقياس ارتفاع أي منصات قد تؤثر على تركيب نظام التهوية.
المعدات ونقاط الاتصال
- معدات الإنتاج: قم بقياس حجم وموضع وارتفاع أي معدات إنتاج سيتفاعل معها نظام التهوية.
- معدات مجاري الهواء: قياس الحجم والموضع النسبي لمعدات مجاري الهواء ومنافذ التوصيل لمكونات التهوية.
قياسات الأساس والدعم
- حجم المؤسسة: قم بقياس الحجم والارتفاع والمسافة من جدار الأساس أو الهياكل الداعمة لمعدات التهوية.
2. الرسم الفعلي
من خلال العمل المذكور أعلاه، ارسم رسومات تركيب المعالجة.
3. تصحيح الورقة
- ماكينات تسوية لفائف الصلب:
آلات تسوية لفائف الصلب هي أدوات أساسية في صناعة معالجة الصفائح المعدنية. وهي تستخدم عادةً لتسوية اللفائف من خلال سلسلة من الانحناءات المتكررة باستخدام بكرات متعددة. تضمن هذه الماكينات أن تكون لفائف الصلب مسطحة وخالية من أي إجهاد متبقي، وهو أمر ضروري لمزيد من المعالجة والتصنيع.
- تصحيح الطرق اليدوي:
عادةً ما يتم تصحيح الألواح المسطحة لتشوهات الانحناء باستخدام طرق التصحيح اليدوي بالمطرقة. يعتمد اختيار المطرقة والتقنية على سُمك مادة الصفيحة:- للصفائح التي يقل سمكها عن 0.8 مم:
- يجب استخدام مطرقة خشبية كبيرة وناعمة ومسطحة الرأس. هذا النوع من المطارق فعال في التسطيح السريع ويوفر كفاءة عالية دون إتلاف الصفيحة الرقيقة.
- للصفائح ذات السماكة ≥ 0.8 مم:
- يوصى باستخدام مطرقة فولاذية مسطحة الرأس. توفر هذه المطرقة القوة اللازمة لتنعيم الصفائح السميكة بفعالية.
- تحديد خصائص التشوه:
استنادًا إلى عدم استواء الصفيحة، من الضروري تحديد خصائص التشوه مثل الاعوجاج أو عدم الاستواء. بمجرد تحديدها، يجب استخدام منصة حديدية لتنعيم الصفيحة. يضمن ذلك أن تكون الصفيحة مسطحة بشكل موحد وجاهزة لمزيد من المعالجة.
4. التسطير
- تحديد السُمك: يجب تحديد سمك الصفيحة وفقًا لحجم تصميم مجرى الهواء.
- اختر عدد أنابيب الانحناء: بناءً على التصميم، حدد العدد المناسب من أنابيب الثني.
- تحديد وضع الواجهة: اختر وضع الواجهة الأنسب لمتطلبات التصميم.
- طرق التقطيع والتفكيك: استخدام طرق الحساب والفك لقطع المادة بدقة. تحديد خط القطع ووضع علامات قطع دقيقة لضمان قطع المادة بشكل صحيح ومطابقة مواصفات التصميم.
5. الكشف
1. اختر مادة النموذج المناسب
عند اختيار الخامة للنموذج، من الضروري اختيار خامة ليست سميكة للغاية، ومن الأفضل أن تكون في حدود 1 إلى 3 مم. كما يجب أن تكون المادة خالية من التجعيد أو التشوه. تشمل المواد المفضلة ما يلي:
- ورق كرافت: معروف بمتانته ومرونته.
- ورق المشمع: يوفر سطحًا أملس وسمكًا متناسقًا.
- لوح بلاستيك ناعم: توفر المرونة وسهولة التعامل معها.
- صفيحة حديد رقيقة: يوفر صلابة ويمكن تشكيله بدقة.
2. حساب الطول المناسب للوحة العينة
يجب حساب طول عينة الأنبوب الدائري باستخدام المعادلة التالية:الطول=(القطر الخارجي للأنبوب + سماكة مادة العينة)× 𝜋الطول=(القطر الخارجي للأنبوب + سماكة مادة العينة)×πومع ذلك، من المهم مراعاة التأثيرات الموسمية والمادية التي قد تؤثر على المحيط الفعلي للأنبوب. على سبيل المثال:
- الشتاء: قد يصبح ورق المشمع أكثر صلابة ولا يتناسب بإحكام مع الجدار الخارجي للأنبوب، مما يستلزم زيادة طول النموذج.
