الحاجة إلى الاستقامة
يمكن أن تتعرض مكونات الصلب لتشوهات مختلفة بسبب القوى الخارجية أو الضغوطات الحرارية أو التناقضات المتأصلة في المواد. غالبًا ما تُظهر المواد الخام مثل ألواح الصلب والمقاطع الإنشائية تشوهات مثل التفاوت والانحناء والالتواء والالتواء والالتواء قبل عملية التصنيع. وتشكل هذه المخالفات تحديات كبيرة في الحفاظ على دقة وجودة العمليات اللاحقة، بما في ذلك وضع العلامات والترقيم والرفع العلوي والتصنيع والتجميع الكلي للأجزاء.
يمكن أن يؤدي وجود هذه التشوهات إلى العديد من المشكلات الحرجة:
- عدم دقة الأبعاد: قد ينتج عن المواد المشوّهة أجزاء تنحرف عن التفاوتات المسموح بها المحددة.
- عدم التوافق أثناء التجميع: يمكن أن تسبب المكونات المشوهة صعوبات في التركيب والتوصيل.
- تركيز الإجهاد: يمكن للتشوهات غير المصححة أن تؤدي إلى نقاط إجهاد موضعية، مما قد يضر بالسلامة الهيكلية.
- انخفاض استخدام المواد: قد يتطلب التشوه المفرط هوامش أكبر للخطأ، مما يؤدي إلى زيادة هدر المواد.
للتخفيف من هذه التحديات وضمان أعلى جودة في المنتج النهائي، من الضروري تنفيذ عملية تقويم قبل الشروع في عمليات الوسم والترقيم والرفع العلوي والتشكيل. تنطوي هذه الخطوة الحاسمة على تطبيق القوة أو المعالجة الحرارية المتحكم فيها بعناية لاستعادة المادة إلى الشكل الهندسي المقصود منها، وبالتالي:
- تعزيز دقة العمليات اللاحقة
- تحسين الجودة الشاملة واتساق الأجزاء المصنّعة بشكل عام
- تيسير التجميع الأسهل والملاءمة الأفضل للمكونات
- تحسين استخدام المواد وتقليل النفايات
من خلال معالجة التشوهات في مرحلة مبكرة من عملية التصنيع، يمكن للمهندسين تحسين كفاءة ودقة وموثوقية سير عمل الإنتاج بالكامل بشكل كبير.
أسباب تشوه المواد الخام
التشوه الناجم عن الإجهاد المتبقي في الفولاذ
أثناء عملية درفلة الصلب، يمكن أن تتطور الضغوط المتبقية، مما يؤدي إلى تشوه المواد. على سبيل المثال، إذا تعطلت آلية ضبط اللفائف، فقد تصبح الفجوة بين اللفائف غير متناسقة أثناء دحرجة صفيحة فولاذية. وينتج عن ذلك تمديد غير منتظم للصلب على طول اتجاه الدرفلة.
تتعرض المناطق المعرضة لفجوات لف أصغر لتمدد أكبر، بينما تتعرض المناطق ذات الفجوات الأكبر لتمدد أقل. وبالتالي، تتطور الضغوط الانضغاطية في المناطق ذات التمدد الأكبر، وتتشكل ضغوط الشد في المناطق ذات التمدد الأقل.
عندما يبرد الفولاذ بسرعة أو بسبب عوامل أخرى، تظل هذه الضغوط محتجزة داخل المادة، مما يشكل إجهادات متبقية. عند إجراء عمليات لاحقة مثل القص أو القطع الحراري أو عمليات أخرى، يتم تحرير هذه الإجهادات المتبقية جزئيًا، مما يتسبب في تشوه الفولاذ.
التشوه الناجم عن معالجة الصلب
أثناء معالجة الصلب، يمكن أن يحدث تشوه بسبب قوى خارجية أو تسخين غير منتظم. على سبيل المثال، يمكن أن تؤدي عمليات مثل القص أو القطع باللهب أو لحام ألواح الصلب إلى حدوث تشوه بسبب تركيزات الإجهاد الموضعية والتدرجات الحرارية أثناء دورات التسخين والتبريد.
التشوه الناتج عن النقل والتخزين غير السليم
المواد الخام المستخدمة في تشغيل الصفائح المعدنية على البارد، مثل ألواح الصلب الكبيرة والمقاطع الهيكلية، عرضة للتشوه أثناء المناولة. يمكن أن تتسبب تقنيات الرفع غير السليمة أو طرق النقل أو ممارسات التخزين في حدوث ثني والتواء وتشوه موضعي بسبب الوزن الذاتي للمادة وتركيزات الإجهاد.
استراتيجيات التخفيف من المخاطر
لتقليل التشوه في المكونات الفولاذية:
- تحسين معايير الدرفلة وصيانة المعدات لتقليل الضغوط المتبقية.
- تنفيذ تقنيات التبريد المتحكم بها لإدارة توزيع الضغط.
- استخدم المعالجات الحرارية لتخفيف الإجهاد عند الضرورة.
- تصميم التجهيزات وأنظمة الدعم المناسبة لعمليات المعالجة.
