هياكل الدعم في الطباعة ثلاثية الأبعاد: كل ما تحتاج إلى معرفته
ما الذي يجعل التصاميم المعقدة ممكنة في الطباعة ثلاثية الأبعاد؟ تكمن الإجابة في هياكل الدعم. تستكشف هذه المقالة ضرورة وأنواع واستراتيجيات تصميم هياكل الدعم التي تمنع تشوه الأجزاء وانهيارها. سواء أكنت تتعامل مع التدعيمات المتراكمة في الطباعة المعدنية أو تهدف إلى الحصول على تشطيبات أكثر سلاسة في مطبوعات SLA، فإن فهم هذه الدعامات يمكن أن يوفر لك الوقت والمواد والجهد. تعمّق لتتعلم كيفية تحسين تصميماتك وتحسين معدل نجاح الطباعة ثلاثية الأبعاد.
تعتبر هياكل الدعم مكونًا أساسيًا لتصنيع الأجزاء المطبوعة ثلاثية الأبعاد بنجاح.
على الرغم من أن إحدى المزايا الرئيسية للطباعة ثلاثية الأبعاد هي قدرتها على إنشاء أشكال هندسية حرة ومعقدة، إلا أنه من الصعب تحقيق الكثير من حرية التصميم التي توفرها الطباعة ثلاثية الأبعاد دون استخدام هياكل الدعم.
فهي ضرورية لمنع تشويه الأجزاء وانهيارها من بين استخدامات أخرى، وبالتالي فإن فهم وتصميم هياكل الدعم مهارة ضرورية لأي مهندس تصنيع مضاف.
تناقش هذه المقالة المتطلبات والإيجابيات والسلبيات والإزالة وكيفية تقليل استخدام هياكل الدعم في تقنيات الطباعة المختلفة.
أهمية الهياكل الداعمة في الطباعة ثلاثية الأبعاد
عند استخدامها مع جميع تقنيات الطباعة ثلاثية الأبعاد تقريبًا، تلعب هياكل الدعم دورًا حاسمًا في ضمان قابلية طباعة الأجزاء أثناء عملية الطباعة ثلاثية الأبعاد.
تساعد الدعامات على منع تشوه الأجزاء، وتثبيتها على سرير الطباعة، وضمان اتصالها بالجسم الرئيسي للأجزاء المطبوعة. مثل السقالة، تُستخدم هذه الدعامات أثناء عملية الطباعة ثم تُزال بعد ذلك.
تشكّل طباعة الأجزاء ذات ميزات التصميم المعقدة، مثل البروزات والثقوب والجسور، تحديات كبيرة.
لنأخذ الطباعة المعدنية ثلاثية الأبعاد كمثال؛ عندما تتضمن الطباعة هياكل متدلية أو هياكل تجسير، يمكن أن يحدث تشوه، بل قد يحدث انهيار أثناء العملية إذا لم يتم استخدام هياكل الدعم.
تساعد هياكل الدعم هذه على منع انهيار الأجزاء المشكّلة أثناء الطباعة، مما يعزز معدل نجاح الطباعة بشكل كبير. ومع ذلك، لا تحتاج جميع الهياكل المتدلية إلى دعم إضافي.
إذا كانت الزاوية الرأسية للبروز أقل من 45 درجة، فلا داعي للدعم.
عندما تكون الزاوية الرأسية لمثل هذا الهيكل أقل من 45 درجة، فإن الطابعة ثلاثية الأبعاد لديها الحد الأدنى من الإزاحة الأفقية على الطبقات المتتالية، مما يسمح لكل طبقة بتوفير الدعم للمستوى التالي.
ولذلك، فإن 45 درجة هي الزاوية الحرجة، التي لا يلزم دونها أي دعم. بالطبع، يعتمد هذا أيضًا على أداء الطابعة وخصائص المواد المستخدمة. إذا كان أداء الطابعة دون المستوى، فقد تكون هناك حاجة إلى الدعم حتى للزوايا الأقل من 45 درجة.
علاوة على ذلك، تنطوي تقنيات مثل الطباعة المعدنية ثلاثية الأبعاد عمومًا على عمليات ذات درجة حرارة عالية، حيث يمكن أن يعمل الدعم أيضًا كمشتت للحرارة.