- الصيف: قد يصبح الورق المشمع أكثر ليونة ويمتد، مما يتطلب تقليل طول النموذج غير المطوي.
يجب إجراء هذه التعديلات قبل رسم منحنى التمدد، حيث لا يمكن إجراء أي نمو أو تخفيض بعد ذلك.
3. التحقق من الحجم الفعلي للمراجعة
بعد إنشاء النموذج، من الضروري التحقق من شكله وحجمه من خلال لفه حول الجدار الخارجي لخط الأنابيب والتحقق من الحجم. يجب أن يتناسب النموذج بشكل وثيق مع جدار الأنبوب، بحيث يلتقي الطرفان دون أي فجوات أو تداخلات. هناك ثلاث طرق لتوسيع النموذج:
- توسعة الخط الموازي: مناسب للأشكال البسيطة التي تظل فيها الخطوط متوازية.
- التمدد الإشعاعي: تستخدم للأشكال المخروطية أو المدببة حيث تشع الخطوط من نقطة ما.
- توسعة المثلث: تطبق على الأشكال المعقدة التي تتضمن مقاطع مثلثة.
التقطيع هو خطوة حاسمة في عملية تصنيع الصفائح المعدنية، حيث يتم تقطيع المادة إلى شكل أو حجم معين. وتتضمن هذه العملية وضع علامات على مادة الصفيحة من خلال رسم التفريغ والمخطط الواضح لحجم الصفيحة قبل الانتقال إلى خطوة القص. فيما يلي الخطوات والاعتبارات التفصيلية للقص الفعال للصفائح المعدنية:
1. وضع العلامات والكتابة
قبل بدء أي عملية قطع، من الضروري وضع علامة على مادة الصفيحة بدقة:
- الرسم المتكشف: ضع علامة على الورقة بالرسم غير القابل للطي للتأكد من الأبعاد والشكل الصحيحين.
- مخطط تفصيلي واضح: ارسم مخططًا واضحًا للحجم الفارغ على مادة الصفيحة.
2. القص
القص هو عملية قص مادة الصفيحة. وتعتمد طريقة القص على سُمك المادة:
- القص اليدوي: مناسبة للصفائح الفولاذية التي يقل سمكها عن 0.8 مم.
- القص الميكانيكي: تُستخدم للصفائح السميكة، حيث أن القص اليدوي لن يكون فعالاً وربما غير دقيق.
3. عملية القطع
(1) المحاذاة ووضع العلامات المماسية
- محاذاة دقيقة: قم بمحاذاة خط الكتابة على اللوحة بدقة قبل القطع.
- علامة الظل: تأكد من وجود علامة مماس واضحة على الصفيحة الفولاذية لتوجيه القطع.
(2) تنفيذ القطع
- الحجز الرأسي: بعد وضع العلامات، أمسك الصفيحة الفولاذية عموديًا واقطع على طول خط المماس.
- الحد من المقاومة: ارفع اللوح المقطوع لأعلى بيدك أثناء عملية القطع لتقليل المقاومة وضمان قطع أكثر سلاسة.
(3) قطع المنحنيات والزوايا
- تجنب علامات الخط: عند قص المنحنيات وخطوط الطي والزوايا، تجنب قص علامات الخطوط على الورقة.
- تموضع المقص: قم بمحاذاة طرف المقص مع الجزء العلوي من الزاوية وتجنب وضعه بعيداً جداً.
(4) قطع الثقوب والدوائر (4)
- قطع الثقب: قم بعمل ثقب أولي وأدخل المقص واقطع عكس اتجاه عقارب الساعة على طول الخط.
- قطع الدائرة:
- للأقطار الأصغر، استخدم المقص المنحني واقطع بعكس اتجاه عقارب الساعة.
- بالنسبة للدوائر الكبيرة ذات الهامش الأصغر، يُسمح بالقطع في اتجاه عقارب الساعة.