- استخدام ممارسات مناسبة لمناولة المواد وتخزينها، بما في ذلك الدعم الكافي والحماية من العوامل البيئية.
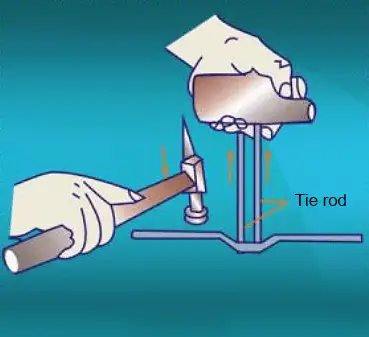
مبدأ الاستقامة
تعتمد عملية الاستقامة في تصنيع المعادن على معالجة الضغوط الداخلية داخل هيكل المادة. ويمكن فهم هذا المبدأ من خلال اعتبار الفولاذ مركبًا من طبقات متعددة من الألياف مرتبة على طول سمكه.
في القطعة المستقيمة المثالية من الفولاذ، تكون جميع طبقات الألياف متساوية الطول. ومع ذلك، عندما يخضع الصلب للانحناء، تتعرض هذه الطبقات لاستطالة تفاضلية. كما هو موضّح في الشكل، تصبح الأطوال المتساوية في البداية "ab" و"cd" غير متساوية عند الانحناء. تستطيل الألياف الخارجية (الممثلة بالرمز "أ/ب")، بينما تنضغط الألياف الداخلية (الممثلة بالرمز "ج/د").
يهدف الاستقامة إلى استعادة التناسق في أطوال الألياف من خلال آليتين أساسيتين:
- التشوه البلاستيكي: من خلال تطبيق قوى خارجية محكومة، يتم دفع المادة إلى ما بعد نقطة الخضوع. ويتسبب ذلك في تشوه الألياف الأطول وتقصيرها بشكل بلاستيكي، مع إطالة الألياف الأقصر في الوقت نفسه.
- التلاعب الحراري: يمكن أن يؤدي التسخين الانتقائي إلى التمدد والانكماش الموضعي، مما يؤدي إلى إعادة توزيع الضغوط الداخلية بشكل فعال. هذه الطريقة مفيدة بشكل خاص للمواد ذات قوة الخضوع العالية أو الأشكال الهندسية المعقدة.
والهدف من كلا النهجين هو معادلة طول جميع طبقات الألياف، وبالتالي التخلص من الضغوط المتبقية التي تسبب الانحناء أو الالتواء أو التشوهات غير المتساوية في الفولاذ أو قطعة العمل. لا تعمل هذه العملية على تحسين الدقة الهندسية فحسب، بل تعمل أيضًا على تحسين الخواص الميكانيكية للمادة ومقاومة التعب.
غالبًا ما تستخدم تقنيات التمليس الحديثة مزيجًا من الأساليب الميكانيكية والحرارية، باستخدام أنظمة استشعار وتحكم متقدمة لتحقيق نتائج دقيقة وموحدة عبر مختلف درجات الصلب وهندسة المنتجات.
الشكل 1
طرق الاستقامة
هناك طرق مختلفة لتقويم الفولاذ، والتي يمكن تصنيفها إلى تقويم يدوي وميكانيكي وتقويم باللهب، اعتمادًا على مصدر ونوع القوة الخارجية المطبقة. كل طريقة لها تطبيقاتها الخاصة ومزاياها وقيودها في عمليات تشغيل المعادن.
الأدوات الشائعة للتقويم اليدوي - مطرقة يدوية - مطرقة يدوية
كيفية استخدام المطرقة اليدوية لتقويم الفولاذ:
المتطلبات التشغيلية:
- اكتساب المهارات: تطوير الكفاءة في تقنيات المطرقة اليدوية من خلال التدريب والممارسة الشاملة. يعد التحكم السليم في المطرقة أمرًا بالغ الأهمية لتحقيق نتائج تقويم دقيقة مع تقليل تلف المواد.
- إعداد السطح: قم بتنظيف كل من سطح قطعة العمل ومقبض المطرقة جيدًا لإزالة أي بقايا زيت، مما يضمن قبضة آمنة ويمنع الإصابات المحتملة المرتبطة بالانزلاق. هذه الخطوة ضرورية للحفاظ على السلامة في مكان العمل وتحسين دقة الاستقامة.
- فحص الأداة: قبل الاستخدام، افحص المطرقة بعناية للتحقق من أن الرأس مثبت بإحكام في المقبض. يمكن أن يشكل الرأس المفكوك مخاطر كبيرة على السلامة ويضر بدقة الاستقامة. يجب إجراء فحوصات الصيانة الدورية لضمان سلامة الأداة.
- تقييم المواد: تقييم خصائص الفولاذ، بما في ذلك السُمك والدرجة وأي تاريخ معالجة حرارية، لتحديد الوزن المناسب للمطرقة وقوة الضرب المطلوبة لتقويم فعال دون التسبب في تشوه السطح أو الإجهاد الداخلي.
- اختيار السندان: اختر سندان أو سطح دعم مناسب يكمل هندسة قطعة العمل ويوفر الدعم الكافي أثناء عملية الطرق. يجب أن تتجاوز صلابة السندان صلابة قطعة العمل لمنع التشوه غير المرغوب فيه.