ويرجع السبب في ذلك إلى أن الهياكل الداعمة المضافة أثناء عملية تصنيع الإضافات المعدنية تساعد في نقل الحرارة بعيدًا عن الجزء، مما يمنع تكوين الإجهاد المتبقي بسبب ارتفاع درجات الحرارة أثناء الطباعة وتجنب العيوب مثل التشوه والالتواء والتشقق.
وبالطبع، ليست الطباعة ثلاثية الأبعاد المعدنية وحدها التي تأخذ في الاعتبار إضافة الدعامات؛ فجميع تقنيات الطباعة ثلاثية الأبعاد تقريبًا تحتاج إلى التفكير في إدراج هياكل الدعم إلى حد ما.
يوضح الجدول التالي الاختلافات في استخدام الدعم بين مختلف طرق الطباعة ثلاثية الأبعاد:
لا غنى عن هياكل الدعم في الطباعة المعدنية ثلاثية الأبعاد. على الرغم من أن المكونات التي يتم تشكيلها بواسطة تقنية دمج قاع المسحوق تكون محاطة بمسحوق سائب يوفر بعض الدعم، إلا أن هذه التقنيات تتطلب دائمًا دعامة لضمان تثبيتها في القاعدة وتخفيف آثار الإجهاد المتبقي.
بدون الهياكل الداعمة، والمكونات المتدلية أو المائلة، وكذلك الإجهاد الداخلي المعدن، يمكن أن يتلف الجسم المطبوع نفسه، مما يؤدي إلى فشل الطباعة. بشكل عام، تنقسم الهياكل الداعمة في تقنية الطباعة القائمة على المسحوق بشكل أساسي إلى نوعين:
دعامة خطية: يتكون هذا النوع من الدعامات من أعمدة رأسية متصلة بالهيكل المتدلي بأكمله. ومع ذلك، يصعب إزالة هذا النوع من الدعامات.
دعامة تشبه الشجرة: يشبه هذا النوع من الدعامات شكل أغصان الشجرة. يُستخدم لدعم الأجزاء المتدلية من المكوّن. وهي متصلة فقط بالمواضع المتدلية.
ميزته أنه أسهل في التفكيك ولن يسبب أي ضرر للمكون نفسه.
ومع ذلك، تجدر الإشارة إلى أن هياكل الدعم الشبيهة بالأشجار مناسبة فقط للمرتفعات غير المستوية. أما في حالة التراكبات المستوية، فلا يمكنها توفير الدعم الكافي.
يمكن إضافة الدعامة في منطقة التلامس بين الجزء السفلي من الجزء المطبوع وقاعدة الطباعة، حيث يتركز الإجهاد المتبقي بشكل أكبر.
يساعد ذلك على سحب الحرارة بعيدًا عن الجزء، وبالتالي تقليل التشوه الحراري الذي قد يؤدي إلى التشقق والالتواء والترهل والتفكك والانكماش.
الترسيب المباشر للطاقة (DED)
الترسيب المباشر للطاقة هي عملية تقوم بتصنيع الأجزاء عن طريق صهر المادة مباشرةً وبناء طبقة تلو الأخرى.
على عكس الأجزاء التي يتم تشكيلها عن طريق اندماج قاع المسحوق والتي تكون مدعومة من قاع المسحوق المحيط بها، فإن الأجزاء المطبوعة باستخدام DED موجودة بشكل مستقل داخل مساحة ثلاثية الأبعاد.
ومن ثم، فإنها تتطلب أيضًا هياكل داعمة لضمان ثبات الجزء، وقابلية الطباعة للخصائص المعقدة، وتبديد الحرارة.
1. تصميم الدعم
عند تصميم الدعامات للأجزاء المنتجة باستخدام تقنية دمج قاع المسحوق، من الضروري التأكد من إمكانية فصلها بسهولة عن الجسم الرئيسي، وإلا فلن يمكن إزالتها أثناء المعالجة اللاحقة.
عادةً ما تتم طباعة دعامات الأجزاء المعدنية كهيكل شبكي.
وبهذه الطريقة، تعمل كمشتتات حرارية تنقل الحرارة بعيدًا عن الجزء، مما يسمح بتبريده بطريقة أكثر تحكمًا ويمنع التشوه، مع توفير تكاليف المواد ووقت البناء.