4. ما بعد القص
- الشطف: بعد الانتهاء من القص، استخدم المقص أو ماكينة الشطب لشطف نهاية الصفيحة. هذه الخطوة ضرورية لإزالة الحواف الحادة وإعداد الصفيحة لمزيد من المعالجة.
7. إغلاق مجرى الهواء
1. اختيار سُمك اللوح
اختر سماكة اللوحة بناءً على مواصفات ومقاسات مجرى الهواء. تأكد من ترك هامش للتفريغ لاستيعاب أي تعديلات أثناء عملية التصنيع.
2. الدقة في الرسم الخطي
يجب أن تكون عملية رسم الخطوط دقيقة لضمان استقامة الزوايا والخطوط المستوية والقياسات الدقيقة. التحقق بشكل متكرر من المقاسات الهندسية والتأكد من رسم جميع الخطوط اللازمة، مثل خطوط القطع وخطوط الشطب وخطوط الطي وخطوط التشفيه وخطوط الثقب وخطوط الإغلاق بدقة.
3. القطع والشطب
يجب تنفيذ القطع والشطب بدقة عالية لتقليل الأخطاء. بعد القطع، قم بشطب الحواف باستخدام ماكينة شطب أو مقص حديدي قبل إغلاق الحواف. تأكد من عدم وجود تداخل أو شطب أثناء العملية للحفاظ على سلامة مجرى الهواء.
4. طي اللوح
ضع الصفيحة على ماكينة الطي وفقًا لخط الطي المرسوم وقم بطيها بالزاوية المطلوبة. أثناء العملية، قم بمحاذاة خط الطي مع القوالب العلوية والسفلية لماكينة الطي المربعة لضمان الدقة.
5. إنشاء مجاري هواء مستديرة
لإنشاء مجرى هواء مستدير، استخدم المصفق لتشكيل الحافة على شكل قوس. ضع دائرة حول اللدغة واضبط القوس لجعلها متناسقة. يضمن ذلك الحصول على شكل دائري سلس ومتناسق لمجاري الهواء.
6. الخياطة
بعد طي أو تقريب الصفيحة الفولاذية، استخدم ماكينة خياطة أو خياطة يدوية. استخدم ضغطاً متساوياً لتجنب اللحامات غير المتساوية أو الانفجارات. يضمن الإغلاق المناسب متانة ووظيفة مجرى الهواء.
7. التماس التماس
يجب أن تكون درزات ألواح مجاري الهواء متداخلة لتجنب الدرزات المتقاطعة التي يمكن أن تضعف الهيكل. تعزز الدرزات المتداخلة المناسبة من قوة وثبات مجرى الهواء.
8. الأشكال الشائعة للدرزات
- التماس واحد: تُستخدم لربط وإغلاق القنوات الدائرية.
- درزات الزوايا ودرزات الزوايا المشتركة ودرزات الأزرار المفاجئة: مناسبة لمجاري الهواء المستطيلة أو الملحقات.
- الدرزات العمودية: تُستخدم للمرفقين المستديرين.
وصلة عضة صفيحة الصفيحة الفولاذية:
- السماكة ≤ 1.2 مم: يمكن توصيله بالعضة.
- السُمك > 1.2 مم: يجب أن تكون ملحومة. يجب أن يعتمد اللحام التناكبي للشفة اللحام بالغاز.
- ألواح شبكية مجلفنة: يجب أن تكون ملتصقة بالعضة أو مثبتة بالمسامير.
- مجاري هواء الألواح البلاستيكية المركبة: استخدم طرق العض والتثبيت لتجنب حرق الطبقة البلاستيكية عن طريق اللحام بالغاز واللحام الكهربائي. يجب ألا يكون لآلة العض حواف حادة لتجنب الخدوش. في حالة تلف الطبقة البلاستيكية، يجب طلاؤها وحمايتها في الوقت المناسب.
صفيحة من الفولاذ المقاوم للصدأ ذات صفيحة من الفولاذ المقاوم للصدأ
- سُمك الجدار ≤ 1 مم: يمكن استخدام اتصال العضة.