- التطبيق المضبوط: قم بتطبيق ضربات محسوبة ومتسقة على الجانب المحدب من الانحناء، مع العمل تدريجياً من الحواف باتجاه المركز. راقب تقدم التقويم باستمرار، مع ضبط قوة الضربات وتواترها حسب الحاجة لتحقيق تصحيح منتظم.
- مراعاة تخفيف الإجهاد: بالنسبة للمكونات الحرجة أو التطبيقات عالية الدقة، ضع في اعتبارك تنفيذ معالجة حرارية لتخفيف الإجهاد بعد الاستقامة لتخفيف أي إجهادات داخلية متبقية أثناء عملية الطرق.
- التحقق من الجودة: استخدم أدوات القياس المناسبة، مثل الحواف المستقيمة أو مؤشرات القرص، للتأكد من أن الاستقامة المحققة تفي بالتفاوتات المطلوبة. كرر العملية إذا لزم الأمر، مع تقليل القوة لضبط الشكل النهائي.
المطرقة
تُعد المطرقة أداة أساسية في تشغيل الصفائح المعدنية على البارد، وهي تأتي بأشكال عديدة وتخدم أغراضًا مختلفة.
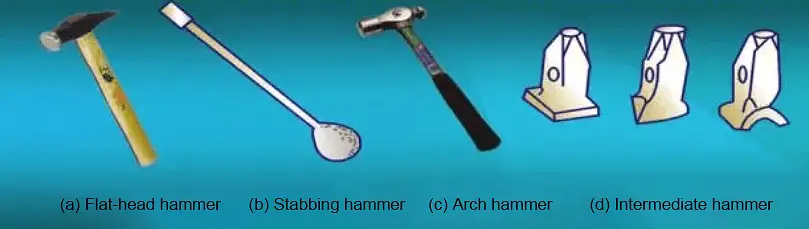
(1) مطرقة مسطحة الرأس:
تُستخدم بشكل أساسي لضرب الأسطح المسطحة وتستخدم أيضًا للوصول إلى التجاويف العميقة وزوايا الحواف كما هو موضح في الشكل 2-أ.
(2) مطرقة الطعن:
تُستخدم بشكل أساسي لضرب المكونات ذات الشكل القوسي بشكل مباشر، ولكنها يمكن أن تعمل أيضًا كأداة تحريف ورقاقة، كما هو موضح في الشكل 2-ب.
(3) مطرقة القوس (3):
تُستخدم في الغالب لتشكيل وإنتاج قطع عمل على شكل قوس، مثل تجديد أو إعداد أغطية نهايات أعمدة السيارات الصغيرة، كما هو موضح في الشكل 2-ج.
(4) مطرقة وسيطة:
يتم استخدام المطرقة الوسيطة لتجنب الطرق المباشر على قطعة العمل، كما هو موضح في الشكل 2-د.
الشكل 2 المطرقة
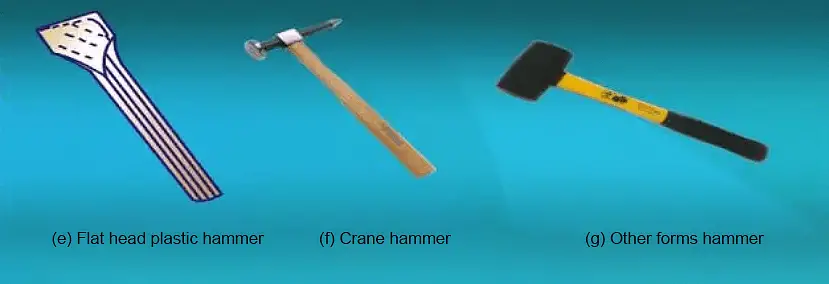
(5) مطرقة بلاستيكية مسطحة الرأس:
تُستخدم بشكل أساسي لقص زوايا الصندوق والأجزاء الأخرى، كما هو موضح في الشكل 2-هـ.
(6) مطرقة كروس بينين:
تُستخدم بشكل أساسي لإزالة الحفر الصغيرة على سطح قطعة العمل، كما هو موضح في الشكل 2-و.
(7) أنواع أخرى من المطارق:
واعتمادًا على الاحتياجات المحددة لعملية الطرق، يمكن تشكيل رأس المطرقة بأشكال مختلفة، مثل المطارق المطاطية أو الخشبية أو النحاسية، كما هو موضح في الشكل 2-ز.
الشكل 2 المطرقة
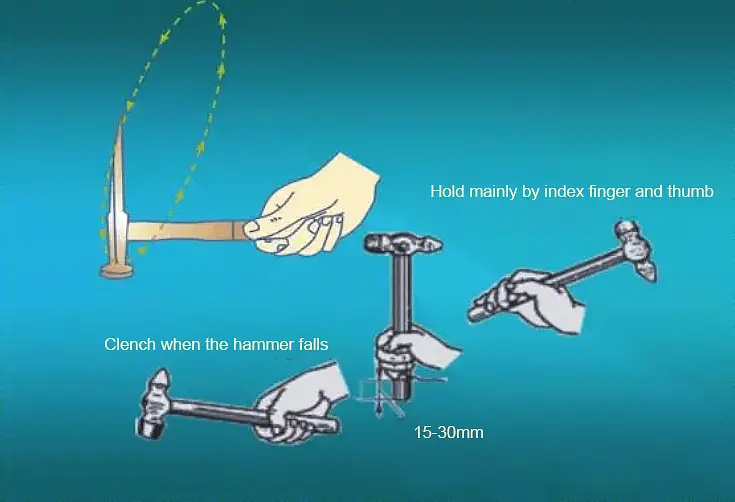
يظهر الاستخدام الصحيح للمطرقة اليدوية في الشكل 3.