وعادةً ما تؤدي إضافة المزيد من الدعامات إلى الحصول على أجزاء أكثر دقة، ولكنها تزيد أيضاً من التكاليف ووقت ما بعد المعالجة. ومن المثير للاهتمام أن شركة MX3D الهولندية ابتكرت أداة طباعة معدنية ثلاثية الأبعاد تجمع بين ذراع روبوتية متعددة المحاور وآلة لحام، مما يتيح طباعة الأجزاء المعدنية دون الحاجة إلى أي دعامات.
أداة الطباعة ثلاثية الأبعاد المعدنية غير المدعومة من MX3D
2. إزالة الدعم
عادةً ما تكون إزالة الدعامات من الأجزاء المعدنية أكثر صعوبة من العمليات القائمة على البوليمر وعادةً ما تتطلب أدوات قطع.
وبالإضافة إلى ذلك، إذا كان مظهر الجزء النهائي مهمًا، فإن المعالجة اللاحقة (مثل التلميع) للجزء المعدني ضرورية لتحقيق سطح أملس.
أثناء تفكيك الطراز، من السهل إزالة معظم الدعامات إذا كانت الطريقة صحيحة. أولاً، يمكنك فتح الدعامات برفق بأصابعك حيث يمكن التعامل معها باليد.
بالنسبة للوضعيات الخاصة، قد نختار استخدام أدوات لتفكيك الدعامات، بما في ذلك الكماشة ذات الأنف الإبرة، والكاشطة وسكاكين النحت.
الطباعة الحجرية المجسمة (SLA)
مكونات الطباعة الحجرية المجسمة (SLA) ثلاثية الأبعاد مع الهياكل الداعمة
تعمل الطباعة الحجرية المجسمة باستخدام مصدر ضوء لتصلب الراتنج السائل. تتطلب هذه التقنية هياكل داعمة لتثبيت الأجزاء بإحكام على سرير الطباعة ومنع الالتواء.
تكون الدعامات المستخدمة في SLA رقيقة جدًا وتلامس الأجزاء برفق لحفظ المواد. وهذا يعني أنه يمكن إزالتها يدويًا بسهولة، إما يدويًا أو باستخدام كماشة. ومع ذلك، نظرًا لأن إزالة الدعامات ستترك آثارًا على الجزء النهائي، فمن الضروري صنفرتها لضمان الحصول على سطح أملس.
1. تصميم الدعم
وغالبًا ما يُستخدم جيش تحرير السودان للتطبيقات التي تتطلب جماليات أو تشطيبات سطحية ناعمة، مثل النماذج الأولية المرئية والقوالب وأجهزة السمع.
إذا كانت هذه هي الحالة، فمن الضروري تصميم الأجزاء لضمان عدم تلامس المنطقة الأمامية من الطباعة مع هياكل الدعم. وهنا يأتي دور تصميم اتجاه الجزء.
يعتبر توجيه الأجزاء من الاعتبارات الحاسمة في مرحلة التصميم لأن إعادة وضع الأجزاء يمكن أن يساعد في تقليل مقدار الدعم المطلوب. على سبيل المثال، ستشغل الأجزاء الأنبوبية، إذا تم وضعها أفقيًا، مساحة أكبر وبالتالي تتطلب المزيد من الدعم.
في المقابل، يضمن وضع الجزء نفسه عمودياً توصيله بلوحة البناء بأقل قدر من الدعم.
النمذجة بالترسيب المنصهر (FDM)
هيكل الدعم في نمذجة الترسيب المنصهر (FDM)
تُنشئ تقنية النمذجة بالترسيب المنصهر (FDM) أجزاءً عن طريق بثق خيوط مسخّنة طبقة تلو الأخرى، حيث ترتبط كل منها بالطبقة السابقة بعد تبريدها وتصلبها.
1. تصميم الدعم
في عملية FDM، تبرز كل طبقة قليلاً في عملية FDM بحيث يمكن أن تمتد إلى ما بعد عرض الطبقة السابقة لها. وهذا يعني أنه يمكن إنشاء الملامح بزوايا تصل إلى 45 درجة بدون دعم.
ومع ذلك، عندما يتجاوز بروز جزء FDM أكثر من 45 درجة أو عندما يتضمن الجزء ميزات مثل الجسور والأسطح البارزة التي يزيد حجمها عن 5 ملليمترات، يلزم وجود دعامة. يمكن أن يأخذ الدعم في FDM شكل هيكل شبكي أو هيكل يشبه الشجرة.