- سمك الجدار > 1 مم: استخدم اللحام بالقوس أو اللحام بقوس الأرجون. اللحام بالغاز غير مسموح به. يجب أن يكون القطب الكهربائي من نفس نوع المادة الأساسية، ويجب ألا تكون القوة الميكانيكية أقل من القيمة الدنيا للمادة الأساسية.
صفيحة ألومنيوم من الألومنيوم لمجاري الهواء:
- سمك الجدار ≤ 1.5 مم: يمكن توصيله بالعضة.
- سمك الجدار > 1.5 مم: استخدم اللحام بالغاز أو اللحام بقوس الأرجون. يجب ألا يكون هناك خدوش على سطح مجرى الهواء المصنوع من الألومنيوم وملحقاته. عند الإعداد، استخدم أقلام الرصاص الملونة أو الأقلام الملونة. يجب أن تتم عملية العض أو تشكيل مجرى الهواء بمطرقة خشبية أو مسطرة خشبية مربعة لتجنب تشوه خط التماس العضة.
9. عرض العضة وكميتها
يتم تحديد عرض العضة حسب سُمك مادة مجرى الهواء. عادة، بالنسبة للعضات المسطحة المفردة والعضات الرأسية المفردة والعضات ذات الزاوية الواحدة، يجب أن يكون عرض العضة على اللوحة الأولى ثابتاً. على اللوحة الثانية، يجب مضاعفة عرض العضة على اللوحة الثانية، مما ينتج عنه بدل إجمالي للعضة يساوي ثلاثة أضعاف عرض العضة. يجب الحفاظ على كمية العضة على كلا الجانبين كما هو مطلوب في مواصفات التصميم.
10. معالجة اللدغة
تنطوي المعالجة الميكانيكية للعضات الميكانيكية في المقام الأول على استخدام آلات العض المختلفة. بالنسبة للخطوط المنحنية أو العضات الصلبة، يوصى باستخدام كتل خشبية ومطارق خشبية بدلاً من المطارق اليدوية الفولاذية لتمديد حافة اللوح. تساعد هذه الممارسة على تجنب ظهور علامات واضحة على المادة. يجب أن يكون مفصل العضة محكمًا، مع عدم وجود أنصاف عضات أو تشقق.
بالنسبة للأنابيب المستقيمة، يجب أن تكون الوصلات متداخلة في خط التماس الطولي. وهذا أمر بالغ الأهمية لأن أنابيب الهواء غالباً ما تشتمل على أكواع وقمزة وتركيبات أخرى. فالكوع المستدير، على سبيل المثال، يتكون من عدة أنابيب قصيرة مائلة، ويتم تشكيل العضة الواحدة في اتجاه واحد عند عمل الكوع. وبالتالي، فإن التماس العضة في كل قسم يكون متعارضًا، وهو أمر ضروري لإنتاج الأكواع ولا تقيده هذه اللائحة.
يجب أن يكون عرض خط التماس العضة موحداً لمنع التناقضات، مثل وجود خط عريض في أحد طرفي العضة وخط ضيق في الطرف الآخر. يمكن أن تؤثر مثل هذه التناقضات على كل من المظهر والسلامة الهيكلية وإحكام التماس العضة.
8. أشكال لحام مجاري الهواء
1. اللحام التناكبي
يُستخدم اللحام التناكبي لربط الألواح أو لإنشاء طبقات مغلقة أفقية ورأسية. تضمن هذه الطريقة اتصالاً قويًا وسلسًا بين قطعتين معدنيتين، مما يجعلها مثالية للتطبيقات التي تكون فيها السلامة الهيكلية أمرًا بالغ الأهمية.
2. لحام اللفة
يشيع استخدام اللحام باللفافة في اللحامات الطولية المغلقة للقنوات المستطيلة أو تجهيزات الأنابيب، وكذلك في الأكواع والوصلات الزاوية للمحملات في القنوات المستطيلة. يبلغ التداخل العام 10 مم، ويجب تحديد منطقة التداخل قبل اللحام. يجب إجراء اللحام النقطي على طول الخط المحدد، متبوعًا بتنعيم اللحام بمطرقة صغيرة قبل اللحام المستمر. تضمن هذه الطريقة وجود رابطة قوية وتقلل من خطر التسرب.