الشكل 3 الاستخدام الصحيح للمطرقة اليدوية
1. عملية الاستقامة اليدوية
يتم إجراء عملية التقويم اليدوي باستخدام أدوات مثل المطرقة أو الصفيحة المسطحة أو سندان الحفر أو ملزمة المنضدة. تتضمن طرق التمليس اليدوية الشائعة طريقة التمديد وطريقة الالتواء وطريقة الثني وطريقة الشد.
طريقة التمديد
تُستخدم طريقة التمديد بشكل أساسي عندما يكون منتصف الصفيحة المعدنية محدبًا وتكون الحواف متموجة أو ملتوية، كما هو موضح في الشكل 4.
الشكل 4 طريقة التمدد لتقويم الألواح المعدنية الرقيقة
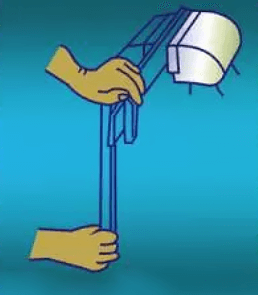
طريقة اللف
تُستخدم طريقة اللف لتصحيح تشوه الشرائط. أثناء التشغيل، يتم تثبيت الشرائط في ملزمة منضدة ولفها إلى شكلها الأصلي باستخدام مفتاح ربط، كما هو موضح في الشكل 5.
الشكل 5 لف شريط الاستقامة الملتوي
طريقة الانحناء
تُستخدم طريقة الثني لتقويم مختلف القضبان والشرائط المثنية التي تنحني في اتجاه العرض.
طريقة التمدد
تُستخدم طريقة التمدد لتصحيح مجموعة متنوعة من الأسلاك النحيلة، كما هو موضح في الشكل 6.
الشكل.6 استقامة المواد المستقيمة بالتمدد
استقامة السطح المنتفخ:
- ضع وجه اللوح المحدب على المنصة، مع إمساك الصفيحة المعدنية باليد اليسرى والمطرقة باليد اليمنى.
- ابدأ بالضرب حول حافة الصفيحة واقترب تدريجيًا من مركز سطح الأسطوانة المحدب، كما هو موضح في الشكل 4.
- بمجرد تصحيح اللوح في الغالب، استخدم مطرقة خشبية لإجراء التعديلات النهائية والتأكد من التوزيع المتساوي في جميع أنحاء اللوح.
استقامة اعوجاج الحافة:
- ضع الصفيحة المتموجة على المنصة، وأمسكها باليد اليسرى والمطرقة باليد اليمنى.
- ابدأ بالضرب في منتصف الورقة وتحرك تدريجياً نحو الخارج، كما هو موضح في الشكل 7.
- بعد تصحيح الصفيحة في الغالب، استخدم مطرقة خشبية لإجراء التعديلات النهائية لضمان التوزيع المتساوي في جميع أنحاء الصفيحة.
الشكل 7
استقامة الالتواء القطري
الخطوة 1: ضع الصفيحة المشوهة على المنصة وأمسك الصفيحة المعدنية بيدك اليسرى والمطرقة بيدك اليمنى.
الخطوة 2: ابدأ في النقر على طول الخط القطري غير المشوه، ثم امتد إلى كلا الجانبين من أجل تمديد الورقة وتصحيحها، كما هو موضح في الشكل 8.
الخطوة 3: بعد تصحيح الصفيحة في الغالب، استخدم مطرقة خشبية لإجراء ضربة ضبط نهائية للتأكد من أن النسيج بأكمله مشدود بالتساوي.
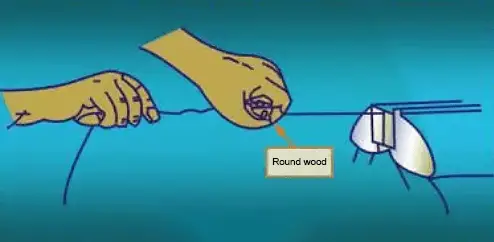
ترقيع ودفع استقامة الصفائح المعدنية
كما هو موضّح في الشكل 9، استخدم كلابرة (مصنوعة من الحديد) للنقر على الصفيحة من أجل تقصير الجزء البارز وتمديد الجزء المشدود تحت الضغط، لتحقيق هدف الاستقامة.