2. إزالة الدعم
تتمثل إحدى تقنيات إزالة الدعامات من مطبوعات FDM في استخدام محلول الذوبان الكيميائي.
عادةً ما تستخدم طابعات FDM ثلاثية الأبعاد الصناعية (برأسي طباعة) مواد دعم قابلة للذوبان مثل كحول البولي فينيل (PVA) والبوليسترين عالي التأثير (HIPS). يمكن ترسيب هذه المواد على النموذج باستخدام آلة بثق منفصلة.
بينما تذوب مادة PVA في الماء، يمكن أن تتأثر بتغيرات درجة الحرارة، مما يؤدي إلى انسداد رأس الطباعة. من ناحية أخرى، يذوب HIPS في الليمونين بدلاً من الماء ولا يتأثر بسهولة بالتغيرات في درجات الحرارة.
يؤدي استخدام الدعامات القابلة للذوبان إلى التخلص من الحاجة إلى العمليات اليدوية ومتطلبات الصنفرة والتلميع الإضافية لإزالة الآثار التي تتركها الدعامات. ومن ناحية أخرى، يمكن أن تستغرق هذه العملية وقتاً طويلاً (تستغرق عدة ساعات) ومكلفة.
نفث المواد
عند استخدام طابعة نفث المواد ثلاثية الأبعاد، يلزم دائمًا وجود دعم للهياكل المتدلية بغض النظر عن الزاوية.
ومع ذلك، فإن هذه الدعامات عادةً ما تكون مصنوعة من مواد مختلفة إما قابلة للذوبان في الماء أو يمكن إزالتها بسهولة بعد ذلك بالماء المضغوط أو عن طريق الغمر في حمام فوق صوتي.
التلبيد الانتقائي بالليزر الانتقائي ونفث المادة الرابطة
إن التلبيد الانتقائي بالليزر الانتقائي والنفث بالليزر الموثق كلاهما تقنيتان تعتمدان على المسحوق ولا تتطلبان عادةً أي هياكل داعمة.
ويرجع ذلك إلى أنه في هاتين التقنيتين، يتم تغليف الأجزاء المطبوعة في مسحوق سائب يعمل كهيكل داعم.
عيوب الدعامات
على الرغم من ضرورتها، فإن الهياكل الداعمة تضيف إلى الوقت الإجمالي للطباعة وتكاليف المواد اللازمة لعملية الإنتاج.
النفقات المادية:
يتطلب توليد الدعامات مواد إضافية أثناء عملية الطباعة، مما يزيد من الوقت وتكاليف المواد. ولا يقل أهمية عن ذلك حقيقة أن الدعامات غير قابلة لإعادة الاستخدام وعادة ما يتم التخلص منها، مما يؤدي إلى إهدار المواد.
حرية هندسية محدودة:
عند إزالة الدعامات يدويًا، يجب مراعاة استخدام الأيدي أو الأدوات أثناء تصميم الدعامات. ومع ذلك، قد يحد هذا من قدرتك على تصميم بعض الأشكال الهندسية التي تتطلب دعامات ولكن يتعذر الوصول إليها باليد أو الأداة.
الوقت المضاف:
يتطلب تصميم جزء لاستيعاب هياكل الدعم، ثم إنشاء الدعامات نفسها، وقتًا إضافيًا. على الرغم من توافر البرمجيات التي تولد الدعامات تلقائيًا، إلا أن إنشاء هياكل الدعم للتطبيقات الصناعية لا يزال يتطلب تعديلات يدوية ومستوى معين من الخبرة في التصميم.
معالجة لاحقة إضافية:
بمجرد اكتمال الجزء، يجب إزالة الدعامات، يدويًا في بعض الأحيان، مما يزيد من الوقت اللازم للمعالجة اللاحقة.
خطر التلف: أثناء مرحلة ما بعد المعالجة، يجب إزالة الدعامات، ويجب صقل سطح الجزء.
يمكن أن يتسبب أي سوء تعامل أثناء تفكيك الدعامات في حدوث عيوب على سطح الجزء، مما يؤثر على دقة أبعاده ومظهره الجمالي.
وعلاوة على ذلك، عندما يتم وضع الدعامات بشكل غير صحيح، كما هو الحال في الملامح الدقيقة، قد يؤدي ذلك إلى كسور هيكلية. قد تنكسر مع الهياكل الداعمة، مما يؤدي إلى فشل كامل للطباعة.