3. لحام الشفة
يُستخدم اللحام بالفلنجات لإغلاق الوصلات بدون حواف والأنابيب المستديرة والأكواع. عند التعامل مع الصفائح الرقيقة، يمكن استخدام اللحام بالغاز نظرًا لدقته وتحكمه في مدخلات الحرارة، مما يمنع الالتواء ويضمن لحامًا نظيفًا.
4. لحام الشرائح
يُستخدم اللحام الشرائحي في اللحامات الطولية المغلقة لمجاري الهواء المستطيلة أو تجهيزات الأنابيب، والوصلات الدوارة للمرفقين المستطيلين والمحملات والدرزات المغلقة لرؤوس مجاري الهواء المستطيلة الدائرية. يوفر هذا النوع من اللحام وصلة قوية وغالباً ما يستخدم في التطبيقات التي يتعرض فيها اللحام لضغوط مختلفة.
5. لحام أنابيب الصلب الكربوني
بالنسبة لمجاري الصلب الكربوني، يجب استخدام ماكينة لحام بالتيار المستمر. قبل اللحام، يجب تنظيف المنطقة قبل اللحام من الأوساخ وعلامات الزيت والصدأ. ويتطلب كل من اللحام النقطي واللحام المستمر إزالة الأكاسيد لضمان الحصول على لحام نظيف. يجب تقليل الفجوة إلى الحد الأدنى، ويجب إزالة أي عقيدات في موضع اللحام الموضعي اليدوي على الفور. بعد اللحام، يجب تنظيف خبث القطب الكهربائي وسلك اللحام المتبقي في خط اللحام والمناطق المجاورة للحفاظ على جودة اللحام.
6. لحام أنابيب الفولاذ المقاوم للصدأ
قبل لحام أنابيب الفولاذ المقاوم للصدأ، يجب تنظيف الشحوم والأوساخ من منطقة اللحام باستخدام البنزين أو الأسيتون لمنع ثقوب الهواء وثقوب الرمل. أثناء اللحام بالقوس الكهربائي، يجب وضع مسحوق أبيض على جانبي اللحام لمنع التصاق البقع على سطح اللوحة. يجب إزالة الخبث بعد اللحام واستعادة البريق المعدني باستخدام فرشاة سلك نحاسي. وينبغي بعد ذلك تخليل اللحام بمحلول حمض الهيدروكلوريك 10% وغسله بالماء الساخن لضمان الحصول على لحام نظيف ومقاوم للتآكل.
7. لحام مجاري الهواء المصنوعة من الألومنيوم
بالنسبة لمجاري الهواء المصنوعة من الألومنيوم، يجب إزالة الشحوم من منطقة اللحام وإزالة طبقة الأكسيد باستخدام فرشاة سلك فولاذي مقاوم للصدأ. يجب إجراء اللحام في غضون ساعتين إلى 3 ساعات بعد التنظيف. بعد اللحام، يجب إزالة الشحوم بعد اللحام باستخدام بنزين الطيران أو الكحول الصناعي أو رابع كلوريد الكربون أو مواد التنظيف الأخرى ورقائق الخشب لضمان لحام نظيف.
8. اللحام بالغاز للأنابيب ذات الألواح الفولاذية الرقيقة
عادةً ما يتم إجراء اللحام بالغاز لقنوات الألواح الفولاذية الرقيقة من اليسار إلى اليمين. يجب التحكم في اتجاه اللهب لضمان توزيع متوازن للحرارة على جانبي اللحام. يجب أن يتحرك اللهب إلى الأمام بسلاسة وبشكل متساوٍ، مع سرعة موحدة لسلك اللحام في الحوض المنصهر لتحقيق لحام متناسق.
9. متطلبات جودة اللحام
يجب أن يكون سطح اللحام خاليًا من العيوب مثل الشقوق أو الاحتراق أو اللحامات المفقودة. يجب أن تكون اللحامات الطولية متداخلة لتوزيع الضغط بالتساوي. يجب أن يكون خط اللحام سلسًا، ويجب أن يكون اللحام الموضعي متناظرًا بالتناوب لمنع التشوه. يجب أن يكون عرض خط اللحام موحدًا. بعد اللحام، يجب تنظيف اللحام لإزالة خبث اللحام، مما يضمن وجود وصلة نظيفة وقوية.