الشكل.8 استقامة الاعوجاج القطري
الشكل 9 ترقيع ودفع استقامة الصفائح المعدنية
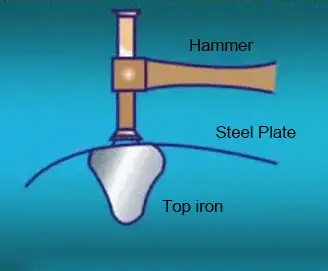
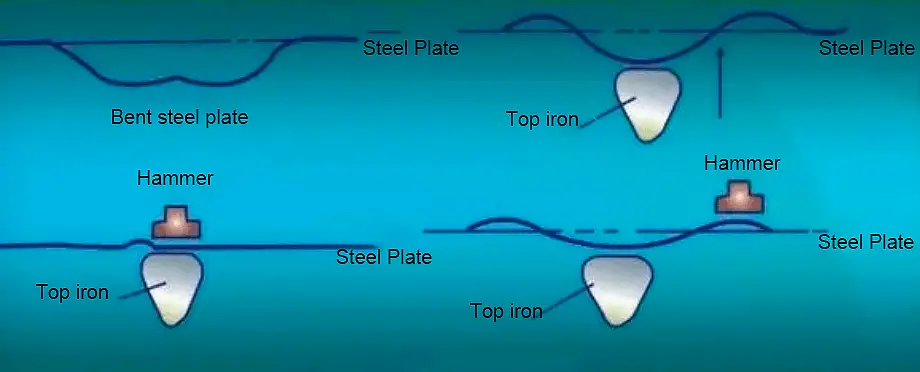
استقامة المنحنيات المحدبة المشوهة
كما هو موضّح في الشكل 10، يجب محاذاة المطرقة مع مركز المكواة العلوية في البداية، ثم تتم عملية التقويم باستخدام المطرقة.
الشكل 10 استقامة تشوه المحدب المحدب المنحني
يجب ألا تقبض اليد التي تحمل المطرقة بإحكام شديد، وبدلاً من ذلك يجب أن تعتمد على المعصم للحصول على القوة. يجب أن تكون سرعة القرع حوالي 100 ضربة في الدقيقة.
استقامة تقعر السطح المقعر الشق السطحي
كما هو موضح في الشكل 11، يجب وضع حديد الرفع فوق نقطة الطرق قليلاً، وهي الجزء المرتفع من السطح غير المستوي.
الشكل.11 استقامة السطح المقعر المشتعل
يسمح ذلك بتعريض الصفيحة لقوة بين حديد الرأس ونقطة الطرق.
استقامة التقعر الكبير
كما هو مبين في الشكل 12، يتم أولاً تسخين الجزء الأوسط من التقعر إلى حالة وردية ساخنة باستخدام موقد اللحام، ثم يتم رفع الجانب السفلي من الجزء الأوسط باستخدام مكواة علوية، مما يعيد التقعر الأصلي.
بعد ذلك، يتم استخدام المطرقة والمكواة العلوية معًا لتسوية الجزء المرتفع تدريجيًا، واستعادة الشكل الهندسي الأصلي.
الشكل12 استقامة التقعر الكبير
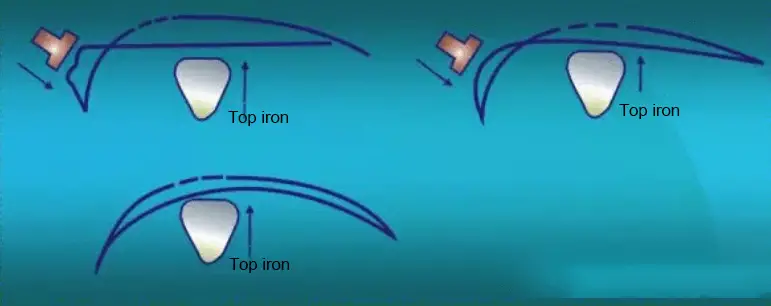
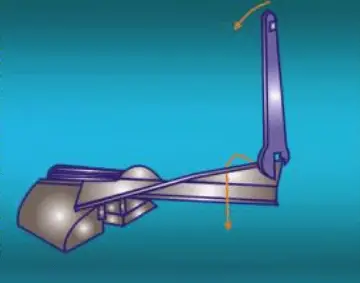
استقامة الأسطح ذات الانحناءات الكبيرة
كما هو موضح في الشكل 13، عند تقويم الأجزاء ذات الانحناء السطحي الكبير (مثل السطح المحدب العالي) مثل الحاجز، يمكن تسخينها أولاً بلهب، ثم رفعها بمكواة علوية، وأخيرًا تسويتها بالمطرقة لتحقيق الشكل الأصلي.
الشكل 13 استقامة الأسطح ذات الانحناء الكبير
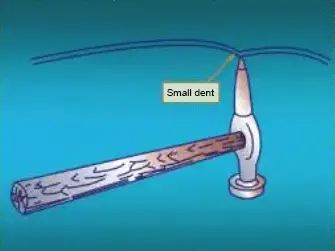
تقويم الخدوش الصغيرة
① كما هو موضح في الشكل 14، يُستخدم طرف المطرقة المعول لتسطيح المنخفض من الداخل إلى الخارج.
الشكل 14 استقامة الخدوش الصغيرة
② كما هو موضح في الشكل 15، يتم استخدام قضيب تقشير للوصول إلى المساحة الضيقة ونقب المنخفض بشكل مسطح.