لذلك، فإن استخدام هياكل الدعم له بعض العيوب ويجب إضافتها فقط عند الضرورة.
وعلاوة على ذلك، يمكننا أيضًا تجنب استخدام الدعامات المشطوفة. حيث تعمل الشطب على تحويل مواقع البروز إلى بروزات آمنة بزوايا أقل من 45 درجة، مما يؤدي إلى تجاوز الحاجة إلى الدعامات وضمان كفاءة استخدام المواد.
أربع طرق لتقليل الدعامات
غالبًا ما يكون تقليل عدد الدعامات المطلوبة استراتيجية سليمة. فهو يساعد في توفير تكاليف المواد ووقت الإنتاج. فيما يلي أربع نصائح مهمة حول كيفية زيادة تقليلها إلى أقصى حد، مما يوفر وقت الطباعة والمواد:
1. اختر اتجاه الجزء الأمثل
تُعد تجربة توجيه القِطع إحدى أفضل الطرق لتقليل عدد الدعامات اللازمة. يؤثر الاتجاه الصحيح بشكل كبير على وقت الطباعة والتكلفة و خشونة السطح من الجزء
اعتمادًا على اتجاه الجزء (رأسيًا أو أفقيًا أو بزاوية)، قد يكون من الضروري وجود عدد أقل أو أكثر من الدعامات.
افترض أن جزءًا مطبوعًا على شكل حرف T. عند وضعه في اتجاهه المعتاد، سينهار كلا ذراعي الحرف بدون هياكل دعم. ومع ذلك، إذا كان اتجاه الجزء مقلوبًا - مرتبًا في وضع "T" مقلوبًا - فلن تكون هناك حاجة إلى دعم.
يوضح هذا المثال أنه يمكن بناء الجزء بطرق مختلفة. يمكن أن يكون لكل وجه من أوجه الجزء سطح مختلف متصل بسرير الطباعة، مما يعني احتياجات مختلفة للدعم. تعتمد هذه الاحتياجات إلى حد كبير على اتجاه الجزء.
مثال آخر: عند تصميم الأجزاء ذات السمات الأنبوبية المجوفة، يشغل الاتجاه الأفقي مساحة أكبر، بينما يوفر الاتجاه الرأسي أو المائل مساحة ويقلل من عدد الدعامات اللازمة.
2. تحسين هياكل الدعم
عندما تكون الدعامات لا مفر منها، يجب تحسينها لاستخدام أقل قدر ممكن من المواد وتسريع عملية الطباعة. على سبيل المثال، يمكن للمرء استخدام تصميم تحسين الطوبولوجيا ودعم الهيكل الشبكي لتقليل حجم الدعامات، وبالتالي توفير المواد.
بالنسبة للعديد من عمليات الطباعة ثلاثية الأبعاد، تقتصر تقنيات توليد الدعم التقليدية على إنتاج هياكل رأسية بحتة. هذه ليست موفرة للمساحة، خاصة عندما يكون هناك العديد من المناطق فوق سرير الطباعة التي تحتاج إلى دعم.
وعلى النقيض من ذلك، قد يكون إنشاء هياكل دعم شبيهة بالأشجار خيارًا قابلاً للتطبيق. تشبه هذه الدعامات الشجرة المتفرعة ويمكن أن تقلل من استخدام المواد بحوالي 75% مقارنة بالهياكل الرأسية المستقيمة.
Autodesk Meshmixer هي إحدى الأدوات البرمجية المتاحة لإنشاء مثل هذه الهياكل لعمليات FDM وSLA وDMLS.
3. الاستفادة من الشرائح والشطب
يمكن أن تعمل الشرائح والشطب كحلول بديلة لإنشاء هياكل دعم على الأسطح المتدلية التي تتجاوز 45 درجة.
الشطب عبارة عن زاوية أو حافة بزاوية أو حافة مشطوفة، بينما الشريحة عبارة عن زاوية أو حافة مستديرة. وبشكل أساسي، تغير هذه الميزات الزوايا التي تزيد عن 45 درجة إلى زوايا بزاوية 45 درجة أو أقل، ويمكن إضافتها إلى الجزء الداخلي أو الخارجي للجزء.
4. تجزئة الأجزاء المطبوعة
بالنسبة إلى النماذج ثلاثية الأبعاد شديدة التعقيد، غالبًا ما يكون من المنطقي طباعة الأجزاء بشكل فردي ثم تجميعها معًا. وهذا لا يقلل من عدد الدعامات فحسب، بل يسرع أيضًا من عملية الطباعة مع توفير المواد.