9. إنتاج الشفة
1. المسافة بين البراغي وثقوب المسامير البرشام
- نظام الضغط المنخفض: يجب ألا تتجاوز المسافة بين البراغي وفتحات البرشام على شفة مجرى الهواء 150 مم.
- نظام الضغط العالي: يجب ألا تكون المسافة أكبر من 100 مم.
- شفة القناة المستطيلة: يجب أن تحتوي الأركان الأربعة على ثقوب لولبية.
2. شفة لأنظمة الضغط المنخفض والمتوسط والعالي
- أنظمة الضغط المنخفض والمتوسط: يجب أن تكون المسافة بين البراغي والمسامير أقل من أو تساوي 150 مم.
- نظام الضغط العالي: يجب أن تكون المسافة أقل من أو تساوي 100 مم.
- شفة مستطيلة الشكل: يجب تدعيم الأركان الأربعة بمسامير أو مسامير برشام.
3. إنتاج الشفة المستديرة
- معالجة المواد: يتم دحرجة الحديد الزاوي أو الحديد المسطح في شكل حلزوني باستخدام ماكينة لف الصلب.
- القطع والتسوية: يتم قطع الشريط الفولاذي المدرفل وتسويته على منصة.
- اللحام والحفر: بعد التعديل، يتم إجراء اللحام والحفر. يجب أن تكون الثقوب موزعة بالتساوي على طول المحيط لإمكانية التبادل.
4. إنتاج شفة مستطيلة الشكل
- المواد: مصنوعة من أربع قطع من حديد الزوايا.
- وضع العلامات والطمس: تأكد من أن الحافة الداخلية للشفة بعد اللحام ليست أصغر من البعد الخارجي لأنبوب الهواء وضمن الانحراف المقبول.
- التقطيع والتثقيب: يجب أن يتم ذلك باستخدام ماكينة قطع المواد أو منشار يدوي، وليس قطع الأكسجين والأسيتيلين. يجب أن تكون كسور الزاوية الفولاذية ناعمة، ويجب إزالة النتوءات.
- اللحام: يتم إجراؤه على منصة. يجب قياس زاوية الحافة وتعديلها بعد اللحام الموضعي لضمان أطوال قطرية متساوية.
- ثقوب البراغي: الموقع الدقيق أمر بالغ الأهمية للتركيب السلس. طريقة الحفر هي نفسها المستخدمة في حواف أنابيب الهواء الدائرية.
5. إنتاج شفة صفيحة الألومنيوم
- المواد: مصنوع من الألومنيوم المسطح أو الألومنيوم بزاوية مسطحة.
- الاستبدال بالفولاذ ذي الزاوية: إذا تم استخدام فولاذ الزاوية، فإن العزل والمعالجة المضادة للتآكل ضروريان لمنع التآكل الكهروكيميائي.
- معالجة السطح: عادةً ما تكون الحافة الفولاذية ذات الزاوية مجلفنة أو مرشوشة بطلاء عازل.
6. وصلة الشفة وأنبوب الهواء
- برشاقة: يجب أن تكون صلبة وبدون تسريبات. يجب أن تكون الحواف ملساء وقريبة من الحافة بعرض لا يقل عن 6 مم، وبدون شقوق أو ثقوب.
- اللحام: يجب ألا يكون الوجه الطرفي لأنبوب الهواء أعلى من مستوى واجهة الحافة. بالنسبة لأنظمة إزالة الغبار، يلزم وجود لحام داخلي كامل ولحام خارجي متقطع. يجب أن يكون الوجه الطرفي على الأقل 5 مم من مستوى واجهة الحافة.
- مضاد للتآكل: إذا كانت الحافة مصنوعة من الفولاذ الكربوني، يلزم إجراء معالجة مضادة للتآكل وفقًا لمتطلبات التصميم. يجب أن تكون المسامير مصنوعة من نفس مادة مجرى الهواء أو أن تكون غير قابلة للتآكل.
قبول جودة إنتاج الشفة المقبولة
- لحام اللحام: يجب أن يكون منصهرًا جيدًا بدون لحام أو ثقوب زائفة.