تُستخدم هذه الطريقة بشكل عام لنقب تجاويف الأبواب والرفارف الخلفية وألواح الهيكل المغلقة الأخرى.
الشكل.15 استخدم عتلة لإخراج المنخفض
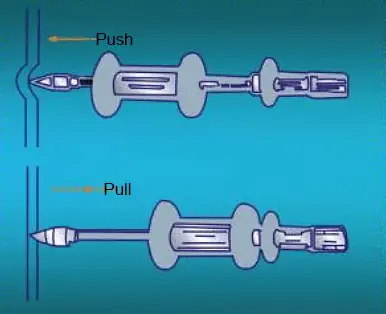
③ كما هو موضح في الشكل 16، يتم تسطيح المنخفض باستخدام ساحبة منخفضة.
الشكل 16 استخدم مجتذباً لتسطيح المنخفض
يُستخدم بشكل أساسي لألواح الجسم المغلقة أو التجاعيد التي لا يمكن الوصول إليها من الخلف.
④ يتم استخدام قضيب السحب لتسطيح المنخفض، كما هو موضح في الشكل 17، يتم خفض النتوء بالطرق والسحب، ويتم رفع المنخفض.
الشكل 17 استخدم قضيب السحب لتسطيح المنخفض
استقامة الفولاذ المسطح الملتوي
الخطوة 1: قم بتثبيت الفولاذ المسطح على منجلة المنضدة.
الخطوة 2: أمسك الطرف الآخر من الفولاذ المسطح بمفتاح ربط، ثم قم بلف الفولاذ المسطح في الاتجاه المعاكس للالتواء، كما هو موضح في الشكل 18.
الشكل.18 استخدام ملزمة مقعد لتصحيح التشوه
الخطوة 3: بعد إزالة التشويه بشكل أساسي, التقشير يستخدم لتصحيحها.
الخطوة 4 ∶ عند التثقيب، يميل الفولاذ المسطح ويستقر الجزء المسطح على المنصة، ويمتد الجزء الملتوي الملتوي إلى ما وراء المنصة، كما هو موضح في الشكل 19.
الشكل 19
الخطوة 5 ∶استخدم مطرقة لضرب الجزء المعوج قليلاً لأعلى خارج المنصة، وتكون المسافة بين نقطة الضرب والمنصة ضعف سُمك الصفيحة تقريبًا، وحرك الصلب المسطح إلى المنصة أثناء الضرب.
الخطوة 6: استدر 180 درجة وكرر نفس الطرق حتى يتم تصحيحه.
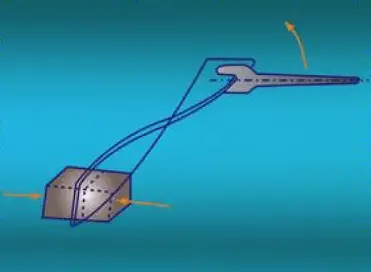
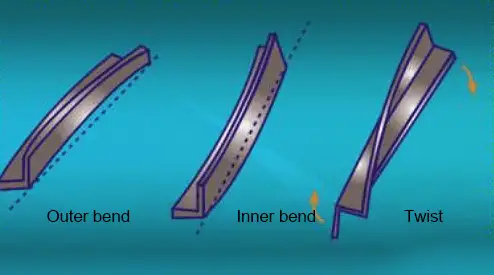
تشوه واستقامة الفولاذ ذي الزوايا (الشكل 20)
الشكل 20 تشوه زاوية الصلب
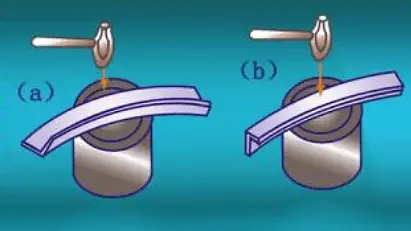
الخطوة 1: ضع الجزء الخارجي زاوية الانحناء الصلب وزاوية الانحناء الداخلية الفولاذية على عقدة الحديد الأسطوانية أو المنصة ذات الثقوب.
الخطوة 2: قم بثني الزاوية إلى الخارج، وقم بثقب حواف الضلعين ذوي الزاوية القائمة، واثقب من الحافة، كما هو موضح في الشكل 21 (أ).
بالنسبة لزاوية الانحناء الداخلية، يجب أن تضرب جذور الضلعين القائم الزاوية، كما هو موضح في الشكل 21 (ب).
الشكل 21 استقامة الفولاذ الزاوي
الخطوة 3: قم بتشبيك أحد طرفي الزاوية الملتوية في ملزمة مقعد.
الخطوة 4: أمسك الجانب الأيمن من الطرف الآخر من فولاذ الزاوية بمفتاح ربط ميت، وأجبر فولاذ الزاوية على الالتواء في الاتجاه المعاكس وتجاوز الحالة الطبيعية لزاوية الفولاذ قليلاً، كما هو موضح في الشكل 22.
الشكل 22 استقامة تشويه زاوية الفولاذ المشوهة
الخطوة 5: كرر ذلك عدة مرات لإزالة تشوه زاوية الفولاذ بشكل أساسي.