ومع ذلك، ضع في اعتبارك أنه إذا كان سيتم تجميع الأجزاء المطبوعة ثلاثية الأبعاد، فيجب طباعتها في نفس الاتجاه لضمان التوافق المناسب مع بعضها البعض.
دعم الطباعة ثلاثية الأبعاد: ضرورية لكنها محبطة
لفترة طويلة، كان يُنظر إلى هياكل الدعم على أنها "عيب" لا يمكن تجنبه في الطباعة ثلاثية الأبعاد. ومع ذلك، فإن التطورات الأخيرة في الأجهزة والبرمجيات تتحدى ببطء هذه الفكرة.
خذ على سبيل المثال شركة Desktop Metal، وهي شركة تصنيع طابعات معدنية ثلاثية الأبعاد، التي طورت مؤخراً حلاً يُعرف باسم "الدعامات القابلة للفصل" لأنظمة الاستوديو والإنتاج الخاصة بها، وحصلت على براءة اختراع في هذه العملية.
يمكن إزالة هذه الدعامات للأجزاء المعدنية المطبوعة ثلاثية الأبعاد يدويًا. تعمل الدعامات القابلة للفصل من Desktop Metal باستخدام طبقة من مسحوق السيراميك كواجهة بين سطح الجزء وهيكل الدعم.
بعد عملية التلبيد، يتم إذابة طبقة السيراميك، مما يسمح بإزالة الدعامات من الجزء دون عناء.
قامت شركة DesktopMetal بتطوير دعامات قابلة للفصل™.
شركة PostProcess Technologies هي شركة أخرى تهدف إلى تبسيط وتسريع خطوة إزالة الدعم للأجزاء المطبوعة ثلاثية الأبعاد. تقدم الشركة مجموعة من حلول إزالة الدعم المؤتمتة بدون استخدام اليدين للأجزاء المصنعة بشكل إضافي من خلال تقنيات FDM وSLA وPolyJet وCLIP.
ومع ذلك، ذهبت إحدى الشركات إلى أبعد من ذلك في مجال الدعم. تقدم شركة Velo3D، وهي الشركة التي تقف وراء نظام Sapphire لطباعة مسحوق الانصهار السريري في نظامها تقنية تسمى الانصهار الذكي لنظامها، والتي تتيح طباعة الأجزاء المعدنية المعقدة، مع التركيز على تحقيق طباعة شبه سهلة.
بالمقارنة مع أنظمة المسحوق المعدني القاعي الأخرى، يمكن أن يؤدي استخدام برنامج المحاكاة الخاص بشركة Velo3D والمراقبة ذات الحلقة المغلقة إلى تقليل الدعامات اللازمة لإنتاج القطع بما يصل إلى خمسة أضعاف.
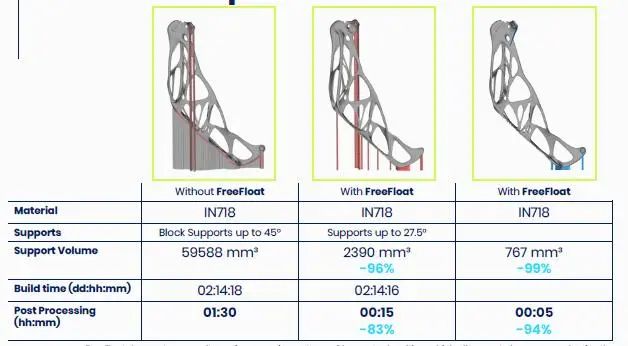
في عام 2021، أصدرت شركة SLM Solutions "تقنية FreeFloat Supportless" التي تقلل بشكل كبير من الحاجة إلى هياكل الدعم أو تلغيها في الطباعة الجزئية من خلال التكامل الموحد لتقنيات متعددة.
في عام 2022، طور خبراء من EOS مجموعة متنوعة من تقنيات تحسين العمليات لإنتاج أجزاء مطبوعة ثلاثية الأبعاد غير مدعومة مثل حلقات الجزء الثابت والأغلفة ومضخات التوربينات وخزانات الزيت والمبادلات الحرارية والصمامات والمكرفات، حيث تعتبر المكرهة المغلقة مثالاً نموذجياً بشكل خاص.