- انحراف التسطيح: الانحراف المسموح به لتسطيح الشفة هو 2 مم.
- ترتيبات ثقوب البراغي: يجب أن تكون متسقة وقابلة للتبديل للشفاه من نفس المواصفات التي تتم معالجتها في دفعة واحدة.
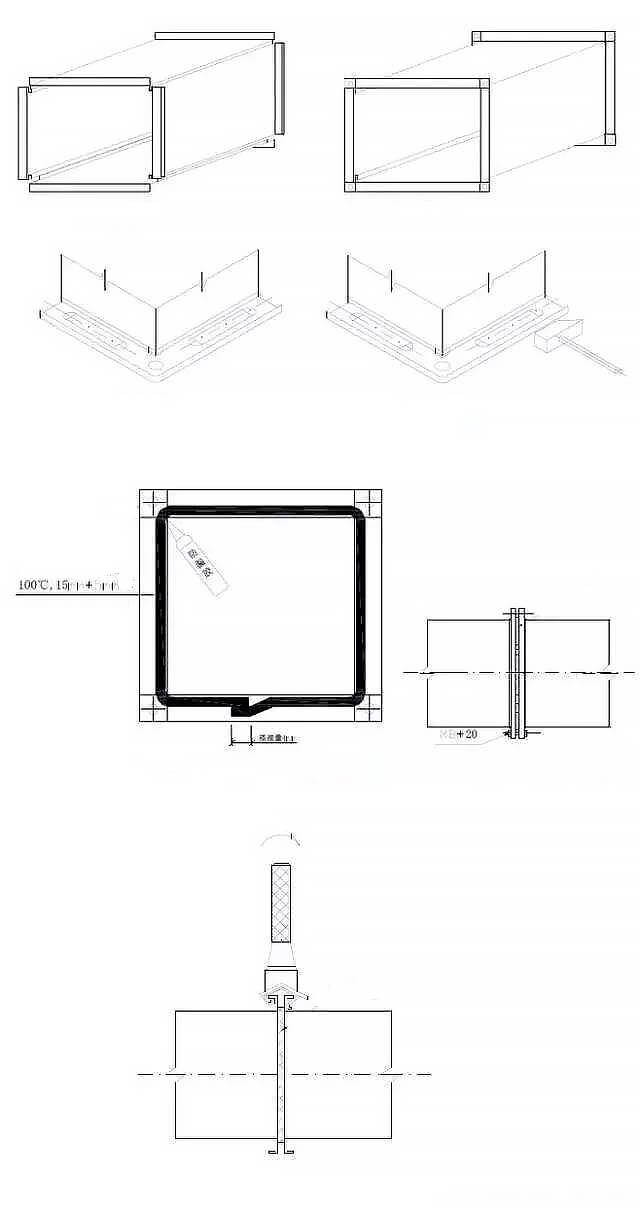
10. إنتاج مجاري الهواء غير المتصلة بأنابيب الهواء بدون شفة
1. أنابيب الهواء الدائرية
تستخدم معظم أنابيب الهواء الدائرية إما وصلات مقبس مباشر أو وصلات أنبوبية أساسية. وفيما يلي شرح مفصل لهذه الطرق:
توصيل المقبس المباشر
- الطريقة: يتم إدخال طرفي أنبوبي الهواء مباشرة في بعضهما البعض.
- المزايا: بسيطة وسريعة التجميع.
- الاعتبارات: تأكد من إحكام التثبيت لمنع تسرب الهواء.
وصلة الأنبوب الأساسي
- الطريقة: يعمل الأنبوب الأساسي كموصل وسيط. ويتم إدخال أنبوبي هواء عند طرفي الأنبوب الأساسي.
- عمق الإدخال: يجب ألا يقل عمق الإدخال عن 20 مم لضمان التوصيل الآمن.
- التثبيت: استخدم مسامير السحب أو براغي ذاتية التنصت لتثبيت الوصلة بين أنبوب الهواء والأنبوب الأساسي.
- الختم: ضع مادة مانعة للتسرب على الوصلة لضمان إحكام غلقها بإحكام، مما يمنع أي تسرب للهواء.