استقامة تشوه الصلب المستدير
كما هو موضح في الشكل 23، يكون الفولاذ المستدير في الغالب مثنيًا ومشوهًا، ولا يحتاج التقويم إلا إلى وضع الفولاذ المستدير على المنصة بحيث تكون النتوءات لأعلى.
الشكل 23 استقامة تشوه الصلب المستدير
استخدم مطرقة وسيطة مناسبة لوضع النتوءات الفولاذية المستديرة، ثم اضرب أعلى المطرقة الوسيطة للتصحيح.
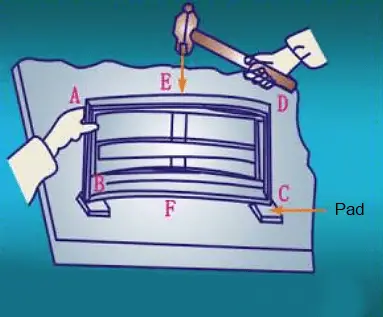
استقامة الإطار المستطيل الشكل
طريقة الاستقامة: يظهر جزء ملحوم مستطيل الشكل 24,
الشكل 24 استقامة الإطار المستطيل
عندما يظهر على جانبي الإطار AD و BC كلا جانبي الإطار AD و BC انحناء، يمكن وضع الإطار على المنصة بحيث تكون الحافة الخارجية AD متجهة لأعلى. يتم تبطين طرفي الجانب BC، ويتم ضرب النقطة المرتفعة E. إذا كانت الجوانب الأربعة منحنية قليلاً، يمكن ثقب الإطار إلى الخارج أو إلى الداخل، على التوالي.
بالنسبة للأخطاء الصغيرة الحجم، يمكن وضع الإطار وضرب نهاية الجانب الأطول لتقصير الطول الكلي.
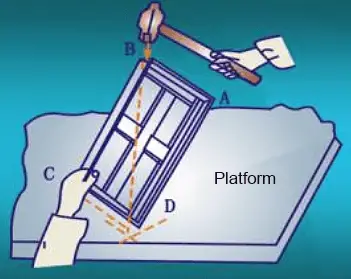
إذا كانت الزاويتان B و D أقل من 90 درجة، فيمكن استخدام الطريقة الموضحة في الشكل 25 للدق على النقطة B لتوسيعها.
الشكل 25
2. الميكانيكية الاستقامة العملية
الاستقامة اليدوية تستغرق وقتًا طويلاً وتتطلب عمالة مكثفة، مما يجعلها مناسبة فقط للمكونات الصغيرة. وبالنسبة لقطع العمل الأكبر حجمًا، يتم استخدام ماكينات متخصصة لتقويمها.
يتم إجراء عملية الاستقامة الميكانيكية باستخدام ماكينة تقويم ميكانيكية تقوم بثني الصفيحة الفولاذية عدة مرات، مما يجعل الألياف غير المتساوية في الصفيحة الفولاذية تميل نحو التساوي وتحقق هدف الاستقامة في النهاية.
(1) Mالاستقامة الميكانيكية من الصفائح المعدنية الأجزاء
متطلبات التشغيل:
- الاستخدام الصحيح لأداة تسوية الأسطوانة.
- قم بتسوية أجزاء الصفائح المعدنية المشوهة حسب المتطلبات.
- تجنبي وضع يديك حول الأسطوانة أثناء التشغيل.
خطوات العملية:
(1) التسوية الميكانيكية للصفائح المعدنية:
طريقة التسوية: كما هو موضح في الشكل 26، اضبط الفجوة بين البكرات لتتناسب مع سُمك اللوحة.
لاحظ أن جودة الاستقامة تعتمد على دقة البكرات.
الشكل 26 التسوية الميكانيكية للصفائح المعدنية
(2) درفلة قطع العمل سابقة التشكيل
طريقة التدحرج: كما هو موضح في الشكل 27، قم أولاً باستبدال البكرات الموجودة أسفل قطعة العمل ببكرات ذات انحناء أصغر قليلاً من البكرات الموجودة فوق قطعة العمل.
بعد ذلك، ارفع الأسطوانة السفلية باستخدام جهاز التحرير السريع وضع قطعة العمل بين البكرات. اضبط ضغط الأسطوانة السفلية بحيث يمكن أن تنزلق قطعة العمل بين البكرات تحت ضغط معتدل.
الشكل 27 دحرجة الأجزاء مسبقة التشكيل
ملاحظات: تأكد من لف قطعة العمل بالكامل لمنع الاستطالة الموضعية. استخدم قالبًا لمراقبة انحناء قطعة العمل باستمرار. بعد دحرجة أجزاء الصفيحة المعدنية في اتجاه واحد، يجب تدوير قطعة العمل بزاوية 90 درجة. عند تكرار هذه العملية، ستتقاطع خطوط الدرفلة مع الاتجاه الأصلي، كما هو موضح في الشكل 28.
الشكل 28
طريقة الدرفلة للتجاعيد الموجية للصفائح المعدنية المسطحة المدرفلة:
كما هو موضّح في الشكل 29، يجب أن يكون اتجاه حركة الصفيحة المعدنية أثناء الدحرجة مائلًا لاتجاه حركتها الأصلية. حافظ على ضغط ثابت وتحرك بثبات لتجنب تكوين تموجات جديدة.