من خلال تحسين برمجيات التصميم ومجموعات المعلمات مكنت EOS المستخدمين من طباعة الكابولي والجسور بزوايا أقل بكثير، وأحيانًا حتى عند درجة الصفر، مما يتطلب دعامات أقل بكثير، أو حتى لا تتطلب دعامات على الإطلاق.
الأجزاء المطبوعة ثلاثية الأبعاد غير المدعومة
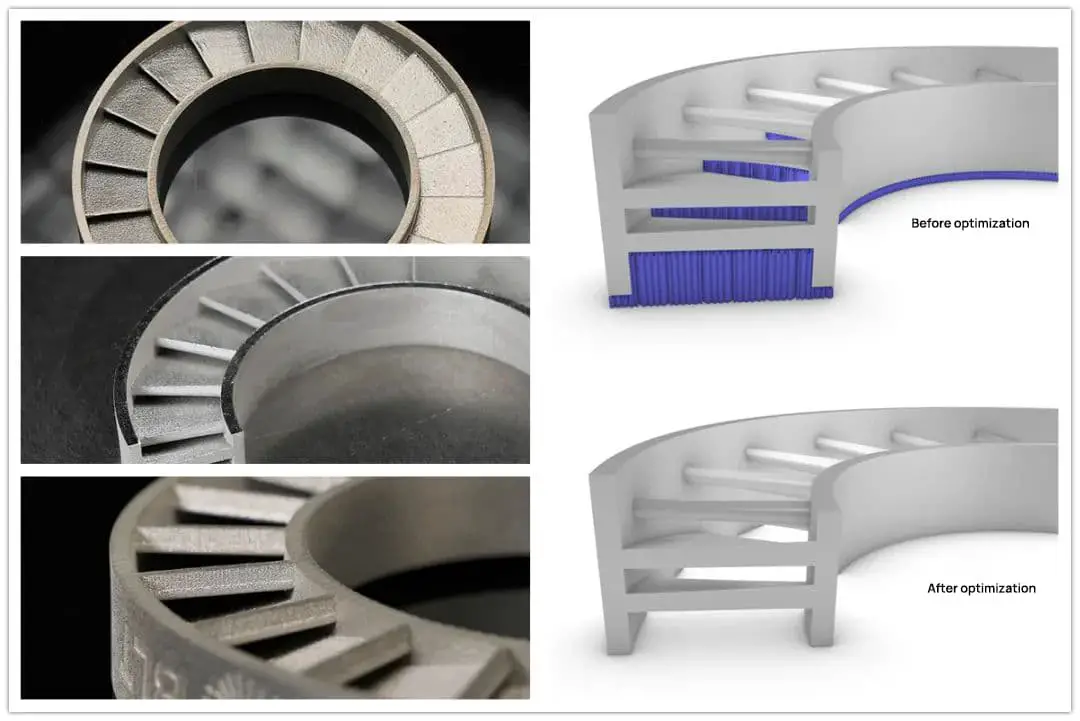
مما لا شك فيه أن الشركات المصنعة المحلية قد خطت خطوات ملحوظة في الطباعة غير المدعومة. فمنذ فترة ليست بالبعيدة، ذُكر أن شركة الطباعة ثلاثية الأبعاد الرائدة، Polite، قد توصلت إلى حل للطباعة غير المدعومة: الهياكل التي يقل ارتفاعها عن 30 درجة لا تحتاج إلى دعم.
لقد تغلبت Polite على التحدي المتمثل في تقنية الطباعة ثلاثية الأبعاد المعدنية SLM غير المدعومة.