2. أنابيب هواء مستطيلة الشكل
عادةً ما يتضمن توصيل أنابيب الهواء المستطيلة طرقًا مختلفة لضمان توصيل آمن ومحكم الإغلاق:
طرق الاتصال
- الإدخالات: يتم استخدام حشوات معدنية أو بلاستيكية لربط أطراف أنابيب الهواء.
- اللدغات: يتم استخدام العضات الميكانيكية أو العقص لتأمين التوصيل.
- مشابك زنبركية معدنية: توفر هذه المشابك وصلة قوية ومرنة.
- اتصالات مختلطة: يمكن استخدام مزيج من الطرق المذكورة أعلاه لتعزيز الثبات والإغلاق.
الاعتبارات الرئيسية
- الدقة: يجب أن يكون حجم الوصلات دقيقًا لضمان الملاءمة المناسبة.
- الشكل العادي: يجب أن يكون شكل الوصلات منتظمًا لتجنب أي ثغرات أو اختلالات.
- واجهة ضيقة: يجب أن تكون الواجهة محكمة لمنع أي تسرب للهواء.
11. تقوية مجاري الهواء
(1) تقنيات التعزيز:
تقنية تقوية ارتفاع المفصل (باستخدام عضة واقفة). تدعيم مجرى الهواء بحلقة فولاذية بزاوية حول المحيط. تدعيم الجانب الأكبر من مجرى الهواء بزاوية فولاذية. تدعيم الجدار الداخلي لمجاري الهواء طوليًا بأضلاع وتدعيم الصفيحة الفولاذية لمجاري الهواء بأخاديد ملفوفة أو أضلاع مجعدة.
متطلبات جودة تقوية مجاري الهواء:
يجب أن يكون مجرى الهواء مقوى بإحكام، ولكي يعتبر ممتازًا، يجب أن يكون أنيقًا.
يجب أن تكون التباعد بين كل تقوية مناسبة وموحدة ومتوازية.
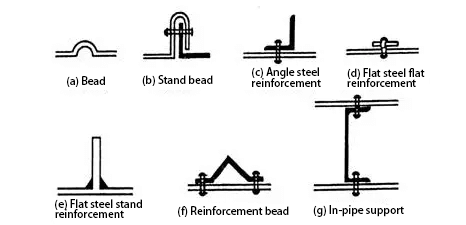
(2) نماذج ومتطلبات تقوية مجاري الهواء:
يمكن تسليح مجرى الهواء على شكل قضبان مموجة، وقضبان قائمة، وقضبان قائمة، وزوايا فولاذية (للتقوية الداخلية والخارجية)، وفولاذ مسطح (باستخدام التسليح الرأسي)، وقضبان التسليح، ودعامة أنبوبية داخلية.
ارجع إلى الشكل 4.3.1.11.
الشكل 4.3.1.11 الشكل 4.3.1.11 شكل تقوية مجرى الهواء
(3) يجب أن يكون التسليح باستخدام قضبان أو أسلاك مموجة مرتبة بنمط منتظم بفواصل زمنية منتظمة، ويجب ألا يكون هناك تشوهات واضحة على سطح القناة.
(4) يجب أن يكون الصلب ذو الزوايا وأضلاع التسليح مرتبة بشكل متناسق ومتناسق، بحيث لا يتجاوز ارتفاعها عرض شفة مجرى الهواء. يجب أن يكون تثبيت فولاذ الزاوية وأضلاع التسليح وأنبوب الهواء آمنًا، مع وجود مسافات متساوية لا تتجاوز 220 مم، ويجب أن يكون التقاطع بين التقاطعين كواحد.
(5) يجب أن تكون الدعامات وأنابيب الهواء مثبتة بإحكام، مع وجود مسافات موحدة بين كل نقطة دعم، أو حافة أو شفة مجرى الهواء، بحيث لا تتجاوز 950 مم.
(6) بالنسبة لمقاطع مجاري الهواء في نظام الضغط المتوسط والضغط العالي التي يزيد طولها عن 1250 مم، ينبغي أيضاً استخدام قضبان تقوية. وينبغي أن تحتوي مجرى الهواء المعدني لنظام الضغط العالي على تدابير تقوية أو تدابير تقوية لمنع الانفجار عند خط التماس العضة الواحدة.