الشكل 29
(4) طريقة التشكيل للصفائح المعدنية الكبيرة
طريقة التشكيل: كما هو موضح في الشكل 30، يلزم وجود شخصين للإمساك بقطعة العمل أثناء دحرجة أجزاء الصفائح المعدنية الكبيرة، وفقًا لمتطلبات قطعة العمل. بعد ذلك، يجب تحريك قطعة العمل إلى الأمام والخلف على ماكينة درفلةكما هو موضح سابقًا.
الشكل 30 طريقة تشكيل أجزاء الصفائح المعدنية الكبيرة
3. Fعرجاء عملية الاستقامة
الاستقامة باللهب هي طريقة لتصحيح التشوه في الفولاذ من خلال التسخين باللهب الموضعي. تستفيد العملية من خاصية المواد المعدنية في التمدد والانكماش مع التغيرات في درجة الحرارة. من خلال تسخين منطقة محددة بلهب، يمكن استخدام التشوه الجديد لتصحيح التشوه الأصلي.
1. موضع التسخين ومعدل طاقة اللهب و الاستقامة
تعتمد فعالية تقويم اللهب بشكل أساسي على موقع التسخين ومعدل طاقة اللهب. يمكن لمواضع التسخين المختلفة تصحيح التشوهات في اتجاهات مختلفة. ومع ذلك، إذا تم اختيار الموقع بشكل غير صحيح، فقد لا يفشل في تصحيح التشوه فحسب، بل قد يجعله أكثر تعقيدًا وشدة أيضًا.
2. طريقة التسخين
(1) التسخين الموضعي: تكون المنطقة المسخنة دائرية الشكل ذات نطاق قطر معين، ومن ثم يشار إليها بالتسخين النقطي، كما هو موضح في الشكل 31 أ.
(2) التسخين الخطي: تكون المنطقة المسخنة خطية ضمن نطاق محدد، ولذلك يسمى التسخين الخطي، كما هو موضح في الشكل 31 ب.
(3) التسخين الثلاثي: تسمى طريقة التسخين التي تكون فيها المنطقة المسخنة مثلثة الشكل بالتسخين المثلثي، كما هو موضح في الشكل 31ج.
الشكل 31 طريقة التسخين
3. عملية استقامة اللهب
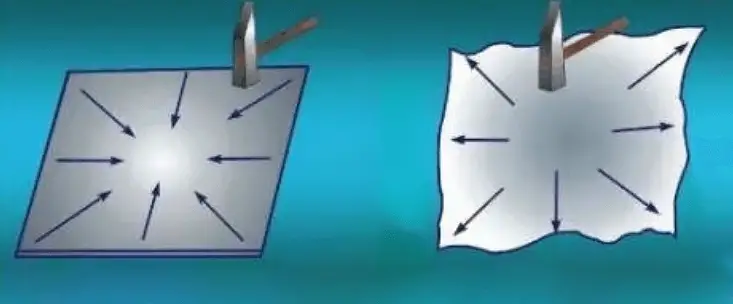
استقامة الشغل المحدب المركزي المحدب باللهب:
الخطوة 1: ضع الصفيحة المعدنية على المنصة وثبتها بمشابك حول المحيط.
الخطوة 2: تسخين المنطقة المحدبة باستخدام التسخين الموضعي، كما هو موضح في الشكل 32(أ). بدلاً من ذلك، يمكن أيضًا استخدام التسخين الخطي، كما هو موضح في الشكل 32(ب).
الخطوة 3: بمجرد تقويمها، استخدم مطرقة للنقر على المشابك أفقياً لتحريرها وإزالة اللوح المعدني.
الشكل 32 تقويم اللهب لقطعة العمل المحدبة المركزية
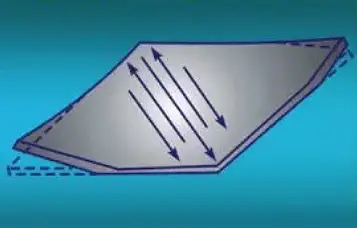
استقامة قطع الشغل المتموجة الحواف باللهب:
الخطوة 1: قم بتثبيت الصفيحة المعدنية على المنصة من ثلاثة جوانب باستخدام المشابك، مع ترك الجانب الذي به تشوه متموج مركّز غير مثبت، كما هو موضح في الشكل 33.
الخطوة 2: قم بتسخين اللوح بطريقة خطية، بدءًا من المنطقة المسطحة على جانبي التحدب، وشق طريقك تدريجيًا إلى التحدب، كما هو مبين بالأسهم في الشكل 33.
الشرح:
يجب أن يكون طول خط التسخين من 1/3 إلى 1/2 عرض اللوح، ويجب ضبط المسافة بين خطوط التسخين بناءً على ارتفاع الانتفاخ. يجب أن تكون المسافة بين الانتفاخات الأعلى أقرب، عادةً من 20 إلى 50 مم.
إذا نتج عن التسخين الأول عدم استواء، كرر عملية الاستقامة بالتسخين الثاني، مع تبديل موضع خط التسخين عن الأول.
الشكل 33 استقامة قطع الشغل المتموجة الحواف باللهب