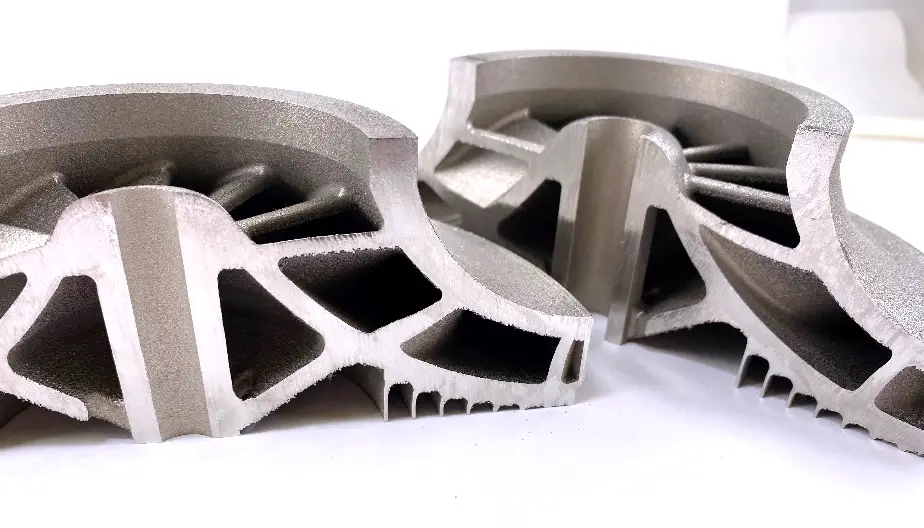
طباعة الأقراص التوربينية الخالية من الدعم من بلاتينيوم باور
بشكل عام، يعد تحسين تصميم الدعم وإزالته تحديًا رئيسيًا في جعل سير عمل الطباعة ثلاثية الأبعاد أسرع وأبسط.
كما يتضح من الأمثلة المذكورة أعلاه، تعمل صناعة التصنيع المضاف باستمرار على تطوير حلول للتغلب على هذا التحدي.
ومع ذلك، وبعيداً عن التكنولوجيا، يحتاج الممارسون إلى مستوى أعلى من المهارات والمعرفة لتقديم حلول أفضل.
نأمل أن تكون هذه المقالة قد وسّعت معرفتك حول كيفية استخدام هياكل الدعم بشكل أكثر فعالية في الطباعة ثلاثية الأبعاد، مما يساعد على تحويلها من أعداء إلى حلفاء.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل سبق لك أن تعجبت من تعدد استخدامات النوابض في الهندسة الميكانيكية؟ من أنظمة التعليق في السيارات إلى الأدوات الدقيقة، يلعب هؤلاء الأبطال المجهولون دورًا حاسمًا. في هذا المقال، سوف نتناول...
هل تساءلت يومًا ما الذي يجعل القوالب المعقدة المستخدمة في الأشياء اليومية دقيقة ومتينة للغاية؟ تستكشف هذه المقالة المواد المعدنية الـ 24 الأكثر استخدامًا في معالجة القوالب....
هل تساءلت يومًا ما هو مفتاح الحركة السلسة والدقيقة في الماكينات؟ إن المحامل الخطية هي الأبطال المجهولون وراء عدد لا يحصى من الأنظمة الآلية، مما يتيح النقل والمناولة وتحديد المواقع وتحديد المواقع دون عناء...
تخيل عالمًا يمكن فيه إنشاء أي شيء تقريبًا طبقة تلو الأخرى، بدءًا من الغرسات الطبية المعقدة وحتى المنازل بأكملها. هذه هي قوة الطباعة ثلاثية الأبعاد. يستكشف مقالنا هذا...
تخيّل صنع أشياء معقدة من الصفر باستخدام الليزر والمواد الخام فقط. هذا ليس خيالاً علمياً؛ إنه سحر الطباعة بالليزر ثلاثية الأبعاد، وهي عملية تصنيع مضافة متطورة. هذا...
ما نوع الأسئلة التي يمكن أن تساعدك على اجتياز مقابلة الهندسة الميكانيكية؟ تتناول هذه المقالة أفضل 20 سؤالاً تختبر جوانب مختلفة من الهندسة الميكانيكية، بدءاً من أنظمة نقل الحركة...
هل تساءلت يوماً كيف تُصنع الأجزاء المعقدة من سيارتك؟ تكشف لك هذه المقالة عن العالم الرائع لسبك السيارات، وتوضح بالتفصيل التقنيات والأساليب المتقدمة التي تشكل...
هل تساءلت يوماً ما الذي يجعل الطائرة تحلق بأمان في السماء؟ يستكشف هذا المقال العالم الرائع للمواد المستخدمة في صناعة الطيران، ويكشف عن كيفية تحملها للظروف القاسية وضمان الأداء العالي....
تخيل روبوتات يمكنها تغيير شكلها واستشعار المشاعر، بل والتفاعل معنا بشكل طبيعي مثل أي إنسان آخر. يستكشف هذا المقال عشر تقنيات رائدة تُحدث ثورة في مجال الروبوتات، بدءاً من المواد المرنة...